
Услуги по индивидуальному литью под давлением лежит в основе высокоточного производства, области, где требования к точности чрезвычайно высоки , даже отклонение размеров в 0,02 мм может привести к остановке цепочки поставок.
Многие клиенты, которые ищут «что такое литье под давлением», понимают только его базовое определение, но когда дело доходит до фактического массового производства, они становятся тяжелым бременем из-за потерь, вызванных такими дефектами, как усадка и коробление.
Полное устранение дефектов является весьма сложной задачей, прежде всего из-за неконтролируемых факторов, таких как колебания температуры пресс-формы и отклонения давления впрыска в процессе литья под давлением.
В качестве способа решения этой проблемы компания LS Manufacturing, с одной стороны, внедрив научный процесс литья под давлением, а с другой стороны , закрытый мировой мониторинг всего процесса, добилась точности производства на уровне микронов, тем самым решая проблему отсутствия дефектов. Ниже мы резюмируем, как они характеризуют стандарты бездефектного производства.

Услуги по индивидуальному литью под давлением: сводка основных ответов
|
Направления деятельности
|
Производственные решения LS
|
Техническое преимущество
|
|
Высокоточный качественный замкнутый контур
|
Интегрируйте DFM и научное литье под давлением.
|
Cpk ≥ 1,33 и возможность отслеживания всех данных процесса.
|
|
Экстремальный контроль допуска |
Внедрить полностью электрические термопластавтоматы и системы прецизионной температуры пресс-форм. |
Допуск на размер ключа стабильно контролируется на уровне ±0,01 мм. |
|
Предотвращение структурных дефектов |
Внедрите расширенное динамическое моделирование Moldflow. |
Уровень дисбаланса заполнения < 5% и исключает опасность образования воздушных ловушек. |
|
Интеллектуальный онлайн-мониторинг |
Интегрируйте датчики CCD-видения и давления в полости. |
100% автоматическая онлайн-сортировка и доставка без дефектов. |
|
Обработка модификации материала |
Принять схему глубокого осушения и сушки с точкой росы -40°C. |
Влажность сырья < 0,02% для обеспечения механической прочности. |
|
Гибкое серийное производство |
Предоставление гибких решений для мелкосерийного производства. |
Быстрая доставка T1 в течение 15 дней для снижения затрат на исследования и разработки. |
|
Оптимизация совокупной стоимости владения (TCO) |
Оптимизация стоимости оснастки и жизненный цикл пресс-формы . |
Выберите сталь высокой твердости S136, чтобы обеспечить стабильность в течение миллиона циклов формования. |
Мы точно удовлетворяем все основные требования проектов литья под давлением, обеспечивая высокую точность и отсутствие дефектов в производстве.
Учитывая как качество, так и соотношение цены и качества, мы являемся вашим надежным партнером в области индивидуальных услуг по литью под давлением. Обращение к нам гарантирует, что каждая партия продукции станет эталоном качества, что обеспечит Вам преимущество перед конкурентами на рынке.
Как служба литья под давлением компании LS Manufacturing обеспечивает нулевой уровень дефектов?
Отсутствие дефектов — это то, что вы требуете от литья под давлением, и главный фактор, который вы учитываете при выборе партнера.
Если вы выберете индивидуальное решение LS Manufacturing для литья под давлением, вы будете уверены в научном контроле на протяжении всего процесса и первоклассной технологии, позволяющей остановить производственные дефекты прямо по их причине.
Наша модель обслуживания полностью основана на Требования к системе качества ISO 9001:2015 и включает в себя тестирование сырья, производство продукции и доставку готовой продукции. Это поможет вам не только сохранить качество, но и ограничить потери.
Во-первых, посредством реологических испытаний мы определим профиль вязкости вашего материала, тем самым установив чрезвычайно точную точку переключения VP. Вместе с датчиком давления в полости формы мы отслеживаем изменение давления в течение 0,1 секунды, что обеспечивает Cpk > 1,33.
Проще говоря, это гарантирует, что на каждые 1000 изготовленных изделий вы производите менее 3 бракованных изделий, то есть существенно экономите на доработках и затратах на отходы.
