
Услуги по обработке на станках с ЧПУ решают проблему нестабильности, вызванной воздействием окружающей среды, выходя за рамки простого определения размеров и устраняя термодинамические причины отказов. Мы достигаем этого, интегрируя повышение производительности в наш производственный процесс посредством сопряженных симуляций, которые прогнозируют деформацию в процессе эксплуатации. Затем мы применяем компенсацию термических деформаций к траекториям движения инструмента. Обработанная деталь в холодном состоянии имеет точную геометрию, которая сохраняется и в горячем состоянии, что позволяет избежать дорогостоящих циклов тестирования, отказов и повторного ремонта.
Услуги по обработке на станках с ЧПУ обеспечивают функциональные результаты, такие как контроль общей ползучести до уровня менее 0,08 мм при 650 °C , а также гарантируют адгезию более 70 МПа за счет интеграции с покрытиями и технологическими процессами. Мы достигаем этого, внедряя адаптивность в производимые нами детали, обеспечивая тем самым стабильный зазор между лопастями и наконечником во всех диапазонах полета.

Обработка корпусов турбин на станках с ЧПУ: важнейшие рекомендации.
| Техническая задача | Решение для точного машиностроения |
| Управление тепловым расширением и деформацией | Нам необходимо поддерживать точные зазоры между вращающимися деталями, несмотря на значительные температурные градиенты, и мы используем передовые сплавы и технологии механической обработки для снижения напряжений. |
| Сложные асимметричные геометрические формы | Мы работаем со сложными, некруглыми корпусами, имеющими несколько монтажных фланцев и внутренних контуров, что требует сложной 5-осевой обработки и надежной оснастки для обеспечения точности. |
| Абляционные и эрозионно-стойкие покрытия | Необходимо подготовить поверхности для нанесения специализированных термобарьерных покрытий, требующих определенной шероховатости для оптимизации адгезии покрытия . |
| Обработка интерфейсов герметичных сборок | Для обеспечения идеальной герметизации стыков необходимо поддерживать исключительную плоскость и перпендикулярность поверхностей. |
| Наша комплексная стратегия производства | Для точного контроля деформаций и поддержания плотного прилегания между отверстиями и фланцами мы используем крупноформатную 5-осевую обработку на станках с ЧПУ , контроль термических деформаций и внутристаночное зондирование. |
| Комплексная проверка качества | Мы проверяем сложную внутреннюю геометрию и все взаимодействия с моделью, используя 3D-сканирование и координатно-измерительную машину для контроля всех поверхностей. |
| Результат: Контролируемые зазоры при движении. | Обеспечивает подачу кожухов с точным зазором к лопаткам и направляющим при любых условиях эксплуатации, гарантируя максимальную эффективность и безопасность. |
| Результат: Структурная целостность под нагрузкой | Обеспечивает прочную и надежную конструкцию корпусов, способных выдерживать термические, механические и барометрические нагрузки на протяжении всего срока службы двигателя. |
Мы успешно справляемся с уникальной задачей обработки сложных и крупных корпусов турбин с точной внутренней геометрией, несмотря на экстремальные термические и механические напряжения. Этот процесс обеспечивает корпуса с точными размерами, идеальными уплотнительными поверхностями и покрытиями, гарантируя максимальную эффективность, безопасность и надежность в самых сложных задачах обработки на станках с ЧПУ в аэрокосмической отрасли .
Почему этому руководству можно доверять? Практический опыт экспертов LS Manufacturing.
В интернете бесчисленное множество статей, посвященных теории ЧПУ, но наш опыт основан на суровой реальности повседневной работы. Мы ежедневно сталкиваемся с настоящей проблемой: превращением труднообрабатываемых суперсплавов в корпуса двигателей, которые должны выдерживать экстремальные температурные циклы. Мы знаем это, потому что это необходимо для надежности, а не просто потому, что это хорошо звучит на бумаге. Наша компания стремится предоставлять знания, выраженные в терминах уже решенных проблем, а не идеалов.
В нашей компании мы занимаемся упреждающим проектированием. Мы используем данные NIST о материалах для прогнозирования поведения при высоких температурах, что позволяет нам «программировать» интеллектуальную компенсацию термических деформаций непосредственно в траектории движения инструмента на станках с ЧПУ . Это эффективно превращает деталь с идеальными размерами при комнатной температуре в геометрически стабильную деталь при рабочей температуре, напрямую устраняя первопричину ползучести и отслаивания в процессе эксплуатации.
