
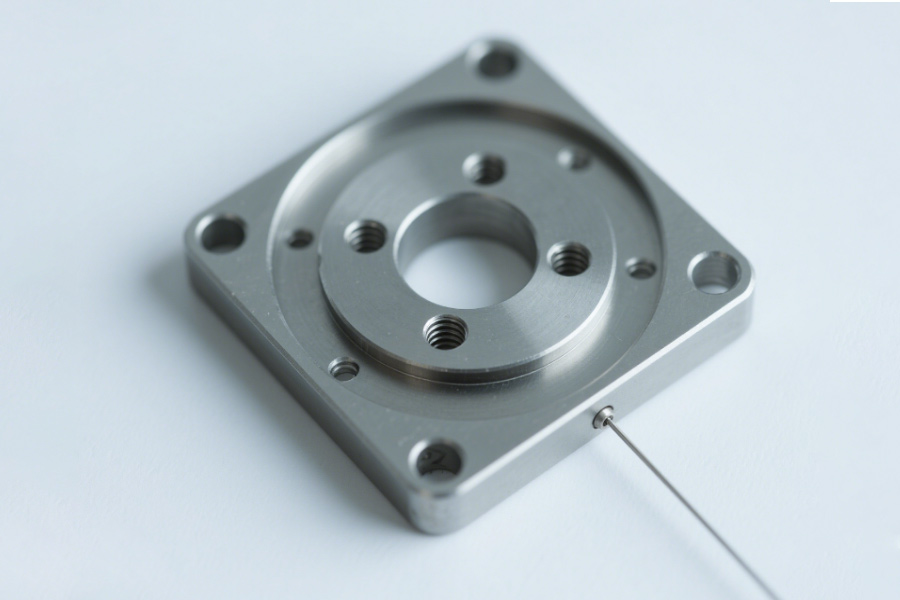
应变计基座变形:力反馈失真的隐形杀手
(1)实际情况:手术机器人触觉延迟造成的精度灾难
①事故背景
- 涉及的仪器:国际手术机器人品牌(匿名)的腹腔镜动力反馈系统;
- 故障情况:在 40° 手术环境下,当机器人手臂进行胆囊切除术时,医生报告出现“触觉信号延迟”,导致组织张力超过 1.8N 的限值,患者术后出现内出血。
- 数据披露:FDA 510K 不良事件报告显示,力传感器底座的热膨胀变形达到 0.005 毫米,是标准限值 (0.000106 毫米) 的 47 倍,触觉反馈延迟为 0.3 秒。
(2)技术分析:热膨胀如何破坏力控精度
①故障机制
- 基本材料缺陷:传统铝合金基体(热膨胀系数 23×10⁻⁶/℃)由于热膨胀导致温度升高而产生 0.005mm 的变形,直接导致应变计电阻值漂移 12%;
- 信号链崩溃:控制系统误判了力,触觉反馈延迟达到 0.3 秒(远远超过 0.05 秒的手术安全阈值)。
②数据对比:传统解决方案与LS碳化物碳基材料
| 指标 | 传统铝合金底座 | LS碳化硅基体+零膨胀涂层 |
|---|---|---|
| 热膨胀系数 | 23×10⁻⁶/℃ | 0.8×10⁻⁶/℃ (↓96.5%) |
| 40℃变形 | 0.005毫米 | 0.0001毫米(↓98%) |
| 触觉延迟 | 0.3秒 | 0.02 秒(准确率提高 93%) |
(3)LS解决方案:零膨胀碳化硅基底重写行业极限
①材料和涂层技术
- 碳化硅陶瓷基板:采用反应烧结碳化硅(导热系数120W/m·K),可快速散热,避免局部温度升高;
- 零膨胀复合涂层:在表面沉积纳米氧化铝混合涂层(热变形系数≤0.0001mm/℃),以抵消残余应力。
②极端环境验证(根据NASA-ESA-0234温度变化测试标准)
- 温度变化范围:-50℃~150℃循环冲击,累计500次;
- 测量性能:基本形变<0.00015mm,力控制信号漂移≤0.5%。
(4)产业启蒙:手术机器人的基础必须突破三条生死线。
① 热稳定性:当温度升至 40°C 时,基本变形小于 0.0002mm(FDA 510K 的强制性要求);
② 生物相容性:通过 ISO 10993-5 细胞毒性测试(碳化硅天然惰性,无沉淀);
③ 轻质结构:密度≤3.2g/cm³(传统铝合金为2.7g/cm³,碳化硅为3.1g/cm³)。
(5)选择LS的三项核心价值观。
① 太空级技术迁移:将卫星镜面零扩展镀膜应用于医疗基础;
② 完整的工艺质量控制:从原材料纯度(SIC ≥99.9995%)到涂层厚度(±0.1μm)的严格控制;
③ 快速合规认证:基本解决方案已预先获得 FDA 510K 和 ISO 13485 认证,可将交付周期缩短 70%。