С помощью Moldflow, высококачественного программного обеспечения для моделирования, мы демонстрируем, как предотвратить в процессе литья такие дефекты, как линии сварки и захваченный воздух, тем самым оптимизируя проектирование на этапе проектирования для производства (DFM) и уменьшая возникновение дефектов на 90%.
Это поможет вам познакомитьсяСтандарты ASTM D3641-19 и, следовательно, избежать доработок во время пробного формования и задержек выхода на рынок.
Адаптируя микродетали для клиента из медицинской промышленности, мы объединили два авторитетных стандартных требования, упомянутых выше. В результате мы смогли ограничить наши уровни допуска до 0,005 мм , повысив процент выхода продукта со среднего по отрасли с 15% до 99,7%, тем самым сократив затраты на доработку и отходы, а также ускорив продвижение проекта.
От замены материала, точности оборудования до технологий мониторинга, мы ставим интересы клиентов на первое место и доказываем свои возможности с помощью данных, которые можно отследить, и ощутимых результатов. Если вы боретесь с высоким уровнем дефектов и перерасходом средств, свяжитесь с нашими инженерами-экспертами для бесплатной консультации по индивидуальному решению с нулевым дефектом.

Как LS Manufacturing определяет высококачественный цикл обслуживания в области индивидуального литья под давлением?
Наличие качественного замкнутого цикла при литье под давлением является очень важным фактором обеспечения отсутствия дефектов в производстве.
Сочетание прогнозного анализа DFM и мониторинга давления в полости в режиме реального времени от LS Manufacturing составляет основу 100% отслеживаемого замкнутого цикла , который простирается от проектирования до готового продукта, чтобы гарантировать, что продукты соответствуют стандартам отсутствия дефектов.
Как количественно оценить производственные параметры в процессе литья под давлением?
Для достижения нулевого уровня дефектов необходимо количественно определить параметры производства:
- Определите кривые вязкости и с помощью реологических испытаний установите научные точки переключения VP, чтобы не вызывать отклонений размеров из-за неоднозначности параметров.
- Используя датчики давления в полости, отслеживайте колебания давления в течение 0,1 секунды , чтобы гарантировать, что Cpk > 1,33, с возможностью отслеживания данных всего процесса.
Предотвращение 90% потенциальных дефектов пресс-формы на этапе проектирования пресс-формы
Предотвращение дефектов с помощью ранних мер — гораздо лучший вариант, чем устранение их после того, как это уже было сделано. На этапе проектирования пресс-формы мы:
- Выполните расширенный анализ текучести пресс-формы, чтобы выявить образование линий сварки и наличие воздухозаборников , чтобы можно было оптимизировать структуру пресс-формы перед выполнением каких-либо доработок.
- Выполните оптимизацию распределения толщины стенок на этапе DFM, чтобы снизить уровень деформации, вызванной внутренним напряжением, тем самым снижая объем доработок и временные затраты.

Рисунок 1: Рабочий осматривает белую пластиковую деталь, только что снятую со сложной литьевой формы в заводских условиях.
Как прецизионное литье под давлением преодолевает пределы допуска ±0,01 мм?
Предел допуска прецизионное литье под давлением отражает, может ли продукт потенциально использоваться в высокотехнологичных областях.
В основном мы используем полностью электрические термопластавтоматы, а также системы постоянного контроля температуры, которые позволяют нам стабилизировать основные допуски на размеры на уровне 0,01 мм . Таким образом, мы можем удовлетворить требования высококачественных электронных и медицинских компонентов.
Как полностью электрические термопластавтоматы влияют на повторяемость критических размеров
Полностью электрические термопластавтоматы являются основой точного производства. Что касается повторяемости впрыска, они могут обеспечить точность, которая в 5 раз выше, чем у гидравлических прессов , с колебаниями всего 0,005 мм.
При использовании вместе с прецизионными серводвигателями они могут идеально поддерживать постоянное давление удержания, что предотвращает такие дефекты, как усадка и деформация, и в то же время обеспечивает точность продукта.
Можно сказать, что это своего рода «высокоточный навигатор» в литьевом производстве, строго регулирующий каждый этап впрыска, чтобы размеры каждого изделия были не только точными, но и последовательными, без отклонений.
