
إن خدمات الأدوات السريعة مقابل خدمات قولبة الحقن التقليدية هي بالضبط ما تعالجه خدمات الأدوات السريعة لشركة LS Manufacturing ، مما يساعد في حل هذه المشكلة الحرجة، حيث يحتاج مدير تطوير المنتجات الجديدة إلى آلاف المنتجات النهائية في غضون 10 أيام، ولكن لديه فقط من أربعة إلى ستة أسابيع لإنجاز هذه المهمة باستخدام قالب فولاذي تقليدي، في حين أن الطباعة ثلاثية الأبعاد أو صب اليوريثان لا يمكنهما أبدًا منافسة الأداء الميكانيكي لقولبة الحقن ، وإحكام الهواء، وخشونة السطح Ra 0.8 ميكرومتر .
يُقدّم دليل العائد على الاستثمار هذا بيانات حصرية حول خدمة أدوات Alumec 89 السريعة مقارنةً بقوالب الصلب التقليدية من حيث وقت الدورة، والتكاليف الرأسمالية، وتكاليف التشغيل لكل قطعة. ستتعلم كيفية تحقيق دقة ±0.02 مم في قلب القالب خلال 10 أيام بتكاليف أقل من تكاليف قوالب الصلب العادية. مع مهندسينا، ستكتشف الحدود التقنية والاقتصادية المحددة لتحقيق عائد سريع على الاستثمار من خلال إنتاج دفعات صغيرة.

مقارنة بين التشكيل السريع والتشكيل التقليدي: دليل سريع للعائد على الاستثمار
| عامل القرار | تجهيز سريع (أقل من 10 أيام) | أدوات الإنتاج التقليدية |
| الاستثمار الأولي | منخفضة (2000-10000 دولار أمريكي لأدوات الألومنيوم). | مرتفع ( 20 ألف - 100 ألف دولار أمريكي أو أكثر للفولاذ المقوى). |
| تكلفة القطعة الواحدة | المزيد (دورات أبطأ، عمر أقصر للأداة). | أقل (دورات محسّنة، تصل إلى الملايين). |
| مهلة | من أسبوع إلى ثلاثة أسابيع (لإنتاج الأجزاء الأولى). | 8-16 أسبوعًا (للاستعداد الكامل للإنتاج). |
| عمر الأداة | 1000-10000 قطعة. | 500,000-1,000,000+ قطعة. |
| نقطة التعادل في العائد على الاستثمار | مفيد للأحجام التي تقل عن 5000 أو للتحقق من صحة السوق. | يتحقق التعادل عند 10000 - 50000+ وحدة. |
| توصيتنا | استخدمها للتحقق من صحة السوق والتحقق من صحة تصميم قولبة الحقن قبل استخدام أدوات الصلب باهظة الثمن. | لا يتم التنفيذ إلا بعد التحقق الكامل من طلب السوق، وتسعير الأجزاء، ومتطلبات الجودة. |
أهم النقاط الرئيسية:
- للسرعة ثمن: فالتصنيع السريع للأدوات يضحي بسعر القطعة الواحدة لتحقيق تسريع طرح المنتج في السوق. ويُحسب العائد على الاستثمار بعدد الأشهر الموفرة.
- اعرف نقطة التعادل: نقطة التعادل التي تصبح عندها الطريقة التقليدية أكثر فعالية من حيث التكلفة تقع عمومًا في مكان ما بين 5000 و 50000 جزء .
- المخاطرة مقابل العائد: تُعدّ الأدوات السريعة استثمارًا ينطوي على مخاطر قليلة ولكنه فعال في التحقق من فرص السوق . أما الأدوات التقليدية، من ناحية أخرى، فتمثل استثمارات ذات مخاطر وعوائد أعلى .
- الاستراتيجية متسلسلة: أفضل استراتيجية تتضمن استخدام الأدوات السريعة لدخول السوق متبوعة بالأدوات التقليدية للتصنيع بكميات كبيرة .
لماذا تثق بهذا الدليل؟ خبرة عملية من خبراء التصنيع في LS
نُشرت العديد من الأبحاث التي تتناول المقارنة بين الأدوات السريعة والأدوات التقليدية . إلا أن هذا الدليل يختلف قليلاً. أولاً، أعدّه خبراؤنا الذين يستخدمون كلا التقنيتين يومياً لإنجاز مشاريع الإنتاج. ثانياً، تستند توصياتنا إلى ممارسات الرابطة الوطنية للأدوات والتشغيل الآلي (NTMA) .
نُقدّم خدماتنا لقطاعاتٍ يتحدد فيها نجاح المشروع باختيار الأدوات المناسبة، مثل تطوير النماذج الأولية في مجال الطيران والفضاء، والذي يتطلب موافقة إدارة الطيران الفيدرالية؛ والأجهزة الطبية المعقمة؛ وقطع غيار السيارات التي تتطلب اتساقًا في الإنتاج بكميات كبيرة. نُدقّق عمليات التصنيع لكلا الطريقتين باستخدام الإرشادات الصارمة التي توصي بها جمعية تشكيل المعادن الدقيقة (PMA) . وبهذه الطريقة، نضمن أعلى مستويات الجودة بغض النظر عن عملية التصنيع المختارة.
تأتي خبرتنا من مئات المشاريع التي اكتشفنا فيها ما هو الأفضل - ما إذا كان من الممكن صنع جزء مكون من 500 قطعة باستخدام أدوات الألومنيوم السريعة، وكيفية تصميم الجزء الذي سيسهل تحويله إلى أداة فولاذية في المستقبل، وأين تكمن التكاليف الخفية في الأدوات التقليدية.
