
5-axis CNC machining tolerances can cause a costly problem for engineers in that if tolerances are made too tight, for instance, 0.01mm, then it is unnecessary; if tolerances are made too loose, then it can cause assembly failure. However, the large difference in ability between different suppliers to actually deliver on the same call-out on the drawing is where the key unquantified problem resides.
The solution is to stop thinking in terms of static drawings and start thinking in terms of dynamic systems. We propose, based on ten years of data, the following decision system for engineers to effectively turn their functional requirements into economical tolerances, pinpoint non-critical tolerances for cost reduction, and provide a 6-point audit for supplier ability.

5-Axis CNC Machining Tolerances: Critical Insights
| Factor | Practical Implication |
| Kinematic Complexity | The 5-axis CNC machining motion has compounded geometric inaccuracy because of the rotation of all the moving axes. |
| Toolpath & Programming Fidelity | The programming strategy employed in the CAM software has a significant impact on the finish of the part. |
| Thermal & Dynamic Stability | The heat generated by the motors can lead to deflection of the machine frame, causing inaccuracy. |
| Fixturing & Workholding | The fixturing may not be rigid enough to hold the part in position because of the multidirectional motion of the cutting tool, causing the part to move. |
| Our Calibration & Control Protocol | We incorporate volumetric inaccuracy compensation at regular intervals using a laser tracker in a temperature-controlled environment to compensate for the inaccuracy of the machine. |
| Process-Driven CAM Strategy | Our code is designed to maintain a constant tool path, tool orientation to prevent singularity, and constant tool engagement to maintain constant forces. |
| In-Process Verification | We utilize on-machine probing and tool setting to establish datums to compensate for tool wear or workpiece deviation. |
| Result: Predictable Precision | Accomplishes complex 3D form tolerances such as a profile of a surface to ±0.025mm and surface finishes on complex parts. |
| Result: First-Part Success | Reduces scrap and trial cuts by simulating and compensating for potential errors before they happen on a physical part, eliminating costly delays and waste. |
We solve the fundamental problem of maintaining precise and predictable tolerances on complex 5-axis parts. Our methodical solution attacks the problem of error at its core: machine calibration, intelligent tool path programming, and in-process verification. The result is that your complex parts will be made right the first time, every time, with precise dimensions and finish.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
The art of working within 5-axis CNC machining tolerances is steeped in theory, but the key to success remains in its execution. A tolerance in our shop is not just a number on a drawing—it’s the dynamic process of the machine’s capabilities, part temperature, and the ingenuity of tool path programming as it meets the test of working in hard materials. We do not just ‘know’ the tolerance specification; we live by the level of accuracy required for aerospace manifold parts and medical device cases where failure is not an option. We have learned from every project.
We have taken the understanding of the specification, as directed by the recommendations of ASTM International for standardized test methods, and boiled it down to the execution of the steps required to address the task at hand. We have learned when to adapt and change strategies for machining Inconel versus aluminum, when a tolerance of ±0.05mm is safely within reach versus the riskier ±0.02mm, and how to effectively create a CNC program to mitigate the risks of accumulated error. This guide has been developed from the hard-won truths regarding specification by function, not just the blueprints.
Now, let's move from theory to hard results. We'll give you the specific, proven methodologies, such as designing to the Aluminium Association (AAC) alloy designation system or a supplier capability audit that we use every day to ensure that the part fits, functions, and is delivered within budget. The information provided is your "how-to" guide to success, based on real-world application, not just theory.
