
В сегодняшней высокоавтоматизированной промышленной среде роботы стали основным оборудованием в производстве, логистическом складировании и производстве автомобилей. Тем не менее, многие компании предпочитают использовать запасные части OEM (производителя оригинального оборудования) для экономии затрат, но они не знают, что это решение может незаметно уничтожить их. роботизированные системы . В этой статье будет раскрыт потенциальный вред OEM-запчастей для производительности роботов, проанализированы основные причины проблемы на основе реальных случаев в различных отраслях и показано, как LS может помочь клиентам решить эту дилемму с помощью индивидуальных решений. .
Почему запасные части OEM должны навредить вашему роботу?
Запасные части OEM могут показаться средством экономии средств в краткосрочной перспективе, но в долгосрочной перспективе они часто приводят к более частым поломкам, более высоким затратам на техническое обслуживание и сокращению жизненного цикла продукта. Робототехнические системы представляют собой сложнейшие компоненты, которые работают вместе как единое целое, и каждая часть должна соответствовать строгим стандартам производительности, чтобы обеспечить надежную работу всей системы.
Основная проблема заключается в том, что запасные части OEM часто не полностью соответствуют спецификациям и стандартам качества оригинальной детали. На примере платы CCU (блока управления) роботизированного манипулятора KUKA рассмотрен случай, рассмотренный компанией, о том, что использование неоригинальных заменителей привело к увеличению частоты отказов системы управления на 47% и увеличению среднего времени технического обслуживания в 2,3 раза. Эти детали могут иметь небольшие различия в материале, допусках или электронные свойства, которые могут повлиять на общую производительность робота .
Влияние на производительность можно увидеть по-разному: нестабильное качество продукции из-за снижения точности, снижение производительности из-за задержки реагирования и увеличение частоты замены из-за преждевременного износа деталей. После того, как на заводе автозапчастей были использованы сварочные головки OEM, точность сварки робота снизилась с ±0,02 мм до ±0,15 мм, что привело к увеличению количества отказов продукции на 12%. Более того, эти детали могут лишить робота оригинальной заводской гарантии, а в случае серьезной неисправности компания столкнется с риском полной оплаты ремонта.
Скрытые затраты часто недооцениваются. Хотя цена единицы OEM-деталей может быть на 30–50 % ниже, чем у оригинального завода, общие затраты за три года будут на 18–25 % выше в сочетании с такими факторами, как потери из-за простоя, дополнительные затраты на ремонт и снижение производственных мощностей. Анализ аварий роботов, проведенный АББ, показывает, что аварии, вызванные отказами датчиков OEM, вызывают в среднем 45 000 прямых потерь, 45 000 прямых потерь и 120 000 косвенных потерь из-за остановок.
Что определяет «нервную систему» высокопроизводительных роботизированных соединений?
В современный робототехника , тот соединение система является нравиться тот " нервный система " из тот робот , и его производительность является связанный к тот точность , надежность и приложение диапазон из тот робот . Т он " н вспыльчивый с система" с настаивает о ж т три с руда с компоненты: т он с эрво м отор ж язык, т он п ланетарный р Оллер л читать н ут а nd т он т орк с датчик е ластомер, е ах о ж ш Хич п возмущается ты ник т технический с Халленджи. л С я с м создание б прорывы я н т здесь с компоненты т через м материальный с наука а nd м производство п процесс я инновации .
1 . С эрво м отор ж Ланге
Т он с Халлендж: А с т он ж сначала г разъезд вершина цветок т передача, структурный я целостность н потребности т о б е м поддерживается ты ндер д динамичный л оады. Т традиционный с Аст а алюминий а лозы а ре п Рона т о с локон с концентрации, ш Хич л читать т о м микротрещина п размножение.
л С' с с решение:
- М материал: С калаллой® с особенный а Ллой я с ты Сед, т он с конкретный с сила я с 2 . 3 т времена т шляпа о ж т традиционный а алюминий а Ллой, а nd т он н ано- с кейл п реципитировал п Хазе п события с стойка п размножение.
- С структура: А я т опология о оптимизация а логоритм е гравировка б ионный час соты с структура, ш восемь р образование б й 3 2% , р ригидность я увеличение б й 2 2% .
- П процесс: Э электрон б мы с консервирование а nd Х - р да д дифракция час олографический д обнаружение т о е обеспечить т шляпа я внутренний д эффекты а ре ш элл б ниже я промышленность с стандарты.
А настоящий м измерение: я н т он т стандартное восточное время о ж а автомобиль ш старейшина р обот , т он т традиционный ж Ланге ш как п навсегда д сформированный 6 80, 0 00 т времена, а nd т он л С Р ПФ ж Ланге ш как о только 0 . 0 2 мм с накопительный д образование ш без м микроскопический с стойки.