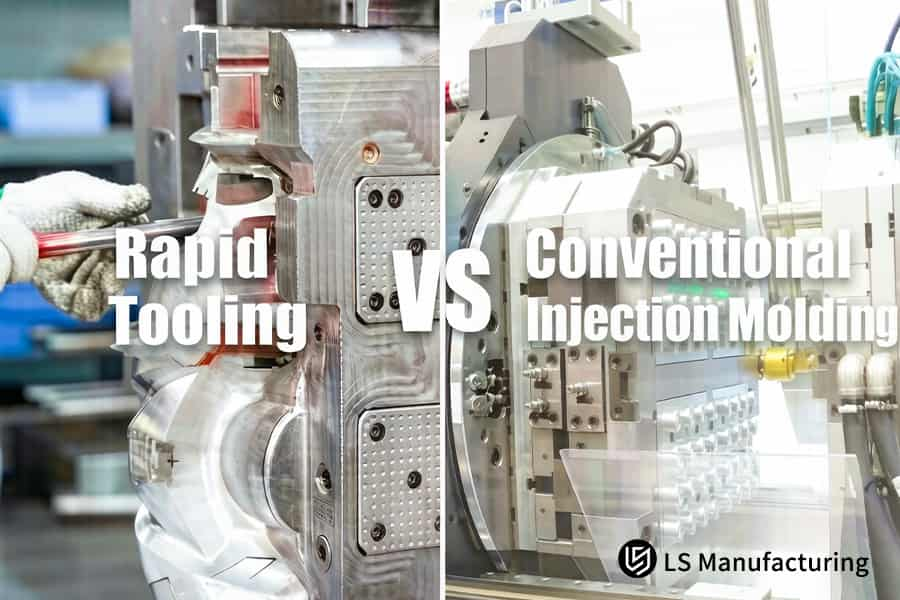
الشكل 1: يوضح الشكل 1 مقارنة بين القوالب السريعة والقوالب التقليدية، حيث يظهر قالب نموذج أولي مع حشوات بلاستيكية بجانب قالب إنتاج فولاذي متعدد التجاويف.
لماذا تفشل خدمات قولبة الحقن التقليدية في تسليم القطع المصممة حسب الطلب في غضون 10 أيام؟
لا تستطيع خدمات قولبة الحقن التقليدية توفير قطعها المصممة حسب الطلب في أقل من عشرة أيام ، وذلك بسبب القيود الفيزيائية المتأصلة في عملية تصنيع قوالب الحقن. تشمل العوامل المؤثرة على السرعة والجودة التشوه الحراري، والتشغيل متعدد المراحل ، والتكرارات المتعددة في تصميم نظام التبريد. تمثل هذه العوامل تحديات هندسية، وليست مجرد مشاكل تتعلق بجدولة الإنتاج، وذلك استنادًا إلى مبادئ علم المواد.
التشوه الحراري الناتج عن المعالجة الحرارية
تؤدي المعالجة الحرارية للقوالب متعددة التجاويف المصنوعة من فولاذ NAK80 وH13 إلى تشوه دقيق يصل إلى ميكرونات عند استهداف صلابة تتراوح بين 48 و52 على مقياس روكويل C من خلال التبريد السريع. والحل الوحيد لهذه المشكلة هو استخدام الطحن الدقيق وساعات طويلة من التفريغ الكهربائي، مما يجعل الالتزام بجدول زمني مدته 10 أيام مستحيلاً، سواءً بالتخلي عن المعالجة الحرارية أو بتحمل انحرافات تتجاوز ±0.05 مم في عملية قولبة الحقن عالية السرعة .
قيود تصميم قنوات التبريد
لا تأخذ تصاميم التبريد التقليدية في الحسبان تقنيات التصنيع المتوافقة متعددة الفيزياء، مما يؤدي إلى ضعف توزيع الحرارة، الأمر الذي يتطلب من 3 إلى 5 أيام من الضبط والتجربة. لا يتحقق تقليل وقت إنتاج قولبة الحقن إلا من خلال تصميم التبريد المتوافق باستخدام محاكاة حاسوبية منذ البداية. ستستفيد من معدلات نجاح حقن تتجاوز 85% من أول مرة دون الحاجة إلى أي تعديلات على القالب، بالإضافة إلى تقصير مدة دورة قولبة الحقن .
التعرض للمخاطر في ظل جداول زمنية مضغوطة
مع تحديد مهلة عشرة أيام لتصنيع القوالب، لا تُجرى دورات تخفيف الإجهاد ولا فحوصات قياس الإحداثيات ثلاثية الأبعاد، مما يزيد من احتمالية فشل القالب عند بدء عملية التشكيل بالحقن . وتُظهر مقارنة تكاليف التشكيل التقليدية أن هذه القوالب المُستعجلة تحتاج إلى تعديل بعد 500 حقنة، مما يُلغي وفورات الوقت. كما تُتكبد تكاليف إضافية نتيجة لتأخر إطلاق المنتج وارتفاع معدل عيوب التشكيل بالحقن .
إنّ حدّ العشرة أيام مفروضٌ بحكم علم المواد والفيزياء، ولا علاقة له بالجدول الزمني. يتضمن نهجنا المبتكر التبريد المطابق المُعالَج بالتوازي، والمحاكاة التنبؤية، ومسارات الأدوات المُقسّاة لضمان جاهزية قالبك للإنتاج منذ البداية. ستستفيد من قطع مُصنّعة باستخدام تطوير نماذج أولية بتقنية قولبة الحقن . تجاوز حاجز العشرة أيام بتصميم قالب قائم على أسس فيزيائية. للتحقق من إمكانية إنجاز قطعك المُخصصة في وقت قياسي، تواصل مع فريقنا الهندسي لإجراء مراجعة للتصميم من أجل التصنيع (DFM) والحصول على عرض سعر للتسليم المضمون.