Стратегия компенсации отклонений размеров в цехе с контролируемой температурой
Мы круглосуточно следим за температурой и влажностью в цехе (постоянная температура 23±1℃, постоянная влажность 50±5%), благодаря высокоточному регулятору температуры пресс-формы с точностью регулирования температуры ±1℃, что позволяет точно контролировать кристаллизацию материала и таким образом полностью исключить влияние окружающей среды на размеры изделия.
|
Тип оборудования
|
Точность повторения инъекции
|
Диапазон колебаний
|
Точность контроля температуры
|
Сценарии применения
|
|
Полностью электрическая литьевая машина
|
Высокий
|
±0,005 мм
|
±1℃
|
Высококачественные медицинские и электронные детали.
|
|
Гидравлическая литьевая машина
|
Середина
|
±0,025 мм
|
±3℃
|
Обычные гражданские части.
|
|
Прецизионная гидравлическая литьевая машина
|
Средне-высокий
|
±0,015 мм
|
±2℃
|
Промышленные детали среднего класса.
|
|
LS Производство полностью электрических термопластавтоматов по индивидуальному заказу
|
Чрезвычайно высокий
|
±0,003 мм
|
±0,5℃
|
Сверхточные микродетали.
|
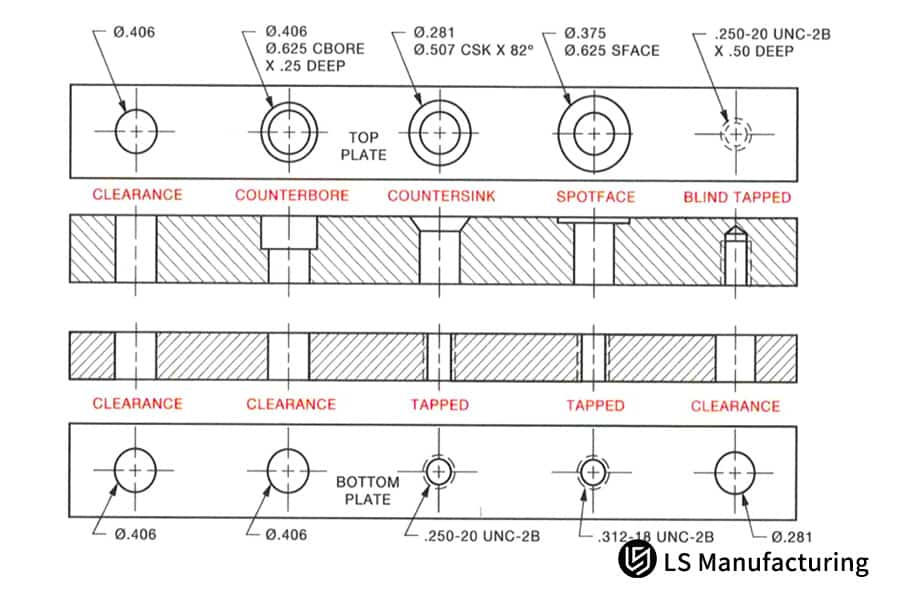
Рисунок 2: Технический чертеж с подробным описанием различных типов отверстий (зазор, цековка и т. д.) для инструментальных пластин для литьевых форм.
Как ведущие производители литья под давлением избегают опасностей с помощью научного анализа текучести пресс-формы?
Быть профессионалом производители литья под давлением Мы используем математическое моделирование для анализа реологического поведения материалов, чтобы иметь возможность заранее выявить структурные проблемы, такие как усадка и плохая вентиляция , и тем самым помочь вам сэкономить на затратах и времени на пробное формование.
Оптимизация скорости сдвига для защиты длинноцепочечной молекулярной структуры полимера
Стабильность материала всегда означает качество продукта. Мы используем научный менеджмент, чтобы обеспечить защиту структуры материала:
- Проверка температуры сдвига наполнения для предотвращения деградации сверхвысокомолекулярного полиэтилена и других чувствительных материалов, чтобы в конечном итоге получить продукт с необходимой механической прочностью.
- Тщательная разработка компоновки ворот для балансировки давления наполнения нескольких полостей во избежание структурных дефектов, возникающих из-за неравномерности давления.
Решающее влияние испытаний на балансировку ворот на стабильность многоместной пресс-формы
Эффективность массового производства во многом зависит от постоянства многоместной пресс-формы.
