
Услуги по изготовлению пресс-форм на заказ часто привлекают клиентов, которые отдают приоритет точности; однако на этапе первоначального испытания пресс-формы многие часто сталкиваются с такими сложными проблемами, как устранение пузырьков, незатвердевших частиц и залипания в полимерных формах . Основная проблема заключается в том, что типичные инструментальные цеха не учитывают надлежащую вентиляцию, непостоянный контроль температуры стали пресс-формы и дисбаланс в конструкции выталкивателя, что приводит к распространенным проблемам, таким как облой, пустоты и залипание деталей, препятствуя автоматизации на сборочной линии.
Услуги компании LS Manufacturing по изготовлению пресс-форм на заказ представляют собой высокоточное решение для замкнутого производственного цикла, которое комплексно устраняет критические дефекты , такие как облой, пустоты и прилипание деталей, за счет точного проектирования с учетом технологичности производства (DFM), усовершенствованной вентиляции и замкнутого управления технологическим процессом.

Услуги по изготовлению пресс-форм для литья под давлением на заказ: руководство по устранению дефектов.
| Тип дефекта | Основное решение | Результат – качество |
| Вспышка (следы ожога) | Высококачественная инструментальная сталь с автоматическим контролем усилия зажима. | Аккуратные края, не требующие подрезки. |
| Пустоты (воздушные ловушки) | Микродренаж (глубина 0,01-0,02 мм ). | Прочные и полностью сформированные детали без каких-либо дефектов. |
| Залипание детали | Уклон стенок 1° с полированными поверхностями полостей SPI A1 (самый высокий стандарт зеркальной полировки). | Автоматическое извлечение деталей без повреждения деталей, изготовленных на заказ методом литья под давлением . |
| Следы усадки | Требуется конформное охлаждение и конструкция с постоянной толщиной стенок. | Производит детали, имеющие эстетичный вид и готовые к финишной обработке, без усадочных раковин. |
| Короткие кадры | Требуется оптимизация системы литникового канала и системы горячего канала. | Обеспечивает равномерное заполнение сложных геометрических форм без недозаполнения. |
| Управление технологическими процессами | Требуется управление технологическим процессом в режиме реального времени с использованием датчиков и статистического контроля процессов (SPC). | Подавляет количество бракованных партий и обеспечивает стабильную работу в течение длительного времени . |
Вывод: Как показано ниже, микровентиляция и автоматизированное зажимание позволяют снизить процент брака практически до нуля.
Основные выводы:
- Высокоточная оснастка предотвращает образование облоя: высококачественная закаленная оснастка и точная центровка имеют решающее значение для предотвращения проблем, связанных с образованием облоя.
- Вентиляция имеет решающее значение для целостности: Стратегическая микровентиляция является необходимым условием для предотвращения образования пустот и достижения необходимой плотности детали.
- Разработка чертежей и полировка обеспечивают автоматизацию: разработка чертежей и полировка являются важнейшими требованиями, необходимыми для массового производства .
- Мониторинг процесса является проактивным: информация с датчиков и статистический контроль процесса имеют важное значение для обеспечения стабильности процесса.
Почему этому руководству можно доверять? Практический опыт экспертов LS Manufacturing.
В интернете можно найти множество теоретических материалов о прецизионном литье под давлением . Но это руководство уникально. Оно создано нашей командой экспертов в области оснастки и процессов литья под давлением, которые ежедневно сталкиваются с проблемами деформации. Все наши правила и принципы проектирования были проверены и подтверждены в соответствии с инженерными рекомендациями Немецкой инженерной ассоциации (VDI) .
Наши конструкции и пресс-формы должны обладать высокой стабильностью размеров, поскольку включают линзы для полупроводников, каналы для диагностических устройств и другие компоненты аэрокосмической отрасли. По этой причине весь наш процесс обеспечения качества должен соответствовать стандартам Международной организации по стандартизации (ISO), поскольку точность и аккуратность являются важнейшими аспектами в этих областях применения .
Весь этот опыт мы приобрели за годы испытаний пресс-форм, совершая ошибки и анализируя каждый процесс формования, как успешный, так и неудачный. Мы знаем, как правильно настроить литниковую систему для жидкокристаллических полимеров, как разместить каналы охлаждения, чтобы избежать напряжения в материале PEEK, и как использовать точное давление при прессовании для получения идеально отформованных деталей с заданной формой. Поделитесь нашим опытом, чтобы разработать лучшие пресс-формы и приобрести компоненты, отвечающие вашим потребностям.