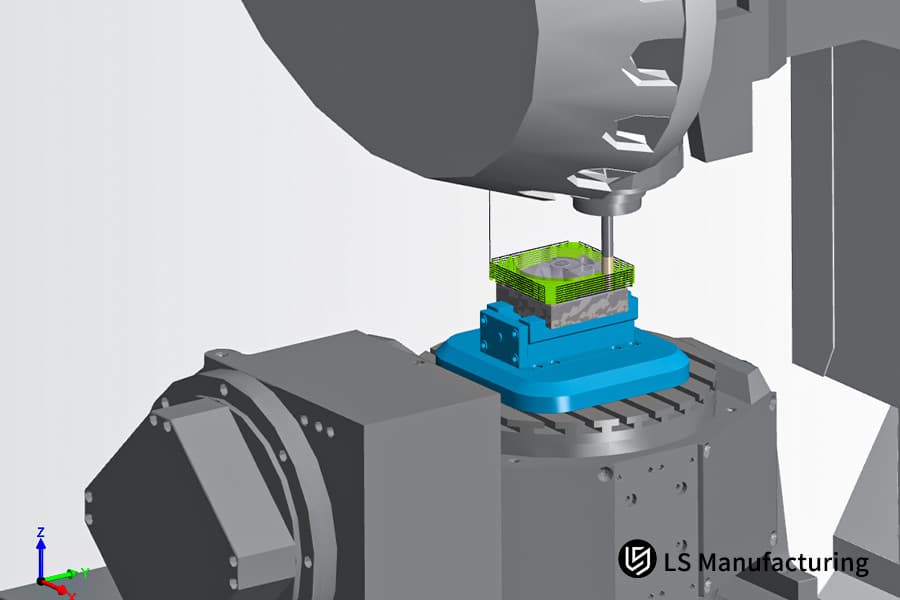
Figure 1: Specifying tight tolerance parameters for complex alloy parts in aerospace and medical device fabrication.
What Is The Relationship Between 5-Axis Machine Tool Accuracy And Achievable Part Tolerances?
The actual relationship of the nominal 5-axis machine tool's accuracy to the 5-axis CNC machining tolerances that can be achieved is important to understand. The nominal accuracy of the 5-axis machine, as provided by the manufacturer, is the first piece of the puzzle, but it does not address the dynamic in accuracies that can be experienced in the 5-axis CNC machining process. This analysis calculates the expected delta between the "book" theory and the "reality" of the 5-axis CNC machining world to aid in the definition of the precision 5-axis tolerances that can be achieved in a cost-effective manner.
| Theme | Key Data Point / Realization |
| Base Machine Metric | Nominal positioning accuracy, e.g., ±0.008mm, is determined in ideal circumstances of a single axis of motion. |
| Critical Stability Metric | Although repeatability is a measure of consistency, it does not consider the impact of other factors such as the process. |
| Typical Outcome Gap | Tolerances in a stable process tend to be 3 to 6 times larger than the base positioning accuracy specification. |
| Common Capability Range | For a typical 5-axis machine, the capability to deliver consistent tolerances of ±0.025mm to ±0.05mm (IT8-9) applies to aluminum workpieces. |
| High-Precision Requirement | Tolerances tighter than ±0.01mm (IT6-7) demand ultra-precision machine tools. |
| Supplier Capability Insight | Only a small fraction of precision-grade 5-axis machines, less than 30%, can deliver IT7 tolerance levels in a batch process. |
This means that it can only indicate its potential but not its ability to perform during production. The limiting factor for precision 5-axis tolerances is the system error stack for dynamic applications. The data-driven method has a critical role to play in ensuring that the design process is efficient enough to meet the functionality of the parts with the supplier’s validated machine tool capability. This ensures that the cost-effective specifications are scientifically formulated.

How To Scientifically Formulate A Hierarchical Tolerance Strategy Based On The Functional Requirements Of Parts?
The uniformly tight tolerances are one of the major reasons that have resulted in additional costs during the production of parts using 5-axis CNC machining. The scientific process of formulating a strategy for formulating the requirements for tolerances is critical since it eliminates guesswork during the process. The major value added by this process is that it ensures a scientific process is used to classify the requirements. The process can be carried out in the following manner.
Identify Non-Negotiable Functional Interfaces
The first step is to perform a critical functional analysis, which involves determining the small number of factors that are critical to the part's functionality. An example of this is the identification of the wing attachment bore IT7 tolerance, which is critical in the functionality of the part, i.e., the 5-axis machined aerospace bracket. This is what functional dimensioning is all about—very stringent engineering tolerance standards such as the ISO 2768-m standard, but only where necessary.
Design for Manufacturing and Control
At the second level, there are features that are important for control but not for functionality, such as datums for fixturing. We utilize tolerances for IT8/9, which is vital in the manufacturing process without the additional cost of ultra-tight tolerances. This is vital in the 5-axis milling operation because any looseness in a non-critical surface feature can mean lower costs.
Liberate All Non-Critical Features
All other characteristics are defined as non-critical. This includes aesthetic surfaces, clearance pockets, and non-functional bosses, where the component can be safely specified to the ISO 2768c or IT10-11 levels. The effectiveness of this approach on how to specify CNC tolerances resulted in a reduction in controlled component features from 12 to 5, a saving in total cost of 22% while still achieving performance targets, as documented in a case study.