Наш десятилетний опыт поставок деталей, критически важных для авиаперевозок, позволил разработать и усовершенствовать процесс, который не только надежен и долговечен, но и проверен на соответствие самым строгим отраслевым стандартам, таким как Национальная ассоциация обработки поверхностей (NASF) , и гарантирует достижение конкретных результатов, например, контроль ползучести на уровне < 0,08 мм . Сотрудничая с нами, вы, по сути, подключаете это проверенное и высокоэффективное производственное решение, которое исключает дорогостоящие и трудоемкие циклы исследований и разработок.
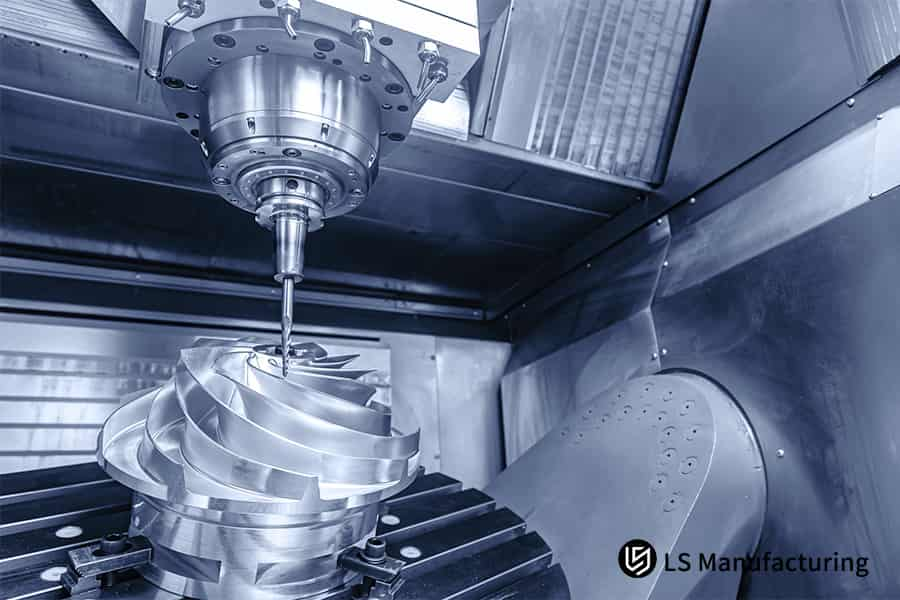
Рисунок 1: Обработка на станке с ЧПУ корпуса спиральной турбины из высокоточного металлического сплава для авиационных двигательных установок.
Каковы основные физические механизмы, приводящие к функциональному отказу корпусов турбин в суровых условиях окружающей среды?
Функциональный отказ является неотъемлемым следствием этой синергии. Режимы отказов при экстремальных циклических нагрузках, как правило, сходятся к трем основным, но тесно связанным механизмам разрушения корпусов турбин : геометрическая нестабильность из-за ползучести, отслоение, вызванное термомеханической усталостью, и резонансная вибрация. Для решения этой проблемы мы меняем наш подход с реактивной, пассивной философии проектирования на философию активной компенсации, которая является неотъемлемой частью производственного процесса:
Противодействие ползучести с помощью прогнозируемой обработки
Для противодействия ползучести и отслаиванию термобарьерного покрытия мы предварительно деформируем деталь. Мы используем модели вязкопластичных материалов для прогнозирования зависящего от времени деформационного поведения детали при конкретных условиях нагрузки. Предварительно рассчитанная деформация ползучести затем используется в качестве компенсационного параметра в траектории обработки на станке с ЧПУ . Затем деталь обрабатывается таким образом, чтобы при воздействии эксплуатационной нагрузки она деформировалась до желаемой формы с минимальным зазором между наконечником и деформационным элементом.
Снижение отслоения покрытия с помощью инженерии межфазных границ
Проблема отслаивания также решается на границе раздела. Топография поверхности и напряженное состояние подложки точно контролируются с помощью технологий обработки на станках с ЧПУ , что обеспечивает оптимальную подложку для покрытия. Это достигается наряду с плавным изменением коэффициента теплового расширения (КТР) на границе раздела связующего слоя. Наши параметры соответствуют международным стандартам, таким как стандарты NASF, что гарантирует стойкость корпуса турбины к воздействию агрессивных сред.
Гашение вибраций за счет стратегического повышения жесткости.