Рисунок 1: Техники регулируют изготовленную на заказ прецизионную пресс-форму, чтобы предотвратить залипание деталей в автомобильном производстве.
Почему компания Premier Custom Injection Mold Tooling Services уделяет первостепенное внимание вентиляции для предотвращения образования облоя в полости пресс-формы?
Наши высококачественные услуги по изготовлению пресс-форм для литья под давлением сосредоточены на скорости вентиляции, поскольку они направлены на решение основной проблемы. Мы стремимся согласовать скорость вентиляции с герметичностью линии разъема, чтобы регулировать давление в полости. В нашем техническом процессе мы выполняем следующие действия:
Точная герметизация линии разъема: первая линия защиты.
В основе лежит безупречное уплотнение по линии разъема. Для обеспечения полного уплотнения с допуском зазора ≤0,01 мм требуется обработка на прецизионных шлифовальных станках, что означает для вас минимизацию накопленной погрешности и снижение затрат на отладку , что лучше, чем отраслевой стандарт в 0,03 мм . Исключительно плотное уплотнение, достигаемое благодаря высокоточной оснастке для литья под давлением, предотвращает попадание расплавленного материала внутрь, где происходит утечка газа, тем самым образуя физический барьер для предотвращения образования облоя.
Оптимизированная геометрия вентиляционного отверстия для временной откачки газа
Правильная конструкция вентиляционных отверстий обеспечивает необходимую скорость выхода газа. Мы используем вентиляционные отверстия, выполненные в ступенчатом порядке, расположенные на расстоянии 2,5 мм от периферии изделия и имеющие глубину от 0,015 мм до 0,02 мм , что позволяет выходить газу менее чем за 0,02 секунды при высокой скорости заполнения ≥80 мм/с . Это основополагающее требование в наших услугах по проектированию литьевых форм обеспечивает выход газа под высоким давлением, предотвращая расслоение пластин.
Интегрированная система для производства без дефектов.
Сочетание герметизации и вентиляции создает замкнутую систему, регулирующую давление. Это исключает внезапные скачки давления, вызванные скоплением газа, и, следовательно, снижает усилие смыкания более чем на 85% . Это гарантирует использование всех доступных усилий зажима и, таким образом, обеспечивает бесперебойную работу пресс-формы без образования облоя 24/7, а также устраняет дефекты литьевых форм благодаря долговечной пресс-форме .
Наш технический подход переосмысливает предотвращение образования облоя, фокусируясь на динамике газа, а не на давлении зажима. Эти протоколы, включающие уплотнения линии разъема ≤0,01 мм и специально разработанную глубину вентиляционных отверстий, обеспечивают проверенную систему предотвращения образования облоя в пресс -формах без его образования. Решаемая глубина вентиляционных отверстий, присущая нашей оснастке для литья под давлением серийного производства, гарантирует надежность и экономичность, как это предлагают первоклассные услуги по изготовлению пресс-форм на заказ .

Как разработка прецизионной пресс-формы позволяет предотвратить попадание воздуха и обеспечить литье под давлением без пустот?
Литье под давлением без пустот требует тщательного управления фронтом потока и объемной усадкой, чего невозможно достичь только за счет оптимизации процесса. Предиктивная инженерия, лежащая в основе нашего решения для изготовления прецизионных пресс-форм, устраняет воздушные ловушки еще до начала производства, создавая плотно упакованные, прочные детали. Наш процесс решает эту сложную проблему на начальном этапе, обеспечивая соответствие строгим требованиям к прочности, предъявляемым к автомобильной промышленности:
Прогнозирующее проектирование с помощью 3D-нелинейного реологического анализа
- Основная стратегия: Для выявления участков с поздним заполнением используется моделирование процесса заполнения на основе фактических параметров, таких как температура пресс-формы 85 °C и температура расплава 240 °C .
- Триггер принятия решения: Если прогнозируемые отклонения объемной усадки составляют ≥1,2% , требуется перепроектирование литникового канала для предотвращения образования воздушных пробок и недостаточной уплотненности, что становится основой для создания пресс-формы для литья под давлением на основе моделирования .