This framework provides a methodology on how to specify CNC tolerances, and we deliver on this by executing the functional analysis to determine what is critical, select the engineering tolerance standards, and validate the system by stack-up analysis. This is the engineering that brings a design to life, turning it into a product that is both manufacturable and cost-effective, particularly in complex 5-axis machined components.
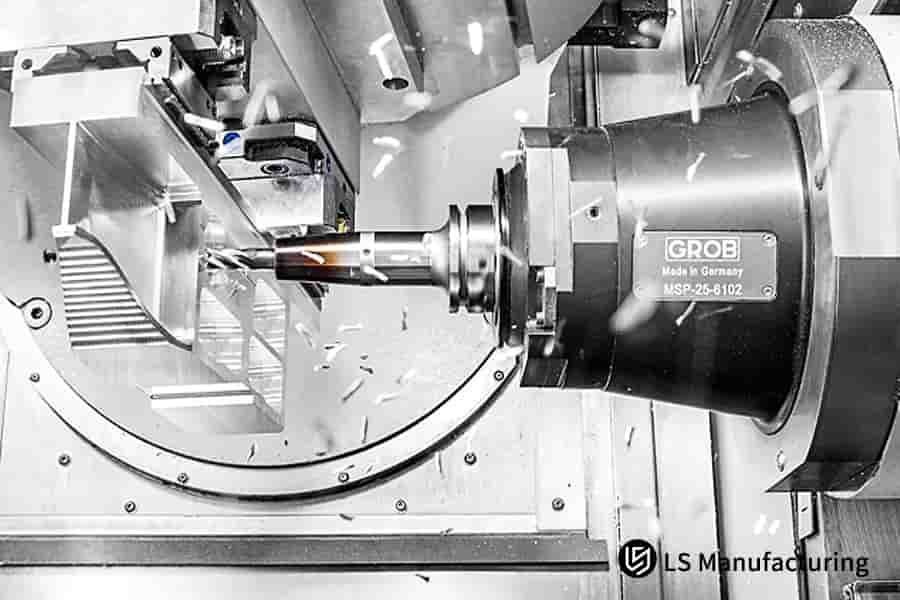
Figure 2: Demonstrating tight-tolerance 5-axis CNC machining on metal alloy for advanced manufacturing services.
How Do Different Material Properties Affect Tolerance Setting And Achievement In 5-Axis Machining?
In high precision 5-axis CNC machining, material properties are a key, live variable in attaining defined CNC machining tolerances. This document presents a data-driven framework for analyzing material impact on tolerances, which can be used to attain predictable results and reduce rework. This document is a fundamental CNC machining tolerance guide for engineers in critical industries.
| Material | Key Property & Machining Challenge | Tolerance & Process Implication |
| Aluminum Alloy | Thermal conductivity high, rigidity low; chatter and distortion can occur on thin walls. | When machining a 300mm thin wall part, flatness tolerance must be adjusted by ~30% compared to steel to compensate for elastic deformation. |
| Stainless Steel | Significant work hardening; surfaces can spring after machining. | Requires empirical dimensional pre-compensation during final machining to compensate for elastic recovery after machining. |
| High-Performance Plastic (e.g., PEEK) | Hygroscopic expansion; dimension changes occur in relation to moisture absorption. | Post-machining conditioning requires that allowances for dimensional shift be included in the tolerance stack. |
This data-centric methodology is critical to moving theoretical precision into a certifiable and guaranteed first-pass solution on 5-axis CNC machining centers. We utilize an internal process model to identify potential issues related to fit, form, and function during design, including compensation values to ensure a first-pass solution. This level of technical sophistication, critical to precision 5-axis machining, delivers a definitive competitive advantage in high-value applications where predictability is critical.

Figure 3: Specifying tight tolerances during active 5-axis machining of a metal workpiece for aerospace and medical device fabrication.
LS Manufacturing Medical Device Industry: Surgical Robot Flexible Arm Housing Tolerance Optimization Project
This is an LS Manufacturing medical robotics case on how systematic tolerance optimization helped solve a critical manufacturing impasse. Faced with an unmanufacturable surgical robot arm housing, we used a rigorous design for manufacturing analysis. This change from mere specification compliance to functional assurance is an example of our engineering-led manufacturing philosophy.
