Услуга по изготовлению изделий методом литья под давлением на заказ — это решение многих проблем, с которыми сталкиваются покупатели OEM-продукции, стремясь добиться оптимальных тактильных ощущений и прочности своих изделий. Проблема заключается в том, что традиционные процессы игнорируют изменения термического расширения и не обеспечивают замкнутого контура контроля давления впрыска и температуры пресс-формы, что приводит к образованию трещин или нарушению сцепления при интенсивных термических циклах.
В компании LS Manufacturing мы предлагаем услуги по изготовлению изделий методом литья под давлением на заказ , сочетающие запатентованный метод создания высокопрочного соединения материалов с научным процессом формования. Наша технология включает в себя использование моделирования молекулярной связи, а также вторичного формования для создания соединения, прочность которого превышает прочность материала на разрыв, с точностью размеров ±0,01 мм .
Изготовление накладок на заказ: высокопрочное склеивание. Краткий справочник.
| Техническая задача | Раствор для склеивания материалов | Результат подачи заявки |
| Совместимость материалов | Выбор подложек и материалов для литья под давлением, химический состав которых совместим с образованием молекулярных связей. | В результате образуется прочная, неразрывная связь , способная выдерживать любые нагрузки и перепады температуры. |
| Контроль температуры технологического процесса | Строгий контроль температуры предварительного нагрева подложек и плавления смолы для литья под давлением. | Обеспечивает отсутствие деформации подложки и правильное сцепление . |
| Конструкция пресс-формы для инкапсуляции | Разработаны формы , обеспечивающие правильное размещение подложки и корректную вентиляцию в процессе производства. | Это обеспечивает надлежащую герметизацию без каких-либо пустот и правильное выравнивание компонентов. |
| Проверка прочности сцепления | Проведение испытаний на отслаивание, растяжение и старение под воздействием окружающей среды для измерения прочности адгезии . | Сертифицированная прочность сцепления и адгезия гарантируют соответствие техническим требованиям. |
| Наши возможности двухкомпонентного литья | Использование специализированных машин для литья под давлением нескольких материалов для обоих слоев в рамках единого автоматизированного процесса. | Исключительная прочность склеивания, эффективность производства и стабильность качества при выпуске компонентов в больших объемах . |
| Результат: Монолитная конструкция детали. | Формирование одной многокомпонентной детали с различными свойствами ( жесткость, гибкость и т. д.). | Ограничивает потребность в клеящих веществах или механических системах крепления. |
Основные выводы:
- Химия – это главное: совместимость материалов составляет основу прочного и долговечного соединения .
- Точность процесса: Правильный контроль температуры и давления имеет решающее значение; в противном случае даже совместимые материалы не будут должным образом склеиваться.
- Проверка достоверности не подлежит обсуждению: прочность сцепления должна быть научно подтверждена, а не предполагаться для любого важного применения в литье под давлением .
- Проектирование с учетом технологического процесса: деталь и пресс-форма должны быть спроектированы совместно, чтобы обеспечить успешное литье под давлением.
Почему этому руководству можно доверять? Практический опыт экспертов LS Manufacturing.
В интернете можно найти множество статей на эту тему; однако эта точка зрения принадлежит людям, которые ежедневно предоставляют услуги по литью под давлением на производственном предприятии, а не является результатом какого-либо теоретического лабораторного эксперимента. Крайне важно понимать, что прочность соединения любой детали имеет большое значение, и любые компромиссы в этой области недопустимы в таких отраслях, как аэрокосмическая промышленность и производство медицинского оборудования. Все наши ссылки основаны на международных стандартах ASTM .
Наша база знаний обеспечивает стабильное высокопрочное склеивание материалов в самых сложных условиях, в соответствии с технологическими рекомендациями Ассоциации производителей пластмасс . Это достигается за счет точного управления поверхностями склеивания и параметрами процесса, что превращает самые сложные системы материалов в надежное преимущество в производстве.