Стратегическая оптимизация литниковых каналов для равномерной упаковки
- Корректирующие действия: Использование веерных затворов для равномерного распределения потока и предотвращения высоких скоростей сдвига по сравнению со стандартными затворами .
- Технические характеристики: Ширина литникового канала точно рассчитана и составляет 65-75% от толщины самой толстой части пресс-формы.
- Результат: Это гарантирует оптимальную передачу давления в сердечник полости при сохранении процесса удержания, что является важной характеристикой высокоэффективной оснастки для литья под давлением .
Интегрированный процесс для гарантированной плотности
- Результат работы системы: Разработанная система затвора и подачи обеспечивает оптимальное распределение давления, что минимизирует остаточные напряжения до 45% .
- Окончательная проверка: Разработанное нами решение обеспечивает 100% плотность и прочность детали внутри пресс-формы, что гарантирует отсутствие пустот при литье под давлением и плотную структуру пресс-формы для литья под давлением .
Наше решение заключается в упреждающей инженерной технологии, которая обеспечивает отсутствие пустот в деталях уже на этапе проектирования. Использование 3D-реологического анализа и размещения литниковых каналов позволяет создать усовершенствованную систему литьевой формы , полностью исключающую попадание воздуха. Это обеспечивает целостность деталей и позволяет разработать эффективные решения для устранения дефектов литьевых форм , формируя таким образом наш технический стандарт обслуживания в области литьевой формы .
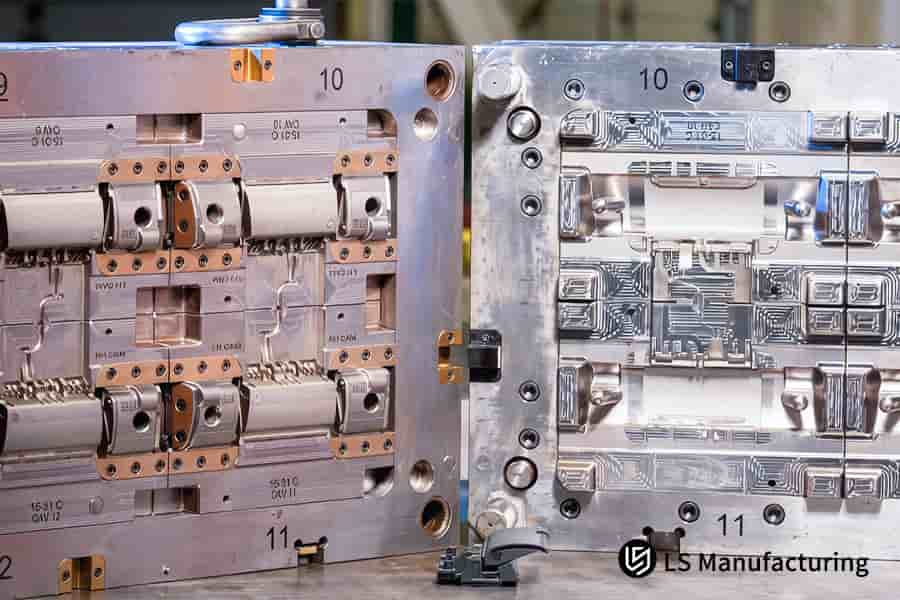
Рисунок 2: Пресс-форма без образования облоя формирует множество пластиковых вилок в полированных полостях из нержавеющей стали.
Какие показатели балансировки при выталкивании предотвращают прилипание детали к пресс-форме во время автоматизированного крупносерийного производства?
При изготовлении пресс-форм для литья под давлением без участия оператора возникают ключевые проблемы, такие как залипание деталей и неправильное извлечение. Понимая силы, действующие на пресс-форму и задействованные поверхности, мы гарантируем оптимальную работу всех выталкивателей в рамках наших услуг по изготовлению пресс-форм для литья под давлением на заказ .