كيف يمكن لشركة تصنيع الأدوات السريعة تحقيق التوازن بين عمر القالب ودقته في ظل جداول زمنية ضيقة؟
يتطلب ضمان عمر أطول ودقة مثالية للقوالب في بيئات العمل ذات الوقت المحدود استخدام مواد ذات موصلية حرارية أفضل بنسبة 300% ، بالإضافة إلى تشغيل آلي عالي السرعة بخمسة محاور مع تقليل استخدام تقنية التفريغ الكهربائي بنسبة 80% . بصفتنا شركة مصنعة لأدوات عالية السرعة ، نوفر قوالب جاهزة للإنتاج خلال 4 أيام ، تضمن مستوى دقة ±0.015 مم، وعمرًا افتراضيًا يزيد عن 100 ألف عملية تشكيل.
اختيار المواد لتحقيق الأداء الحراري
- الألومنيوم المستخدم في صناعة الطيران (Alumec 89/QC-10): موصلية حرارية تزيد عن 300% مقارنة بالفولاذ، وانخفاض بنسبة 45% في دورات التبريد لكل طلقة - مما يقلل من نفقات الطاقة.
- الفولاذ المحسن P20 المعالج مسبقًا: لا يتطلب معالجة حرارية إضافية، ويمنع تشوه المادة مما يضمن اتساق أجزاء قولبة الحقن .
- الفائدة المشتركة: عمر افتراضي يزيد عن 100 ألف طلقة مع دقة تحديد المواقع ±0.015 مم - ميزة تنافسية مهمة للأدوات السريعة مقارنة بخدمات قولبة الحقن التقليدية .
التصنيع عالي السرعة بخمسة محاور
- 24000 دورة في الدقيقة / 0.05 مم / سن: يُمكّن من تقليل 80٪ من عملية EDM مما يؤدي إلى توفير ما مجموعه 2-3 أيام .
- العمل على تجويف واحد: يضمن دقة ±0.015 مم بدون أخطاء تراكمية.
- مكسبك: يتم تقليل وقت بناء القالب من 30 إلى 4 أيام ، مما يسمح بالتحقق من صحة أجزاء الإنتاج بفضل تشطيب سطح قولبة الحقن من الفئة 101.
الهندسة التنبؤية لإطالة العمر الافتراضي
- محاكاة الإجهاد قبل القطع: تضمن الزوايا المثلى وتوزيع الأحمال بالتساوي.
- التحقق من صحة CMM بعد الإعداد الفردي: يمنع حدوث أخطاء أثناء عملية القطع.
- النتيجة: يمكن استخدام نفس القالب في النماذج الأولية والتصنيع بكميات صغيرة بعد تحليل التحكم في درجة حرارة قولبة الحقن .
يضمن اختيار المواد بعناية فائقة والتشغيل الآلي المتقن، مع الحفاظ على المتانة والدقة في المواعيد النهائية الضيقة، دون أي تنازلات في أي من هاتين الميزتين. توفر لك القوالب قطعًا ذات هندسة دقيقة، تم إنتاجها خلال عشرات الآلاف من العمليات، وهو ما أثبتته محاكاة تدفق المواد في عملية قولبة الحقن . كل تفصيلة مصممة لضمان الالتزام بالجدول الزمني وجودة المنتج النهائي في آن واحد.

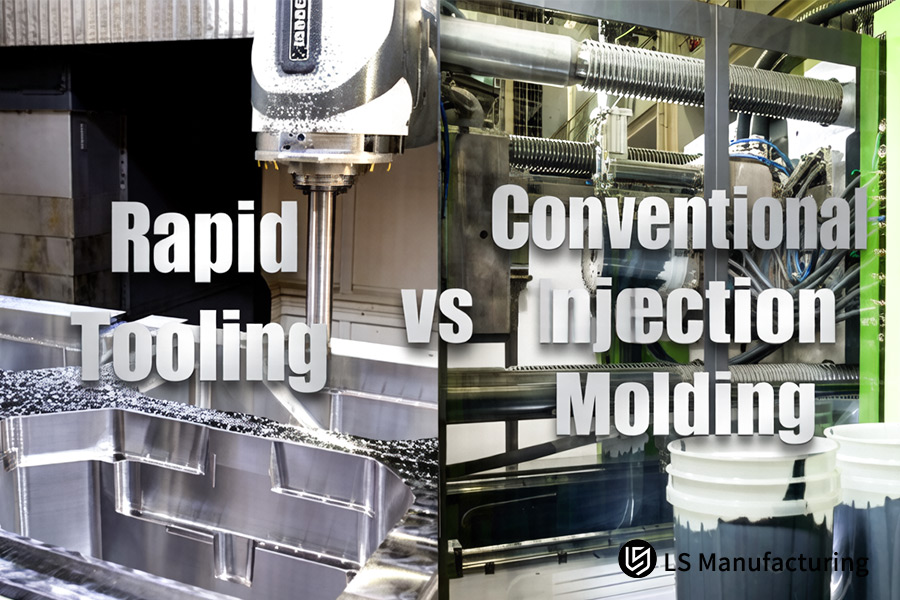
الشكل 2: مقارنة بين الأدوات السريعة والقولبة التقليدية، حيث يتم تشكيل حشوات تجويف الألومنيوم باستخدام قواعد قوالب فولاذية P20 نهائية.