Вместе мы знаем то, что умеем лучше всего — проверенные временем решения в области совместимости материалов, точности пресс-форм и контроля технологических процессов, которые мы отточили за годы работы. Мы прошли через все трудности, поэтому вы можете быть уверены в использовании проверенного процесса. Именно эти знания мы применяем каждый день для создания прочных и функциональных форм-факторов для наших клиентов.
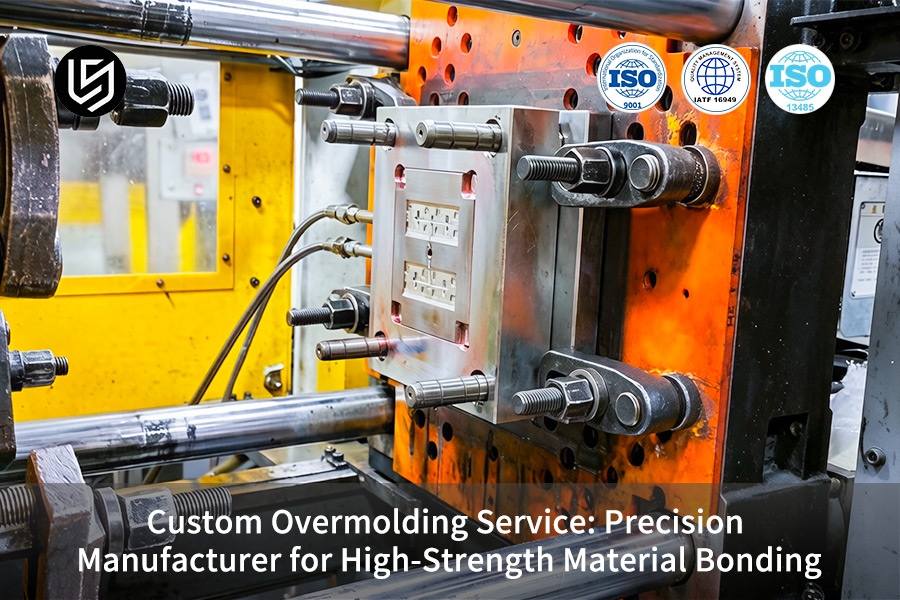
Рисунок 1: Роботизированная рука помещает зеленые пластиковые детали в металлические полости для автоматизации процесса литья под давлением.
Почему выбор профессиональной услуги по изготовлению литых пластиковых деталей на заказ имеет решающее значение для сложных проектов OEM-производителей?
Когда речь идет о сложных OEM-продуктах, надежная интеграция нескольких материалов всегда представляет собой техническую проблему. Наша услуга по литью под давлением , помимо простого инкапсулирования, гарантирует, что структурная интеграция будет выполнена с нуля на этапе проектирования. В этом документе изложен подход, который мы используем для решения сложных инженерных задач:
Проактивное снижение рисков посредством анализа DFM на ранних этапах.
В каждом проекте наша команда начинает с совместного DFM-анализа, который оценивает геометрию детали, совместимость материалов и расположение литниковых каналов до начала разработки оснастки. В процессе мы выявляем возможные слабые места с точки зрения концентрации напряжений или усадочных раковин, чтобы внести превентивные изменения в конструкцию и предотвратить подобные отказы. Наша стратегия заключается в решении всех проблем технологичности с самого начала проекта, чтобы избежать дорогостоящей доработки пресс-форм после изготовления и обеспечить полную предсказуемость для OEM-партнеров по производству .
Разработка механических блокировок для обеспечения превосходной прочности соединений.
Вместо того чтобы полагаться исключительно на адгезию, мы стратегически проектируем микро- и макроподрезы для обеспечения механического сцепления внутри материалов подложки. Наши инженеры проводят точные расчеты углов сцепления и геометрии полостей для повышения эргономичности процессов литья под давлением. Благодаря такому целенаправленному проектированию, линия соединения становится функциональным элементом конструкции, что позволяет решить проблемы расслоения материала под динамическими и термическими нагрузками.