Мы контролируем вредные резонансы за счет интегральной жесткости, интегрируя жесткость в те области, которые в этом больше всего нуждаются. С помощью модального анализа и анализа вынужденных колебаний мы получаем важную информацию о критических режимах колебаний. Затем мы используем эту информацию для программирования неравномерных рисунков толщины стенок, а также для обработки интегральных ребер жесткости или элементов, увеличивающих массу, с помощью многоосевой обработки на станке с ЧПУ .
Внедрение целостной термомеханической обработки поверхности.
Заключительная часть оптимизируется с учетом комбинированных условий нагружения, при этом с высокой точностью выполняются постобработка, такая как дробеструйная обработка или полировка с низкой пластичностью , с использованием карт моделирования для точного определения областей, подверженных максимальному напряжению, с целью создания сжимающего слоя, расположенного именно в нужных местах, чтобы замедлить рост трещин, вызванных термомеханической усталостью, тем самым завершая весь цикл функционально-ориентированного производства.
Наша методология использует передовые методы моделирования, прогнозируемую обработку на станках с ЧПУ и сертифицированные материалы для предварительного анализа режимов отказов в полевых условиях. Ключевым конкурентным преимуществом является то, что мы не просто производим деталь, а сертифицируем результат с учетом самых сложных механизмов отказов корпусов турбин .

Как можно оптимизировать сопротивление ползучести и термическую усталость обсадных труб за счет конструктивных решений?
Истинная прочность достигается только за счет оптимизации микроструктуры материала и геометрии детали в качестве комплексной защиты от деформации, зависящей от времени. Методология разработки индивидуальных решений для корпусов турбин рассматривает причины отказов с помощью целостного и интегрированного подхода, сочетающего физические и цифровые методы. Этот подход заключается в следующем:
Ген материалов: проектирование сплавов и микроструктуры.
- Точный выбор: Выбор материала для высоких температур основывается на его термических и механических свойствах, при этом выбор сплава определяется стабильностью фаз гамма-штриха.
- Контроль микроструктуры: Разработаны специальные режимы термической обработки для получения точной микроструктуры, обеспечивающей максимальное сопротивление ползучести .
- Разработка подложки: Окончательные параметры обработки на станке с ЧПУ определяются для получения характеристик подложки, которые обеспечивают максимальную адгезию и долговечность термобарьерного покрытия.
Структурный каркас: топология и оптимизация характеристик.
- Проектирование траектории нагрузки: для проектирования внутренней структуры используется топологическая оптимизация на основе метода конечных элементов , что обеспечивает структурную оптимизацию для сопротивления ползучести .
- Управление концентрацией напряжений: критически важные конструктивные элементы, например, переход фланца , оптимизируются с использованием метода сглаживания формы, что позволяет избежать начала усталостного разрушения.
- Интегрированное производство: оптимизированная сложная внутренняя структура обрабатывается как монолитная деталь с использованием 5-осевого фрезерования .
Проверка системы: от моделирования до сертифицированной производительности.
- Моделирование процесса: Процессы механической обработки и термообработки моделируются для прогнозирования и контроля конечного состояния остаточных напряжений, что является важным критерием эффективности.
- Корреляция цифровых двойников: модели конечных элементов отдельных компонентов обновляются с учетом результатов стендовых испытаний, что позволяет создать инструмент прогнозирования производительности.
- Гарантия надежности: Сертифицированный процесс гарантирует, что все корпуса, изготовленные с помощью высокоточной обработки на станках с ЧПУ, имеют прогнозируемый срок службы с учетом усталости и ползучести.
В этом документе мы предложили инженерную систему, которая преобразует эмпирический риск в предсказуемость характеристик. Наше конкурентное преимущество заключается в способности продемонстрировать интегрированный подход к автоматизированному проектированию, механической обработке и эмпирической проверке характеристик, что гарантирует термомеханическую долговечность предлагаемого продукта.

Рисунок 2: Механическая обработка корпуса турбины из высокоточного сплава для аэрокосмических двигательных установок в суровых условиях.
Как контролировать деформацию при резании и остаточные напряжения при механической обработке крупногабаритных тонкостенных корпусов?
