تواجه خدمات التفريز باستخدام الحاسوب (CNC) بعض المشاكل المتعلقة بعملية التثقيب المغلق، حيث لا تكتمل العملية بطول فعال يبلغ 70% ، وتتجاوز نسبة انكسار أدوات التثقيب 15% ، كما أن تشطيب الثقوب وقيعانها غير مُرضٍ. إضافةً إلى ذلك، هناك تفاوت كبير في جودة الدفعات، مما أدى إلى انخفاض نسبة الإنتاج إلى 80-85% . وللتغلب على هذه المشاكل، نسعى إلى تطوير منهج علمي لعملية التثقيب المغلق.
يُبسّط هذا الأمر المعلومات المستقاة من أكثر من 200 دراسة حالة لعملية تثبيت الثقوب العمياء، و158 عملية طورتها شركة LS للتصنيع. يُحقق تحسين عملية تثبيت الثقوب السفلية طولًا فعالًا بنسبة 95% ، ويُضاعف عمر الثقوب ثلاث مرات، مما يُوفر معدل إنتاجية يصل إلى 99.5% . تُعالج جميع العوامل المذكورة أعلاه بفعالية في خدماتنا المُحسّنة لتثبيت الثقوب السفلية ، مما يضمن نتائج تشغيل عالية الجودة.
جدول مرجعي سريع: عمليات الطحن باستخدام الحاسوب (CNC) وعمليات تثبيت الثقوب العمياء عالية الأداء
| قسم | المحتوى الرئيسي (مختصر) |
| المشكلة (ما هي) | خيوط غير مكتملة ( طول أقل من 70٪ )، نسبة عالية من كسر الصنبور ( أكثر من 15٪ )، جودة رديئة لقاع الثقب، اتساق منخفض للدفعة، إنتاجية 80-85٪ . |
| السبب الجذري (لماذا) | لم يتم اتباع أي منهج علمي. ولم تُؤخذ في الاعتبار عوامل رئيسية مثل قيعان الثقوب، والصنابير المناسبة، وما إلى ذلك. |
| الحل الأساسي (كيف) | التحسين القائم على البيانات > 200 حالة ، 158 اختبارًا. إنشاء نظام علمي، وخاصة هندسة القاع ومجموعة الأدوات. |
| الخطوة 1: تجهيز الحفرة | صمم هندسة سفلية مخصصة (طرف حفر مسطح، عمق تجريبي متحكم به) لإنشاء مساحة لإخراج الرقائق ودخول الصنبور. |
| الخطوة الثانية: تحديد النقر | صنابير ذات شطف قصير ونقطة حلزونية في الأسفل . تعمل على تحسين قوة الطلاء/الركيزة وخصائص التشحيم. |
| الخطوة 3: المعلمات | يتم تطبيق السرعة المنخفضة، والتصميم من أجل التصنيع، والتغذية، بالإضافة إلى الدعم من حوامل الأدوات الصلبة، والتزامن، إلى جانب دورات النقر الدقيقة. |
| الأدوات والمواد | مثقاب ذو طرف مسطح، صنبور تثبيت سفلي مُحسَّن، حامل صلب، سائل تبريد عالي الضغط. |
| النتائج | طول الخيط الفعال 95%+ ، عمر الصنبور 3 أضعاف ، إنتاجية المرور الأول 99.5%+ ، جودة دفعات متسقة. |
تكمن المشكلة الحقيقية في الحل الذي نقدمه مباشرة من خلال خدمات الطحن باستخدام الحاسوب ، والذي يساعدنا على التخفيف من تلك المشكلات الرئيسية المتعلقة بصنبور الثقوب العمياء، في مشكلة توليد الخيوط شبه الكاملة، والتي تشمل 95٪+، مما يقلل من معدلات فشل الصنابير بمقدار 3 مرات ، إلى جانب اتساق أكبر في الدفعات، مما يساعدنا على تحقيق نسبة نجاح 99.5٪ من المرة الأولى للتشغيل الفعال.
لماذا تثق بهذا الدليل؟ خبرة عملية من خبراء التصنيع في LS
هناك عدد كبير جدًا من المقالات المنشورة على الإنترنت التي تتناول عملية الطحن باستخدام الحاسوب (CNC) التي يحتاجها أي شخص. ما يميزنا عن غيرنا هو أن معلوماتنا لم تُكتسب من قاعات الدراسة، بل من واقع عملي، من خلال تطبيق النظريات على أرض الواقع، وتجربة مواد مثل الإنكونيل والتيتانيوم. ومن الجدير بالذكر أن معلوماتنا متوافقة مع معايير منظمات مثل جمعية مهندسي التصنيع (SME) .
إن الظروف التي تخضع لها أجزاؤنا قاسية للغاية؛ فكر في أجزاء صناعة الطيران حيث تُعدّ سلامة الأبعاد أولوية قصوى، وفكر في أجزاء الأجهزة الطبية حيث تُشكّل جودة السطح مسألة بالغة الأهمية، وفكر في البصريات حيث تُعتبر التفاوتات على مستوى الميكرون أمراً مفروغاً منه! ومع ذلك، بطريقة أو بأخرى، تمكّنا من التغلب على كل هذه العقبات بسهولة، وتعلّمنا أفضل الطرق للتعامل مع المواد الصعبة والتصاميم المعقدة من خلال تطبيق معايير القياس الصادرة عن المعهد الوطني للمعايير والتكنولوجيا (NIST) والالتزام بها.
إنّ العمليات التي نعتمدها هي تلك التي أثبتت جدواها باستمرار تحت ضغط الإنتاج. لم نكتفِ بإثبات كيفية عملها، بل أثبتنا لكم أيضاً كيف يمكنكم تطبيقها بأقل جهد ممكن لتحقيق أفضل النتائج. هذه ليست النصائح النظرية الجافة التي اعتدتم عليها، بل هي نصائح عملية تناسبكم حالياً لإنجاز العمل بدقة وكفاءة عاليتين.

