
La lavorazione simultanea a 5 assi è la tecnologia più avanzata per la gestione di profili complessi; tuttavia, non ha trovato ampia diffusione a causa degli elevati costi e della complessità della pianificazione del processo. Oggi, la maggior parte delle aziende manifatturiere si trova a dover scegliere tra l'efficiente metodo di lavorazione a 5 assi e la lavorazione a 3+2 assi, economicamente più vantaggiosa. Tutto ciò si traduce solitamente in un utilizzo inefficiente della macchina, con una percentuale di produzione inferiore al 30% , o in un prodotto che non soddisfa gli standard di precisione richiesti.
Il problema di fondo risiede nella complessità delle schede tecniche in contrapposizione a un modello decisionale basato su metriche. I metodi decisionali convenzionali non tengono conto di importanti fattori dinamici come le curve di coppia reali e le mappe di precisione termica. Il nostro sistema risolve questo problema utilizzando un database proprietario con oltre 2000 componenti complessi, al fine di sviluppare un modello decisionale basato su metriche che garantisca una correlazione precisa tra capacità e una specifica serie di requisiti e costi in uno scenario di produzione.
Lavorazione simultanea a 5 assi: Guida di riferimento rapido
| Sezione | Contenuti principali |
| Il dilemma | La produzione di superfici complesse presenta dei limiti: un'indicizzazione 3+2 economica ma vincolata, rispetto alla lavorazione simultanea a 5 assi precisa e completa, se la scelta incide su un utilizzo inferiore al 30% . |
| Causa ultima | La selezione è una funzione di schede tecniche che non cambiano. Non esiste un modello misurabile. Parametri dinamici di fondamentale importanza come la corrispondenza del processo, la coppia e la precisione termica non sono applicabili. |
| La nostra soluzione | La nostra offerta consiste in un sistema di selezione basato sui dati, che si avvale di un database di oltre 2.000 componenti complessi , con curve di coppia di lavorazione calcolate e mappe termiche per la precisione, collegando i requisiti di lavorazione a una specifica tecnica accurata. |
| Confronto tecnologico | Lavorazione 3+2 : per modelli sfaccettati che presentano complessità. Lavorazione simultanea a 5 assi : necessaria per modelli continui ad alta complessità. |
| Quadro decisionale | Procedura: 1. Determinare la geometria e le tolleranze del pezzo. 2. Analizzare i percorsi di taglio e i carichi. 3. Coordinarsi con le caratteristiche cinetiche e termiche della macchina in modo da consentire un taglio preciso anche durante le sessioni di lavorazione pratiche. |
| Risultati e impatto | Facilita decisioni ponderate e ottimali in materia di investimenti. Massimizza l'utilizzo delle risorse in relazione a macchinari/componenti prodotti in base alle capacità. |
Affronteremo l'attuale enorme differenza di costi tra la microfusione a 5 assi e la produzione. Le nostre innovazioni non richiederanno più congetture, e quindi prenderemo in considerazione anche i vostri componenti e i vostri processi per determinare la soluzione migliore per voi, garantendovi precisione e produttività, senza sprechi.
Perché fidarsi di questa guida? L'esperienza pratica degli esperti di LS Manufacturing.
Oggi, su internet esistono migliaia di testi sulla lavorazione CNC a 5 assi . Il fatto è che questo articolo in particolare è uno dei pochi testi redatti da persone che sono state coinvolte in questa specifica attività, a differenza di coloro che ne avevano solo una conoscenza superficiale. La nostra conoscenza, per quanto affinata dall'esperienza, deve essere estratta da lui.
Queste soluzioni si basano su oltre 50.000 cicli di produzione di successo di componenti complessi. Forniamo giranti all'industria aerospaziale, che richiede un movimento preciso e continuo dell'utensile da taglio, e involucri per dispositivi medicali la cui finitura superficiale deve essere perfetta. Tutto ciò è stato un mezzo per raggiungere un fine, un processo per sviluppare le nostre capacità in ogni aspetto, dalla correzione della deriva termica all'utilizzo di utensili in PCD.
Ai fini della garanzia delle nostre procedure e dei nostri metodi, ci impegniamo a garantire, con particolare attenzione, che tali procedure e metodi soddisfino gli standard del nostro settore, riconosciuti da fonti autorevoli come l' American Production and Inventory Control Society (APICS) e TWI Global , in termini di eccellenza aziendale e competenza tecnica. La nostra passione e la nostra esperienza, maturate sul campo, ci permettono di assicurare che i consigli che troverete su questo sito siano corretti e utili per raggiungere il vostro obiettivo.

Figura 1: Processo di lavorazione avanzato a 5 assi eseguito con precisione da LS Manufacturing
In che modo la lavorazione simultanea a 5 assi ridefinisce l'efficienza nella produzione di componenti complessi?