- Проведите кратковременные испытания, чтобы убедиться, что уровень дисбаланса заполнения каждой полости составляет <5 %, что гарантирует постоянство размеров продукта.
- Примените регулировку динамического баланса, чтобы устранить несоответствие размеров многоместных форм и, как следствие, увеличить скорость проходки при массовом производстве.
Какие методы мониторинга обеспечивают производство без дефектов?
Производство без дефектов зависит от интеллектуального мониторинга каждого этапа процесса. Наша ПЗС-камера и система, связанная с датчиками, не только идентифицируют и отбраковывают дефектную продукцию прямо на месте производства, но также гарантируют 100% доставку без дефектов и значительно сокращают ваши предыдущие затраты на проверку.
Контроль процесса впрыска в режиме реального времени с помощью датчика давления в полости
Набухание под давлением является одним из основных факторов, приводящих к дефектам. Мы обеспечиваем динамическую компенсацию, постоянно отслеживая давление:
- Система управления обнаруживает производственные отклонения в сырье и автоматически регулирует давление впрыска, чтобы поддерживать постоянный объем расплава и предотвращать ошибки размеров.
- Мониторинг профиля давления в режиме реального времени . Продукты, находящиеся за пределами конверта, немедленно обозначаются сигналом тревоги и сегрегацией, поэтому дефектные продукты не могут перейти на следующий этап.
Система визуального автоматического контроля при круглосуточном непрерывном производстве
Для круглосуточного непрерывного производства необходима высокопроизводительная система контроля безопасности:
- Использование промышленной камеры 4K с возможностью измерения до 0,001 мм , которая гарантирует, что даже самые мелкие дефекты, такие как заусенцы и короткие кадры, точно не будут пропущены.
- Автоматизированные роботизированные руки возьмите готовую продукцию и проведите измерение замочных отверстий в режиме онлайн, тем самым исключая человеческие ошибки и в то же время повышая эффективность контроля.
Датчики изображения CCD и датчики давления дополняют друг друга, обеспечивая круглосуточный мониторинг в режиме реального времени и автоматическую сортировку, тем самым создавая надежную превентивную меру против производства без дефектов . Чтобы понять реальный операционный эффект системы, просмотрите наши истории успеха и интуитивно ощутите ее практическую ценность.
Почему высококачественные услуги по литью пластмасс под давлением должны сочетаться с модификациями материалов?
Основным моментом, с которого можно начать предоставление отличных услуг по литью пластмасс под давлением, являются материалы. Мы предлагаем армирование стекловолокном и решения по модификации, устойчивые к высоким температурам, чтобы гарантировать, что физические свойства деталей остаются стабильными на молекулярном уровне , а срок службы продукции увеличивается.
Армированные волокном пластмассы
Армированные пластики с волокнами используются там, где требуется очень высокая прочность.
Мы определяем, как расположение стекловолокон влияет на прочность детали, выбираем оптимальные параметры впрыска и градиенты скорости, чтобы обеспечить равномерную прочность деталей, а также обеспечиваем достаточную прочность линий сварки, чтобы не было поломок.
Таким образом, это похоже на придание пластиковым деталям «невидимой брони», повышение их прочности и в то же время отсутствие «слабых мест» соединений, которые обычно склонны к разрывам, что делает их очень прочными и надежными.
Процесс глубокого осушения и сушки для обеспечения светопропускания прозрачных деталей
Влажность материала должна быть очень низкой для прозрачных деталей, которые предъявляют очень высокие требования к внешнему виду деталей. Мы применяем методы глубокой сушки, чтобы гарантировать сохранение внешнего вида и эксплуатационных характеристик деталей:
В отличие от удаления серебряных полос, используется осушительная сушилка с точкой росы -40 ℃, обеспечивающая содержание влаги в материале <0,02%.
Он предотвращает ухудшение механических свойств, а также ухудшение внешнего вида, вызванное гидролизом (что приводит к появлению серебряных полос), а светопропускание гарантировано составляет 92%.
Как быстро проверить высокопроизводительные детали из конструкционного пластика с помощью режима литья под давлением небольшими партиями?