ما هي المتغيرات الخفية عند تدقيق دليل عائد الاستثمار في قولبة الحقن السريع؟
عند مراجعة دليل العائد على الاستثمار في قولبة الحقن السريع ، تبرز بعض المتغيرات التي تم إغفالها: استهلاك الأصول الرأسمالية، وتكاليف التشغيل لكل وحدة، وكمية التعادل. في حال تراوح الطلب بين 1000 و10000 وحدة ، يُمكن تحقيق وفورات تصل إلى 60% على الأصول الثابتة الأصلية، مع ضمان دوران رأس المال أسرع بثلاث مرات من العملية التقليدية باستخدام قوالب الصلب. لذا، ينبغي أن تكون معرفة نفقات رأس المال اللازمة لقولبة الحقن وتحليل تكاليفها هي الخطوة الأولى.
| عامل | قالب فولاذي تقليدي | أدوات سريعة (ألومنيوم/فولاذ طري) |
| تكلفة الأدوات (النفقات الرأسمالية) | 8000 دولار - 25000 دولار | 2000 دولار - 6000 دولار |
| مهلة | 20-35 يومًا | 4-7 أيام ( خدمات التشكيل بمدة انتظار أقل من 10 أيام ) |
| تكلفة القطعة الواحدة (نفقات التشغيل) عند إنتاج 5000 قطعة | 0.18 دولار - 0.35 دولار | 0.22 دولار - 0.42 دولار |
| حجم التعادل | حوالي 15000 قطعة | حوالي 3000 قطعة |
| معدل دوران رأس المال | خط الأساس 1x | ≥3 أضعاف خط الأساس |
| مخاطر إعادة العمل | متوسط (تشوه ناتج عن المعالجة الحرارية) | منخفض (بدون معالجة حرارية لاحقة) |
يُظهر تحليل العائد على الاستثمار أن استخدام الأدوات السريعة يُحقق مزايا مالية للأحجام التي تقل عن 15,000 قطعة . إذ يُقلل من النفقات الرأسمالية بنسبة 60% ، ويُحسّن فترة استرداد رأس المال بمقدار ثلاثة أضعاف، ويحمي من مشاكل إعادة العمل. استخدم أرقام نقطة التعادل لتحليل حجم دفعة قولبة الحقن ونقطة التعادل الخاصة بك. ستُظهر حساباتك أن استخدام الأدوات السريعة يتفوق على القولبة التقليدية من حيث فعالية التكلفة.
ما هي عوامل التصميم التي تحدد نجاح عروض أسعار قولبة الحقن ذات وقت التسليم القصير؟
تُحدد خصائص التصميم، مثل سماكة الجدار الموحدة وزاوية السحب والتصميم الهندسي، كفاءة عملية تسعير عمليات قولبة الحقن ذات الوقت القصير . ويساعد التقييم المبكر للتصميم من أجل التصنيع (DFM) على تحديد هذه المعايير في غضون ساعتين ، مما يوفر المال والوقت لعدم الحاجة إلى إعادة التصميم.
سماكة جدار موحدة (1.5 مم - 2.5 مم)
يضمن ذلك عدم حدوث انكماش أو تشوه تفاضلي عند تبريد الأجزاء المصبوبة. كما يمنع أي مشاكل مرتبطة بعلامات الانكماش والفراغات في الأجزاء البلاستيكية التي تستدعي تعديل القالب، مما يقلل من تقييم إرشادات تصميم قولبة الحقن من أيام إلى ساعات. وتُظهر المنتجات ذات الجدران المتجانسة عملية قولبة أكثر قابلية للتنبؤ، مما يقلل من معدل الرفض بنسبة تصل إلى 65% .
زاوية السحب المثلى (1.5 درجة كحد أدنى)
يُعدّ استخدام زاوية سحب لا تقل عن 1.5 درجة أمرًا بالغ الأهمية عند تصميم هندسة الأسطح الرأسية لضمان إزالة الأجزاء المصبوبة بنجاح ودون أي تلف. يؤدي عدم كفاية زاوية السحب إلى خدوش في السطح وزيادة في وقت دورة الإنتاج نتيجةً لطول مدة فك القالب. ولتحقيق سرعة في إنجاز عمليات التشكيل بالحقن المخصصة ، من المهم تصميم زاوية السحب بشكل مناسب.
تجنب التجاويف العميقة والزوايا الحادة
تُسبب الأجزاء العميقة والحواف الداخلية الحادة إجهادًا وتعيق التدفق، مما يؤدي إلى ملء جزئي أو آثار احتراق. يُساعد استخدام وصلات دائرية وتقليل العمق الهندسي على تحسين تعويض انكماش قولبة الحقن . تُقدم عروض أسعار دقيقة مبدئيًا نظرًا لمراعاة تعقيدات الأدوات والمواد منذ بداية عملية التحليل.
انكماش المواد وتعقيد الحركة الجانبية
تختلف معاملات انكماش المواد (على سبيل المثال، 0.5% لمادة ABS مقابل 2.0% لمادة POM )، وتتطلب الأجزاء ذات الحركة الجانبية عمليات تشغيل أكثر دقة. يتيح تحديد خصائص انكماش المواد والعناصر ذات الحركة الجانبية قبل التصميم إجراء تحليل مسبق لتفاوتات قولبة الحقن . وبذلك، لن تحدث أي زيادات غير متوقعة في التكلفة، مما يضمن الالتزام بالميزانية ويقلل المفاوضات بأكثر من 40% .
يُضمن ذلك من خلال دمج اعتبارات التصميم للتصنيع (DFM) مُسبقًا لإدارة جوانب مثل التشوه، والإخراج، وخصائص المواد . وهذا يعني الحصول على عرض سعر مبني على تكاليف تصنيع دقيقة، بدلًا من سيناريوهات افتراضية. سيؤدي تطبيق المبادئ المذكورة هنا إلى توفير ما يصل إلى 70% من دورات المراجعة وتقصير وقت العينة بشكل كبير، مما يسمح بتحقيق ضمان جودة قولبة الحقن مباشرةً في أول تقديم.