| Столп решений | Техническая реализация |
| Анализ баланса сил | Предпроизводственный анализ позволяет прогнозировать сопротивление извлечению детали из формы, что обеспечивает правильное размещение выталкивающих штифтов с соблюдением строгой точности ±0,5° для предотвращения прилипания детали к пресс-форме . |
| Оптимизированная динамика выброса | Для предотвращения концентрации напряжений, являющейся ключевой особенностью оснастки для синхронизированного выталкивания при литье под давлением , используется скоростной режим 15-25 мм/с. |
| Передовые технологии обработки поверхностей | На поверхности стержня наносится DLC-покрытие (нанопокрытие из алмазоподобного углерода с низким коэффициентом трения) ( HV >2200 ), снижающее коэффициент трения до ≤0,1 . Услуга по устранению неполадок при литье стержней под давлением. |
| Проверенный производственный стандарт | Благодаря многократному успешному выполнению в тысячах циклов, этот подход гарантирует 100% предсказуемое извлечение изделия из формы, обеспечивая высокую надежность работы пресс-форм для литья под давлением . |
Примечание: Приведенная выше сравнительная матрица демонстрирует, что переход от реактивной регулировки параметров к точности на уровне инструментальной стали и микровентиляции принципиально гарантирует производство без дефектов. Исключите прилипание пресс-форм и обеспечьте бесперебойное крупносерийное производство. Воспользуйтесь нашим опытом в области DLC-покрытия и синхронизированного извлечения. Свяжитесь с LS Manufacturing , чтобы обсудить ваш проект и запросить оценку его осуществимости.
Почему динамическая многозонная терморегуляция является наиболее эффективным решением проблемы дефектов литьевых форм?
Динамическая многозонная терморегуляция устраняет деформацию пресс-формы и образование облоя, обеспечивая равномерную температуру поверхности с точностью ± 1,5°C . Способность динамической многозонной терморегуляции решать проблемы дефектов обусловлена устранением источника проблемы – теплового дисбаланса. Традиционные системы охлаждения создают разницу температур более 25°C на поверхностях, вызывая деформацию и образование облоя. Наше решение использует точное конформационное охлаждение для обеспечения равномерной температуры с точностью ± 1,5°C , предоставляя решения для устранения дефектов литьевых форм :
Замена неэффективных традиционных систем охлаждения
Прямые каналы системы охлаждения не могут воспроизвести сложную форму детали. Следовательно, происходит неравномерное охлаждение, приводящее к дифференциальному охлаждению, напряжениям и дефектам. Это реактивный и неэффективный процесс. Мы предлагаем подход, который заменяет это реактивное решение проактивным, основанным на физических принципах, для создания высокоточных пресс-форм для литья под давлением .
Инженерная точность с использованием конформных каналов.
Для достижения наших целей мы используем технологию 3D-печати для создания охлаждающих каналов, которые повторяют форму полости. Ключевым фактором является поддержание расстояния в 8 мм между каналом и поверхностью пресс-формы. Это обеспечивает равномерный отвод тепла, напрямую устраняя температурные градиенты и исключая образование пустот в местах их образования, что является одним из основных преимуществ оснастки для литья под давлением, предотвращающей дефекты .
Проверка производительности с помощью метрик, основанных на данных.
Эффективность системы заключается в ее практических результатах. Снижая разницу температур по всей форме до ±1,5°C , мы уменьшаем термическое напряжение, вызывающее деформацию. Такая однородность позволяет сократить время цикла более чем на 35% и получать детали со стабильными размерами, изготовленные с помощью высокоточной оснастки для литья под давлением , что является отличительной чертой многозонной оснастки для литья под давлением .
Наша технология выходит за рамки простого охлаждения, поскольку мы обеспечиваем равномерное распределение тепла в самой пресс-форме. Расстояние между пресс-формами 8 мм и диапазон регулирования температуры ±1,5° Цельсия обеспечивают ощутимые преимущества для предотвращения дефектов еще до их возникновения. Наш процесс устраняет двойную неопределенность в отношении качества и производительности, что приводит к стабильно эффективному производству. [Загрузите наше руководство по устранению дефектов при литье под давлением], чтобы оптимизировать текущие параметры производства.
Как выравнивание состава материала и механизм вытягивания сердечника предотвращают одновременное зависание Flash-видео?
Одновременное предотвращение образования облоя, пустот и прилипания возможно при тщательном согласовании свойств материала и его механических характеристик, что является ключевой компетенцией наших услуг по проектированию литьевых форм . Интеграция этих двух процессов объясняет нашу философию в отношении услуг по устранению дефектов при проектировании оснастки для литьевых форм . В частности, при работе с полукристаллическими полимерами с высокой усадкой ( 1,8%-2,2% ), такими как PA66+30%GF , наш процесс гарантирует:
Усовершенствованный механизм извлечения сердечника для предотвращения вспышки пламени.