Малосерийное литье под давлением в значительной степени имеет важное значение для НИОКР. Наша адаптируемая система за счет стандартизации основ пресс-форм и гибкого планирования позволяет вам добиться качества массового производства без больших затрат, а время цикла исследований и разработок сокращается.
Экономическая выгода от технологии быстрого формования в циклах разработки продукции
Быстрое формование – один из способов существенно сократить затраты на НИОКР.
Мы изготавливаем стержни пресс-форм из алюминия 7075 или стали P20, а цикл открытия пресс-форм составляет 15 дней, что означает сокращение на 60 % по сравнению с традиционными пресс-формами, при этом стоимость пресс-форм также снижается на 30–50 %, что позволяет эффективно контролировать бюджеты на исследования и разработки и ускорить количество итераций.
Получение данных о процессе мелкосерийного прототипирования для пресс-форм массового производства
Мелкосерийное прототипирование может помочь получить важные данные для массового производства.
Мы используем данные прототипирования для построения экспериментальной матрицы DOE, поиска наилучшего диапазона впрыска , а затем плавно переходим к параметрам прототипирования к массовому производству, чтобы машины не нуждались в переналадке, производственные затраты снижались, а массовое производство увеличивалось.
|
Тип пресс-формы
|
Цикл открытия формы
|
Стоимость пресс-формы
|
Применимая партия
|
Срок службы
|
Преимущества
|
|
Rapid Mold (алюминиевая форма)
|
10-15 дней
|
1000-3000 долларов США
|
100-1000 штук
|
10 000–50 000 циклов пресс-формы
|
Низкая стоимость и короткий цикл.
|
|
Быстрая форма (стальная форма P20)
|
12-18 дней
|
3000-6000 долларов США
|
1000-5000 штук
|
50 000–100 000 циклов пресс-формы
|
Экономично и стабильно.
|
|
Пресс-форма для массового производства (стальная форма S136)
|
25-40 дней
|
8000-20000 долларов США
|
Более 100 000 штук
|
Более 1 000 000 циклов формования
|
Длительный срок службы и высокая точность.
|
|
Пользовательская гибкая форма
|
15-20 дней
|
4000-8000 долларов США
|
500-5000 штук
|
100 000–300 000 циклов пресс-формы
|
Гибкий и модифицируемый.
|
|
Стандартная основная форма пресс-формы
|
10-12 дней
|
2000-5000 долларов США
|
500-3000 штук
|
50 000–150 000 циклов пресс-формы
|
Быстрая доставка и сильная адаптируемость.
|
Использование стандартных основ пресс-форм наряду с гибким планированием обеспечивает быструю доставку и недорогую проверку небольших партий литья под давлением. Вы можете связаться с нами, если находитесь на этапе исследований и разработок, чтобы получить индивидуальную консультацию о точном методе и цене быстрого прототипирования.

Рисунок 3. В синем ящике хранятся различные белые пластиковые детали, представляющие собой продукцию мелкосерийного литья под давлением.
Как сбалансировать экстремальные требования цикла поставки и отсутствие дефектов в режиме литья под давлением по требованию?
Наличие Agile-мышления не означает отказ от качества. Наше цифровое планирование и отслеживание производства литье под давлением по требованию Система позволяет нам гарантировать 100% проходимость каждой партии без ущерба для графика поставок.
Почему стандартизированные модульные системы сокращают цикл открытия формы
Стандартизированные модули играют важную роль в повышении эффективности доставки. Используя стандартные основания форм MUD и заменяя только стержни форм, мы можем даже сократить время цикла открытия формы на 40%.
Кроме того, модульная конструкция не только упрощает настройку станка, но и сокращает время настройки до 2-3 часов. Таким образом, можно эффективно удовлетворить производственные потребности по требованию.
Аспекты реализации плана контроля качества (QCP) в гибком производстве
Благодаря процессу QCP в гибком производстве мы можем сохранить качество неизменным. Мы устанавливаем этапы первой проверки, патрульной проверки и окончательной проверки для каждого заказа по требованию. Массовое производство может начаться только после прохождения первой проверки.
С другой стороны, с помощью облака мы синхронизируем отчеты о ходе производства и качестве в режиме реального времени, поэтому вы можете в любой момент проверить динамику производства.
Какие факторы стоимости оснастки для литья под давлением влияют на долгосрочную прибыль?