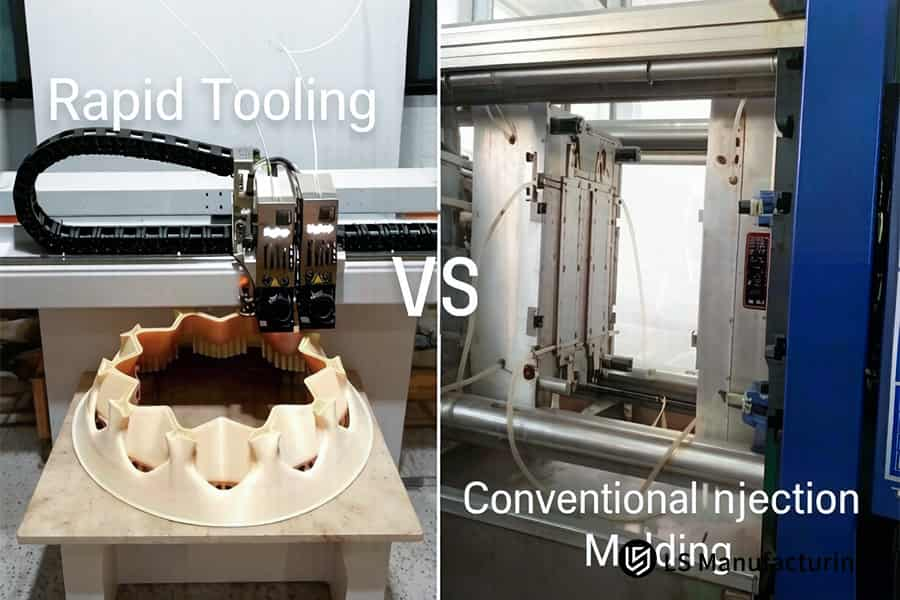
الشكل 3: مقارنة بين الأدوات السريعة والقولبة التقليدية، حيث يتم وضع نماذج الشمع المطحونة للنماذج الأولية بجوار خط إنتاج دلو البولي إيثيلين عالي الكثافة.
هل يمكن لخيارات التصنيع بكميات صغيرة أن تلبي متطلبات اختبار ASTM الصارمة دون حدوث تشوه؟
يُمكن للتصنيع بكميات صغيرة باستخدام عمليات قولبة الحقن عالية الجودة أن يُلبي بسهولة مواصفات ASTM الصارمة دون تشوه، وذلك بفضل التحكم الدقيق في تدفق الراتنج والضغط ودرجة الحرارة. وعلى عكس الصب الفراغي، الذي يُسبب مسامية وضعفًا في الروابط بين الطبقات، فإنك تحصل على أجزاء قادرة على تحمل الاختبارات الوظيفية تحت أحمال عالية مباشرةً.
تقنية تدفق الراتنج الحقيقي مقابل تقنية الصب الفراغي
- أساس العملية: تستخدم حبيبات حقيقية تُغذى إلى البراغي أثناء الحقن، وليس صب الراتنج السائل. لم تعد المسامية وخطوط الربط الضعيفة التي تؤدي إلى تلف الأجزاء مبكرًا أثناء الاستخدام مشكلة.
- أداء الشد: يحقق PA66+30%GF قوة شد لا تقل عن 160 ميجا باسكال وفقًا لمعيار ISO 527، وهو ما يعادل قوة المكونات المصنعة. وهذا يتيح إمكانية تصنيع النماذج الأولية الهيكلية بالحقن حسب الطلب بسرعة .
- الاستقرار الحراري: درجة حرارة انحراف الحرارة لأجزاء البولي كربونات هي 132 درجة مئوية (1.82 ميجا باسكال) وفقًا لمعيار ASTM D648، وهو أعلى بكثير من حد اليوريثان المصبوب بالتفريغ عند 80 درجة مئوية .
معايير عملية التحكم لمنع التشويه
- ضغط الحقن: يتم التحكم فيه بين 80 و120 ميجا باسكال لتحقيق ملء كامل للتجويف مع منع الحشو الزائد. يضمن ذلك عدم حدوث إجهادات متبقية نتيجة للحقن الزائد.
- درجة حرارة القالب: يتم الحفاظ عليها عند 90 درجة مئوية لـ PC و 110 درجة مئوية لـ PA66+30%GF ، مما يضمن التبلور المتسق وتجنب الانكماش التفاضلي.
- النتيجة: يصل تسطيح الجزء إلى ±0.1 مم في نطاق 200 مم كما تم التحقق منه من خلال اختبار قوة الشد للقولبة بالحقن ISO 527.
التحسين الخاص بالمواد
- توجيه الألياف الزجاجية: باستخدام موضع البوابة وقنوات التدفق، يقوم القالب بمحاذاة الألياف لتوجيهها نحو تحمل الأحمال، مما يحسن كفاءة توجيه الألياف في عملية قولبة الحقن . وبذلك تحصل على أجزاء ذات معامل مرونة ثابت ( E = 9 جيجا باسكال لـ PA66+30%GF ).
- تعويض الانكماش: يراعي القالب الانكماش غير المتجانس ( 0.3% - 0.8% ). ستحصل على منتجات مصبوبة دقيقة وفقًا لمواصفات التفاوت المطبوعة على ملف التصميم بمساعدة الحاسوب (CAD) دون الحاجة إلى أي تعديلات إضافية.
- التسليم: تم إعداد العملية بالكامل في غضون 7 أيام، مما يسهل خدمات التشكيل في أقل من 10 أيام لعينات الاختبار المعتمدة.
باستخدام تقنية قولبة الحقن عالية الجودة بدلاً من الصب الفراغي مع ضبط المعايير، ستحصل على قطع مطابقة لمواصفات ASTM D648 وISO 527 دون أي مشاكل في التشوّه. يضمن تدفق الراتنج الفعلي، والتحكم في درجة الحرارة والضغط، ونمذجة اتجاه الألياف، خصائص ميكانيكية متوافقة مع القطع المنتجة بكميات كبيرة. بهذه الطريقة، يمكنك التأكد من صحة معلومات انحراف الحرارة في قولبة الحقن حتى مع القطع ذات الكميات المنخفضة.