Идеальная геометрия большой тонкостенной оболочки либо достигается, либо теряется в борьбе с присущими материалу напряжениями. Неконтролируемые деформации и напряжения при механической обработке вызывают нежелательное «возвратное пружинение» готовой детали, что приводит к браку идеально обработанной на станке с ЧПУ детали. Наша методология обработки корпусов аэрокосмических турбин на станках с ЧПУ учитывает эти силы за счет применения прогнозного моделирования с поэтапным симметричным процессом обработки , тем самым контролируя эти силы еще до их возникновения.
| Фаза | Стратегия | Ключевое действие / Параметр управления | Целевой результат |
| Стратегическое удаление материалов | Многоступенчатая симметричная обработка | Реализация последовательности «черновая обработка → снятие напряжений → получистовая обработка → стабилизация → чистовая обработка» с использованием сбалансированных симметричных проходов обработки на станках с ЧПУ . | Для постепенного минимизирования остаточного напряжения необходимо обеспечить равномерный, минимальный ( <0,5 мм ) конечный запас материала. |
| Адаптивная фиксация заготовок и моделирование | Компенсация деформации | Использование метода конечных элементов для прогнозирования сил зажима и резания, а затем программирование компенсирующих траекторий движения инструмента; применение гибких, конформных опорных приспособлений. | Для устранения «искажений, вызванных зажимными приспособлениями», и коррекции прогнозируемой упругой деформации в процессе адаптивной обработки на станках с ЧПУ . |
| Процесс резки с низким уровнем стресса | Контроль источника стресса | Внедрение параметров высокоскоростного фрезерования с малой глубиной резания, высокой скоростью вращения шпинделя в сочетании с применением охлаждающей жидкости под высоким давлением (HPC) при обработке тонких стенок. | Для минимизации воздействия термических и механических напряжений, являющихся основной причиной напряжений, возникающих при механической обработке. |
| Окончательная стабилизация | Управление остаточным стрессом | Выполнение постобработки , включая криогенную обработку и вибрационную фиксацию напряжений, в соответствии со свойствами используемого материала. | Для фиксации окончательной геометрии, предотвращения релаксации, зависящей от времени, которая может привести к сбою в системе контроля деформаций при обработке . |
Этот процесс предлагает окончательное решение проблемы размерной нестабильности, превращая ключевой риск в контролируемую переменную. Он конкретно решает дорогостоящие задачи механической обработки, снятия зажимов и изучения отклонений от допусков. Уровень нашей технической экспертизы подтверждается нашей способностью успешно внедрять адаптивные стратегии обработки и управление остаточными напряжениями , обеспечивая успех с первого раза даже в самых сложных задачах обработки корпусов аэрокосмических турбин на станках с ЧПУ .

Рисунок 3: Изготовление прецизионного корпуса турбины из аэрокосмического сплава для реактивных двигателей, работающих в суровых условиях.
Как добиться высокоточной интегрированной технологии производства термобарьерных покрытий и отверстий для пленочного охлаждения?
Эффективность системы тепловой защиты корпуса турбины зависит от точности процесса изготовления , где адгезия покрытия и точность отверстий для охлаждения взаимосвязаны. Это требует междисциплинарного подхода, выходящего за рамки отдельных процессов и включающего понимание того, как эти процессы взаимодействуют друг с другом, в процессах обработки для интеграции термобарьерного покрытия и сверления отверстий для пленочного охлаждения . Эффективно это достигается за счет интегрированной технологической цепочки обработки на станках с ЧПУ , которая включает в себя:
Активация поверхности подложки для улучшения адгезии покрытия.
Мы контролируем прочность сцепления на уровне подложки. Перед нанесением связующего слоя MCrAlY поверхность подложки обрабатывается тщательно контролируемым процессом активации поверхности, таким как пескоструйная обработка с параметрами, подобранными под конкретный материал подложки. Это обеспечивает оптимальную шероховатость поверхности подложки, обычно в диапазоне Ra от 3 до 6 мкм , которая строго измеряется для каждой партии. Это наиболее важный этап для обеспечения долговечности покрытия, особенно при производстве прецизионных корпусов турбин .
Точное сверление отверстий и контроль геометрии.
Эффективность охлаждения зависит от точности сверления отверстий. В этом отношении мы используем 5-осевое лазерное или электроэрозионное сверление для создания сотен прецизионных отверстий с ЧПУ-обработкой, обеспечивающих точное позиционирование и допуски по диаметру ±0,05 мм . Затем отверстия тщательно зачищаются и скругляются с помощью специализированных методов микрообработки, тщательно контролируя коэффициент текучести и чувствительный слой термобарьерного покрытия, наносимый на эти прецизионные отверстия и вокруг них.
После нанесения покрытия производится механическая обработка и финишная обработка.
После завершения процесса нанесения керамического покрытия мы переходим к высокорискованному процессу чистовой обработки термобарьерного покрытия. В этом процессе мы используем прецизионную шлифовку или хонингование для удаления материала с некритичных участков покрытия. Этот процесс обработки на станках с ЧПУ для корпусов аэрокосмической техники позволяет восстановить покрытие до точных размеров собранных корпусов.