Оптимизация процессов для критически важных приложений
В рамках нашей методологии мы применяем строгий контроль параметров впрыска при прецизионном литье медицинских изделий и аналогичных сложных процессах. Для каждой комбинации материалов мы разрабатываем индивидуальные технологические карты, чтобы избежать образования пустот, пригорания или некачественного формирования сварочных швов. С научной точки зрения крайне важно контролировать температуру расплава, скорость впрыска и давление уплотнения, чтобы решить проблемы надежности, связанные со сложными многокомпонентными процессами .
Проверка производительности с помощью тестирования, специфичного для конкретного приложения.
Проверка качества осуществляется посредством строгих испытаний, имитирующих реальные условия эксплуатации, такие как воздействие химических веществ, температурные изменения и изгибы . В частности, мы тщательно изучаем нашу высокопрочную технологию литья под давлением, чтобы получить исчерпывающую информацию о сроке службы и характере отказов. Процесс проверки качества, который представляет собой не просто процедуру, исключает любой риск отказа в полевых условиях и предоставляет готовое уравнение для оценки производительности.
Ниже приведено техническое описание методологии, основанной на упреждающем решении проблем. Наше преимущество заключается в использовании инженерных принципов, начиная от прогнозирования и заканчивая проверкой результатов с помощью эмпирических исследований, что делает процесс литья под давлением надежным. Мы предлагаем детерминированные инженерные решения для проблем OEM-производства и гарантируем производительность с момента изготовления первой детали.

Как производитель высокоточных изделий методом литья под давлением может обеспечить высокую прочность соединения материалов?
Адгезия материалов в сложных конструкциях зависит не только от самих материалов, но и от понимания термофизической реакции на границе раздела фаз, происходящей в процессе формования. Ниже описана детерминированная инженерная методология, используемая в нашем производстве прецизионных изделий методом литья под давлением , которая гарантирует высокую прочность сцепления материалов и стабильную производительность.
Контролируемая производственная среда для обеспечения стабильности процесса.
- Производство с регулируемым климатом: литье под давлением компонентов автомобильного интерьера осуществляется в строго контролируемых условиях 24/7 для поддержания постоянной температуры и влажности и предотвращения колебаний от партии к партии.
- Передовые технологии машиностроения: Мы используем сервоэлектрические и гибридные машины с системами управления с обратной связью, которые обеспечивают поддержание колебаний скорости впрыска и давления выдержки в пределах 0,5% .
Оптимизация параметров научного процесса
- Точность температуры плавления: Температурные профили подложек и материалов для литья под давлением тщательно оптимизируются и контролируются в зоне для обеспечения максимальной диффузии цепей в зоне взаимной диффузии.
- Управление давлением и охлаждением: Давление и время выдержки оптимизированы с научной точки зрения для противодействия усадке материалов; скорость охлаждения контролируется для предотвращения образования напряжений в зоне соединения .
Материаловедение и подготовка поверхностей
- Анализ совместимости: Наш технический опыт используется при выборе совместимых материалов на основе химической совместимости, кристалличности и термических характеристик для обеспечения прочной адгезии.
- Подповерхностная активация: Для нереактивных поверхностей мы используем проверенные методы поверхностной активации, такие как плазменная или пламенная обработка, для функциональной активации поверхности, создавая тем самым идеальную молекулярную связь, подходящую для прочного литья под давлением электронных компонентов .
Проверка достоверности с помощью прогностического и эмпирического тестирования.
- Интегрированная в процесс валидация: Используя датчики внутри пресс-формы и анализ давления в полости, мы подтверждаем, что каждый литьевой цикл соответствует точным требованиям к давлению/температуре для идеального соединения, тем самым гарантируя стабильность качества .
- Ускоренные испытания на долговечность: готовые детали проходят строгие испытания в зависимости от области применения, например, циклические испытания на воздействие температуры и влажности в течение 500 часов, что подтверждает успешность наших технологий литья под давлением с высокой прочностью сцепления .
Благодаря внедрению нашей технологии прочность соединения выходит за рамки несбыточных мечтаний и становится стабильным, предсказуемым свойством. Наше конкурентное преимущество заключается в интеграции экологического контроля и технологических процессов. В данной статье показано, как мы решаем проблему обеспечения стабильного качества и долговечного высокопрочного соединения материалов .
Какие технические параметры определяют успех литья под давлением для получения высокопрочных деталей?