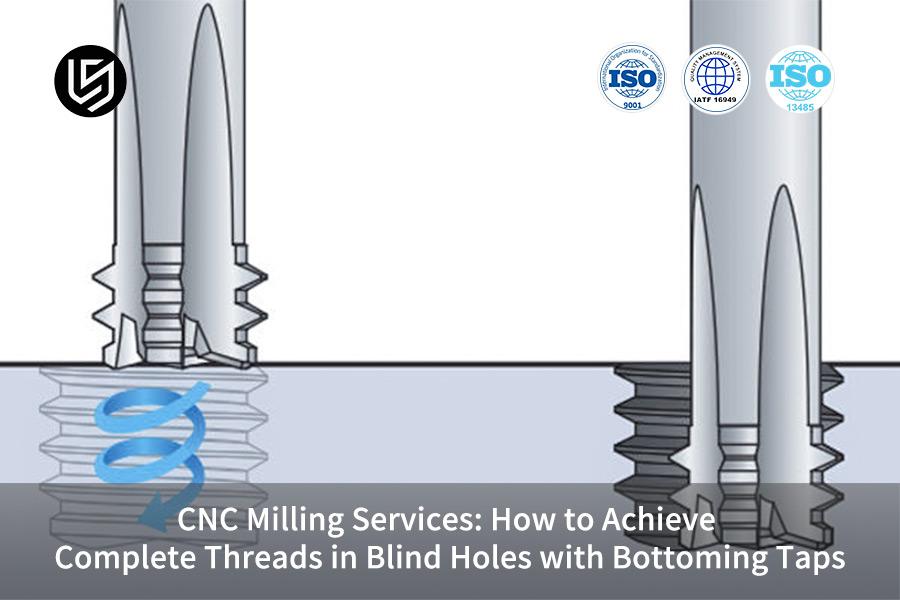
الشكل 1: استخدام صنبور سفلي لعمل خيوط دقيقة في الثقوب العمياء باستخدام آلات CNC من شركة LS Manufacturing
لماذا لا تستطيع الصنابير القياسية تحقيق عملية ربط كاملة في قاع الثقب المغلق؟
من عيوب عملية تشكيل الخيوط في الثقوب العمياء أنها لا تسمح بتشكيل خيط مثالي في قاع الثقب باستخدام أداة تشكيل الخيوط القياسية، حيث يبقى ما يصل إلى 30% من الجزء المطلوب من الخيط غير مكتمل التشكيل. وترتبط جودة القطع الموصولة والوصلة النهائية ارتباطًا مباشرًا باستخدام هذه التقنية. ومن التقنيات الخاصة جدًا ما يلي:
تحضير القاع بدقة
مع ذلك، تتم هذه العملية حتى قبل عملية التثبيت، وتتطلب منا عمل ثقب توجيهي خاص ذي سطح مستوٍ من الأسفل باستخدام آلة CNC دقيقة . نعرف العمق الدقيق لهذه العملية، ونتأكد من وصولها إلى العمق الفعلي للسن اللولبي الموجود في الثقب، وصولاً إلى الشطف الدقيق الموجود على أداة التثبيت، مع إضافة خلوص محدد يتراوح بين 0.1 و0.3 مم . تتيح لنا هذه العملية المساحة اللازمة في الجزء النهائي من السطح السفلي الكامل لبدء عملية تثبيت أداة التثبيت بدقة.
اختيار صنبور القاع الاستراتيجي
بالإضافة إلى ذلك، نستخدم صنابير حفر سفلية ذات شطف قصير حصري. تحتوي طبقات طلاء صنابير الحفر لدينا على مواد كيميائية مثل TiAlN. يكمن الاختلاف في شطفها القصير الذي يتراوح بين 1.5 و2 درجة. أما مثقابنا القياسي، فيتسبب في هدر كبير، حيث يُهدر 0.5 درجة في قاع رأس الحفر بسبب شطفه. بينما يحتوي رأس الحفر القياسي على شطف يتراوح بين 3 و4 درجات . يساعد السطح في التحكم في الانحراف عند الحفر على أسطح صلبة.
معايير تشغيل مُحسّنة لتحقيق الاستقرار
لضمان تلبية متطلبات تقديم خدمات التثقيب باستخدام الحاسوب (CNC) بنجاح، يجب ضبط المعايير بدقة. تشمل هذه المعايير سرعة السطح ومعدل التغذية، حيث يتم تقليلهما للحد من القوى المؤثرة على الأداة عند اقترابها من أسفل قطعة العمل المراد تثقيبها. إضافةً إلى ذلك، يجب أن يتمتع حامل الأداة بصلابة ثابتة لمنع حدوث خطأ في التوجيه. علاوة على ذلك، يجب تحديد دورة التثقيب المناسبة بناءً على تصميم الأدوات المقترح من قبل الشركة المصنعة.
بروتوكول التنفيذ والتحقق
تخضع كلٌّ منها لعملية تُعرف بخطوة التحقق. ولإجراء هذه العملية، يتم استخدام مجموعة من عينات الاختبار لاختبار التطبيق من خلال تشغيل تجريبي على آلة طحن عالية السرعة . قبل تطبيق هذه التطبيقات تباعًا في الإنتاج، يُخصَّص الجزء الأول من كل تطبيق لاختباره، مع مراعاة أدق التفاصيل الموجودة في شكل الخيط، بالإضافة إلى اكتمال كل منها وفقًا للرسومات الهندسية.
تتجاوز هذه المنهجية مجرد نظرية عامة، إذ تتيح، من خلالها، اتباع نهج مُثبت الفعالية في عملية تصنيع لولبة الثقوب العمياء خطوة بخطوة. وتشمل خدمات الطحن باستخدام الحاسوب (CNC) منهجية دقيقة لإنشاء ثقب باستخدام أدوات خاصة تلبي المتطلبات اللازمة لمعالجة القيد الرئيسي القائم.