- Критически важная модернизация: переход от одноступенчатого скольжения к двухступенчатой операции извлечения гидравлического запирающего сердечника.
- Техническое обоснование: Это поможет предотвратить механический люфт и зазоры, связанные с износом , которые приводят к образованию облоя при высоком давлении, что является критически важным требованием для нашей высокоточной пресс-формы, изготовленной на заказ .
- Системная интеграция: Процесс будет выполняться в координации с давлением смыкания 150 МПа , что крайне важно для оснастки пресс-форм для литья под высоким давлением и обеспечения безупречной герметизации.
Высокоточный контроль технологических процессов для устранения пустот
- Целенаправленное вмешательство: Введение поэтапного профиля скорости на заключительном этапе упаковки.
- Конкретные действия: Когда заполнение приблизится к 98% , уменьшите скорость до 12 мм/сек .
- Предотвращение дефектов: Замедляя процесс, мы эффективно предотвращаем анизотропную усадку, вызванную ориентацией волокон, которая приводит к образованию пустот и является одним из главных преимуществ пресс-форм для литья под давлением без пустот .
Управление кристаллизацией с учетом специфики материала
- Основная стратегия: Координация параметров процесса для контроля кинетики кристаллизации материала.
- Принцип работы: Использование высокого и стабильного давления выдержки ( 150 МПа ) в сочетании с точным профилем заполнения позволяет контролировать охлаждение и затвердевание .
- Конечный результат: Это обеспечивает равномерную усадку без возникающего напряжения, что напрямую способствует устранению прилипания пустот в облое .
Наш подход сочетает в себе механические изобретения и материаловедение. Двухэтапное вытягивание запертого сердечника и давление 150 МПа предотвращают образование облоя, а профиль скорости заполнения в конце процесса со скоростью 12 мм/с предотвращает образование пустот. Этот комбинированный технологический подход контролирует кристаллизацию, предотвращая прилипание, создавая универсальную систему, способную заблаговременно решать задачи, связанные с самыми прочными конструкционными полимерами, с помощью литьевой формы с контролируемой кристаллизацией .
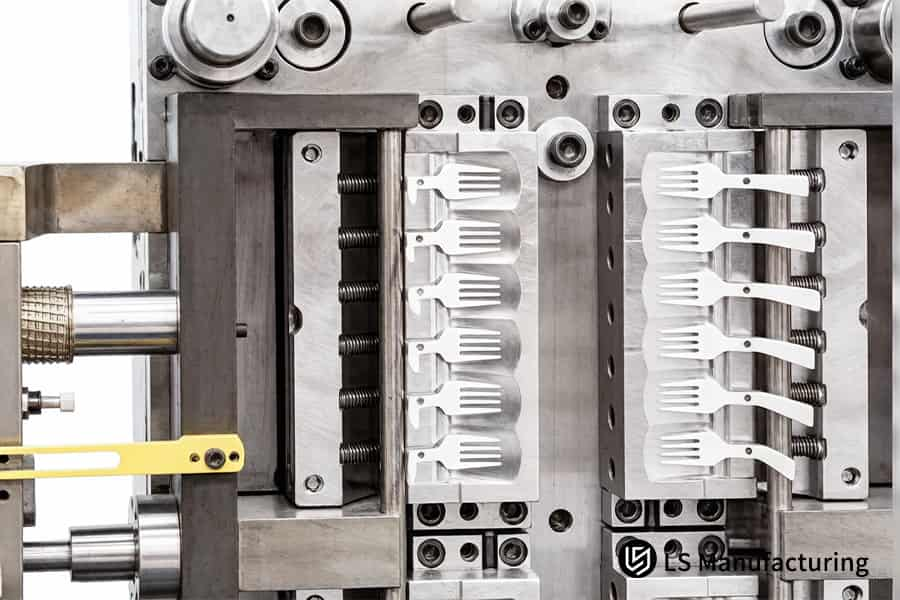
Рисунок 3: Изготовление на заказ пресс-форм для литья под давлением алюминиевых полостей, обозначенных цифрами 10 и 11, для производства.
Пример из практики: Как компания LS Manufacturing обеспечила поставку высококачественной оснастки для автомобильных разъемов немецкому поставщику первого уровня в автомобильной отрасли?