Эффективность литья под давлением высокопрочных деталей зависит не только от используемых материалов, но и от строго контролируемого набора взаимосвязанных параметров процесса . Проблемы, такие как расслоение и деформация, возникают из-за неконтролируемых параметров. В приведенном ниже документе изложены конкретные технические характеристики для контроля критически важных параметров процесса:
| Критический параметр | Технические характеристики и цель контроля |
| Температура предварительного нагрева подложки | Необходимо поддерживать разницу температур в 15 °C между температурой предварительного нагрева и температурой расплава при формовании, чтобы обеспечить взаимную диффузию между полимерами. |
| Температурный градиент пресс-формы | Необходимо ограничить колебания температуры на поверхностях пресс-форм до ≤ 10 °C , чтобы предотвратить дифференциальное охлаждение и контролировать деформацию . |
| Профиль скорости впрыска | Настройте профиль скорости таким образом, чтобы компенсировать нагрев от сдвига и заполнение полости без риска образования струи или ухудшения качества. |
| Выдерживая давление и время | Для компенсации объемной усадки и предотвращения образования пустот и провалов необходимо дополнительно откалибровать давление удержания, соответствующее калибровочным данным. |
| Прочность на сдвиг на границе раздела фаз | Стремитесь к достижению минимальной подтвержденной прочности на отслаивание (т.е., X+ Н/мм² ) за счет проектирования процесса литья под давлением, обеспечивающего прочность сцепления . |
| Равномерность скорости охлаждения | Разработайте систему конформного охлаждения для обеспечения равномерного отвода тепла, что имеет решающее значение для стабильности литьевых форм сложной геометрии . |
Этот анализ определяет успех литья под давлением высокопрочных деталей за счет контролируемых параметров процесса , превращая целостность соединения из конечного результата в управляемый параметр. Мы решаем проблемы контроля деформации и разрушения межфазных границ, превращая термическую динамику в измеряемую переменную, что является технической глубиной , необходимой для литья под давлением с жесткими допусками в критически важных областях применения. Это план для инженеров, которые определяют параметры, опираясь на данные.

Рисунок 2: Методом литья под давлением белый полиоксиметилен (ПОМ) соединяется синий термоэластопласт (ТЭФ) для образования прочной рукоятки медицинского изделия.
Почему услуга литья под давлением с закладными элементами является наиболее экономически выгодным способом интеграции гибридных материалов?
Традиционные технологии изготовления гибридных деталей обычно зависят от дорогостоящей вторичной сборки, что приводит к неоправданным затратам и проблемам с качеством. Профессиональная услуга литья под давлением с закладными элементами объединяет несколько производственных операций в автоматизированный процесс формования. Это помогает решить ключевые проблемы, связанные со стоимостью, сложностью и надежностью интеграции материалов :
Исключение дорогостоящих операций вторичной сборки
Вставляя металлические или пластиковые вставки непосредственно в пресс-форму и формируя готовую деталь с помощью автоматизированных технологических циклов, мы экономим на ручном труде, выравнивании и этапах склеивания, включая использование клея. Экономия на трудозатратах и стоимости оснастки приведет к существенному снижению общей стоимости владения , одновременно повышая эффективность сборки до 35% .
Повышение качества и надежности за счет проектирования.
Сплавление материалов внутри строго контролируемой формы исключает отклонения, вызванные ручным обращением. Склеивание материалов происходит при идеальных и постоянных параметрах окружающей среды, таких как температура и давление, что обеспечивает однородность интеграции материалов . Такая контролируемая среда исключает ошибки сборки, что приводит к нулевому проценту брака и обеспечивает полное соответствие каждой произведенной единицы.
Содействие инновациям в проектировании и консолидации компонентов.
Благодаря нашей услуге литья под давлением с закладными элементами мы можем производить сложные компоненты, которые невозможно изготовить с помощью обычных сборочных процессов. К ним относятся интегрированное литье под давлением электронных компонентов , используемое для герметизации разъемов, и усиленное конструкционное литье под давлением , используемое для производства высокопрочных изделий. Предлагаемое решение помогает решить проблему минимизации количества деталей, интегрируя множество компонентов в один.