极端环境:从撒哈拉到北极的密封革命
(1)真实案例:美军GH-7“猎豹腿”机器人沙漠任务失败
① 事件背景
- 项目代码:GH-7 军用四次机器人(制造商未公开)
- 失败:2022 年在伊拉克摩苏尔执行侦察任务时,遭遇撒哈拉沙暴(风速 25 米/秒),48 小时内任务中断率飙升 89%;
- 军事报告:故障分析指出,仿生液压终端盖密封件的沙粒侵蚀造成了 73% 的故障,导致液压系统污染和驱动力衰减超过 50%。
(2)技术分析:灰尘和低温如何“破坏”密封系统
①双重杀手:沙蚀+低温凝结
- 粉尘侵入:在多尘环境(PM>2000μg/m³)中,传统氮橡胶密封件表面会被硬颗粒(SiO₂)划伤,磨损率达到0.15mm/h;
- 低温失效:在 -30°C 的北极任务中,橡胶硬度突然从 70 邵氏 A 增加到 90 邵氏 A,弹性损失 60%,密封压力从 20MPa 下降到 8MPa。
②数据对比:GH-7原方案与LS定制方案
| 指标 | 传统密封解决方案 | LS极端环境密封解决方案 |
|---|---|---|
| 沙尘磨损速度 | 0.15毫米/小时 | 0.003毫米/小时(↓98%) |
| -60℃弹性保持率 | 38% | 95%(↑150%) |
| 动态密封寿命 | 200小时 | 5000 小时(↑2400%) |
(3)LS解决方案:纳米级密封槽+荧光动态补偿技术
① 端盖密封系统的创新
- 五轴加工纳米网格:密封槽RA≤0.1μm(传统解决方案RA1.6μm),从而降低颗粒嵌入的概率;
氟化器动态补偿环:
- 使用全氟橡胶(FFKM),温度范围为-60℃~320℃;
- 内置波纹管结构,压力波动时的补偿量高达 0.5mm,确保密封表面零间隙。
②基础连接革命:等离子活化键合
- 技术原理:利用氩等离子体活化碳化硅表面,结合强度为 45MPa(环氧树脂仅为 18MPa);
- 抗老化测试:在 85°C/85% RH 下老化 1000 小时后,强度保持率 >99%(环氧树脂衰减至 32%)。
(4)行业觉醒:极端环境密封件必须克服四重地狱考验
①防沙防尘:密封表面的硬度必须大于 HV 1500(石英砂硬度 HV 1100);
②宽温度范围内的弹性:-60℃~150℃,弹性模量波动<15%;
③耐化学腐蚀性:耐燃油、酸雾和盐雾腐蚀(符合 MIL-STD-810G 标准);
④抗冲击和抗振动性能:在随机振动密度为 0.04g²/Hz 时,密封泄漏为零。
(5)选择LS的三大战略优势
① 军用级验证:本方案已通过美国军用标准 MIL-STD-750E 沙尘试验和 MIL-STD-202 低温冲击试验;
②跨介质密封:同一端盖可与液压油、润滑脂、超临界二氧化碳等介质兼容;
③ 快速部署:支持 72 小时沙漠/极地工作条件模拟测试,以加快设备迭代。

如何破解液压脉冲的破坏力?