La lavorazione simultanea a 5 assi supera i limiti tradizionali, consentendo la produzione di componenti complessi su 5 assi in un'unica fase. Tuttavia, il suo principale vantaggio non deriva dalla capacità di eseguire lavorazioni simultanee su più assi, bensì dalla capacità di risolvere le inefficienze sistemiche e la mancanza di precisione tipiche dei processi a più fasi.
- Eliminazione degli errori indotti dalla fase di setup: sebbene il problema degli errori si concentri principalmente sugli errori accumulati nel processo di fissaggio, il processo di finitura del blisk deve essere completato tramite un processo di lavorazione simultanea a 5 assi , nel tentativo di lavorare tutte le superfici del blisk in un unico processo di bloccaggio, evitando così errori di allineamento durante la lavorazione, poiché i contorni devono essere precisi entro una tolleranza di 0,025 mm .
- Ottimizzazione dell'impegno dinamico dell'utensile: la vera ottimizzazione dell'efficienza consiste nel mantenere condizioni di taglio ideali. Programmiamo il vettore utensile per mantenere il diametro effettivo della fresa impegnato, prevenendo un contatto inadeguato della punta. Questa tecnica stabilizza le forze di taglio, migliora la finitura superficiale direttamente sulla macchina e aumenta la durata dell'utensile, riducendo contemporaneamente i tempi di lavorazione e i costi per pezzo.
- Minimizzazione dei movimenti non di taglio: l'inefficienza può essere osservata nei tagli a vuoto, dove diversi tagli costituiscono una grande parte della lunghezza totale del percorso in parti con molte caratteristiche e pareti troppo corte. La programmazione CAM proprietaria è coinvolta in una drastica riduzione di rapide e riproduzioni attraverso il calcolo di un percorso ottimale in un passaggio, riducendo i movimenti non di taglio come rapide e riproduzioni, che possono essere ridotti fino a
- Garantire la stabilità sotto carico: l'approccio fondamentale per superare questa sfida consiste nell'assicurare un'elevata precisione nei movimenti complessi e dinamici. Prima della lavorazione, vengono eseguite delle simulazioni per modellare la cinematica della macchina e il carico durante il processo di taglio, al fine di superare tali difficoltà. Ciò garantisce che il movimento ad alta velocità fornisca la precisione desiderata, rendendo l'aumento di efficienza reale e affidabile nella produzione di componenti complessi .
Il white paper fornirà una guida strategica per garantire l'esecuzione efficace della lavorazione simultanea a 5 assi . Il nostro vantaggio competitivo si basa sull'integrazione tecnica tra strategia di programmazione, fisica degli utensili e dinamica della macchina, con l'obiettivo di offrire costantemente le migliori prestazioni in termini di velocità, qualità e costi nell'utilizzo di macchinari avanzati.

Quali sono le differenze di precisione tra la lavorazione a 3+2 assi e quella a 5 assi?
La scelta tra lavorazione a 3+2 assi e lavorazione continua a 5 assi ha un impatto significativo sulla precisione raggiungibile nella realizzazione di componenti complessi . Questo confronto in termini di precisione si basa sulle differenze fondamentali nei principi di controllo del movimento . Il presente documento fornisce un'analisi basata sui dati per guidare il processo di selezione, andando oltre le specifiche teoriche per concentrarsi su risultati prestazionali misurabili.
| Aspetto | Lavorazione indicizzata 3+2 | Lavorazione continua a 5 assi |
| Principio fondamentale | Posizionamento discreto. Utilizza tavole rotanti ad alta precisione bloccate in posizione durante il taglio. | Interpolazione continua del percorso utensile . Tutti e cinque gli assi si muovono simultaneamente sotto controllo RTCP. |
| Precision Driver | Capacità e ripetibilità degli assi rotanti fino a 0,001° . | Precisione delle traiettorie di movimento dinamico e compensazione degli errori di volume nei movimenti coordinati. |
| Applicazione tipica | Componenti prismatici a più lati con superfici piane. | Superfici complesse e scolpite, con cavità profonde e sottosquadri. |
| Limitazione principale | La precisione si degrada su contorni 3D complessi a causa dell'orientamento fisso dell'utensile. Eccelle nella fresatura 2.5D . | Le prestazioni dipendono dalla cinematica della macchina e dal sistema di controllo. |
| Dati sulle prestazioni | Quando l'angolo di inclinazione dell'utensile supera i 30° , l'errore di contorno aumenterà in modo sostanziale rispetto ai valori nominali. | Mantiene una precisione costante; i dati del laser tracker mostrano un errore ridotto a circa il 40% di 3+2 ad angoli elevati. |
Bisogna seguire attentamente la strategia più ottimale, partendo dall'esame del tipo di geometria più comune presente nel pezzo: indicizzazione 3+2 per pezzi prismatici multifaccia e enfasi sul concetto di integrità del setup e superfici 3D a 5 assi continui per evitare la perdita di precisione che il setup multifaccia comporta. La strategia complessiva dipende dalle misure di prestazione descritte dalle linee guida per il controllo del movimento .
Come selezionare scientificamente la modalità di lavorazione a 5 assi in base alle caratteristiche geometriche del pezzo?