Услуги по изготовлению пресс-форм для литья под давлением на заказ, предоставленные компанией LS Manufacturing, помогли решить проблему в корне, продемонстрировав наш опыт в производстве пресс-форм для литья под давлением больших объемов с использованием пресс-форм без облоя и пустот :
Задача клиента
У заказчика возникли серьезные проблемы с высоковольтным разъемом на 48 В, изготовленным из высокотекучего полибутилентерефталата (PBT) с добавлением 15% стекловолокна (GF) . Пресс-форма от другого поставщика привела к образованию чрезмерного облоя ( 0,12 мм ) на линии разъема и внутренних пустот, что вызвало 18,5% отказов деталей в процессе сборки. Эта проблема поставила под угрозу возможность прохождения испытания на высоковольтную изоляцию, что может привести к многомиллионным убыткам и остановке производственной линии.
LS Manufacturing Solution
Благодаря использованию высокостабильной оснастки для литья под давлением удалось уменьшить колебания температуры поверхности полости. от 28 °C до ±1 °C . В ходе первоначальных испытаний на текучесть неожиданно возникла анизотропная усадка из-за выравнивания волокон. Затем была проведена полная переработка конструкции, начиная с комплексного анализа DFM (технологичность изготовления). Решение включало использование высококачественной инструментальной стали для горячей обработки (твердость выше HRC 52) в сочетании с 5-осевой обработкой на станках с ЧПУ для обеспечения плотной посадки по линии разъема, при этом зазор поддерживался на уровне ±0,008 мм . Одновременно была переработана система вентиляции, а также 12 конформных каналов охлаждения с использованием процесса 3D-печати металлом.
Результаты и ценность
Согласно отраслевым стандартам для высоковольтных разъемов, типичный процент брака составляет около 3-5%, тогда как решение LS Manufacturing достигло беспрецедентного показателя в 0,05%. Эти результаты были подтверждены измерениями на координатно-измерительной машине в режиме реального времени. Облой был устранен, поскольку измерения показали размер менее или равный 0,005 мм , а содержание внутренних пустот уменьшилось на 98,5% , что привело к действительно безпустотному литью под давлением . Время цикла сократилось на 24% , а выход годной продукции на автоматизированной сборочной линии достиг 99,95% . Благодаря этой оснастке для литья под давлением клиент смог избежать огромных финансовых потерь, и были заключены контракты еще на три двухкомпонентные литьевые формы.
Этот проект демонстрирует нашу способность решать крайне сложные и критически важные проблемы, связанные с производством, используя надлежащие инженерные принципы. Устраняя основные проблемные факторы, такие как плохая подгонка, недостаточное охлаждение и неправильная вентиляция, с точными спецификациями зазоров ±0,008 мм и температур ±1°C , мы гарантируем отсутствие облоя в пресс-формах . Этот основанный на данных метод лежит в основе наших услуг по изготовлению пресс-форм на заказ , особенно когда проблема может стоить миллионы.
Подтвердите точность посадки ±0,008 мм и снижение пустот на 98,5% для ваших высоковольтных компонентов. Предоставьте проект разъема для проверки процесса без образования заусенцев и зафиксируйте сроки производства.

Почему перед завершением резки стали крайне важна услуга аналитической диагностики и устранения неполадок в процессе литья под давлением?
Проведение превентивного анализа в процессе устранения неполадок при литье под давлением до начала резки стали является наиболее оптимальным подходом для предотвращения ненужных и дорогостоящих модификаций пресс-форм. Этот подход является одним из ключевых принципов нашей технологии моделирования оснастки для литья под давлением , поскольку он позволяет моделировать весь производственный процесс для выявления и устранения возможных проблем с потоком, упаковкой и охлаждением до изготовления оснастки.