Комплексная метрология и проверка технологических процессов
Каждый этап процесса фиксируется с последующей проверкой. Это включает в себя такие проверки, как проверка размеров, эндоскопический осмотр внутренней поверхности отверстий , а также испытания на адгезию (например, испытания на отрыв), все из которых проводятся на заданных этапах процесса. Такой подход, основанный на данных, гарантирует, что вся система термобарьерного покрытия и отверстий соответствует техническим требованиям, прежде чем мы отдадим компонент на аутсорсинг.
В этом документе будет описан замкнутый цикл высокоточной инженерии, необходимый для корректной работы предлагаемых нами систем теплоизоляции. В данном случае нашим конкурентным преимуществом станет успешное выполнение таких высокоточных процессов обработки на станках с ЧПУ , как прецизионное сверление отверстий и нанесение покрытий, в рамках единой цепочки контроля качества. Это решает ключевую проблему интеграции наших корпусов, систем охлаждения и покрытий в единый, цельный продукт.

Рисунок 4: Сборка прецизионно обработанных корпусов турбин из высокотемпературных сплавов для авиационных силовых установок.
Компания LS Manufacturing Aerospace — Проект по нанесению покрытия с активным контролем зазора на корпус двигателя из титанового сплава.
Данный пример иллюстрирует, как компания LS Manufacturing смогла решить критически важную проблему интеграции системы активного контроля зазоров в титановый промежуточный корпус конкретного типа двигателя, а также проблемы, которые ранее были связаны с интеграцией системы активного контроля зазоров у предыдущего поставщика, такие как деформация и растрескивание термонапыленного покрытия, нанесенного при высокоточном интегрированном производстве креплений датчиков и покрытий на станках с ЧПУ .
Задача клиента
Предыдущий поставщик не смог устранить деформации после механической обработки на большом корпусе из сплава Ti-6Al-4V , которые привели к смещению контактной площадки датчика, превышающему допуск ±0,05 мм . Кроме того, покрытие разрушилось из-за напряжений, возникающих при сборке. Эта проблема с надежностью сделала систему активного зазора непригодной для использования, что привело к приостановке испытаний двигателя и потенциальной задержке программы заказчика — важного проекта LS Manufacturing в аэрокосмической отрасли .
LS Manufacturing Solution
Мы начали с применения нашего комплексного инженерного подхода к решению проблемы. Это было сделано путем проведения моделирования "механически обработанной сборки" для определения деформации болтового соединения с помощью полного моделирования методом конечных элементов (МКЭ). Эта информация использовалась для обработки на станке с ЧПУ , где были внесены корректировки для предварительной коррекции искажений. Для создания превосходного соединения с минимальным тепловым воздействием использовалось покрытие, нанесенное методом высокоскоростного кислородно-топливного напыления (HVOF) .
Результаты и ценность
Конечный продукт, а именно титановый промежуточный корпус , был поставлен с соблюдением всех допусков по положению. Прочность сцепления покрытия также оказалась на 30% выше, чем было указано в спецификации. Изделие также прошло испытание двигателем, создав таким образом функциональную систему зазоров для повышения эффективности во время крейсерского полета. Это гарантировало, что компания LS Manufacturing была задействована для всех наиболее важных аэрокосмических изделий заказчика, включая корпуса, превратив потенциальное узкое место в преимущество в производительности.
Вышеописанная операция обработки на станке с ЧПУ является примером нашей фундаментальной возможности обеспечения точности. Это включает в себя использование уникальных процессов и прогнозируемой обработки для эффективного устранения критических сбоев интеграции. Это позволяет нам предлагать клиентам решения с гарантированной производительностью в тех случаях, когда традиционные решения неприменимы.
Превратите свой проект в высокоточное оборудование, готовое к эксплуатации в авиации — выберите LS Manufacturing для сертифицированных решений в области аэрокосмической техники с ЧПУ.

Как проверяется долговременная работоспособность и надежность корпуса в условиях, имитирующих эксплуатацию?