La selezione della strategia ottimale a 5 assi rappresenta una sfida fondamentale nella produzione ad alto valore aggiunto. Scelte arbitrarie o basate su regole empiriche portano a una significativa inefficienza o a una precisione inadeguata. La soluzione risiede in una metodologia sistematica per la scelta della lavorazione a 5 assi , che sposta la decisione dall'intuizione a un'analisi quantificabile delle caratteristiche geometriche del pezzo. Questo processo di selezione scientifico correla direttamente la geometria alla modalità di lavorazione più efficace ed economica.
Classificazione della geometria: il passo fondamentale
La prima fase di questo processo prevede un'analisi dell'oggetto e un'analisi di scomposizione. Innanzitutto, è necessario distinguere tra geometrie planari discrete, come le aree angolate degli inserti dello stampo, e oggetti di forma complessa, come i profili alari dei blisk. Questo, ovviamente, è possibile in un progetto normale solo mediante l'analisi della curvatura per mezzo di CAD, progettazione assistita da computer.
Quantificazione tramite matrice decisionale
L'ambiguità viene risolta facendo riferimento all'uso di una matrice di selezione quantificata. Per i componenti del prodotto in cui le caratteristiche prismatiche sono predominanti, viene adottata la lavorazione indicizzata 3+2 . Il metodo di stabilità dell'asse bloccato di questa lavorazione garantisce un'elevata precisione volumetrica nella fresatura planare; pertanto, la progettazione ottimale del tempo di ciclo si traduce direttamente nel raggiungimento dell'obiettivo di 15 minuti per ogni pezzo.
Imposizione del movimento continuo per ottenere contorni 3D realistici
Con superfici non prismatiche dominanti confermate, la lavorazione continua a 5 assi diventa indispensabile. Il principio fisico che giustifica l'imperativo della lavorazione continua a 5 assi è che, per un impegno e un controllo ottimali del vettore di taglio sulla superficie scolpita, l'interpolazione simultanea degli assi è l'unica opzione disponibile. Questo vale per una finitura superficiale di una data specifica, ad esempio Ra 0,4 µm .
Sfruttare il software per una raccomandazione obiettiva
Per mantenere la massima obiettività possibile nel processo ed eliminare qualsiasi desiderio o preferenza personale tra ciò che il responsabile di progetto e l'ingegnere di produzione vorrebbero ottenere e ciò che sono effettivamente in grado di realizzare, viene utilizzato un software di analisi CAM e di curvatura per determinare oggettivamente le aree geometriche del componente che richiederebbero l'utilizzo di un'inclinazione superiore a una determinata soglia. Questo software fornirà indicazioni oggettive sulle aree di complessità geometrica che necessitano di soluzioni specifiche.
Questa metodologia fornisce un quadro di riferimento diretto e pratico per la scelta della lavorazione a 5 assi . Il vantaggio offerto da questo processo rispetto a tutti gli altri, che si basano su una logica soggettiva, risiede nella sua logica oggettiva, guidata dalla geometria, che elimina ogni incertezza e lascia spazio a un albero decisionale attraverso il quale i produttori devono prendere decisioni in merito all'adeguatezza delle capacità della tecnologia alle specifiche richieste dal pezzo, garantendo così un costo di produzione ottimale.

Figura 2: Operazione di taglio a 5 assi su una macchina Mikron di LS Manufacturing
Quali vantaggi esclusivi in termini di costi offre la lavorazione con posizionamento 3+2 nella produzione di massa?
Sebbene la lavorazione continua a 5 assi offra una flessibilità senza pari, la lavorazione 3+2 garantisce vantaggi economici decisivi nella produzione di massa. La sua idoneità alla produzione di lotti ad alto volume deriva da semplificazioni tecniche intrinseche che si traducono direttamente in minori costi operativi. Questa analisi quantifica il vantaggio in termini di costi , fornendo una chiara giustificazione per la sua implementazione strategica.
| Aspetto | Impatto sulla produzione in batch | Risultato misurabile |
| Programmazione e configurazione | Programmazione semplificata ad angolo fisso. I cicli sono cicli 2.5D standardizzati. | Il tempo di programmazione è circa il 60% più veloce rispetto ai cicli complessi a 5 assi . |
| Usura e durata degli utensili | Il blocco dell'orientamento previene le vibrazioni. | Evitate di effettuare tagli intermittenti, poiché nei test sugli stampi per auto questa tecnica ha aumentato la durata dell'utensile del 20-30% . |
| Efficienza di lavorazione | Lavorazione eseguita con elevato MRR in un dato ambiente. | Riduzione del tempo di ciclo per le superfici di un componente prismatico grazie all'aumento delle velocità di avanzamento consentite. |
| Costo per unità | Il costo totale ottimizzato per programmazione, attrezzature e tempo di ciclo. | Riduzione fino al 45% rispetto alla lavorazione continua a 5 assi per geometrie di pezzi qualificate. |
| Dimensione ottimale del lotto | Elevata efficienza di configurazione ammortizzata su molti pezzi identici. | Garantisce il massimo ritorno sull'investimento, in genere per lotti superiori a 500 unità. |
In una situazione in cui i componenti sono caratterizzati prevalentemente da elementi prismatici, l'utilizzo della lavorazione 3+2 per la produzione in serie risulterebbe ideale, poiché questa tecnologia trae il suo vantaggio in termini di costi dalla semplificazione della logica di controllo a 2.5D , consentendo tagli più stabili per massimizzare la durata dell'utensile e lavorare a velocità di avanzamento più elevate. Un metodo basato sui dati per la scelta della tecnologia suggerirebbe inoltre che l'efficacia e la stabilità offerte dalla lavorazione 3+2 contribuirebbero a ridurre i costi.