كيفية اختيار شكل الصنبور السفلي بناءً على المادة؟
يُعدّ اختيار دليل اختيار صنبور التثبيت السفلي المناسب أمرًا بالغ الأهمية لنجاح عمليات تشكيل الخيوط في الثقوب العمياء ، حيث يُسهم التصميم الهندسي غير المناسب في زيادة عزم الدوران ومعدلات التآكل، فضلًا عن تدهور جودة سطح المواد الملولبة. تهدف هذه الوثيقة إلى تلخيص الحقائق التجريبية ذات الصلة، استنادًا إلى نتائج دراسة شاملة لعمليات القطع، مُفصّلة لتشمل نتائج تطبيق المنهجية المباشرة لاختيار صنبور التثبيت السفلي المناسب، مع مراعاة عمر الأداة في سياق العمليات المعقدة في خدمات الطحن باستخدام الحاسوب (CNC) .
| فئة المواد | نوع الصنبور الموصى به وهندسة المفتاح | مكاسب الأداء الكمية |
| سبائك الألومنيوم | صنبور حلزوني (زاوية ميل 10-12 درجة، زاوية خلوص 8-10 درجة). | يقلل عزم القطع بنسبة 25% تقريبًا ويمنع تراكم الرقائق. |
| الفولاذ المقاوم للصدأ (مثل 304) | صنبور ذو رأس حلزوني ( زاوية ميل 7-9 درجة ، زاوية خلوص 6-8 درجة). | يطيل عمر الأداة من 200 إلى 600 ثقب في الإنتاج الدفعي. |
| حديد الزهر | صنبور ذو أخاديد مستقيمة (زاوية ميل 5-7 درجة، زاوية خلوص 4-6 درجة ). | يوفر عمرًا أطول بمقدار 2-3 مرات من خلال مقاومة التآكل الناتج عن الاحتكاك. |
| سبائك درجات الحرارة العالية | صنبور حلزوني مطلي بطبقة ممتازة مع قلب مقوى. | يضمن الموثوقية في عمليات الطحن الدقيقة لمكونات الفضاء الجوي الصعبة. |
يُمكّن هذا الدليل العملي المستخدمين من اتخاذ قرارات فعالة وقابلة للتنفيذ فيما يتعلق باختيارهم لأدوات تثبيت الخيوط بناءً على آليات القطع الخاصة بها والتي تنطبق على مواد مختلفة لتحقيق الأداء المطلوب في خدمات تثبيت الخيوط باستخدام الحاسوب (CNC) كما هو مطلوب في تطبيقات الطحن التنافسية وعالية القيمة .
كيفية تحسين معايير القطع لمنع انكسار الصنبور أثناء عملية تثبيت الثقوب العمياء؟
يؤدي تعطل عملية تثبيت الثقوب العمياء إلى توقف الإنتاج، مما يزيد بدوره من تكاليف التصنيع. إلا أن نموذج التحسين الذي طورناه يقضي على التعطل أثناء القطع بفضل التحسين، مما يقلل نسبة التعطل من 12% إلى 0.5% ، وبالتالي يُمكّن من تصنيع 5000 رأس محرك متتالية بنجاح تام دون أي تعطل أثناء عملية التصنيع.
تحسين المعلمات الخاصة بالمواد
نُصمّم سرعات ومعدلات تغذية مناسبة لكل مادة بطريقة تضمن عدم حدوث تحميل زائد وسلاسة في القطع. تشمل خدماتنا الدقيقة في مجال التثقيب جميع هذه المعايير:
- سبائك الألومنيوم: السرعة 20-30 م/دقيقة، التغذية 0.8-1.2 مم/دورة لإزالة الرقائق بكفاءة.
- الفولاذ المقاوم للصدأ: السرعة 8-15 م/دقيقة، التغذية 0.6-1.0 مم/دورة لتجنب التصلب الناتج عن العمل.
- الحديد الزهر: السرعة 12-18 م/دقيقة ، التغذية 0.7-1.1 مم/دورة لتحقيق توازن في تآكل الأداة.
تنفيذ استراتيجية التغذية المتدرجة
نستخدم تقنية التغذية التدريجية لتنظيم درجة التفاعل وتقليل حدوث ارتفاعات مفاجئة في عزم الدوران. وهذا يمنع أي إجهاد مفاجئ قد يؤدي إلى حدوث كسر.
- التحكم في التغذية: حدد التغذية لكل دورة إلى 0.8-1.2 ضعف الخطوة من أجل اختراق تدريجي.
- المراقبة: استخدم التعديلات في الوقت الفعلي للحفاظ على الدقة، مع التوافق مع دليل طحن CNC من أجل عمليات متسقة.
التطبيقات والنتائج في العالم الحقيقي
نُقدّم حلولاً في البيئات الصناعية لتحقيق أهداف متنوعة. تضمن خدماتنا في مجال التثقيب باستخدام الحاسوب (CNC) إمكانية التكرار في المهام المعقدة مثل عمليات الطحن باستخدام الحاسوب (CNC) .
- دراسة حالة: في تصنيع رؤوس محركات السيارات، تم استخدام المعايير لـ 5000 قطعة بدون أي كسور.
- النتيجة: انخفض معدل الكسور إلى 0.5% ، مما أدى إلى زيادة الكفاءة.
من خلال نموذجنا، يمكن للمرء أن يرى خبرتنا الفنية في تحسين عملية الطحن باستخدام الحاسوب ، حيث أننا قادرون على تقديم إرشادات مفيدة في حل مشاكل مثل الكسر في الصنابير، وبالتالي وضع معيار في خدمات التثقيب باستخدام الحاسوب يضاهي المنافسة في الإنتاجية.