Для прогнозирования надежности компонента в течение всего срока его службы крайне важно расширить результаты этой базовой проверки размеров путем моделирования реальных экстремальных условий эксплуатации. Описанный здесь протокол критических экологических испытаний корпусов рассматривает переход от качественно изготовленного компонента, обеспечиваемый высокоточной аэрокосмической обработкой , к высокопроизводительным компонентам, изготовленным на станках с ЧПУ .
| Категория теста | Метод и параметры | Ключевые измеряемые результаты и критерии успеха |
| Испытания на термоциклирование и ударопрочность | Подвергание корпуса или контрольных образцов многократным циклам нагрева, например, до 800 °C , и последующего охлаждения в контролируемой печи. | Количественная оценка смещения размеров, анализ отслоения термобарьерного покрытия, металлографическое исследование зарождения микротрещин и т. д., что имеет важное значение для проверки термического цикла данного компонента. |
| Испытания на ползучесть и разрушение под напряжением | Проведение испытаний партии материала компонента при постоянной высокой температуре и нагрузке в соответствии со стандартом ASTM E139 . | Построение кривых ползучести и расчет срока службы до разрушения для проверки расчетов срока службы, выполненных на этапе проектирования проекта . |
| Вибрационный и модальный анализ | Применение экспериментального модального анализа к готовому корпусу для определения собственных частот, коэффициентов демпфирования и форм колебаний готовой детали. | Сопоставление экспериментально полученных данных с результатами, полученными в ходе анализа методом конечных элементов, позволяет убедиться в том, что динамически настраиваемая деталь имеет достаточно разнесенную частотную характеристику по сравнению с диапазонами работы двигателя. |
Этот подход гарантирует удовлетворение основной потребности клиента в отказе в полевых условиях, поскольку предоставляет сертифицированные данные о производительности, полученные в ходе моделирования. Эмпирические данные о работе детали в реальных условиях эксплуатации с комбинированной нагрузкой являются заключительным этапом в процессе производства, гарантирующего производительность. Этот подход предоставляет клиенту диапазон рабочих характеристик детали, что имеет решающее значение для критически важных задач обработки на станках с ЧПУ .
Как оценить возможности поставщика по полному циклу производства корпусов для аэрокосмической отрасли?
При выборе поставщика, играющего ключевую роль в производстве корпусов, важно выйти за рамки возможностей механического цеха и оценить способность поставщика предоставлять комплексные системные инженерные решения и специальные технологические процессы. Это связано с тем, что для того, чтобы поставщик стал настоящим партнером, важно продемонстрировать его навыки прогнозирования, сертифицированное производство и опыт. В этом документе будет представлена подробная методика оценки поставщика, позволяющая отличить производителя «деталей» от поставщика «высокопроизводительных» решений в сфере производства компонентов для аэрокосмической отрасли :
Прогнозирующее проектирование и моделирование процессов
- Возможность предварительного моделирования: Мы проводим и документируем моделирование всего производственного процесса и эксплуатационных характеристик с использованием метода конечных элементов до начала любых операций резки и изготовления детали.
- Специализация: Мы предоставляем клиентам сравнительные отчеты, в которых прогнозы сравниваются с фактическими результатами измерений, полученными в ходе первичной проверки и испытаний образцов .
Сертифицированный специалист по специальным процессам и статистическому контролю
- Аккредитация Nadcap: В качестве дополнительного преимущества, наши основные специальные процессы, включая термообработку, неразрушающий контроль и нанесение покрытий, аккредитованы Nadcap , что гарантирует соответствие передовым отраслевым практикам.
- Показатели эффективности процесса: В качестве дополнительного инструмента мы используем методологию статистического контроля процессов (SPC) , которая, как мы можем наглядно продемонстрировать, доказывает, что Cpk > 1,33 , тем самым подтверждая возможности высокоточной обработки на станках с ЧПУ на основе статистических данных.
Подтвержденный опыт работы со сложными геометрическими формами.
- Обзор портфеля проектов: Мы можем предоставить отредактированную информацию о проектах, связанных с аналогичными крупными тонкостенными обсадными трубами , включая проблемы и решения, а также окончательные метрологические и эксплуатационные данные.
- Комплексное техническое предложение: В качестве комплексного подхода к оценке возможностей поставщика в области крупногабаритных корпусов , включая прецизионную обработку крупногабаритных корпусов на станках с ЧПУ , мы предлагаем, в качестве ключевого отличия, план снижения рисков, разработанный на основе извлеченных уроков, в отличие от стандартного подхода, основанного на технологических схемах.
Интегрированный процесс производства и проверки
- Интеграция цифровой резьбы: Наш интегрированный процесс обработки и финишной обработки на станках с ЧПУ осуществляется с помощью цифровой резьбы, которая связывает модель компенсации, полученную в результате моделирования, с программой обработки и контроля на станках с ЧПУ .