Когда вы сравниваете Стоимость оснастки для литья под давлением , недостаточно просто просмотреть первоначальные предложения. Распределение расходов на техническое обслуживание на протяжении всего срока службы оборудования и стабильность производства — это очень важные факторы, о которых следует подумать. LS Manufacturing поможет вам определить правильную совокупную стоимость владения (TCO) , а также поможет вам меньше инвестировать в долгосрочной перспективе.
Стабильность производства в больших количествах и твердость стали пресс-формы
Выбор стали литейной формы является одним из основных аспектов , определяющих, как долго прослужит инструмент, а также сколько будет стоить его обслуживание.
Мы работаем со сталью S136, которая намного более износостойка, чем H13, и служит в три раза дольше при формовании коррозионно-активных материалов. Время простоя сердечника для технического обслуживания сведено к минимуму благодаря сердечникам, изготовленным из металла высокой твердости, что приводит к ежегодной экономии затрат на техническое обслуживание в размере 1000–5000 долларов США.
Использование стали S136 для форм дает производственному оборудованию «твердую сердцевину», что не только снижает потребность в ремонте и замене, но также сокращает время простоя из-за технического обслуживания. И не забывайте, что затраты на техническое обслуживание также будут ниже!
Эффективное снижение затрат на формованные детали за счет автоматизированных систем горячеканальных систем
Горячеканальные системы очень эффективны для снижения удельных затрат и сопутствующих отходов (особенно если используются более дорогие материалы, такие как PEEK), поэтому затраты на удельные материалы снижаются на 15–25 % , циклы формования сокращаются, производительность литьевых машин увеличивается, а эффективность производства может повышаться на 30 % в год.
Практический пример: Производство LS помогает Peek Micro Gears добиться индивидуального производства диаметром 0,005 мм
Задача клиента:
Для мирового производителя хирургических роботов Шестерни трансмиссии PEEK разрабатывались. Поскольку степень усадки материала составляла 2% и была нестабильной, детали, изготовленные традиционными поставщиками литья под давлением, испытывали помехи от зацепления, в результате чего процент прохождения составлял всего около 15%.
Эта ситуация увеличила расходы и задержала реализацию проекта, поэтому требовался партнер, чтобы решить проблему точности и производить нулевые дефектные детали в массовом масштабе.
Производственное решение LS:
После получения требования наша команда инженеров сначала провела комплексные реологические испытания материала PEEK, чтобы точно определить закон его усадки, а затем разработала целевые решения.
- Мы использовали научный метод литья под давлением, основанный на давлении в полости, постоянно отслеживая изменения давления в процессе впрыска для достижения равномерного заполнения расплавом.
- Мы внедрили очень точный электромагнитный индукционный регулятор температуры пресс-формы, в результате чего точность контроля температуры пресс-формы повысилась до 0,5 ℃, тем самым точно регулируя кристалличность PEEK и значительно уменьшая усадку материала.
- Кроме того, мы создали конструкцию холодной пресс-формы с точкой высокого давления, используя точный контроль удержания давления, чтобы компенсировать усадку материала и, следовательно, устранить проблемы с помехами при зацеплении.
- Кроме того, благодаря усовершенствованному моделированию течения пресс-формы Moldflow распределение толщины стенок зубчатого колеса и расположение литников были оптимизированы для предотвращения таких дефектов, как захват воздуха и коробление.
Результаты и ценность:
Благодаря высокоточному техническому контролю мы сократили критический размерный допуск для микрошестерен из PEEK всего до 0,005 мм (точка привязки данных), тем самым повысив процент годности с 15% до 99,7%.
Наше решение проблемы помех в сетке не только полностью разрешило ее, но и сэкономило нашим клиентам почти 100 000 долларов в год на расходах на утилизацию и доработку , сократило время выхода на рынок/выпуск продукта на три месяца и позволило установить с ними долгосрочное партнерство и постоянное предоставление индивидуальных решений. услуги литья пластмасс под давлением .
Мы успешно решили проблему литья под давлением материала PEEK, добились высокоточного массового производства с нулевым дефектом, снизили затраты и повысили эффективность для клиентов , а также ускорили выход на рынок. Если у вас также есть трудности с литьем под давлением материалов, пожалуйста, свяжитесь с нами для бесплатной консультации по индивидуальному решению для массового производства с нулевым дефектом.