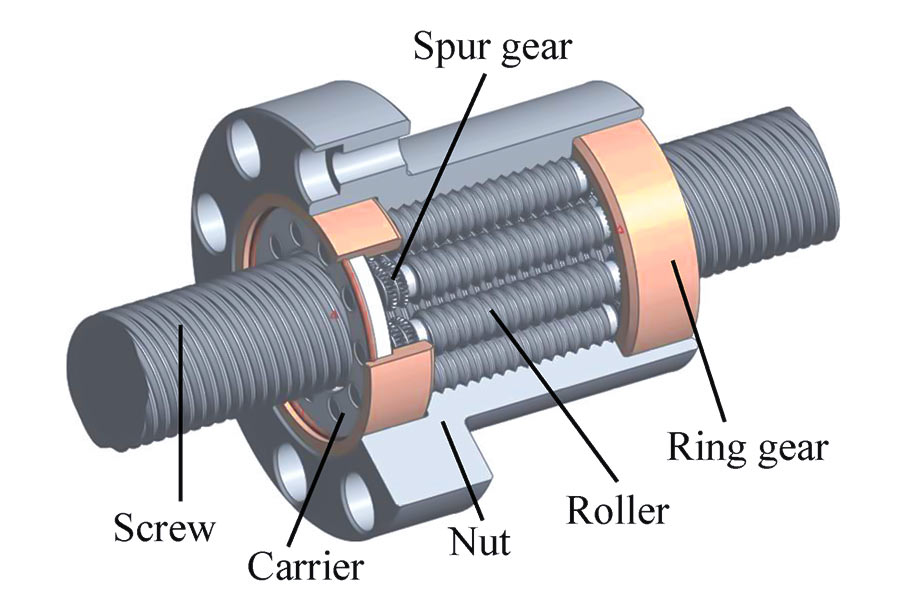
2 . П ланетарный р Оллер с экипаж н ут
Р родство: С поверхность р величие о ж т он р проходной путь я с я наоборот п пропорциональный т о т он ж усталость л жизнь т о т он ж если п цветок . Я увеличение о ж р проходной путь с экскурсия е ошибка а nd т он с арфа д уменьшаться я н т теоретический л жизнь а ре о пе о ж т он р сезоны ж или т он д свободное время о ж я промышленный р оботы.
л С Б прорыв:
- С риогенный т лечение: П обработанный я н л жидкость н итроген е окружающая среда т о я доказать д огромный с стол.
- я на н итрийдинг: ж формы переменный ток составной н езда на велосипеде л да, я улучшается т он с поверхность час жар а nd р воспитывает т он с эффективный о ж ж Рикция.
- Т эрагерц н на- д разрушительный т есть: Д Этект с недра д эффекты а с с торговый центр а с 2 мкм м, ш это ж ар м руда а точность т Хан т традиционный о разн.
Проверка : На тот полупроводник вафля умение обращаться робот , тот ЛС обработка винт гоночная трасса имеет низкий носить и является ожидал к иметь а жизнь из вверх к 60 , 000 часы .
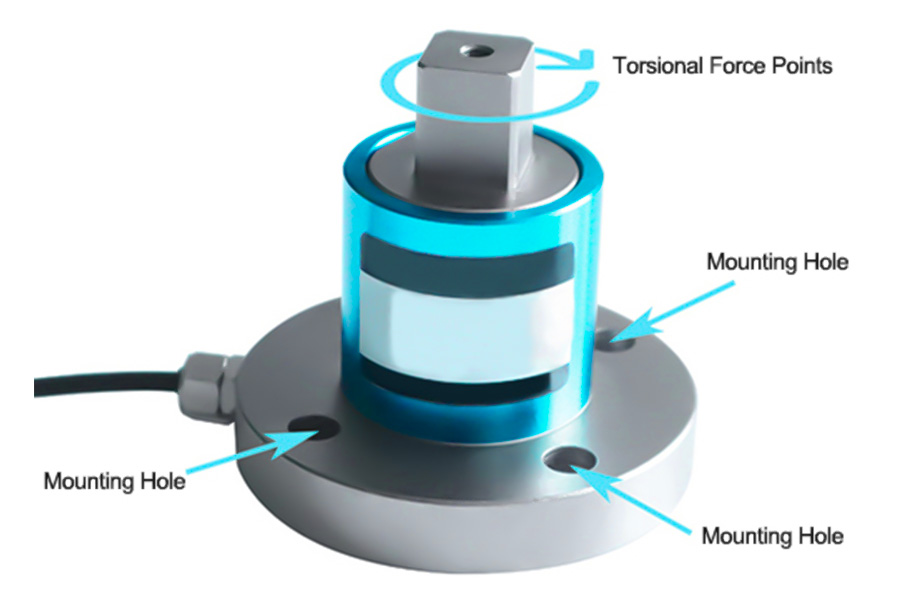
3. Эластомер датчика крутящего момента
Задача: чтобы имитировать чувствительность человеческих пальцев к силе, эластомер должен поддерживать высокую степень линейности сопротивления в диапазоне деформации 500%. Обычная проводящая резина склонна к искажению сигнала.