Come si possono ottenere precisione e stabilità a livello micrometrico nella lavorazione continua a 5 assi?
Raggiungere una precisione a livello di micron diventa difficile nella lavorazione continua a 5 assi a causa dei potenziali ostacoli causati da dinamiche, derive ed errori. La difficoltà può quindi derivare dall'implementazione di un processo che fornisca un circuito chiuso per la realizzazione del feedback e delle previsioni per tutti i processi connessi al controllo di stabilità . Il processo prevede le seguenti implementazioni:
Creazione di una base hardware con feedback diretto
Il primo passo da compiere per soddisfare i criteri del bando di concorso è l'implementazione delle righe ottiche in vetro sugli assi lineari delle macchine. Una volta installate le righe ottiche sugli assi, il sistema CNC disporrebbe di un feedback sulla posizione degli assi con una risoluzione fino a 0,0001 mm , realizzando così un sistema a circuito chiuso completo .
Compensazione attiva della deriva termica
Le macchine utensili generano naturalmente calore che, se non monitorato, potrebbe causare deformazioni così estreme da compromettere completamente la precisione. Per ovviare a questo problema, utilizziamo una serie di sensori di temperatura in situ posizionati in punti chiave della struttura, fornendo dati per compensare in tempo reale la deriva termica degli assi tramite un algoritmo. In questo modo, grazie a questo sistema di compensazione attiva, è possibile mantenere la deriva entro un intervallo ristretto, ad esempio entro ±0,005 mm .
Calibrazione per la precisione cinematica dinamica
Sebbene sia vero che sia preciso nella sua condizione fissa, non è certamente abbastanza sofisticato nei suoi movimenti complessi. Per questo motivo, eseguiamo una calibrazione volumetrica dell'accuratezza utilizzando un laser tracker per creare una mappa degli errori nello spazio per l'intera area operativa. Questa mappa completa degli errori viene quindi caricata nella macchina CNC. Durante la lavorazione continua a 5 assi , il controllore utilizza questi dati per pre-correggere dinamicamente il percorso utensile, compensando in tempo reale le imprecisioni cinematiche intrinseche.
Validazione della stabilità tramite metriche di controllo di processo
Le prove e i risultati verificano le capacità. Per dimostrarlo sulla base del controllo statistico di processo, le dimensioni critiche dei componenti vengono misurate a intervalli regolari. Questo ci garantisce che il controllo di stabilità del processo sia raggiunto; ad esempio, un ciclo di lavorazione di 72 ore per una girante aerospaziale presenta una tolleranza dimensionale di 0,015 mm e una capacità di processo superiore a 1,67 .
Questo documento descrive in dettaglio il sistema tecnico multistrato necessario per ottenere una precisione a livello di micron nella lavorazione continua a 5 assi . Basata sulla capacità di sfruttare la potenza della metrologia e dell'analisi statistica per la verifica, la metodologia applicata in questo studio è in grado di tradurre la teoria delle macchine in realtà.
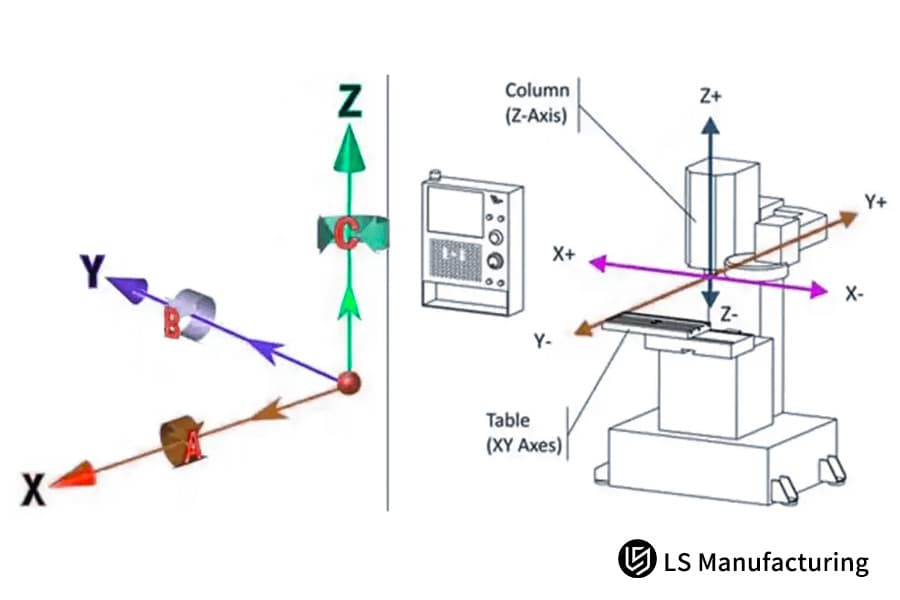
Figura 3: Configurazioni degli assi principali per operazioni a 5 assi indicizzate e simultanee, realizzate da LS Manufacturing.