| Фаза | Техническая реализация и обоснование |
| Превентивный анализ | Использование нелинейных решателей для моделирования процесса течения смолы позволяет выявлять потенциальные дефекты, такие как воздушные ловушки, без предварительной обработки стали, что крайне важно при изготовлении оснастки для литья под давлением . |
| Мониторинг градиента давления | Анализ внутриполостного давления проводится с интервалом 0,001 секунды, при этом градиент более 15% указывает на высокий риск образования пустот или проблем с прилипанием. |
| Меры по снижению рисков | Модификация конструкции затвора и системы охлаждения в рамках компьютерного моделирования позволяет заблаговременно устранить проблемы, связанные с образованием пустот и прилипанием материала . |
| Реализация ценности для клиента | Данная услуга по проектированию литьевых форм позволяет избежать четырех-пяти пробных отливок, которые в противном случае потребовались бы, и снижает затраты на оснастку примерно на 70% . |
Благодаря анализу динамики давления за доли секунды и требованию ограничения градиента до 15% , мы предлагаем основанный на данных план действий для достижения успеха. Такой подход напрямую решает ключевые проблемы, связанные с дорогостоящими испытаниями и низким качеством деталей, с которыми сталкиваются клиенты, гарантируя, что конечная оснастка будет основана на проверенных конструкциях . Эта предварительно проверенная оснастка для литья под давлением обеспечивает гарантированную технологичность и экономию средств в важных проектах.

Рисунок 4: Высокоточные компоненты пресс-формы из алюминия и стали обеспечивают литье под давлением без облоя и пустот в процессе производства.
Почему стоит выбрать LS Manufacturing в качестве ведущего поставщика высокоточной пресс-форм и экономически эффективного производства?
Выбор компании LS Manufacturing в качестве предпочтительного поставщика можно охарактеризовать как мудрый шаг, обеспечивающий экономически эффективное производство деталей с гарантией точности. Мы достигаем этого, внедряя все аспекты сертифицированных систем качества, передовые производственные процессы и инженерную поддержку, что позволяет нам превращать сложные конструкции деталей в высокопроизводительную производственную оснастку . К ним относятся:
Сертифицированная интеграция процессов для обеспечения предсказуемого качества.
Будучи сертифицированной компанией по стандартам ISO 9001:2015 и IATF 16949:2016 , мы внедряем системы управления качеством, а не просто сертификацию, поскольку это гарантирует надлежащее управление каждым этапом процесса от начала до конца, включая сертификацию материалов и окончательную проверку продукции. Это позволяет нам поставлять все виды прецизионной оснастки для пресс-форм по индивидуальному заказу .
Передовые технологии обработки на собственном производстве обеспечивают непревзойденную стабильность инструмента.
В нашем арсенале используются передовые станки, такие как 5-осевые обрабатывающие центры Makino и проволочно-электроэрозионные станки Sodick . Возможность изготавливать эти сложные конструкции с точно заданными размерами позволяет нам обеспечивать идеальную подгонку деталей с высокой термостойкостью. Полный контроль над процессом обработки является ключевым фактором для создания высокостабильной оснастки для литья под давлением, необходимой для бесперебойной работы производственных линий.
Активное партнерство в области проектирования, начиная с этапа концепции.
Мы повышаем ценность наших услуг, предоставляя подробный и бесплатный отчет по проектированию для литья под давлением (DFM), который составляется в течение 24 часов после получения вашего 3D-файла данных (STEP, IGS, X_T). Наш отчет DFM включает анализ литниковых каналов, оценку времени цикла и оптимизацию вентиляции. Все это мы предоставляем в рамках наших услуг по проектированию литьевых форм . Это позволяет нам выявлять и устранять любые проблемы с технологичностью на ранних этапах, что помогает гарантировать реалистичность предлагаемых нами услуг по изготовлению оснастки для литья под давлением .
Наши проверенные процессы гарантируют надежность производства, собственное современное оборудование обеспечивает качество инструментов, а тщательная оценка конструкции гарантирует технологичность. Полный контроль от начала до конца , включая комплексные решения для литьевых форм , позволяет нам решать ключевые проблемы, такие как задержки проектов, превышение бюджета и нестабильность производства.
Часто задаваемые вопросы
1. Каков срок выполнения заказа компанией LS Manufacturing на поставку пресс-форм без облоя?
Стандартный срок изготовления прецизионной оснастки для литья под давлением составляет от 25 до 35 дней . Компания применяет оптимизацию DFM (проектирование для производства) и, таким образом, может гарантировать отсутствие облоя размером более 0,01 мм во время испытаний литья T1, что обеспечивает быстрое утверждение прототипов.
2. Как математически гарантировать отсутствие пустот в литых под давлением прозрачных толстостенных деталях?