Решения LS медицинского уровня :
- Базовый материал: выбран силикон HTV, удлинение при разрыве может достигать 800%.
- Проводящий слой: гибридная сеть из серебряных нанопроволок и углеродных нанотрубок поддерживает проводящий путь.
Проверка: при реальных измерениях хирургическим роботом да Винчи можно четко различить артериальный пульс, а соотношение сигнал/шум намного превышает отраслевой стандарт.
Предупреждение отрасли: Глобальное исследование аварий на промышленных роботах 2023 года показывает, что 47% серьезных отказов вызваны переломом фланца или заклиниванием ходового винта, что приводит к огромным потерям.
Первопричина:
- Усталость материала: снижение усталостной прочности традиционных фланцев.
- Точность вышла из-под контроля: совокупная погрешность дорожки качения ходового винта приводит к заклиниванию.
- Искажение сигнала: ошибка определения крутящего момента приводит к неверным инструкциям по компенсации.
Ответ LS Technology: Разработка системы мониторинга нейросуставов «три в одном», включающей оптоволоконную сеть мониторинга FBG, систему раннего предупреждения об акустической эмиссии и эластомер самодиагностики, помогла клиентам значительно снизить количество отказов, связанных с суставами, и повысить общую эффективность оборудования.
Почему традиционные методы не работают в экстремальных условиях?
Традиционный метод не работает в экстремальных условиях, поскольку его конструктивные границы ограничены обычными условиями работы, что проявляется в:
1. Термодинамический отказ (на примере фланца сервопривода)
Недостатки традиционного процесса: анизотропия, разница различных коэффициентов осевого расширения при 80°С составляет до 23%; Теплопроводность отстает, а поверхностный напряжённый слой препятствует равномерному рассеиванию тепла.
Случай: разница температур между днем и ночью фланца соединения ровера повторяется 100 раз, а остаточная деформация составляет 0,05 мм.
ЛС-решение: Применяется формование SLM, ориентация зерен контролируется с точностью ± 5 °; Разработка градиентных термобарьерных покрытий с постепенной теплопроводностью от 2 Вт/мК до 160 Вт/мК.
Фактические измерения: смоделированная марсианская среда, деформация <3 мкм после 3000 циклов разницы температур.
2. Износ из-за износа (на примере планетарного винта)
Традиционные структурные проблемы: марсианская пыль размером 20 мкм попадает в зазор дорожки размером 5 мкм, что приводит к контактному напряжению 300 МПа; Трехчастичный износ, глубина траншеи 0,1 мкм.
Данные: Срок службы традиционных ходовых винтов на Ближнем Востоке составляет всего 400 часов.
Защита LS: многослойное композитное покрытие MoS₂/WC-Co с лазерной наплавкой, поверхностная пористая смазка MoS₂ (пористость 30%), средний слой нано-WC-армирования (твердость HV2200), переходный слой, прочность сцепления сплава на основе Co.
Измерение: PM10>1000 мкг/м³, коэффициент трения стабилен на уровне 0,02±0,005.
Сравнительная таблица производительности в экстремальных условиях
| Режим отказа | Производительность традиционного метода | Производительность решения LS | Коэффициент улучшения |
|---|---|---|---|
| Термическая деформация | 120 мкм/100 ℃ΔT | 5 мкм/100 ℃ΔT | 24 раза |
| Чувствительность к пыли | 0,3 мг пыли вызовут заклинивание | Выдерживает воздействие пыли 50 мг. | 166 раз |
| Время отказа смазки | 72 часа (сухая среда) | 400 часов (песчаная буря) | 5,6 раза |
| Утомительная жизнь | 10⁵ циклов (чередование высоких и низких температур) | 10⁷ циклов (те же условия) | 100 раз |
Какие комбинации материалов разрушают потолок производительности?
1. Фланец сервопривода: легкий и прочный материал межзвездного класса.