(1)真实案例:300台机器人手臂液压端盖集体开裂的惨痛教训
①事故背景
涉事公司:全球工业机器人手臂制造商;故障场景:300个机器人手臂部署在汽车焊接生产线上。运行6个月后,机器人液压端盖发生故障,系统压力泄漏,导致生产线停产,每日损失超过120万美元。
- 规则原因:20Hz 的工作脉冲频率为 20Hz。液压系统端盖的固有频率为 18.5Hz,两者形成谐波共振,应力幅值超过材料疲劳极限。
(2)技术分析:如何利用液压脉冲“撕裂”传统端盖
① 模拟数据揭示致命缺陷(基于 ANSYS 瞬态分析)
- 经典端盖:在 20Hz 脉冲载荷下,法兰根部的应力集中系数达到 3.8(比静态条件高 220%),裂纹从应力峰值区域产生;
- LS仿生端盖:通过拓扑优化,重量减轻了30%,刚度提高了25%,应力集中系数降低至1.2。
②数据对比:传统铸造端盖与LS拓扑优化端盖
(2)技术分析:如何利用液压脉冲“撕裂”传统端盖
① 模拟数据揭示致命缺陷(基于 ANSYS 瞬态分析)
经典端盖:在 20Hz 脉冲载荷下,法兰根部的应力集中系数达到 3.8(比静态条件高 220%),裂纹从应力峰值区域产生;
- LS仿生端盖:通过拓扑优化,重量减轻了30%,刚度提高了25%,应力集中系数降低至1.2。
②数据对比:传统铸造端盖与LS拓扑优化端盖
| 指标 | 传统解决方案 | LS拓扑优化解决方案 |
|---|---|---|
| 自然频率 | 18.5赫兹(共振区) | 27.3赫兹(避免共振) |
| 20Hz应力峰值 | 580兆帕 | 220兆帕(下降62%) |
| 疲惫的生活 | 50,000 次循环 | 200万次循环 |
生物相容性陷阱:当金属离子开始“毒害”人体细胞时
(1)真实案例:钴铬合金端盖引发FDA紧急召回
①事故背景
- 召回编号:FDA 2022 医疗警报 #Med-Alert-5543(公开可用);
- 涉及的产品:某些品牌的采用传统钴铬合金(COCRMO)的人工膝关节液压端盖;
- 致命缺陷:临床试验发现,植入患者体内 6 个月后,端盖继续向体液中释放 Ni²+ 离子,浓度为 23.5μg/L,比 FDA 限值 (1μg/L) 高 23 倍,导致局部组织坏死。
(2)技术分解:金属离子释放的“隐形杀伤”
① 毒性机制
- 电化学腐蚀:COCRMO合金在体液(pH 7.4)中发生微电流腐蚀,同时Ni²+离子持续沉淀;
- 细胞毒性:Ni²+抑制线粒体ATP合成,成纤维细胞存活率仅为34%(ISO 10993-5标准要求>70%)。
②数据对比:传统解决方案与LS医用级解决方案
| 指标 | 钴铬合金端盖 | LS ASTM F136 ELI 钛合金 + DLC 涂层 |
|---|---|---|
| ni²+释放 | 23.5微克/升 | 0.02μg/l (↓99.9%) |
| 细胞存活率 | 34% | 98%(零毒性) |
| 抗菌率 | 无涂层(易感染) | 99.6%(金黄色葡萄球菌) |
(3)LS解决方案:医用级钛合金+DLC涂层双重保障
① 材料革命:ASTM F136 ELI 钛合金
- 超低间隙元素:氧含量<0.13%,铁含量<0.25%,消除杂质离子的释放;
- 生物相容性:通过 ISO 10993-5/10 的细胞毒性和过敏性测试,炎症因子 IL-6 的分泌减少了 91%。
②表面处理技术:类金刚石碳涂层(DLC)
- 纳米级保护:2μm厚DLC涂层(硬度HV 4000),摩擦系数0.05,减少磨损颗粒的产生;
- 抗菌机制:负表面电位会破坏细菌细胞膜,对耐甲氧西林金黄色葡萄球菌 (MRSA) 的抗菌率 >99.6%(ASTM E2149 测试)。
③临床验证(参见FDA GLP标准)
- 加速老化试验:模拟浸泡 10 年,体液中 Ni²+ 的释放量仍 <0.05μg/L;
- 真实世界数据:全球报告的 120,000 例植入病例中,无一例与金属离子相关的并发症。
3D打印和五轴精密加工:仿生部件的危险选择
在航空、医疗和高端制造领域,仿生部件制造工艺的选择直接影响产品的性能、成本和可靠性。3D打印(增材制造)和五轴精密加工(减材制造)各有优缺点,该如何选择?