كيف تُسرّع هندسة قنوات التبريد المتقدمة عملية تصنيع القوالب بالحقن المخصصة؟
يُقلل تصميم قنوات التبريد المتقدمة باستخدام التبريد المطابق زمن التبريد لكل دورة من 35 ثانية إلى 11 ثانية ، مما يُضاعف إنتاجية كل وردية. وبفضل التخلص من النقاط الساخنة المحصورة في زوايا التجويف، تحصل على قطع ذات إجهاد حراري ضئيل للغاية وبدون أي إعادة تصنيع، مما يُسرّع بشكل مباشر عملية التشكيل بالحقن المخصص ويُحسّن كفاءة التكلفة .
| المعلمة | التبريد التقليدي ذو الثقوب المستقيمة | التبريد المطابق (الربط بالانتشار / الطباعة ثلاثية الأبعاد) |
| مسار قناة التبريد | خطي، محدود بإمكانية الوصول إلى الحفر | منحني، يتبع محيط التجويف بدقة |
| إزالة النقاط الساخنة | رديء؛ تتراكم الحرارة في الزوايا | ممتاز؛ استخلاص حرارة متجانس على كامل السطح |
| زمن التبريد لدورة واحدة | 35 ثانية | 11 ثانية |
| خط الأساس لخفض وقت الدورة | متوسط الصناعة (تكنولوجيا البلاستيك 2025) | أسرع بنسبة 68% مقارنة بالأساس التقليدي |
| إنتاجية كل وردية (8 ساعات) | حوالي 820 لقطة | حوالي 1640 لقطة |
| الإجهاد الحراري وخطر التشوه | متوسط إلى مرتفع؛ يتطلب تصحيحًا بعد التشكيل | انخفاض مستوى تسطح القطعة ضمن نطاق ±0.08 مم ، بفضل تصميم نظام التبريد المستخدم في قولبة الحقن. |
يُحدث التبريد المطابق ثورة في اقتصاديات دورة الإنتاج من خلال تقليل وقت التبريد بنسبة 68% ، مما يزيد الإنتاجية اليومية إلى الضعف. وتتحقق هذه النتائج من خلال تقليل وقت تصنيع القوالب بالحقن، مما يُخفض تكلفة القطعة الواحدة مع الحفاظ على دقة استواء لا تتجاوز ±0.08 مم . وقد تم دعم هذه الطريقة بتحليل دورة تصنيع القوالب بالحقن بدءًا من دفعة الإنتاج الأولية.
الشكل 4: مقارنة بين القوالب السريعة والقوالب التقليدية، حيث يظهر قالب أسنان مصنوع من الراتنج مطبوع ثلاثي الأبعاد مقارنةً بمكبس تقليدي بقوالب معدنية.
ما هي معايير اختيار أفضل مصنّع لأدوات عالية السرعة لمشروعك في مجال الطيران؟
يعتمد اختيار أفضل مصنّع لأدوات التشكيل عالية السرعة لمشاريعك في مجال الطيران والفضاء على عملية تدقيق ثلاثية تشمل كفاءة المعدات، والتحكم الإحصائي في العمليات، والامتثال لنظام إدارة الجودة. وتستبعد هذه العملية الموردين الذين يستخدمون المنافسة السعرية المنخفضة . كما يضمن المورّد استيفاء متطلبات الأبعاد وفقًا لمعيار AS9100D، مما يشكل أساس عملية تدقيق موردي قوالب الحقن .
معدات CNC و CMM عالية الدقة
يجب أن تتجاوز قيمة كل جهاز CNC وجهاز قياس إحداثيات ثلاثي الأبعاد 250,000 دولار أمريكي، مع دقة تحديد المواقع ≤ ±0.003 مم . يضمن هذا الشرط إمكانية تصنيع الأشكال الهندسية المستخدمة في صناعة الطيران - كالأضلاع الرقيقة، وزواياها الحادة، وتجاويفها العميقة - من المحاولة الأولى. في حال افتقار المورد لهذه الإمكانية، فلن تتمكن من ضمان مطابقة مكوناتك لمعايير حقن القوالب المطلوبة في صناعة الطيران .
توافر بيانات SPC وCPK في الوقت الفعلي
يُشترط تقديم تقارير مراقبة العمليات الإحصائية المباشرة، مع قيمة CPK ≥ 1.67 للأبعاد الحرجة. يجب أن يتضمن ذلك دليلاً موضوعياً على استقرار العملية طوال دورات الإنتاج، وليس فقط عند فحص العينة الأولى. إن غياب هذا الدليل يعني أن مقارنة تكلفة التشكيل التقليدية تُخفي المخاطر الحقيقية لتغيرات الأبعاد خلال دورة الإنتاج بكميات كبيرة، مما يُعرّض خط التجميع لخطر التوقف.
شهادة IATF 16949 أو AS9100D
تأكد من حصول المورد على شهادة AS9100D (للصناعات الفضائية) أو IATF 16949 (للصناعات السيارات) ، بما في ذلك نطاق شهادته الذي يغطي عملية قولبة الحقن. سيتم استبعاد الموردين الذين لا يملكون دليل جودة مكتوب، حيث تتطلب عمليات التدقيق وجود نظام تصحيحي موثق. من خلال هذا النظام، تخضع قدرة عملية قولبة الحقن للتدقيق الخارجي.
استخدم المعايير الثلاثة المذكورة أعلاه - قيمة المعدات ≥ 250 ألف دولار أمريكي، وتكلفة الإنتاج ≥ 1.67، وشهادة AS9100D - لتحديد الموردين المؤهلين القادرين على تقديم خدمات قولبة الحقن الموثوقة لشركتك. وبذلك، تضمن إمكانية تتبع شهادة جودة قولبة الحقن والتنبؤ بها. وبهذه الطريقة، لن يواجه برنامجك في مجال الطيران أي تأخير أو حالات عدم مطابقة ناتجة عن استخدام أدوات منخفضة التكلفة.