Come si può quantificare l'efficienza della lavorazione a 5 assi per valutare il ritorno sull'investimento (ROI)?
Sebbene sia stato dimostrato che le macchine ad alte prestazioni possano offrire determinati vantaggi, è difficile determinarne il ritorno sull'investimento in termini finanziari. Determinare il ritorno sull'investimento (ROI) attraverso i metodi tradizionali di analisi e calcolo del ROI risulta complesso. Questo documento fornisce una metodologia strutturata e basata sui dati per la valutazione del ROI , andando oltre i benefici teorici per modellare i risparmi tangibili in termini di attrezzature, manodopera e produttività totale. Il modello affronta le seguenti aree chiave:
- Quantificazione della riduzione del tempo di ciclo e dei guadagni di produttività: la leva principale per l'efficienza a 5 assi è la drastica riduzione del tempo che non aggiunge valore. Viene effettuata un'analisi del processo e viene determinata la riduzione ottenuta eliminando la fase di setup secondaria. Ad esempio, in una staffa aerodinamica, un'ottimizzazione da 3+2 a 5 assi continui ha ridotto del 65% il tempo complessivo di movimentazione e setup, con un impatto sulla produttività del sistema, che è alla base del ritorno sull'investimento.
- Modellazione dei risparmi derivanti dalla semplificazione di attrezzature e sistemi di bloccaggio: nella nostra analisi degli investimenti abbiamo considerato una delle aree più critiche, ma meno enfatizzate, in termini di risparmi, ovvero la riduzione del numero di attrezzature, al fine di confrontare l'impatto della complessità e del numero di attrezzature specializzate utilizzate. Ad esempio, nel settore delle pale delle turbine, si è passati da una semplice riduzione a un'attrezzatura specializzata che, se fosse una macchina a 5 assi , offrirebbe un risparmio del 15% nella programmazione relativa a utensili e attrezzature.
- Calcolo dell'impatto su scarti, rilavorazioni e costi di qualità: l'impatto della perdita di precisione durante la lavorazione in un'unica impostazione ha un effetto sostanziale sul costo attuale della qualità. Il valore degli scarti e delle rilavorazioni è stato preso in considerazione nel caso di studio presentato. La riduzione degli errori di movimentazione e di impostazione direttamente dovuta alla lavorazione a 5 assi ha comportato una diminuzione del 40% dei difetti di resa al primo passaggio per un dato caso relativo all'impianto medicale. Questo di per sé costituisce un'ottima base per il miglioramento del flusso di valore.
- Esecuzione di un confronto olistico del costo totale di proprietà (TCO): questo framework fornisce una solida metodologia per la valutazione del ROI dell'efficienza a 5 assi , trasformando le speculazioni in un modello quantificabile di tutti i fattori di costo, dal tempo di ciclo e dagli utensili alla qualità e alla produttività, consentendo un'analisi degli investimenti affidabile e basata sui dati per le decisioni relative alle attrezzature capitali nella produzione ad alto valore aggiunto .
In questo modo, si ottiene un approccio affidabile per implementare la valutazione del ROI dell'efficienza a 5 assi . Infatti, si sostituisce la congettura consentendo la creazione di un modello di tutti i fattori di costo, dalla qualità alla velocità, attraverso il quale è possibile giungere a decisioni definitive e basate sui dati in merito all'analisi degli investimenti in beni strumentali nella produzione ad alto valore aggiunto .
Qual è il giusto equilibrio tra precisione e costi nella lavorazione a 5 assi?
Per ottenere la precisione a 5 assi richiesta, si verifica un bilancio dei costi non lineare, che aumenta esponenzialmente man mano che la precisione si avvicina a zero. In base ai dati raccolti, l'aumento dei costi per passare da una precisione di ±0,02 mm a una di ±0,01 mm è dell'80% , e l'obiettivo è determinare la tolleranza economica o la tolleranza ottimale, che garantisca la funzionalità del componente piuttosto che sprecare denaro su specifiche inadeguate. Ciò si ottiene attraverso:
Definizione delle tolleranze funzionali e estetiche
Il tipo di requisiti di tolleranza viene quindi categorizzato. Nelle superfici critiche e aerodinamiche è necessario ottenere un'elevata precisione a 5 assi , mentre per le superfici non critiche sono previste ampie tolleranze. Inoltre, per le superfici estetiche non esiste un requisito specifico. Attraverso i metodi funzionali di verifica in relazione al tipo di verifica, si può concludere che nei metodi funzionali non vi è sovraspecificazione e, pertanto, il costo deve essere aggiunto laddove è rilevante in relazione alla fornitura di soluzioni di precisione economicamente vantaggiose .