Эта методология переосмысливает ценность, заменяя многоэтапную сборку детерминированным одноцикловым процессом. Наша услуга литья под давлением с закладными элементами обеспечивает ощутимое снижение совокупной стоимости владения и гарантированную эффективность сборки за счет совершенной интеграции материалов . Мы предоставляем OEM-производителям предсказуемый путь к превосходному качеству и производительности для требовательных крупносерийных потребительских применений литья под давлением . Исключите дорогостоящую вторичную сборку и достигните повышения эффективности на 35%. Отправьте проект вашей гибридной детали для проверки процесса литья под давлением и подробного анализа совокупной стоимости владения.
Как высокоточная технология литья под давлением решает проблемы герметизации на микронном уровне?
Во многих отраслях промышленности существует потребность в прочных и долговечных уплотнениях микронного размера. Высокоточная технология литья под давлением позволяет решить эту задачу, создавая уплотнение из эластомера на жесткой подложке без зазоров между компонентами в процессе сборки. Ниже приведена более подробная информация о технологическом процессе, обеспечивающем надежные уплотнения с микронным допуском в суровых условиях:
Высокоточная оснастка и контроль технологических процессов.
- Сверхточная обработка пресс-форм: использование 5-осевых станков с ЧПУ обеспечивает чистоту поверхности с шероховатостью менее 0,2 мкм и точные допуски по линии разъема.
- Детерминированные технологические окна: Точное определение и регулирование ряда переменных для температуры расплава ( +/-1,5°C ) и давления впрыска для обеспечения полного заполнения полостей и воспроизводимости, что станет основой герметичного литья под давлением .
Передовые технологии материаловедения и межфазных взаимодействий.
- Наука о совместимости материалов: выбор и оценка пар эластомеров и подложек с учетом химической связи , различий в коэффициентах теплового расширения и длительного воздействия жидкости.
- Инженерная обработка поверхности подложки: Внедрение различных процедур для получения специфических поверхностей и микроструктур, необходимых для повышения механической прочности и химической адгезии, что крайне важно для герметичного литья под давлением .
Проверка и обеспечение соответствия требованиям
- Мониторинг в процессе производства: мониторинг давления и температуры в полости в режиме реального времени для обеспечения достижения каждым циклом проверенных параметров, гарантирующих герметичность.
- Сертификационно-ориентированные испытания: Проведение испытаний, ориентированных на конкретные задачи, таких как проверка герметичности с помощью гелия и испытания на старение, для получения необходимых данных, требуемых для соответствия стандартам медицинских изделий , и других целей, что гарантирует достижение допусков на уровне микрон при литье миниатюрных компонентов .
Благодаря нашей технологии герметизация становится ключевой, контролируемой характеристикой материала. Подход, который мы используем для решения проблемы утечек в микронном диапазоне, предполагает сочетание возможностей современного инструментального производства и знаний о технологическом процессе. С помощью высокоточной литьевой формовки мы предлагаем детерминированные решения для герметизации в областях применения, где недопустимы отказы, сертификацию медицинских изделий в соответствии со стандартами и литьевую формовку критически важных уплотнений нового поколения.

Рисунок 3: Услуга резинового литья под давлением обеспечивает нанесение защитного слоя на компонент из алюминиевого сплава для герметизации.
Какие стандарты качества следует ожидать от ведущего поставщика услуг по литью под давлением для OEM-производителей?