Client Challenge
The flexible arm housing of the surgical robot, made of aluminum 6061-T6, has uniform tolerances of ±0.03mm on all the internal surfaces of the flexible arm housing. This resulted in costly supplier prices as well as failed first article prototypes, as the machining resulted in distortion of the parts. The project was in a state of stagnation, having encountered both technical as well as financial roadblocks simultaneously, thus posing a challenge to the progress of the project as well as the development schedule of the project.
LS Manufacturing Solution
Our data-driven solution strategy began by conducting a 3DCS Monte Carlo simulation to perform tolerance analysis, where it was determined that the reduction of non-critical rib tolerances to ±0.1mm has a negligible impact on system performance, as it is less than 0.008mm in value. The part has also been designed as a welded part for final precision 5-axis milling, which is a strategic programming change to eliminate locked-in stresses that caused the failures.
Results and Value
The implemented tolerance optimization process achieved 100% acceptability for the first article that meets all the specified functionality. Additionally, unit costs reduced by 35%. This is a highly efficient solution that has rejuvenated a stalled prototype design into a manufacturable and functional component that is allowing the client’s primary project to proceed on time.
The above case study is a demonstration of our ability to address critical engineering problems using our analytical design for manufacturing and advanced 5-axis milling. Our organization provides a key differentiator for our clients in highly competitive fields such as medical robotics by de-risking innovation to make high-risk designs into cost-effective components.
Struggling to balance tight tolerances with manufacturability and cost? Let our engineering analysis deliver an optimal solution.

How To Interpret A Supplier's Tolerance Capability Report To Assess Its True Level?
In order to properly assess a manufacturer's real precision, it is important to look beyond general claims and review verifiable data from the process itself. This is especially important in a tight tolerance 5-axis machining situation, where precision is a key component in the functionality and assembly of a part. In order to conduct a legitimate supplier capability assessment, the following is a general guide to key components to review in a legitimate SPC report to assess real-world performance:
Scrutinize Data Origin and Statistical Significance
In order to properly assess a manufacturer's ability, it is important to review real data from the manufacturing process, especially from the actual process itself, or from the actual run.
- Evidence Required: X-bar R control charts on 30-50 pieces.
- Key Metric: Cpk ≥ 1.33 (Good) or ≥ 1.67 (Excellent) for key dimensions, indicating a stable and centered process for a reliable 5-axis CNC machining center.
Validate the Measurement System's Integrity
The level of precision and reliability of the data presented is only as good as the tools and methods used.
- Evidence Required: Documentation that a Measurement System Analysis (MSA) has been performed on inspection equipment such as a CMM.
- Key Metric: GR&R must be <10% to ensure that noise in measurements is negligible and data presented is representative and accurate, a key component of any valid supplier capability assessment.
Audit Stated Environmental Test Conditions
Accurate capability can only be achieved under precise and controlled conditions that mimic your own environment.
- Evidence Required: Documentation of ambient temperature and stabilization prior to test.
- Rationale: The importance of controlling critical thermal factors in precision 5-axis machining is critical to assure that the ability to perform tight tolerance 5-axis machining is achievable in your own environment.
Our process capability report delivers on the promise of providing such transparency by bringing SPC, MSA, and Condition Logs together into one easy-to-understand decision-making tool that allows our clients to make procurement decisions not on promises, but on statistics. We eliminate the risk of working with a supplier by providing undeniable, data-driven evidence of the stability of our process, ensuring that every complex 5-axis part can be manufactured to the precision level that you demand.
What Specific Processes And Environmental Safeguards Are Required To Achieve Ultra-High Tolerances (Within ±0.01mm)?
The ability to achieve tolerances to within a range of ±0.01mm is far beyond what can be achieved with any form of machining, and it requires a complete system to account for the cumulative effect of all mechanisms that introduce error into the process. The following document is an outline of a tested methodology that uses the absolute most stringent level of environmental control, real-time metrology, and application-specific design to meet the unique requirements necessary for 5-axis ultra precision machining.
Conquering Thermal Distortion through Active Environmental Management
A temperature of 20°C, or ±0.5°C, is maintained in a vault dedicated to environment control, and temperature stabilization of all stock materials has to be performed before the commencement of precision machining services. Additionally, the machine tools have to be calibrated in-situ using laser interferometry to account for the thermal growth of the machine tool, thereby providing a geometrically stable environment for ultra-high precision machining.