Quantificare il costo esponenziale della precisione
Questa curva dei costi è tracciata utilizzando i dati di progetti precedenti. Non si tratta di un processo lineare, bensì, per ogni incremento di precisione, aumenta la differenza di costi tra le alternative: macchinari più costosi per attrezzature più complesse, cicli più lunghi per metrologie più avanzate. Ad esempio, per tracciare una tolleranza di ±0,01 mm possono essere necessari cicli più lunghi del 300% rispetto a una tolleranza di ±0,05 mm , un'informazione cruciale da considerare in un'analisi costi-benefici .
Implementazione di una strategia di produzione a livelli
Nella nostra organizzazione utilizziamo un sistema a più livelli. I componenti vengono classificati in base al livello di tolleranza richiesto. Nei casi in cui sia richiesta un'elevata precisione, il processo viene eseguito utilizzando macchine speciali per la stabilità termica. Questa strategia ottimizza l'efficienza complessiva delle apparecchiature (OEE) ed evita che gli elevati costi dell'ultra-precisione vengano applicati a tutte le lavorazioni, preservando l' equilibrio dei costi .
Validazione tramite misurazione e controllo in corso di processo
Per completare la nostra conclusione, includiamo anche il controllo statistico di processo o il monitoraggio in corso di lavorazione. Questo garantisce che la macchina sia in grado di operare al livello di precisione economicamente vantaggioso per cui è stata impostata. Inoltre, impedisce che raggiunga un livello di precisione o di accuratezza superiore, per il quale dovrebbe sostenere costi aggiuntivi.
Questo rapporto presenta un metodo per determinare la verità economica e realizzare un equilibrio di costi ottimale per la precisione a 5 assi attraverso un'analisi competitiva, un processo basato sui dati che spazia dall'analisi funzionale e dalla modellazione fino alla produzione e al controllo, garantendo che ogni micron di precisione si traduca in un beneficio concreto per i componenti.
Quali sono alcuni fattori nascosti, spesso trascurati, nella struttura dei costi della lavorazione a 5 assi?
Nel valutare i costi di lavorazione a 5 assi , si verifica una grave sottostima finanziaria se si considera solo l'investimento iniziale. Esistono fattori vitali, spesso trascurati e nascosti , che vanno dagli utensili specializzati alla manutenzione complessa, e che determinano il costo totale di proprietà reale. Il presente documento propone un metodo strutturato per effettuare una corretta valutazione del ciclo di vita , che va oltre il prezzo di acquisto per modellare l'intero impegno finanziario. Il processo prenderà in considerazione i seguenti aspetti:
- Considerazione di utensili e sistemi di bloccaggio specializzati: Normalmente, gli utensili a 3 assi potrebbero non essere sufficienti. Le forze dinamiche e le posizioni nella lavorazione a 5 assi richiedono utensili più bilanciati e una loro estensione. Il costo di questi ultimi potrebbe essere il doppio. Per affrontare questa sfida, consideriamo e forniamo l'intero set di utensili necessari nella lavorazione a 5 assi.
- Considerando la manutenzione avanzata e la calibrazione: ciò richiede un elevato standard di manutenzione in termini di precisione. La manutenzione delle calibrazioni e la verifica del volume dell'interferometro laser, stimate tra i 30.000 e i 50.000 dollari all'anno, non possono in alcun modo essere compromesse a scapito della precisione micrometrica. I contratti di manutenzione e ricalibrazione non causeranno sforamenti di budget imprevisti nel nostro modello.
- Pianificazione del budget per manodopera qualificata e formazione specializzata: per un centro di lavoro a 5 assi , è richiesto un livello di competenza più elevato. Bisogna inoltre considerare il costo relativo al 40% di un programmatore CAM qualificato per centri di lavoro a 5 assi e i costi di formazione per tale centro. Il budget include anche i costi di avviamento, in relazione al costo delle risorse umane qualificate per il centro di lavoro e al costo totale di vita della macchina.
- Modellazione del consumo energetico e dei requisiti degli impianti: le macchine a 5 assi richiedono più energia. Lo stesso vale per tavole rotanti più veloci o sistemi di raffreddamento complessi. Gli audit energetici sono parte integrante della nostra valutazione del ciclo di vita . Questa valutazione prende in considerazione anche i miglioramenti apportati agli edifici esistenti, che potrebbero includere una migliore distribuzione dell'energia o fondazioni speciali. Si tratta di fattori cruciali, sebbene invisibili, che hanno un impatto significativo.