При оценке поставщика услуг по литью под давлением следует обращать внимание не только на предлагаемые услуги, но и на процесс, обеспечивающий стабильность и надежность продукции в больших масштабах. Покупатель должен не сосредотачиваться на возможностях, а убедиться в эффективности системы обеспечения качества , гарантирующей целостность производимых деталей . Ниже представлен краткий обзор требований к качеству и показателей, используемых компаниями, которые демонстрируют высокие результаты:
| Категория стандарта качества | Внедрение и измеримый результат |
| Сертифицированная система управления | Сертификация по стандарту IATF 16949 (ISO 13485 в случае сертифицированных медицинских изделий, изготовленных методом литья под давлением), гарантирует систематический и процессный подход к предотвращению дефектов и их устранению. |
| Мониторинг и контроль в процессе производства | Контроль качества в режиме реального времени с использованием манометров и термопар, подтверждающий, что все циклы обрабатываются в пределах проверенного технологического окна. |
| Проверка размеров | Проведение либо 100%-ного контроля размеров, либо 3D-сканирования образца с нанесением результатов на диаграмму статистического контроля процессов (SPC), подтверждающее стабильность производства ( показатель Cpk 1,33 или выше ). |
| Проверка материалов и характеристик | Строгий входной контроль материалов и тщательные процедуры испытаний на эксплуатационные характеристики, такие как испытания на отслаивание/разрыв и испытания на химическую стойкость, подходят для сертифицированного медицинского литья под давлением и других применений. |
| Отслеживаемость и документация | Отслеживаемость на уровне партий и комплексные пакеты документации по материалам и производственным процессам ( PPAP, DVP&R ), позволяющие утверждать выпускаемые детали. |
| Расширенное обнаружение дефектов | Внедрение методов автоматизации в оптический контроль (АОИ) для крупносерийного производства методом литья под давлением , позволяющее обнаруживать даже мельчайшие облой, неполные заливки или другие дефекты поверхности. |
Эти стандарты преобразуют возможности в гарантированные результаты. Мы решаем основную проблему обеспечения стабильности производства в больших масштабах с помощью замкнутой системы контроля, измерения и корректировки. Эта система, основанная на стандарте IATF 16949 и строгом контроле качества , гарантирует, что наши услуги по литью под давлением для OEM-производителей обеспечивают предсказуемое качество, снижая вашу нагрузку и риски при квалификации для критически важных с точки зрения безопасности применений литья под давлением .
Может ли услуга по формованию резиновых накладок существенно повысить эргономические характеристики промышленных инструментов?
Помимо улучшения простой функциональности захвата, качественная услуга по формованию резиновых накладок должна учитывать как комфорт пользователя, так и долговечность изделия при ударных воздействиях. В рамках нашего процесса, включающего разработку тактильных ощущений и прочности сцепления для создания решения для промышленных инструментов , мы решаем эти проблемы , сочетая научные принципы и точную обработку для устранения недостатков эргономики и структурной целостности.
Выбор материалов для достижения целевых показателей производительности
Состав литой накладки разработан в соответствии с определенными значениями твердости по Шору А, остаточной деформации при сжатии и динамического коэффициента трения. Это решает главную задачу – сочетание амортизирующих свойств для комфорта пользователя и жесткости для лучшего контроля, тем самым обеспечивая эргономичный дизайн , подходящий для использования конкретного инструмента, будь то гашение вибрации или надежный захват ручных инструментов, гарантируя, что литая накладка будет обладать наилучшей ударопрочностью .
Разработка текстуры поверхности для функционального захвата
Выходя за рамки общих шаблонов, мы разрабатываем текстуру поверхности в соответствии с научными расчетами коэффициентов трения и биомеханики кисти . Процедура включает в себя создание микротекстур различной плотности на поверхности рукоятки для отвода жидкости и обеспечения надежного сцепления. Это решает проблему скольжения в условиях воздействия масел и влаги, что является важным элементом эргономичного дизайна промышленных инструментов .
Обеспечение структурной целостности посредством оптимизации процесса.
Одна из главных слабостей изделий из мягких материалов, покрывающих твердые, заключается в плохом сцеплении или видимых сварных швах . Мы используем многоканальные системы горячего литья и точный термоконтроль для достижения стабильного потока и сцепления полимера. Эта специфическая оптимизация сварных швов позволяет избежать слабых соединений, в результате чего получается цельная деталь, отлитая под давлением, способная выдерживать сильные удары без расслоения. Это делает наш процесс литья под давлением идеальным для создания прочных форм для литья под давлением .