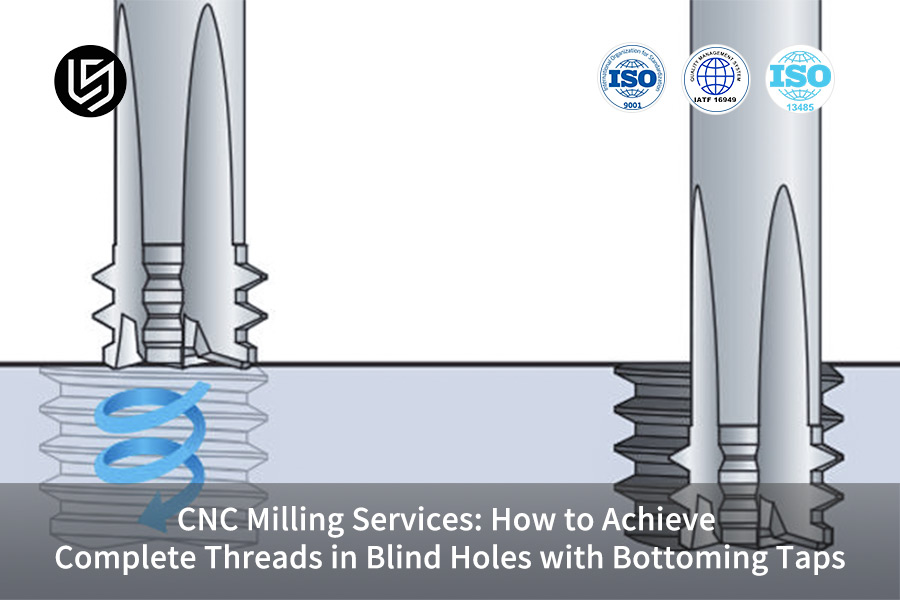
الشكل 2: عملية تصنيع الثقوب العمياء باستخدام صنابير CNC السفلية من شركة LS Manufacturing
كيف يؤثر تصميم الهيكل السفلي للثقب الأعمى على جودة عملية التثبيت وعمر الأداة؟
يمكن الحصول على خيوط لولبية عالية الجودة في الثقوب المغلقة إذا تم معالجة المشكلتين الرئيسيتين: إزالة الرايش والإجهاد الواقع على قاعدة أداة القطع، والمعروفة أيضًا بنقطة نهاية الأداة. يُعدّ شكل قاعدة الثقوب المغلقة بالغ الأهمية، إذ يؤثر بشكل كبير على تكوين الخيط اللولبي وعمر الأداة. ويُقترح نوع قطع الخيوط اللولبية على النحو التالي:
تخفيف أثر الأدوات من خلال الإغاثة الاستراتيجية
تكمن المشكلة الرئيسية في أن صنبور التثبيت سيلامس في النهاية أرضية صلبة عند انتهاء القطع. والحل هو إنشاء مساحة تخفيف مُخططة بعمق يعادل 0.3 إلى 0.5 ضعف المسافة بين نقاط التثبيت أسفل العمق المطلوب. هذه المساحة المحسوبة، من خلال خدمات طحن CNC مضبوطة بدقة، ستزيل الضغوط المحورية في نهاية الدورة، مما يمنع انحراف الأداة وكسرها، وهما السببان الرئيسيان للفشل عند إجراء عملية لولبة الثقوب العمياء .
التخلص من تركيزات الإجهاد عبر الشطف المتحكم فيه
بما أن الزاوية الداخلية الحادة عامل أساسي لزيادة الإجهاد إلى أقصى حد، فإن استخدام شطفة سفلية نهائية ( 0.2-0.3 مم ) ضروري لتحقيق هذا الغرض. وتُعدّ بساطة عنصر التصميم أمرًا بالغ الأهمية، ويتم مراعاتها عند تطبيقها أثناء عملية الطحن الدقيق لتوزيع القوى المطبقة أثناء القطع بالتساوي، مما يمنع تكوّن الشقوق الدقيقة حول منطقة العمل، وبالتالي يقلل بشكل كبير من الإجهاد الواقع على الحواف الأمامية للصنبور.
أداء مُثبت في التطبيقات الصعبة
لقد تم التحقق من فعالية هذه العملية في عمليات الطحن عالية المخاطر . على سبيل المثال، لتحسين عمر مادة ملولبة، والتي تتميز بنسبة عمق إلى قطر حرجة تبلغ 4:1 ، أدى استخدام أسطح سفلية هندسية دقيقة إلى تعزيز الكفاءة من القدرة على إنتاج 150 ثقبًا كحد أقصى إلى إنتاج 210 ثقوب كحد أقصى مع الحفاظ على جودة ثابتة بنسبة 99.5% ، كما أثبتت شركة مارتينز ذلك.
يكمن معيار سلطتنا في قدرتنا الكاملة على توضيح وتطبيق شروط هندسة ما قبل التخريز الدقيقة، وذلك في المعالجة الشاملة والدقيقة للعيوب الميكانيكية الأساسية في تقنيات تخريز الثقوب العمياء . أما معيار تفوقنا في المنافسة فيكمن في قدرتنا المطلقة على تقديم مستوى عالٍ من الالتزام والتفاني، بما يضمن مستوىً من الثقة ، في حين يعجز الآخرون عن تقديم وعود مماثلة.
كيف تضمن خدمة التثقيب باستخدام الحاسوب (CNC) دقة متسقة في خيوط الثقوب العمياء؟
إنتاج خيوط الثقوب العمياء بهذه الدقة العالية، وبكميات كبيرة باستخدام آلات CNC، ينطوي على تحديات تقنية بالغة الأهمية، حيث تشمل المتغيرات المؤثرة في عملية تصنيع هذه الثقوب انحرافات الأدوات وتآكل الآلة مع مرور الوقت. في شركة LS Manufacturing ، نتحدى النموذج الأساسي لتصنيع خيوط الثقوب العمياء من خلال نهجنا القائم على التشغيل الدقيق ذي الحلقة المغلقة، مع فحص معايير التحقق والتحقق في الوقت الفعلي.
إعداد آلة دقيقة
- التثبيت الصلب المتزامن: يتم تطبيق دورة التثبيت الصلب في العمل المقترح بدقة توجيه المغزل ±0.01 درجة لتحديد موضع التثبيت المثالي.
- التغذية المُحسّنة: تم ضبط معايير المواد المختلفة بشكل مناسب لضمان عملية تصنيع خيوط CNC دقيقة.
مراقبة العمليات في الوقت الفعلي
- التحكم في عزم الدوران: يمكن لنظام المراقبة هذا إجراء تصحيحات في الوقت الفعلي بناءً على مستويات عزم الدوران، لذلك لا يوجد أي عيب في خدمات التثبيت الدقيق .
- الحماية من التصادم: يقوم بإيقاف العملية عند استشعار عزم دوران غير طبيعي، بالنسبة للمكونات وكذلك الأدوات التي تخضع لخدمات الطحن الدقيق .
التحقق المنهجي من الجودة
- الفحص الدوري: يتم إجراء فحص كامل للأبعاد لكل 50 قطعة لضمان استمرار الدقة.
- الاستقرار القائم على البيانات: سيضمن هذا استمرار العملية في الحصول على CPK ≥ 1.67 ، مما يؤكد قدرة عملية خدمة الطحن CNC لدينا.