Questo framework fornisce una metodologia per una valutazione completa del ciclo di vita dei costi di lavorazione a 5 assi . Consente un'analisi finanziaria realistica identificando e quantificando sistematicamente i principali fattori nascosti , dagli utensili e dalla calibrazione alla manodopera specializzata e alle utenze, garantendo che le decisioni di investimento siano basate sul costo totale e non solo sul prezzo di acquisto.
Figura 4: Esplorazione degli assi di movimento di base all'interno dei sistemi di lavorazione a 5 assi di LS Manufacturing
LS Manufacturing Aerospace Division: Progetto di ottimizzazione del processo di lavorazione a 5 assi delle pale delle turbine dei motori
La precisione e la qualità richieste nella produzione per l'industria aeronautica sono particolarmente elevate, soprattutto per quanto riguarda i componenti principali dei rotori. In questo contesto, LS Manufacturing si è trovata ad affrontare una sfida legata all'ottimizzazione dei processi per un produttore di motori aeronautici, incentrata sulla qualità e l'efficienza delle pale delle turbine. Il problema consisteva nella progettazione di una strategia di transizione da un processo di lavorazione continua 3+2 a un processo di lavorazione continua di livello superiore per la lavorazione di pale in Inconel 718 mediante lavorazione a 5 assi .
Sfida del cliente
Il problema riscontrato dal cliente riguardava una grave criticità in termini di qualità ed efficienza nella lavorazione delle pale delle turbine in Inconel 718. L'attuale processo di lavorazione a 3+2 indici, utilizzato nella loro configurazione, presentava un superamento della linea di riferimento di 0,03 mm nella zona di raccordo, a seconda della configurazione della macchina. Ciò aveva un grave impatto sulla durata a fatica del componente, che risultava inferiore ai limiti specificati. Inoltre, il processo inefficiente richiedeva più di 6 ore per la produzione di un singolo componente.
Soluzione di produzione LS
Nella nostra applicazione, abbiamo scelto di lavorare completamente la superficie del profilo alare in un'unica fase utilizzando la lavorazione simultanea continua a 5 assi per evitare linee di giunzione. Nelle operazioni di tornitura su leghe di nichel , abbiamo impiegato la fresatura trocoidale e ottimizzato i parametri di processo per massimizzare la velocità di taglio di 90 m/min e la profondità di taglio di 0,2 mm al fine di ottenere i migliori risultati. In questa applicazione, abbiamo scelto di essere aggressivi e completamente controllati nella lavorazione per sfruttare appieno l'Inconel 718 eliminando completamente qualsiasi problema di qualità legato alla lavorazione e ai costi degli utensili.
Risultati e valore
L'ottimizzazione del processo ha determinato un cambio di paradigma nei risultati. La precisione delle lame finali è aumentata fino a raggiungere l'ordine di 0,015 mm , mentre la finitura superficiale ha ottenuto un valore Ra di 0,4 micron . Le linee di riferimento sulla finitura superficiale sono scomparse. Il tempo del ciclo di lavorazione si è ridotto di oltre il 58% , arrivando a sole 2,5 ore per pezzo . Aggiungendo a ciò il triplicamento della durata degli utensili, risultato dell'ottimizzazione del processo, il risparmio annuale di oltre 2 milioni di RMB ha portato a una rapida accelerazione del processo di crescita del cliente.
In questo caso di studio , è emerso che le competenze applicate in LS Manufacturing sono state utilizzate per superare determinate situazioni impegnative. Andando oltre il semplice adempimento degli obblighi, e ottimizzando la lavorazione continua a 5 assi , siamo riusciti a consolidare la nostra posizione rispetto alle complesse attività di produzione nel settore aerospaziale.
Esplora i limiti della produzione di precisione a 5 assi , ricevi una valutazione tecnica personalizzata e intraprendi un percorso verso una trasformazione efficiente della produzione.

Come massimizzare il valore degli investimenti a 5 assi attraverso l'innovazione dei processi?
Il semplice acquisto di un centro di lavoro a 5 assi non garantisce un ritorno sull'investimento; il suo elevato potenziale è spesso sottoutilizzato. La sfida principale consiste nel trasformare questo hardware avanzato in una produzione prevedibile e di alto valore. Questo documento illustra una metodologia incentrata sull'innovazione di processo per massimizzare il valore dell'investimento , elevando sistematicamente l'utilizzo della tecnologia delle macchine da livelli medi a oltre il 75% .
- Ottimizzazione della velocità di asportazione del materiale (MRR) tramite percorsi utensile avanzati: Attualmente, utilizziamo tecnologie di produzione assistita da computer all'avanguardia per i processi di fresatura trocoidale e a pelatura. Questa tecnologia garantisce il mantenimento di un carico di truciolo ottimale sull'utensile di taglio in ogni momento. Su un componente strutturale in alluminio, la velocità di asportazione del materiale di 35 cm³/min è stata ottimizzata di oltre il 40% nelle passate di sgrossatura.