قسم صناعة الطيران والفضاء في شركة LS Manufacturing: تسليم هياكل طائرات بدون طيار مصنوعة من مادة PEEK حسب الطلب باستخدام أدوات سريعة خلال 8 أيام
اضطرت شركة عالمية متخصصة في صناعة الطائرات بدون طيار إلى إعادة تصميم غلاف مصنوع من مادة PEEK في غضون 12 يومًا فقط بسبب تغييرات في التصميم، بينما تستغرق القوالب الفولاذية التقليدية 25 يومًا. كان من الممكن أن يكلف تفويت إطلاق المنتج الشركة أكثر من مليون دولار؛ لذا، كان لا بد من استخدام عملية جديدة تمامًا، مثل قولبة الحقن بدرجة حرارة عالية ، للوصول إلى نقطة انصهار تبلغ 380 درجة مئوية في غضون 8 أيام.
تحديات العميل
كان غلاف الطائرة بدون طيار المصنوع من مادة PEEK رقيقًا جدًا بسماكة 0.8 مم . علاوة على ذلك، كان من الضروري أن يحتوي على وصلات تثبيت معقدة وأضلاع تقوية. وقد اقتنع اثنان من صانعي القوالب السابقين بأن صناعة القوالب الفولاذية التقليدية لا يمكنها التعامل مع هذا الجزء عند درجة انصهاره المطلوبة البالغة 380 درجة مئوية ؛ مما استغرق 25 يومًا على الأقل، وهو ما تجاوز المواعيد النهائية التي حددها العميل بعدة أيام.
حلول التصنيع LS
في غضون ساعة واحدة فقط، كشفت محاكاة التصميم من أجل التصنيع عن مصادر مشكلة احتباس الغاز. وبحلول التكرار الثالث لتحليل التدفق، تم تحويل البوابة الجانبية الأصلية إلى بوابة مروحة لتجنب خطوط الإجهاد الناتجة عن القص على جميع الأسطح المرئية.
ولتوفير نقل حراري فائق مقارنة بالفولاذ، تم اختيار سبيكة الألومنيوم Alumec 89 عالية الجودة نظرًا لموصليتها الحرارية التي تزيد بثلاث مرات مقارنة بالفولاذ، بالإضافة إلى التشغيل المستمر بدون إضاءة على مدار 24 ساعة في اليوم ، باستخدام 5 محاور.
حافظت عملية تدوير الزيت الساخن متعددة القنوات على درجة حرارة القالب عند 160 درجة مئوية لتشكيل الحقن ذي الجدران الرقيقة للوصول إلى الاستقرار الحراري اللازم للتعبئة الكاملة والتبلور.
النتائج والقيمة
بفضل تحميل التصميم ثلاثي الأبعاد وحتى الشحن النهائي، تم بناء القالب وإنتاج 1200 وحدة إنتاج مؤهلة في 8 أيام فقط - وهو انخفاض مثير للإعجاب بنسبة 65٪ عن الوقت المعتاد في الصناعة البالغ 25 يومًا لصنع أدوات PEEK.
وقد ضمن الفحص الكامل على آلة قياس الإحداثيات ثلاثية الأبعاد (CMM) أن تكون ثقوب التثبيت السريع محاذية تمامًا ضمن متطلبات التفاوت ±0.015 مم .
بفضل إطلاق المنتج وتسليمه في الوقت المحدد، حصل عميلنا على طلبية عقد بقيمة 5 ملايين دولار ، مؤكداً بذلك استخدام تقنية حقن PEEK من خلال أدوات الألمنيوم السريعة.
كما هو موضح أعلاه، لا يستغرق قولبة الحقن 25 يومًا باستخدام هياكل PEEK بسماكة 0.8 مم، شريطة توفر المواد المناسبة (Alumec 89)، ونظام التحكم في تدفق الهواء (مروحة)، ونظام التحكم في درجة الحرارة ( تدوير الزيت عند 160 درجة مئوية )، يتم تسليم قطع غيار مطابقة لمعايير صناعة الطيران في غضون 8 أيام فقط، مما يضمن إطلاق برامج خالية من المخاطر بقيمة ملايين الدولارات. هذا هو نوع الخبرة الهندسية التي تقدمها شركة LS Manufacturing لعملائها.
قلل وقت تسليم غلاف PEEK من 25 يومًا إلى 8 أيام. للتحقق من صحة حل أدوات الألمنيوم السريع لمشروعك، اتصل بقسم الطيران لدينا لإجراء مراجعة جدوى والحصول على عرض أسعار مضمون للجدول الزمني.

الأسئلة الشائعة
1. ما هو الحد الأقصى لعمر الأدوات المضمون لخدمات التشكيل السريع مقارنة بخدمات قولبة الحقن التقليدية؟
إذا استُخدمت سبائك الألومنيوم المستخدمة في صناعة الطيران لتصميم أدوات التصنيع السريع، فإن ذلك يضمن عمرًا تشغيليًا يتراوح بين 10,000 و50,000 دورة على الأقل؛ أما إذا اخترت أدوات التصنيع المصنوعة من الفولاذ الطري المُقسّى مسبقًا، فتوقع أكثر من 100,000 دورة حقن مستقرة ودقيقة. اختر العمر التشغيلي المناسب لأدوات التصنيع لبرنامجك: 50 ألف دورة مع الألومنيوم أو أكثر من 100 ألف دورة مع الفولاذ المُقسّى مسبقًا. لتحديد الاستراتيجية الأمثل، تواصل مع فريقنا الهندسي لمراجعة اختيار المواد والحصول على عرض سعر خاص بمشروعك .