Implementing Real-Time, Closed-Loop Measurement and Compensation
A paradigm shift has to be achieved in the way ultra-precision machining services are performed. The machine tools have to be provided with high-precision laser or touch trigger probes to perform on-machine measurement. This will allow the machine to operate in a "machine-cut-measure-compensate" mode, where the features have to be measured immediately after cutting, and micro-offsets to the tool path have to be computed and compensated in real-time, countering the errors caused by tool wear and thermal drift, which becomes essential for finishing complex 5-axis toolpaths.
Employing Mono-Crystalline Tooling and Ultra-Low Stress Process Regimes
It is important at this level to ensure that the cutting process does not cause any form of distortion in the part being created. We have designed our machines to incorporate single-point diamond or CBN tooling with nanometer-edge acuity. The process has been designed to be ultra-low-stress by employing micron-depths of cut, optimized feed rates, and 5-axis contouring strategies to maintain constant tool-workpiece engagement. This ensures that the part reaches its final state without any plastic deformation or heat generation—effectively reaching its final stress-relieved state directly on the machine tool.
This is so because this methodology is not defined by what it can accomplish, but how it can accomplish it. The level of depth within our solution can be seen by how we've incorporated metrology within the system, as well as the methodologies used for environmental stability. This gives us the ability to position our solution as an empirically driven solution for deterministic results, as opposed to a generalized ultra-high precision machining solution that doesn't possess this level of systemic depth.

Figure 4: Specifying tight 5-axis CNC machining tolerances during active aluminum alloy machining to meet engineering tolerance standards.
How Can Tolerance Analysis Tools Be Used During The Design Phase To Prevent Assembly And Performance Problems?
Uncontrolled dimensional variation is one of the key reasons for assembly failure and performance degradation. By proactively applying tolerance stack-up analysis during digital design, theoretical performance is converted into reliable and manufacturable products. This approach is effectively used for solving complex variation problems before physical prototyping, thereby ensuring robust design for manufacturing tolerances for even the most complex assemblies:
Identifying and Modeling Critical Variation Sources
- Define Assembly Intent & Critical Characteristics: Identify the critical characteristics of the assembly.
- Map the Variation Path: Model all part, joint, and datum features that affect the final stack-up.
- Classify Tolerance Types: Apply appropriate dimensional, geometric dimensioning and tolerancing, and process tolerances.
Executing Predictive Analysis with Advanced Tools
- Leverage Specialized Software: Leverage 3DCS/CETOL for Monte Carlo Simulation, which can exceed the worst-case limits of human analysis.
- Quantify Probability of Failure: Statistically predict probability of nonconformance in the production process.
- Pinpoint Sensitivity Drivers: Identify the impact of individual tolerances to the overall variation, a necessity for 5-axis machined parts.
Implementing Data-Driven Design and Process Solutions
- Optimize Tolerance Allocation: Strategically allocate tolerance limits to manage cost and performance.
- Redesign for Robustness: Identify design alternatives such as slip planes or datum changes to decouple critical stacks.
- Specify In-Process Verification: Identify targeted inspection points to manage critical variations in 5-axis finishing.
This is a methodology that makes the management of tolerance an active and predictive science. Quantifying the effects of variations from an early stage allows for critical decision-making in terms of performance, manufacturability, and costs. Our depth is validated in solving problems that can be measured tangibly, such as eliminating a 0.12mm optical focal error before production and ensuring a successful first pass and foundation for reliable design for manufacturing tolerances and precision 5-axis machining applications.
Why Choose LS Manufacturing To Ensure Your Tolerance Requirements Are Best Matched With Your Project Budget?
The fundamental challenge in precision manufacturing is not just to meet a specification but to match a specification to a project's economics. Why choose LS Manufacturing? We solve this challenge in precision manufacturing by integrating a cost-driven engineering partnership into our process. Our value engineering process systematically optimizes designs and processes to deliver cost-effective precision, transforming rigid requirements into balanced, manufacturable solutions:
Early Design Intervention for Cost-Attribute Trade-offs
Our value engineers assist in the concept phase to perform manufacturability reviews as well as cost reviews. This is where we analyze your tolerances, materials, and geometry to identify areas where cost drivers can be reduced, such as an overly tight flatness tolerance callout on a large housing part. We can then offer alternative solutions that can reduce costs, such as specifying a 5-axis CNC machining operation vs. a multi-setup 3-axis operation for a complex contour part.