- Implementazione della metrologia in-process a ciclo chiuso: per ridurre al minimo i tempi di inattività dovuti a impostazione e ispezione, integriamo sonde di contatto e strumenti laser sulla macchina. Ciò consente l'allineamento automatico del pezzo, la regolazione degli utensili e la verifica delle caratteristiche durante il processo. Il sistema applica offset in tempo reale, trasformando il tempo di ispezione in tempo di taglio produttivo e garantendo la correttezza del primo pezzo, un fattore chiave per l'utilizzo della tecnologia .
- Standardizzazione delle conoscenze per un'efficienza ripetibile: integriamo processi ottimizzati per famiglie di componenti, inclusi dispositivi di fissaggio, utensili e parametri collaudati, in istruzioni di lavoro digitali. Questa innovazione di processo riduce drasticamente i tempi di programmazione e configurazione per gli ordini ripetuti. Consente agli operatori meno esperti di eseguire lavori complessi in modo efficiente, migliorando notevolmente l'efficienza complessiva delle apparecchiature (OEE) e proteggendo il valore dell'investimento.
Questa metodologia fornisce un modello per trasformare il potenziale della lavorazione a 5 assi in profitto. L'intuizione competitiva risiede nell'integrazione di percorsi utensile avanzati, controllo in-process e standardizzazione delle conoscenze: un sistema collaudato per migliorare l'utilizzo della tecnologia e garantire un rapido e difendibile ritorno su un importante investimento di capitale.
FAQ
1. Quali sono alcuni dei componenti che possono essere lavorati con la tecnica 3+2?
Componenti poliedrici o cavi, basi per stampi e componenti a forma di scatola. La precisione è di ±0,01 mm , la finitura superficiale è Ra1,6μm .
2. Quali sono i requisiti relativi alla programmazione CAM nella lavorazione continua a 5 assi?
Richiede la funzione RTCP, algoritmi di prevenzione delle collisioni e l'ottimizzazione del percorso utensile. Il tempo di programmazione aumenta del 40% rispetto alla modalità 3+2 , ma l'efficienza di lavorazione aumenta di 3 volte .
3. Qual è il periodo tipico di ritorno sull'investimento per le apparecchiature a 5 assi?
A seconda della complessità dei componenti, i tempi di realizzazione sono generalmente compresi tra 12 e 24 mesi. Per componenti con superfici curve complesse, l'investimento può essere recuperato entro 18 mesi grazie ai vantaggi in termini di efficienza. È possibile ottenere un preventivo immediato in base alla geometria specifica dei componenti per accelerare la valutazione del progetto.
4. Come si determina se un'azienda deve sostituire le sue macchine a 2 assi con macchine a 5 assi?
Nei casi in cui la complessità delle superfici curve supera il 30% del volume del prodotto o quando si lavora su una macchina a 3 assi , sono necessari più di 3 cicli di bloccaggio, pertanto è necessario un aggiornamento a un sistema a 5 assi.
5. Qual è considerato il principale fattore di errore nella lavorazione a 5 assi?
Dilatazione termica del mandrino ed errori angolari. La calibrazione laser è necessaria ogni 500 ore per mantenere l'errore complessivo entro 0,015 mm .
6. È possibile ottenere lo stesso livello di finitura superficiale con la lavorazione 3+2 assi rispetto alla lavorazione continua a 5 assi?
Nelle caratteristiche planari si ottiene un valore di Ra pari a 0,8 μm , ma nelle superfici a forma libera, in corrispondenza delle intersezioni, sono presenti segni di giunzione con un valore compreso tra 0,02 e 0,05 mm .
7. Come controllare le vibrazioni dell'utensile nella lavorazione a 5 assi?
Il portautensili idraulico di qualità di bilanciamento G2.5 e con rapporto velocità-avanzamento ottimale è in grado di controllare le vibrazioni entro 5 μm .
8. Che tipo di formazione sarebbe necessaria per i nuovi operatori che lavoreranno sulle macchine a 5 assi?
Il tirocinante deve comprendere i principi di RTCP, sicurezza anticollisione e compensazione della precisione attraverso un periodo di formazione pratica della durata di 2-3 mesi .
Riepilogo
La selezione e l'ottimizzazione scientifica tramite la tecnologia di lavorazione a 5 assi consentono di raggiungere la massima efficienza e qualità nella produzione di componenti complessi per le aziende. LS Manufacturing è un esempio di azienda dotata di un sistema tecnico completo e di una solida esperienza nel settore, in grado di fornire ai propri clienti soluzioni produttive all'avanguardia.
Per soluzioni di lavorazione a 5 assi personalizzate o per ulteriori valutazioni di processo, non esitate a contattare il team di supporto tecnico di LS Manufacturing. Possiamo analizzare la geometria del vostro pezzo per elaborare una proposta tecnico-commerciale che vi offra un supporto personalizzato, dalla fattibilità del processo fino alla sua validazione finale.
Sfrutta subito tutto il potenziale della lavorazione di contorni complessi. Clicca per ottenere la tua soluzione personalizzata di lavorazione simultanea a 5 assi.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D, stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