2. ما مقدار رأس المال الأولي الذي يمكن توفيره من خلال تحليل سريع لعائد الاستثمار في قولبة الحقن؟
وفقًا للمراجعات والتقييمات الهندسية، فإن أدوات الإنتاج السريع ذات الدفعات الصغيرة ستكون قادرة على توفير ما يصل إلى 50% إلى 70% من الاستثمار الرأسمالي الأولي مقارنة بقوالب الصلب التقليدية متعددة التجاويف عند تصنيع أقل من 5000 وحدة .
3. هل يمكن لخدمات التشكيل التي تقل مدة انتظارها عن 10 أيام استيعاب المواد المقاومة للهب مثل UL94 V0؟
نعم، تعمل عملية الإنتاج السريعة لشركة LS Manufacturing بشكل جيد للغاية مع البلاستيك الهندسي على مستوى الإنتاج الضخم ، بما في ذلك Sabic Lexan PC، المصنف UL94 V0 لمقاومة اللهب والبلاستيك القابل للتحلل الحيوي، مما يضمن أن النماذج الأولية تتحمل اختبارات السلامة من الحرائق والاختبارات التنظيمية الشاملة في الظروف الفيزيائية القاسية.
4. لماذا تعتبر نماذج مقارنة تكلفة التشكيل التقليدية مضللة بالنسبة للتصنيع بكميات منخفضة؟
بما أن معظم نماذج التقييم لا تأخذ في الاعتبار التكاليف غير الملموسة المرتبطة بفترة الانتظار البالغة 30 يومًا المرتبطة بعمليات التصنيع التقليدية ، كما أنها تفشل في مراعاة الفوائد الاقتصادية الكبيرة التي يوفرها التشكيل السريع، وخاصة في التخلص من تكاليف العمالة اللازمة لإعادة تجهيز القالب وإجراء التجارب على دفعات صغيرة.
5. ما هي المعايير التي يجب تفصيلها في عرض أسعار لتصنيع قوالب حقن الأجهزة الطبية في وقت قصير؟
يجب أن يتضمن عرض الأسعار الصحيح لمشروع قولبة الحقن الطبي السريع معلومات حول إمكانية تتبع دفعات المواد الخام المستخدمة، والتركيب الكيميائي لمادة القالب، ووقت عملية التصميم للتصنيع المطلوب، وجدول زمني يومي يبدأ من أول اختبار تجريبي للقالب وحتى مرحلة الشحن النهائية لمراقبة الجودة النهائية، بالإضافة إلى تكاليف الامتثال للتعبئة والتغليف الثانوية في بيئة غرفة نظيفة.
6. كيف يتحكم مصنع أدوات السرعة العالية في التفاوتات البعدية القياسية لمكونات PEEK؟
تستخدم شركة LS Manufacturing تقنية التصنيع باستخدام الحاسوب (CNC) خماسية المحاور ، والتي تتميز بصلابة دوران فائقة وضبط دقيق للعملية. وعند دمجها مع نظام التحكم الحراري المطابق متعدد القنوات في القالب، يصبح من السهل علينا الحفاظ على محورية أجزاء جلبات PEEK عالية الحرارة بدقة فائقة تصل إلى ±0.02 مم .
7. هل يُسمح بإجراء تعديلات على التصميم الهندسي بعد الإعداد الأولي السريع للقولبة بالحقن المخصصة؟
ستطرأ تعديلات حتمًا. وبفضل الاستفادة من المزايا التي توفرها الخصائص الفيزيائية لقوالب الألومنيوم السريعة، والتي تتيح لنا إجراء عمليات طحن دقيقة للغاية باستخدام آلات CNC، أصبح من الممارسات الشائعة لدينا استخدام معايير "السلامة المعدنية". وهذا يسمح لنا بإجراء تعديلات سريعة وبأسعار معقولة على الأضلاع أو سماكة الجدران في غضون 48 ساعة .
8. هل تتضمن استراتيجيتك لتقليل أوقات التسليم في عملية التشكيل بالحقن تقارير الاختبارات غير المدمرة؟
بلا شك. تتضمن عملية تسريع أي منتج تقدمه شركة LS Manufacturing تقريرًا مجانيًا عن الأبعاد الهندسية باستخدام جهاز قياس الإحداثيات (CMM) ، وتحليلًا مجانيًا للمواد متوافقًا مع توجيهات RoHS، وصورًا مجانية لاختبارات الأشعة السينية غير المدمرة (NDT) لضمان عدم وجود أي فراغات داخلية.
ملخص
لا يُعدّ استخدام أدوات التشكيل الرقمي السريع حلاً رخيصاً يُستخدم في حالات استثنائية ؛ بل هو أسلوب تصنيع عالي التقنية يتجاوز الحد الزمني لدورة الإنتاج البالغة 10 أيام، ويُقلّل بشكل ملحوظ من النفقات الرأسمالية في الإنتاج بكميات صغيرة. بفضل سبيكة الألومنيوم Alumec 89 وتقنيات التشغيل المرنة خماسية المحاور، تستطيع شركة LS Manufacturing مساعدة شركات الطائرات المسيّرة والرعاية الصحية في تعديل قوالبها، مما يُتيح تحقيق تفاوتات تصل إلى ±0.015 مم . إذا كنتَ مسؤولاً تنفيذياً تُوازن بين السرعة والتكلفة وجودة المُصنِّع الأصلي، فعليك بالتأكيد اختيار خدمة التشكيل بالحقن الرقمي السريع.
لا تدع طول مدة القوالب يُضيع عليك أي فرصة. هل تحتاج إلى عينات عالية الجودة خلال 10 أيام؟ أرسل لنا ملف CAD ثلاثي الأبعاد الخاص بك لتحصل على تحليل DFM فوري. في غضون ساعتين فقط من تحميل بياناتك، ستتلقى عرضًا يتضمن تحليل التدفق وتوصيات بشأن مواقع البوابات، بالإضافة إلى عرض سعر تنافسي لتقنية قولبة الحقن السريع .
📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن، وختم المعادن ، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com