يعكس هذا النهج الشامل خبرتنا التقنية الواسعة في مجال التصنيع الدقيق. نقدم حلولاً أثبتت فعاليتها في ضمان دقة فائقة في تصنيع الخيوط، مع فوائد جوهرية لعملائنا تتجلى في العوامل المذكورة آنفاً. نركز بشكل أساسي على تقديم نتائج ملموسة ترسي معايير الجودة في عمليات تصنيع الخيوط باستخدام آلات CNC .
ما هي الاختلافات الرئيسية في النتائج بين صنابير المياه ذات الفتحة السفلية المختلفة؟
يختلف أداء أدوات تثبيت الخيوط ، وخاصة في الثقوب المغلقة، اختلافًا كبيرًا باختلاف نوعها. ويحدد اختيار نوع هندسة أداة التثبيت ، بناءً على حجمها، معدلات نجاحها أو عمرها الافتراضي. لذا، تهدف هذه الوثيقة إلى عرض نتائج الاختبارات المقارنة، والتي ستكون مفيدة في اختيار الأدوات المناسبة لخدمات تثبيت الخيوط باستخدام الحاسوب (CNC) .
| مواصفات وتطبيقات الصنبور | نتائج الأداء الرئيسية وأسبابها |
| الثقوب الدقيقة (مثل M2-M3) | لقد حسّن التصميم ذو 4 أخاديد أداء الإنتاجية في المرة الأولى من خلال زيادة نسبة البدء من 75٪ إلى 98٪ من حيث دقة التثبيت للأجهزة الطبية حيث أن الصلابة المتزايدة تمنع الانحراف مع ثقوب تجريبية أصغر. |
| ثقوب ذات قطر كبير (مثل M12) | تمت زيادة السرعة بنسبة 30٪ باستخدام أداة محسّنة ذات حافة بستة شفرات ، مما أدى إلى زيادة عمر الأداة إلى 800 كحد أقصى قبل تشكيل المادة، وهي نوع من المواد الحديدية. |
| للأغراض العامة (M4-M8) | يمكن أن يوفر تصميم أداة متوازن جيدًا بخمسة شفرات أفضل حل وسط فيما يتعلق بمساحة إخراج الرقائق، بالإضافة إلى سلامة الأداة، في الغالبية العظمى من خدمات التثقيب القياسية باستخدام الحاسوب . |
تُحدد البيانات نفسها طريقة اختيار أداة التثبيت لضمان الصلابة ضمن الحجم المجهري للثقوب، مقارنةً بالتحكم في الرايش باستخدام تصميمات الأخاديد للأقطار الأكبر. ومرة أخرى، يكمن جوهر تطوير خدماتنا الأساسية في مجال تثبيت الخيوط باستخدام الحاسوب (CNC) في التركيز على الاحتياجات الخاصة لأداة التثبيت. إننا نتجاوز مفهوم أداة التثبيت الواحدة التي تناسب جميع الاستخدامات، لنجعل أدوات تثبيت الخيوط أدوات هندسية وليست مجرد سلع.
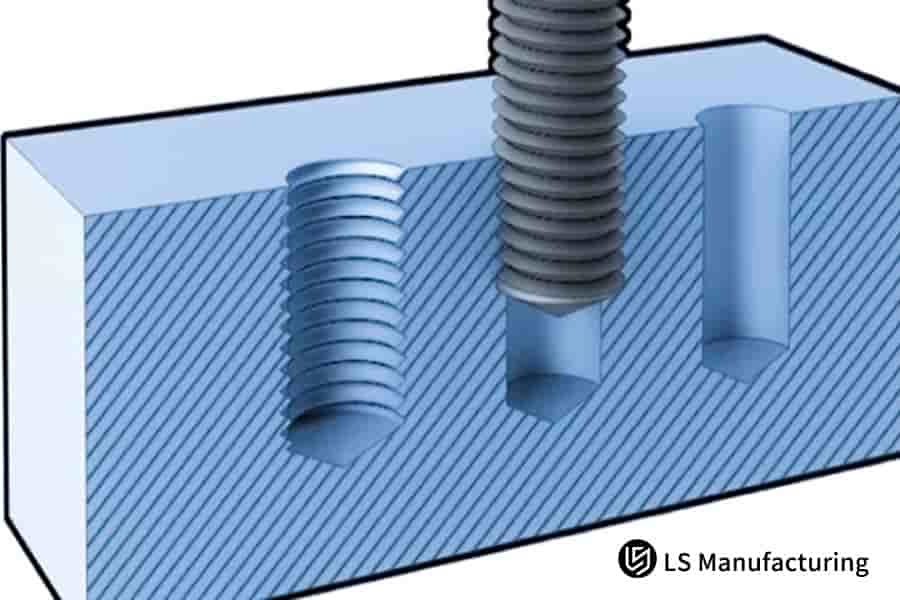
الشكل 3: رسم توضيحي لعملية التثقيب باستخدام الحاسوب (CNC) لتشذيب مدخل الثقب الأعمى بواسطة شركة LS Manufacturing
كيف يمكن لتحسين نظام التبريد أن يحسن جودة عملية تثبيت الثقوب العمياء ويطيل عمر الأداة؟
أصبحت كفاءة وفعالية استخدام أنظمة التبريد، بدلاً من أن تكون مجرد اهتمامات ثانوية، من أهم الاعتبارات المتعلقة بعمليات تشكيل الخيوط في الثقوب العمياء التي تُجرى في ظروف مقيدة تمامًا. وقد وُجد أن أنظمة التبريد بالغمر، عند استخدامها على نطاق واسع، عُرضة للأعطال التي تؤدي إلى انخفاض مبكر في كفاءة وفعالية استخدام أدوات القطع. يتناول هذا النقاش منهجية محددة تتعلق بتجديد وظائف النظام وسهولة استخدامه فيما يتعلق بمتغير عملية محدد يتعلق بخدمات التثقيب باستخدام الحاسوب التنافسية:
تركيبة سائلة خاصة بالمواد للتحكم في الاحتكاك
تتمثل الخطوة الأولى في الحل في اختيار التركيب الكيميائي المناسب للسائل، وليس نظام التوصيل. في حالة المواد التي يصعب تشكيلها، مثل الفولاذ المقاوم للصدأ أو حتى التيتانيوم، من الضروري استخدام الزيوت النقية أو المستحلبات شبه الاصطناعية المدعمة بمواد مضافة تتحمل الضغط العالي. تتفاعل مكونات هذه المواد المضافة تحت ظروف الحرارة والضغط الشديدة لتكوين طبقة تشحيم. يؤدي التآكل الاحتكاكي، أو حتى التآكل الالتصاقي، على حواف القطع في أداة التثقيب إلى زيادة عمرها، مما يحسن من جودة سطح القطعة المراد تثقيبها بدقة .