Компания использует 3D-моделирование Moldflow для контроля давления выдержки (которое остается выше 120 МПа ) при использовании высокопроизводительных литниковых каналов с толщиной стенок >65% . В результате усадка при кристаллизации в областях сердечника может контролироваться с точностью до ±0,2% .
3. Каков минимальный объем заказа (MOQ) для услуг по изготовлению пресс-форм для литья под давлением на заказ в компании LS Manufacturing?
Для наших клиентов нет установленных минимальных требований к объему заказа. Мы предоставляем индивидуальные расценки даже на одну пресс-форму, будь то алюминиевая пресс-форма для прототипирования или высокопрочная стальная пресс-форма, способная производить 1 000 000 изделий в год .
4. Каким образом компания LS Manufacturing защищает конфиденциальные 3D CAD-файлы и интеллектуальную собственность клиентов?
Мы применяем строгие протоколы защиты интеллектуальной собственности военного уровня . Перед загрузкой ваших чертежей в формате STEP мы заключаем юридически обязывающее соглашение о неразглашении (NDA); кроме того, все параметры обработки и проектные чертежи хранятся на протяжении всего рабочего процесса на изолированных зашифрованных серверах.
5. Какие марки инструментальной стали вы используете, чтобы полностью предотвратить прилипание деталей к форме?
В первую очередь мы выбираем высококачественные инструментальные стали от ведущих производителей, таких как шведская компания ASSAB и японская DAIDO (например, S136, NAK80). Компоненты стержня пресс-формы проходят закалку для достижения твердости HRC 52 или выше, с возможностью нанесения нанопокрытия DLC (алмазоподобное углеродное покрытие) для сверхнизкого трения.
6. Если моя текущая пресс-форма страдает от серьезных проблем с облоем, может ли ваша служба диагностики и устранения неисправностей в литьевых машинах ее отремонтировать?
Да. Наша услуга по ремонту пресс-форм начинается с проведения 3D-сканирования линии разъема старой пресс-формы с точностью до микрона с помощью координатно-измерительной машины (CMM) для выявления любых деформированных участков. Затем мы используем прецизионную лазерную сварку для восстановления материала, после чего применяем высокоточную 5-осевую фрезеровку с ЧПУ для восстановления зазора между сопрягаемым элементом с допуском ±0,01 мм .
7. Каким образом ваши услуги по изготовлению пресс-форм на заказ позволяют клиентам минимизировать колебания цен на сырье на рынке?
Мы заключили ежегодные соглашения о оптовых закупках с ведущими международными производителями сырья, такими как BASF и DuPont . Наш надежный буферный механизм для запасов конструкционных пластмасс гарантирует, что многоуровневое ценообразование для массового производства остается защищенным от внешних рыночных колебаний в течение 12 месяцев .
8. Какие отчеты о контроле качества я получу вместе с поставкой изготовленной на заказ прецизионной пресс-формы?
В комплект поставки пресс-формы входит полный набор документов, включающий: полные сертификаты на материалы сталелитейного завода, протоколы испытаний на твердость после термообработки, протоколы контроля размеров с помощью координатно-измерительной машины (КИМ), полные цифровые файлы для анализа технологичности изготовления (DFM) и потока расплава в пресс-форме, а также не менее 50 квалифицированных опытных образцов T1 . Для получения бесплатной сметы, пожалуйста, свяжитесь с нами.
Краткое содержание
Для устранения облоя, пустот и прилипания требуется бесшовная интеграция экспертной оснастки для пресс-форм и науки о потоке расплава с использованием цифровых двойников. Компания LS Manufacturing контролирует зазоры разъема с точностью до ±0,008 мм , проектирует вентиляционные отверстия на микронном уровне и использует конформное охлаждение для устранения дефектов в источнике. Мы демонстрируем экспертные знания на основе данных и опыта в производстве пресс-форм, помогая производителям высококачественной продукции избегать дорогостоящих перепроектирований и превращать разработки в безупречные, долговечные изделия.
Столкнулись с облоем, пустотами или застреванием деталей? Прекратите позволять некачественным пресс-формам истощать ваш бюджет. Нажмите «Бесплатная оценка и расчет стоимости», чтобы загрузить свои 3D CAD-файлы. В течение 24 часов вы получите подробный отчет DFM по оснастке для литья под давлением с анализом потока и выталкивания, а также прозрачный многоуровневый расчет стоимости — и добейтесь 100% выхода годных изделий с первой партии.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