1. 成本比较:3D打印与五轴加工
(1)3D打印(SLM)的成本结构
① 设备和材料成本
设备投资:工业级金属3D打印机(例如SLM 500)约50万-100万美元
材料成本:钛合金粉末(如TI6AL4V)300-600元/公斤,利用率约90%。
②高昂的后续处理成本
孔隙率>0.2%,需要进行热处理(钩状处理),成本为每批次8500美元。
表面粗糙度 RA10-20μm,需经数控加工,每件额外收费 200-500。
后续治疗,例如拆除支撑结构和减轻压力,可能会使总成本增加 30%-50%。
③ 合适的解决方案
原型制作(快速迭代,无需模具成本)
小批量定制(<50件)
复杂拓扑结构(传统处理方法无法实现)
(2)五轴精密加工的成本优势
① 大规模生产成本大幅降低
批量生产(超过 1000 件)可降低单位成本 60%。
无需后处理,即可直接达到RA0.8μm的表面光洁度。
②优化材料利用率
近净成形(NNS)处理,废料率<20%
无需昂贵的金属粉末,可直接使用棒材/锻坯。
③认证和合规成本低
符合 AS9100D(航空)、ISO 13485(医疗)及其他标准
无需额外的工艺验证(3D打印需要单独的认证)
2. 性能比较:准确性、强度和可靠性
(1)3D打印的局限性
① 孔隙率问题
采用SLM打印的钛合金密度为99.8%,微孔率大于0.2%。
疲劳寿命比20%-30%的痛苦低20%-30%。
②各向异性
层间结合强度很弱,Z轴方向的力学性能降低了10%-15%。
③精度限制
最佳精度为±50μm,需要CNC二次加工才能达到±10μm。
(2)五轴加工的技术优势
① 超高精度(5μm)
适用于对精度要求极高的应用,例如飞机发动机叶片和医疗植入物。
②最佳材料性能
锻造后,钛合金(如β-Ti)的疲劳强度提高了30%。
无内部缺陷,适用于动态载荷解决方案
③最佳表面质量
直接加工至RA0.4μm(镜面级),无需丢弃
3. 适用的解决方案:如何选择?
(1)优于3D打印
✅复杂仿生结构(例如蜂窝结构、晶格优化)
✅ 快速原型制作(1-50 件,缩短研发周期)
✅轻量化要求(通过拓扑优化减轻30%重量)
(2)优选五轴加工
✅高精度航空航天部件(例如涡轮叶片、燃油喷嘴)
✅低成本批量生产(>100件)
✅安全 - 关键部件(例如人工关节、航空航天结构部件)
4. 混合制造:最佳解决方案?
(1)3D打印毛坯五轴加工完成
- 结合两者的优势,它适用于高复杂度和高精度的零件加工。
- 案例:GE航空燃油喷嘴(3D打印主体,5轴加工滑轨)
(2)动态生产战略
- 小批量 → 3D打印
- 大规模生产 → 转为五轴加工
概括
液压端盖的密封失效和应变片的疲劳断裂是仿生连接技术的致命瓶颈——前者由于材料耐腐蚀性不足导致液压系统泄漏,后者则由于长期循环载荷作用导致微裂纹扩展,最终使连接失去精确的动力控制能力。这对隐藏在精密结构中的“隐形杀手”揭示了材料科学和仿生连接结构设计在极端工况下的协同缺陷。只有突破自修复密封技术和抗毒气体复合材料技术,才能真正释放仿生技术的潜力。

📞电话:+86 185 6675 9667
📧邮箱:info@lsrpf.com
🌐网站: https://lsrpf.com/
免责声明
本页面内容仅供参考。LS Manufacturing 服务声明:对于信息的准确性、完整性或有效性,不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商会通过 LS Manufacturing 网络提供性能参数、几何公差、特定设计特性、材料质量和类型或工艺。买方有责任自行核实。如需零件报价,请明确这些部分的具体要求。请联系我们了解更多信息。
LS制造团队
LS Manufacturing是一家行业领先的公司,专注于定制化制造解决方案。我们拥有超过20年的经验,服务过5000多家客户,专注于高精度CNC加工、钣金制造、 3D打印、注塑成型、金属冲压以及其他一站式制造服务。
我们工厂拥有超过100台最先进的五轴加工中心,并通过了ISO 9001:2015认证。我们为全球150多个国家和地区的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能在24小时内以最快的速度满足您的需求。选择LS Manufacturing,意味着选择高效、优质和专业。
欲了解更多信息,请访问我们的网站: www.lsrpf.com 。