Проверка достоверности с помощью моделирования реальных случаев злоупотребления
Проверка будет включать как разрушающие, так и неразрушающие испытания в реальных условиях, чтобы убедиться, что наш продукт способен выдерживать такие условия. Прототипы будут протестированы с использованием стандартных испытаний на падение, например , с высоты трех метров, с воздействием химических веществ и многократных нагрузок . Таким образом, мы решаем проблему отказа оборудования в полевых условиях из-за того, что функциональные особенности, повышающие его долговечность, подтверждают надежность нашей технологии литья под давлением для тяжелых условий эксплуатации .
Преимущества нашей услуги по формованию резиновых покрытий включают в себя эргономичность, достигаемую за счет решения инженерных задач, связанных с балансом между мягкостью и жесткостью, а также комфортом и долговечностью. Такие решения достигаются благодаря тщательному подбору материалов, текстурных решений и оптимизации сварного шва , что гарантирует улучшенную эргономичность и структурную прочность в промышленных инструментах .

Рисунок 4: Оператор выполняет точную регулировку формы при литье резиновой детали для применения в производстве оригинального оборудования.
Пример из практики: Компания LS Manufacturing производит прецизионное литье под давлением хирургических инструментов для медицинского применения.
В этом тематическом исследовании компании LS Manufacturing мы представляем решение критической проблемы, возникшей при отказе медицинского инструмента . Проблема касалась сложной рукоятки хирургического инструмента, где традиционная технология прецизионного литья под давлением не выдерживала жестких условий стерилизации, что приводило к ухудшению характеристик высокопрочных деталей :
Задача клиента
Этот глобальный производитель медицинского оборудования столкнулся с повторяющейся проблемой расслоения хирургической рукоятки из нержавеющей стали после автоклавирования при температуре 134°C . Из-за выхода из строя этого критически важного для стерилизации компонента, изготовленного методом литья под давлением, процент брака составил 80% , что потребовало отзыва продукции. Ключевой проблемой стало механическое разрушение в зоне соединения при быстрых температурных циклах.
LS Manufacturing Solution
Наше решение началось с анализа поведения полимерных цепей на молекулярном уровне при высоких температурах. Мы рекомендовали использовать запатентованную формулу термоэластопласта, модифицированного силиконом, и разработать оснастку с запатентованной системой вентиляции на микронном уровне . Наш высокоточный процесс литья под давлением обеспечивает точный контроль давления в полости в пределах ±0,01 МПа , что гарантирует идеальное заполнение и устраняет основную причину межфазных разрушений, характерных для старого процесса литья под давлением медицинского назначения .
Результаты и ценность
Модифицированная деталь прошла 100 последовательных циклов автоклавирования без дефектов. Процент брака после обработки снизился с 20% до менее чем 0,1% . Результаты обеспечили надежное литье медицинских изделий , снизив угрозу отзыва продукции клиентом и сохранив стерильные условия для устройства. Благодаря этим усилиям дорогостоящая задача была успешно преобразована в отраслевой эталон качества и логистического совершенства в производстве медицинских инструментов .
Приведенный выше пример демонстрирует нашу инженерно-ориентированную методологию решения сложных задач точного литья под давлением . Используя материаловедение и запатентованные технологические процессы, мы смогли обеспечить предсказуемость характеристик высокопрочных деталей для критически важных систем. В ситуациях, когда отказ влечет за собой непомерные затраты, этот пример из практики LS Manufacturing иллюстрирует уровень инженерной экспертизы, необходимый для реализации подтвержденных мер по снижению рисков.
Чтобы избежать дорогостоящих отзывов продукции и обеспечить надежность работы в автоклаве на 100 циклов, предоставьте свой проект литья под давлением для проверки процесса склеивания и получения готового к производству, минимизирующего риски коммерческого предложения.

Часто задаваемые вопросы
1. Какие материалы лучше всего подходят для высокопрочного соединения при литье под давлением?
Компания LS Manufacturing способна производить более 500 различных типов материалов, включая PC+TPU (зажимы) и нейлон+силикон (уплотнения) . В каждом случае мы предлагаем индивидуальные рекомендации для успешного соединения с учетом соответствия коэффициентов теплового расширения и оценки химической совместимости.