نظام توصيل عالي الضغط عبر الأداة لإزالة الرقائق
في عملية تشكيل الخيوط في الثقوب العمياء العميقة، لا يكفي مجرد غمر الثقب بالماء. لذا، نستخدم نظام تبريد عالي الضغط ( 3-5 ميجا باسكال ) يمر عبر المغزل، ويتم ضخه من خلال صنبور التثبيت السفلي . يؤدي هذا التيار القوي وظيفتين: الأولى هي اختراق منطقة القطع بفعالية لتبديد الحرارة، والثانية هي إخراج الرايش بقوة إلى أعلى الأخاديد؛ وبالتالي، يمنع إعادة قطع الرايش وتراكمه في قاع الثقب، وهو أحد الأسباب الرئيسية لكسر الصنبور. لهذا السبب، وكما هو موضح أعلاه، تتم عملية تشكيل الخيوط بشكل متزامن دون أي انقطاع.
أداء مُثبت في عمليات التصنيع المستخدمة في صناعة الطيران والفضاء
يتجلى ذلك في عملية تشكيل ثقوب M8 العمياء في سبيكة Ti-6Al-4V ، حيث أدى استخدام سائل تبريد مُحسَّن بالضغط العالي (EP) بضغط 4 ميجا باسكال ومعدل تدفق 15 لتر/دقيقة عبر الأداة إلى خفض عزم القطع بنسبة 20% وتحسين خشونة السطح لتصل إلى Ra 1.6 ميكرومتر . والأهم من ذلك، تحسن عمر أداة القطع من 50 إلى 120 ثقبًا لكل أداة ، أي بزيادة قدرها 140% . وتؤكد البيانات أدناه أن التبريد الأمثل يعالج بشكل مباشر كلا نمطي الفشل الأساسيين: تراكم الحرارة وتداخل الرقائق.
يمثل هذا جوهر ميزتنا التنافسية، حيث نصمم سائل التبريد كمعيار أساسي وليس مجرد سلعة. لقد تغلبنا على الصعوبات المتأصلة في التعامل مع الحرارة، وإخراج الرقائق، ومعامل الاحتكاك في عمليات لولبة الثقوب المغلقة، وذلك من خلال دمج كيمياء السوائل مع نظام ضغط عالٍ محدد. هذا العلم هو أساس الجودة في خدماتنا لتصنيع الثقوب باستخدام آلات CNC .
كيفية وضع نظام مراقبة الجودة لعملية تثبيت الثقوب العمياء في الإنتاج الضخم؟
يُعدّ إنشاء نظام قوي لمراقبة الجودة في عمليات تثبيت الثقوب العمياء في التصنيع بكميات كبيرة أمرًا بالغ الأهمية. تدمج منهجية شركة LS Manufacturing التحكم الإحصائي في العمليات، والمراقبة الآنية أثناء العملية، والإدارة التنبؤية للأدوات لضمان اتساق استثنائي وتقليل العيوب في عمليات تشكيل الخيوط باستخدام آلات CNC . تكمن القيمة الأساسية في تحويل عملية تعتمد تقليديًا على الفحص المكثف إلى عملية مضبوطة وقابلة للتنبؤ وذات موثوقية عالية.
التحكم في العمليات الموجه بواسطة التحكم الإحصائي في العمليات
- أخذ العينات المنظم: يتم استخدام مقياس الخيوط GO/NO-GO لفحص كل جزء من الأجزاء الخمسين للتحقق من مطابقة محددة.
- مراقبة عزم الدوران: مراقبة عزم الدوران الفعلي المقترح حفره في الوقت الفعلي، مع تحديد إمكانية إطلاق إنذار عند تجاوز القراءة نطاقًا محددًا بنسبة +15% .
القياس أثناء العملية وتكامل البيانات
- التحقق الفوري: يشمل ذلك دمج مجسات أو أنظمة رؤية مدمجة لتسهيل أتمتة فحص عمق/موقع السن اللولبي بعد عملية التصنيع. وهذا بدوره يوفر إمكانية فحص بنسبة 100%.
- التصحيح ذو الحلقة المغلقة: سيقوم النظام تلقائيًا بضبط موضع معدات خدمات الطحن CNC عندما يشير الاتجاه إلى أنها قد تخرج عن المواصفات.
إدارة دورة حياة أدوات التنبؤ والتغيير
- تتبع العمر الافتراضي: لقد قمنا بتطوير نظام لتتبع عمر الصنابير حتى مستوى التجويف بناءً على نظام إدارة الطحن CNC واستبدال الصنابير قبل العمر الافتراضي المحدد لتجنب العيوب الناتجة عن تآكل الصنابير.
- الاستبدال القائم على الأداء: تهدف الأداة أيضًا إلى مراقبة اتجاهات الأداء، مما يدفع الأداة إلى إصدار تذكير بتغيير الأداة الحرج عندما يتأثر الأداء، وبالتالي تحسين خدماتنا الخاصة بالنقر الدقيق .
تمثل هذه المجموعة من الأنظمة ريادتنا التكنولوجية في هذا المجال، لاستخراج البيانات الهامة لتحقيق نتيجة تتجاوز معايير الفحص في عملية تحكم فعالة، في حل يتعلق بالتصنيع عالي الجودة على نطاق واسع لشريحة العملاء، لحل المشكلة الجذرية المتمثلة في الجودة غير المتوقعة في الإنتاج الضخم من خلال حلول توفر عائدًا من المرة الأولى >99.5% و PPM<500 .

الشكل 4: عملية تشكيل الخيوط الدقيقة باستخدام صنابير التثبيت السفلي في عمليات التصنيع باستخدام الحاسوب (CNC) من شركة LS Manufacturing
قسم تصنيع الطيران والفضاء في شركة LS: مشروع تثبيت ثقوب التثبيت العمياء لحامل المحرك
يمثل تحقيق لولبة فعالة للثقوب العمياء بعمق كامل تحديًا خاصًا في تشغيل المواد الصلبة مثل إنكونيل 718 المستخدمة في قواعد المحركات. ومع ذلك، فإن المشكلة الرئيسية في التصنيع وتداعياتها على السلامة والجدوى تؤكد المعضلة المطروحة في حالة عميل شركة LS Manufacturing في قطاع الطيران، حيث تم حل مشكلة الجودة والتكلفة من خلال مجموعة الخدمات التي تضمنت خدمات الطحن الدقيق باستخدام الحاسوب (CNC) التي تقدمها الشركة.