Transprecision Tiering and Marginal Cost Clarification
We offer tiered solutions to you, including Standard, Precision, as well as Ultra Precision, in addition to transparent pricing. This enables the quantification of the marginal cost of accuracy as well as 5-axis finishing. This helped one of our clients make an informed decision regarding one of their parts, where a tolerance relaxation of a non-critical bore from IT6 to IT7 resulted in a 18% savings in machining time without sacrificing performance—cost-effective precision.
Holistic Process and Technology Selection
The selection criterion is not just the cost of the machines. We model the whole process. We justified the use of our machines for the production of the components that required an actual position tolerance of 0.05mm on the different angled features of the components by using our 5-axis mill-turn centers. This eliminated the need for the components to go through secondary operations such as fixture work and EDM, reducing the handling of the components by 30 percent, thereby reducing the overall costs of the programs despite the increase in the initial rate.
Our authority is based on the data-driven approach that makes costs an engineered variable. We do not simply accept the prints. We analyze, model, and prescribe the most economically efficient way for you to reach your quality objectives. The detail of this—translating the specifications into an actionable optimized manufacturing plan—is the essence of the engineering partnership. This is why our clients choose LS Manufacturing for the solution that is not only technically correct but also economically astute, ensuring that all projects are optimized for maximum value.
FAQs
1. What is the typical economical tolerance range for 5-axis machining?
For most materials like aluminum and steel, ±0.05mm (IT8-IT9 grade) is within the cost-effective and achievable range for standard 5-axis machine tools. Tighter tolerances mean much higher costs.
2. What are some common errors in tolerance annotation on drawings that should be avoided?
The common errors in annotation are annotating all the dimensions with the same tight tolerances, not realizing the significance of geometric tolerances such as parallelism and position, and ambiguous datum references. Following a function-first hierarchical annotation is recommended.
3. How to verify if a supplier truly has the capability to meet its promised tolerances?
The best way to verify if your suppliers have the capability to meet their promised tolerances is to ask them to produce a report using their Statistical Process Control (SPC) for their previous projects using similar materials and parts complexity. Another way is to ask your suppliers to produce first-piece parts and to inspect all dimensional tolerances. Equally important is to audit their measurement equipment and environment.
4. Are there differences in tolerance control capabilities between small-batch prototyping and mass production?
Usually, for mass production, higher process stability and consistency are required, which translates into higher and more stable tolerance CPK values. The prototyping phase is more focused on first-time capability. A good supplier should offer reliable assurance for both operating modes.
5. If tolerance issues are found during part assembly, how are they usually resolved?
First, a root cause analysis must be done to determine if it is a part out of tolerance, a measurement error, or an assembly datum issue. Depending on this, possible solutions could be an alternative fitting, a change to the part (ECN), etc. Clear traceability data is essential to quickly resolving these issues.
6. Do you provide drawing interpretation and optimization services for GD&T (Geometric Dimensions and Tolerances) standards?
Yes. Our engineering team is well versed in ASME Y14.5 GD&T standards and can assist you in better understanding the annotations on the drawings to optimize the design intent, manufacturability, and reduce the chances of misinterpretation in the global supply chain.
7. Besides machining, how do subsequent processes such as heat treatment affect the final tolerance?
Heat treatment, such as quenching, can cause unpredictable deformation, which is one of the biggest challenges in tolerance control. It is essential to ensure that there are proper machining allowances during the design phase, and deformation control processes such as vacuum heat treatment and pressure quenching are used during the subsequent processes.
8. How do I begin to obtain an accurate quote for my project based on reasonable tolerances?
You can share your 2D drawings along with 3D models and complete tolerance annotations. Our process engineers will assist in a manufacturability analysis to offer a detailed quote. To get started, you can get an instant quote online, and our 5-axis tolerance experts will review your design requirements.
Summary
Mastering the art of tolerances in 5-axis machining means finding a precise balance between design ideals and manufacturing realities. It requires not only understanding standards and numbers but also insight into the process logic, cost drivers, and risk points behind those numbers. By partnering with a company like LS Manufacturing, which possesses deep process knowledge, data analysis capabilities, and business transparency, you can transform tolerances from a technical challenge into a strategic tool for improving product performance, controlling project costs, and accelerating time-to-market.
Please submit your part drawings and performance requirements to us immediately. Our 5-axis tolerance experts will provide you with a free "Tolerance Manufacturability Analysis and Cost Optimization Recommendation Report" within 48 hours, using data to lay a solid and reliable foundation for your precision manufacturing project.
Navigate the precision-cost equation with expert guidance to set optimal, manufacturable tolerances for your 5-axis projects.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