- Комплексная проверка: В итоге мы поставляем не просто обработанную деталь, а полный пакет данных, собранный на основе всех результатов моделирования процесса обработки с использованием методов прогнозирования, а также заключительных проверочных испытаний .
Данная система представляет собой решающий метод выбора партнера по производству аэрокосмических компонентов . Мы помогаем нашим клиентам снизить риски в их цепочках поставок, открыто демонстрируя нашу систему прогнозного проектирования, специальные процессы Nadcap и управление на основе данных. Наше положение на рынке отличается этим комплексным, готовым к применению решением, гарантирующим предоставление высокоэффективных решений, а не просто обработанных деталей.
Почему компания LS Manufacturing является незаменимым выбором в области аэрокосмических двигательных установок, где абсолютная безопасность и производительность имеют первостепенное значение?
В мире аэрокосмических двигателей безопасность и производительность не подлежат обсуждению, учитывая экстремальные условия , в которых должны работать внутренние компоненты. Речь идёт не о том, являемся ли мы поставщиком комплектующих или партнёром по обеспечению производительности и надёжности , призванным разделить нагрузку по обеспечению структурной целостности вашего двигателя, а о ценности наших услуг по обработке на станках с ЧПУ в аэрокосмической отрасли, которая заключается в замкнутом системном подходе к проектированию, напрямую связывающем выполнение наших производственных команд с лётными характеристиками:
От параметров полета до траектории обработки
Мы начинаем с требований к производительности, таким как КПД, запас устойчивости к помпажам и срок службы вашего двигателя, и постепенно переходим к геометрическим и материальным допускам корпуса. Эти требования к производительности лежат в основе всего нашего процесса прогнозирующего производства. Именно так мы гарантируем, что изготовленная нами деталь будет соответствовать конечному назначению чертежа, а не самому чертежу.
Процесс, основанный на физических принципах, для гарантированных результатов.
Мы используем наш инструмент физического моделирования для прогнозирования поведения корпуса в реальных условиях эксплуатации . Эти данные для прогнозирования, полученные с помощью инструмента моделирования, используются в нашем процессе прецизионной обработки на станках с ЧПУ . Это позволяет нам перейти от процесса воспроизведения к процессу проектирования, ориентированному на повышение производительности.
Проверка в условиях, имитирующих эксплуатацию.
Мы не ограничиваемся простым предоставлением вам отчетов о процессе, полученных с помощью координатно-измерительной машины (КИМ). Мы проверяем наши детали в условиях, имитирующих эксплуатацию, чтобы гарантировать вам геометрическую стабильность при высоких температурах , а также долговечность и однородность наших покрытий. Это исключает неопределенность на этапе интеграции и тестирования.
Интегрированное техническое партнерство
Мы являемся продолжением вашей инженерной команды. Мы предоставляем вам полные наборы данных, документирующие эксплуатационные характеристики детали . Мы прозрачны и несем совместную ответственность. Все решения, от выбора материала до финишной обработки, оптимизированы для вашего успеха.
Почему стоит выбрать LS Manufacturing ? Все очень просто: мы разработали систему, которая напрямую преобразует требования к производительности вашей системы в производительность отдельных деталей. Это основная задача, которую мы поставили перед собой: сократить разрыв между «идеальной» деталью, работающей при комнатной температуре, и надежной работой детали, изготовленной методом горячего конца. Наше преимущество на рынке заключается в том, что мы разработали методологию, гарантирующую производительность, и являемся вашим стратегическим партнером по производительности и надежности .
Часто задаваемые вопросы
1. Сколько времени занимает обработка типичного корпуса турбины авиационного двигателя?
От заготовки или литья до окончательной поставки — включая все процессы механической обработки, термообработки, нанесения покрытия и контроля качества — типичный срок выполнения заказа на корпус из никелевого сплава средней сложности составляет от 12 до 20 недель . Конкретные сроки зависят от размера компонента, материала, сложности покрытия и требований заказчика к проверке.
2. Какой уровень точности размеров и геометрических допусков вы обычно можете гарантировать для крупногабаритных корпусов?
Мы неизменно гарантируем допуск ±0,1 мм по диаметру корпуса, если диаметр находится в метровом диапазоне, допуск по положению ±0,05 мм , плоскостность 0,03 мм/300 мм на монтажной поверхности и допуск по толщине ±0,2 мм на тонких стенках корпуса и т.д. Еще более жесткие допуски возможны при применении специальных технологий.