تحديات العميل
واجهت إحدى الشركات المصنعة مشاكل في تشكيل خيوط M10x1.5 في قواعد محركات Inconel 718. نتج عن العملية الحالية عدم اتساق في عمق الخيوط، حيث كان الطول الفعال أقل من 70% ، وعمر افتراضي لا يتجاوز 50 ثقبًا من أداة التشكيل النهائية . لم يُحقق هذا سوى نسبة نجاح 82% من المحاولة الأولى، مما تسبب في إعادة العمل بشكل متكرر وتأخير المشاريع، بالإضافة إلى زيادة التكاليف إلى درجة حالت دون الالتزام بجدول إنتاج مجموعة محرك بالغة الأهمية.
حلول التصنيع LS
يتضمن الابتكار المضمن في الحل المقترح الابتكارات التالية: تحديد صنبور سفلي من الفولاذ عالي القوة المقاوم للحرارة العالية المصنوع من مسحوق معدني ممتاز كأداة قطع، وتحسين ظروف القطع في شكل سرعة قطع تبلغ 12 م/دقيقة ودورة نقر، والابتكار في تصميم الثقب التجريبي الذي يتضمن تخفيفًا بمقدار 0.4 مم في الأسفل مصممًا للتشغيل، والابتكار الذي يتضمن توفير سائل تبريد عالي الضغط بمعدل 5 ميجا باسكال عبر أداة القطع.
النتائج والقيمة
كانت العملية المُعاد تصميمها فعّالة للغاية، وقد تجلّت النتائج في تحسين عدد الثقوب بنسبة 200% ليصل إلى 150 ثقبًا لكل عملية حفر، بالإضافة إلى تحسين الأطوال الفعّالة بنسبة 95% ، وزيادة هائلة في الإنتاجية لتصل إلى 99.6% من المحاولة الأولى. بالنسبة للعميل، بلغت الوفورات 600,000 ين ياباني، أي ما يعادل توفيرًا بنسبة 40% من حيث تقليل أوقات التسليم، كما تمّ القضاء على عقبة رئيسية أمامهم لضمان إنجاز مواد رحلاتهم الحيوية.
من الواضح أننا اكتسبنا الخبرة والكفاءة اللازمتين للتعامل مع المشكلات التصنيعية الرئيسية بفضل فهمنا الشامل لعمليات مجال التصنيع. ورغم أننا نُعتبر مورداً لموارد مثل خدمات الطحن باستخدام الحاسوب (CNC) ، إلا أننا نمتلك الكفاءة اللازمة للتعامل مع جوانب أساسية من العمليات مثل تشكيل الخيوط في الثقوب العمياء .
تغلب على العائق في عملية تشكيل الخيوط في الثقوب العمياء العميقة، وقم بتحسين الكفاءة والإنتاجية على الفور.

كيفية تقييم القدرات التقنية الشاملة لمورد خدمات التثقيب باستخدام الحاسوب (CNC)؟
يُعدّ تجاوز التقييم الأساسي للأجهزة إلى تقييم الإمكانات النظامية للتعامل مع المشكلات النظامية، مثل حل المشكلات بكفاءة، أمرًا بالغ الأهمية لتحديد المورّد المناسب لوظائف مثل عمليات التثقيب باستخدام الحاسوب (CNC)، والتي قد تكون بالغة الأهمية في تطبيقات مثل عمليات تشكيل الخيوط في الثقوب العمياء ، فضلًا عن العمليات التي تتطلب كفاءة عالية. وللأغراض المذكورة أعلاه، ولتحديد ما إذا كانت الجهة المعنية ستظل شريكًا هندسيًا حقيقيًا بدلًا من مجرد جهة تمثل أحدث التقنيات، تظل معايير التقييم الرئيسية لدينا كما يلي:
التحقق من صحة العملية وقدرة القياس
الأساس هو التحكم الدقيق في العمليات. سيجيب الشريك الكفء على سؤال كيفية ضمان جودة الخيوط . ويُستدل على ذلك من خلال تطبيق أنظمة قياس معترف بها، مثل قياس الخيوط بدقة ±0.002 مم، المستخدمة لإجراء فحص العينة الأولى والتحكم الإحصائي في العمليات. والأهم من ذلك، أن هذه الدقة تمتد إلى مراحل الإنتاج الأولية: إذ يجب أن تُنشئ خدمات الطحن باستخدام الحاسوب (CNC) ثقوبًا تجريبية دقيقة في مواقعها وأحجامها، فهذا شرط أساسي لنجاح عملية تثبيت الخيوط بدقة . اطلب تقارير بيانات نموذجية، وليس مجرد شهادات.
تطبيق تصميم العمليات القائم على البيانات
انظر إلى دليل التطوير المنهجي، لا إلى التخمين. يمتلك المورد المعتاد دليلًا خاصًا لاختيار صنابير التثبيت السفلية وقاعدة بيانات تاريخية للعمليات. إن استخدام المعايير الموثقة، مثل السرعات ومعدلات التغذية ومواد التبريد المستخدمة مع كل تركيبة من المواد والصنابير، يُقلل من مدة التطوير والمخاطر المرتبطة بمشروعك. إن التوصل إلى حل كفء لقطعة إنكونيل جديدة كان سيتحقق من خلال دراسة المعايير التاريخية، وليس بالتخمين.
تطبيق الأدوات الاستباقية وإدارة الإنتاج
يُعدّ العمق التقني عاملاً أساسياً أيضاً. كيف تُدير عملياتهم عمر الأدوات، وحالة الماكينة، وعزم القطع في الوقت الفعلي؟ وبالمثل، هل تتم مراقبة استخدام الأدوات لتجنب أي تغييرات عليها أثناء دفعات الإنتاج؟ هذه العمليات، التي تُسهّل بدورها من خلال روتين التثبيت المتزامن على ماكينات التفريز CNC الأكثر تطوراً، تجعل العملية السليمة تقنياً قابلة للتشغيل كخلية إنتاج فائقة الاستقرار، حيث يمكن أن تصل الإنتاجية إلى مستويات مذهلة تبلغ 99.5% .