2. Каким образом компания LS Manufacturing обеспечивает качество склеивания при оказании услуг по литью резины под давлением?
В наших услугах по формованию резиновых покрытий мы достигаем превосходного сцепления благодаря обязательной 100% вакуумной дегазации с последующим применением специальных химических грунтовок. В результате мы получаем сцепление, гарантированно превышающее предел прочности на растяжение самого материала. Это подтверждается испытаниями на отслаивание и адгезию.
3. Каков типичный срок выполнения заказа на изготовление изделия методом литья под давлением по индивидуальному проекту?
Благодаря использованию нашего собственного 5-осевого цифрового станка с ЧПУ, мы изготавливаем первую партию прецизионных прототипов за 15–20 дней . Это примерно на 30% быстрее, чем в среднем по отрасли, что значительно ускоряет разработку вашего продукта и его вывод на рынок.
4. Можете ли вы оказать поддержку в области высокоточной литьевой формовки для мелкосерийного производства?
Да, мы предоставляем услуги по литью под давлением, начиная от прототипирования в количестве ста единиц и заканчивая массовым производством. Наши модульные инструменты играют важную роль в производстве небольших объемов, позволяя снизить затраты до 40% , что особенно важно на этапе пилотных проектов и проверки рынка.
5. Как вы решаете проблему образования заусенцев (избытка материала) при высокоточной литье под давлением?
При высокоточной литье под давлением можно избежать образования заусенцев, используя технологию электроэрозионной обработки с зеркальной полировкой для достижения поверхности закрытия пресс-формы с допуском 0,002 мм . Кроме того, система контроля давления в полости позволяет нам контролировать процесс зажима и впрыска, гарантируя отсутствие утечки материала.
6. Предлагает ли компания LS Manufacturing профессиональный анализ DFM для составления смет на услуги литья под давлением для OEM-производителей?
Безусловно, мы предоставляем бесплатные, очень подробные отчеты по проектированию с учетом технологичности производства (DFM), проанализированные нашей командой инженеров с более чем 15-летним опытом. Анализ в наших отчетах включает в себя моделирование литниковых каналов и охлаждения, расчет усадки и оптимизацию конструкции с точки зрения размещения литников и вентиляционных отверстий для получения высококачественных деталей.
7. Подходит ли технология литья под давлением высокопрочных деталей для применения в аэрокосмической отрасли?
Конечно. Доказано, что наши детали, изготовленные методом литья под давлением из композитных материалов, обладают высокой стабильностью при очень колеблющихся температурах и полностью устойчивы к воздействию авиационных жидкостей, что делает их пригодными для использования на коммерческих самолетах в критически важных областях применения, таких как виброгасящие опоры и герметичные разъемы .
8. Как я могу сегодня запросить мгновенную смету на свой проект по изготовлению декоративных вставок методом литья под давлением?
Для получения мгновенного предложения нажмите кнопку, чтобы безопасно отправить нам ваши STEP-файлы. Специалисты нашего отдела разработки приложений предоставят вам подробную техническую оценку и коммерческое предложение, а также рекомендации по оптимизации процесса, в течение 24 часов после отправки файлов.
Краткое содержание
Выбор партнера по литью под давлением , использующего методы проектирования, основанные на данных, имеет решающее значение для поддержания качества вашей продукции в сложных условиях. В LS Manufacturing мы выходим за рамки простого литья под давлением, используя передовые технологии соединения материалов, обеспечивая полную прозрачность процесса и активное участие экспертов по DFM (технологиям, ориентированным на технологичность), чтобы избежать таких проблем, как расслоение и отклонение допусков. Наши достижения в области медицинских изделий показывают, что мы можем повысить эффективность вашей продукции, одновременно снижая ваши затраты.
Хотите навсегда избавиться от проблем с расслоением и трещинами? Отправьте нам свои 3D CAD-модели для бесплатного анализа DFM, который проведут наши лучшие инженеры. Вы получите полный технический анализ стоимости в течение одного дня, а не просто коммерческое предложение. Начните свой путь к продукции без дефектов, нажав кнопку «Получить коммерческое предложение и экспертную оценку прямо сейчас».
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