3. Как вы обеспечиваете стабильность размеров и долговечность покрытия корпуса в условиях эксплуатации при высоких температурах?
Мы прогнозируем высокотемпературную деформацию на этапе проектирования, используя методы «моделирования условий эксплуатации» и «компенсации при производстве», и применяем предварительную компенсацию в процессе механической обработки. Длительный срок службы покрытий гарантируется используемыми методами подготовки поверхности подложки и испытаниями покрытий на термические циклы. Мы также можем предоставить заказчикам данные испытаний, касающиеся прочности сцепления покрытий.
4. Сможете ли вы выявить и отметить потенциальные производственные трудности или риски, связанные с тепловыми характеристиками конструкции моего корпуса?
Да, безусловно. Мы можем предоставить вам бесплатную услугу, известную как « Проектирование с учетом технологичности и экологической пригодности » (DFM/A). В течение недели после получения ваших технических чертежей мы можем предоставить вам подробный отчет DFM/A и рекомендации по оптимизации в отношении следующих потенциальных проблем: риски деформации, неравномерное рассеивание тепла, конструкции, подверженные отслаиванию, и зоны высокой концентрации напряжений в местах соединения деталей.
5. Предлагаете ли вы комплексную модульную услугу поставки, включающую все этапы — от механической обработки и нанесения покрытий на корпус до сборки компонентов?
Да, мы это делаем. Как поставщик модульных систем, мы можем поставлять узлы в полностью собранном виде, с корпусом, покрытием и крепежными элементами по мере необходимости, а также можем предоставить крепежные элементы для датчиков, чтобы повысить эффективность окончательной сборки авиационного двигателя.
6. Что такое минимальный объем заказа (MOQ)? Поддерживаете ли вы производство единичных прототипов?
Мы поддерживаем производство единичных прототипов или мелкосерийное изготовление продукции. Поскольку изделие связано с корпусом авиационного двигателя, который является дорогостоящим элементом, минимальный объем заказа составляет всего одну единицу.
7. Поддерживаете ли вы специализированные методы контроля, такие как промышленная компьютерная томография или капиллярный контроль?
Безусловно, поскольку мы имеем доступ к тесно интегрированной сети сторонних испытательных лабораторий, которые могут организовать промышленное компьютерное томографическое сканирование для проверки сложных внутренних структур изделия, а также другие виды неразрушающего контроля, такие как FPI и ультразвуковой контроль, для проверки целостности материалов и сварных швов, при этом протоколы испытаний полностью соответствуют соответствующим стандартам.
8. Как мне начать оценку нового проекта по разработке корпуса авиационного двигателя?
Пожалуйста, предоставьте нам ваши предварительные требования к производительности, условия эксплуатации (например, температуру и давление), предпочтительные материалы и любую имеющуюся проектную информацию. Вы также можете использовать наш онлайн-портал для получения мгновенной сметы на основе ваших первоначальных спецификаций. Наши инженеры-конструкторы аэрокосмической отрасли начнут предварительный анализ осуществимости в течение пяти рабочих дней и организуют конфиденциальную техническую встречу для обсуждения возможных стратегий реализации.
Краткое содержание
В стремлении создать лучшие в мире авиационные двигатели корпус турбины эволюционировал от простого несущего элемента до интеллектуальной системы, обеспечивающей эффективность и безопасность. Точное производство в суровых условиях — это инженерная дисциплина, включающая прогнозирование свойств высокотемпературных материалов, управление деформациями и обеспечение долговечности. Она требует от специалиста умения интегрировать знания из различных областей с конечной целью преобразования этих знаний в бескомпромиссные летные характеристики.
Если вы ищете компанию, которая поможет определить границы адаптации к окружающей среде для корпусов турбин следующего поколения, пожалуйста, предоставьте нам информацию о ваших задачах по обеспечению производительности или концепциях проектирования. Свяжитесь с нашими специалистами по ЧПУ-обработке , и мы проведем углубленный анализ вашей конструкции с использованием « Анализ потенциальных режимов отказов корпуса и технологической осуществимости производства ». С точки зрения безопасности полетов, каждый аспект конструкции тщательно изучается с точки зрения надежности в экстремальных условиях.
Обратитесь в компанию LS Manufacturing сегодня, чтобы заказать услуги по обработке на станках с ЧПУ, которые гарантируют точность изготовления корпуса вашей турбины в соответствии с суровыми условиями полетов.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ, производство изделий из листового металла , 3D-печать , литье под давлением , штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