أخيرًا، نعتمد في تقييمنا لشركائنا على نظامهم المتكامل؛ بدءًا من قدراتهم الدقيقة في عمليات الطحن، مرورًا بتخطيط عملياتهم الإحصائي، وصولًا إلى تحكمهم الكامل في عملياتهم. هنا تكمن ميزتنا التنافسية الفريدة. لا يقتصر الأمر على الإجابة عن استفساراتكم المتعلقة بتشكيل الخيوط في الثقوب العمياء من منظور المعدات فحسب، بل نعتمد على نظام يضمن سلامة الخيوط، وكفاءة أدواتكم، والتزامكم بمتطلبات الامتثال التنظيمي لعملية التصنيع الخاصة بكم.
الأسئلة الشائعة
1. هل يمكن حفر صنابير التثقيب حتى قاع الثقب المسدود بالكامل؟
بما أن جودة صنابير التثقيب السفلي أفضل، فإنها تتيح قطع الخيوط في الجزء السفلي من الثقب على مسافة 0.5 ضعف الخطوة، وبالتالي تعمل بشكل فعال كطول خيط بنسبة 95٪ ، أي بزيادة 20-25٪ عن الصنابير العادية.
2. كيف نختار أنسب معايير الصنبور لعمل ثقوب مغلقة من الفولاذ المقاوم للصدأ؟
بالنسبة للفولاذ المقاوم للصدأ، يُقترح استخدام صنابير ذات رؤوس حلزونية مصنوعة من فولاذ الكوبالت عالي السرعة بزاوية ميل من 7 إلى 9 درجات ، وسرعة قطع من 10 إلى 15 متر/دقيقة ، واستخدام زيوت قطع تحتوي على إضافات EP لإطالة عمر الأداة بمقدار 2 إلى 3 مرات .
3. ما هو الحد الأقصى لنسبة العمق إلى القطر لعملية التثقيب العميق للثقوب العمياء؟
نسبة أقطار تصل إلى 5 أقطار مع نسب صنابير تبريد داخلية، بينما تتيح صنابير التبريد الممتدة الخاصة نسبةً مذهلة تصل إلى 8 أقطار. ويتطلب تحقيق الجودة المطلوبة نظام تبريد عالي الضغط واستراتيجية تغذية فعّالة.
4. كيف يمكن منع انكسار الصنبور عند عمل ثقوب عمياء ذات قطر صغير؟
بالنسبة للقطع من نوع M3 وما دونه، يُنصح بتصميم ذي 4 شفرات. في هذه الحالة، تكون سرعة القطع من 15 إلى 20 مترًا في الدقيقة ، ومعدل التغذية 0.8 ضعف خطوة الشفرات وعدد دوراتها. يمكن مراقبة تغير عزم القطع في الوقت الفعلي، ويمكن تقليل معدل الكسر إلى أقل من 0.5% .
5. كيف يمكن ضمان استقرار جودة عملية تثبيت الثقوب العمياء في الإنتاج الضخم؟
من الضروري إعداد مخطط التحكم الإحصائي في العمليات عن طريق فحص كل 50 قطعة للتأكد من أن اختلافات عزم الدوران تقع ضمن نطاق -15% و+15% ، وأن قيمة CPK تتجاوز 1.67 في الإنتاج الضخم.
6. كيف يتم تحديد نطاق السرعة الأمثل لعملية تثبيت الثقوب العمياء لمواد مختلفة؟
سبائك الألومنيوم: 20-30 متر/دقيقة، الفولاذ المقاوم للصدأ: 8-15 متر/دقيقة، الحديد الزهر: 12-18 متر/دقيقة. يجب تحسين المعايير المحددة بناءً على قطر الثقب وعمقه.
7. كيف يمكن الحصول على حلول احترافية لثقب الثقوب العمياء وعروض أسعار دقيقة؟
تشمل هذه العوامل المواد المستخدمة، ونوع الخيوط المستخدمة، ومتطلبات الدقة. ستقدم شركة LS Manufacturing خطط عمليات دقيقة وعروض أسعار دقيقة في غضون ساعتين .
8. ما هو أسرع وقت للتسليم لطلبات حفر الآبار العمياء العاجلة؟
تتوفر العينات عادةً خلال 24 ساعة أو أقل، بينما تتوفر طلبات الدفعات الصغيرة خلال 3 إلى 5 أيام. في شركة LS Manufacturing، نضمن سرعة التسليم. إذا كان لديك موعد تسليم عاجل، يُرجى طلب مراجعة تصنيع عاجلة عبر خدمة عروض الأسعار الفورية لدينا.
ملخص
بفضل أساليب اختيار الأدوات العلمية ومعايير عملية القطع المُحسّنة وأساليب التحكم في العملية، يُمكن تحقيق عمليات لولبة الثقوب العمياء بجودة وكفاءة عاليتين. وبفضل مجموعة خدمات الدعم الفني المتكاملة، تُقدّم شركة LS Manufacturing خدمات شاملة للعمليات، مستندةً إلى خبرة واسعة في المشاريع، لمساعدة العملاء على تحسين جودة وكفاءة عمليات الإنتاج.
للحصول على خدمات احترافية في مجال تثبيت الثقوب العمياء أو عرض أسعار فوري، تواصلوا معنا الآن. يمكنكم إرسال رسومات أجزائكم إلينا لتحليلها فنياً بدقة، بالإضافة إلى معلومات تفصيلية عن عملية التثبيت. بالنسبة للمنتجات ذات المواصفات المعقدة لمواد الثقوب العمياء، يمكنكم حجز جلسة استشارة مباشرة معنا. سيضمن لكم فريقنا الحل الأمثل. تواصلوا معنا مباشرةً عبر خط الاستشارات الفنية للحصول على استشارة فنية مجانية ومعالجة العينات.
حوّل تحديات حفر الآبار العمياء إلى نتائج مثالية باستخدام منهجنا العلمي المُثبت اليوم!
📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن ، وختم المعادن ، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com .