Часто задаваемые вопросы
Вопрос 1. Как компания LS Manufacturing обеспечивает постоянство размеров прецизионных деталей, отлитых под давлением?
Мы используем технологию научного литья под давлением (SIM) и полностью электрические машины для обеспечения повторяемости литья на микронном уровне. В сочетании с цехом с постоянной температурой и точным контролем температуры пресс-формы мы можем эффективно и очень точно воспроизводить параметры процесса от партии к партии, что приводит к единообразию размеров.
Вопрос 2: Какие сложные операции по постобработке поддерживает ваша служба индивидуального литья под давлением?
Помимо простого литья, наша услуга по индивидуальному литью под давлением может также обеспечить полностью интегрированную обработку, такую как ультразвуковая сварка, сверхтонкая трафаретная печать, лазерная гравировка и сборка в чистых помещениях , и это лишь несколько примеров того, как мы можем удовлетворить ваши потребности.
Вопрос 3: Как можно снизить затраты за счет литья под давлением небольших партий мелких деталей?
Усовершенствуя стандартные основы для быстрой замены пресс-форм и конструкцию многополой компоновки, мы можем не только распределить затраты на пресс-форму, но и сократить циклы открытия пресс-форм и настройки машины, а также рабочее время, что делает цены на литье под давлением небольших партий более привлекательными.
В4: Каков обычный срок доставки для производителей литья под давлением?
Будучи специализированным производителем литьевого формования, наш обычный срок доставки составляет 15-25 рабочих дней , всегда учитывая сложность деталей, требуемые материалы и изменения количества заказа.
Вопрос 5: Как вы справляетесь с проблемами загрязнения материалов при производстве без дефектов?
Помимо централизованной системы подачи материалов, использование чистого помещения уровня 100 000 и процесса сушки при температуре -40 ℃ помогает удалить загрязнение влагой в источнике, тем самым гарантируя качество наших услуг по литью пластмасс под давлением.
В6: Что можно сделать, чтобы избежать следов усадки при производстве прецизионного литья под давлением?
Мы используем высокоточный контроль температуры пресс-формы, контролируемый микрокомпьютером, для регулирования скорости кристаллизации материала. Кроме того, мы проводим научные исследования по выдерживанию давления, чтобы гарантировать, что давление расплава в полости формы постоянно компенсируется перед затвердеванием, что означает, что можно эффективно предотвратить появление усадочных следов.
В7: Существует ли пожизненная гарантия на пресс-форму с услугой литья под давлением по требованию?
Конечно, форма изготовлена LS Manufacturing. Наша услуга литья под давлением по требованию предлагает бесплатное обслуживание пресс-форм и замену запасных частей в течение всего срока службы, чтобы обеспечить бесперебойное производство.
Вопрос 8: Как лучше всего получить точное ценовое предложение на оснастку для литья под давлением?
Загрузите файл 3D-проекта (STEP/IGS), и наши инженеры в течение 24 часов предоставят подробное ценовое предложение на инструменты для литья под давлением, включая анализ DFM, стоимость материалов и пресс-форм .
Краткое содержание
LS Manufacturing осознает, что литье под давлением с нулевым дефектом — это наше обещание всему мировому рынку.
Наша мантра — поставить ваши преимущества на первое место и создать безупречный продукт на основе ваших проектных планов без дефектов, используя индивидуальные услуги литья под давлением, управляемые системой замкнутого цикла, и революционные достижения в области прецизионных допусков при литье под давлением.
Не позволяйте дефектам мешать запуску продукта. Свяжитесь с нашими инженерами-экспертами чтобы получить бесплатный отчет об оценке DFM. Если вас беспокоит снижение затрат на инструменты для литья под давлением или повышение точности прецизионного литья под давлением, мы можем предоставить индивидуальные расценки и технические рекомендации, а также получить круглосуточный ответ.
📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Производственные услуги Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит рабочие параметры, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуются детали цитата Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Производственная группа LS
LS Manufacturing — ведущая компания отрасли. . Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокоточной обработке с ЧПУ. Производство листового металла , 3D-печать , Литье под давлением . Штамповка металла и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com .