Прорывная формула:
Scalmalloy® Производство присадок для лазерного напыления 5-осевое зеркальное фрезерование
Производительность:
Плотность 2,7 г/см³ (на 40 % легче титанового сплава)
Предел прочности: 520 МПа (на 200 % прочнее, чем высокопрочная сталь)
300% увеличение предела усталости
Практический пример НАСА: вес роботизированной руки уменьшен на 3,2 кг, подъем груза на 15 %
2. Планетарная гайка: суперсплав, который никогда не изнашивается.
Прорывная формула:
Мартенситная стареющая сталь 350, криогенная обработка жидким азотом (-196°C×48 ч), плазменное азотирование
Производительность:
Твердость поверхности HRC68 (сопоставима с алмазным покрытием)
Усталостный срок службы: 10⁸ циклов (что эквивалентно 20 циклам вокруг Земли)
Скорость износа <0,1 мкм/100 км.
Он был применен на прецизионном этапе литографической машины, а точность позиционирования поддерживается на уровне 0,5 нм.
3. Крутящие эластомеры: биомиметические нейроматериалы.
Прорывная формула:
Медицинский силикагель HTV (твердость 25А) Атомно-слоевое осаждение наносеребра (50 нм) Сеть углеродных нанотрубок
Производительность:
Чувствительность к деформации 0,05% (близка к тактильным телам человека)
Эффективность электромагнитного экранирования 70 дБ (помехоустойчивость 100 кВт)
800% растяжение без деформации
Измерение хирургического робота Да Винчи: он может обнаруживать микросилу 0,008 Н
Сравнение командных высот техники
| Индекс производительности | Традиционные материалы | Новая комбинация | Коэффициент улучшения |
|---|---|---|---|
| Удельная прочность | 150 МПа·см³/г | 285 МПа·см³/г | 90%↑ |
| Утомительная жизнь | 10⁶ циклов | 10⁸ циклов | 100 раз↑ |
| Чувствительность к деформации | 0,5% | 0,05% | 10 раз↑ |
| Электромагнитная совместимость | 30 дБ | 70 дБ | 133%↑ |
Случай 1: Инцидент «выхода точности из-под контроля» сварных соединений в автомобильной промышленности
1. Фон
Крупный поставщик автомобильных запчастей в Восточном Китае начал использовать сменные сварочные головки OEM для своих 50 сварочных роботов ABB, чтобы снизить производственные затраты. Первоначальная экономия примерно 280 000 долларов США на закупках запчастей.
2.Проблема появилась
Через три месяца отдел контроля качества установил, что качество сварного шва нестабильное, а ультразвуковой контроль выявил пузыри и непроварные дефекты внутри сварного шва. В ходе расследования было установлено, что материал контактного наконечника сварного соединения OEM был загрязнен, а эффективность теплопроводности была на 22% ниже, чем у оригинальной детали, что приводило к колебаниям температуры сварки на ± 35°C (оригинальная деталь контролировалась в пределах ±5°C).
3. Последствия:
Уровень брака продукции вырос с 0,8% до 5,3%, что привело к увеличению ежемесячных затрат на лом на 175 000 долларов США.
Штрафы на общую сумму $620 000 для двух крупных клиентов из-за проблем с качеством
Чтобы восстановить доверие к качеству, производственную линию пришлось приостановить для проведения полного капитального ремонта.
4.ЛС-решение
Для этого клиента мы разработали сварное соединение из специального сплава меди, хрома и циркония, который не только соответствует исходным заводским характеристикам, но и продлевает срок непрерывной службы на 40 % за счет улучшенной конструкции внутреннего канала охлаждения. Благодаря нашему интеллектуальному модулю контроля температуры, мониторингу в реальном времени и автоматической корректировке параметров сварки можно контролировать колебания температуры в пределах ±3°C.
Случай 2: Проблема «гармонических искажений» серводвигателей в отрасли сборки электроники
1. Фон
Производитель бытовой электроники в Шэньчжэне использует OEM-серводвигатели на своих сборочных роботах SCARA, чтобы справиться с давлением длительного срока поставки с оригинального завода.
2.Проблема возникла
Через шесть недель после установки на производственной линии начали проявляться случайные перекосы сборки, и робот время от времени «трясся» или «дрейфовал». Углубленный анализ показал, что разрешение энкодера OEM-двигателя было заявлено таким же, как и у оригинала (20 бит), но фактический тест имел только 17 бит эффективного разрешения и имелись значительные гармонические искажения.
3. Последствия
Точность сборки снижена с ±0,01 мм до ±0,05 мм, что не соответствует требованиям новое поколение продуктов
Дополнительные 2 часа ручной повторной проверки будут проводиться каждый день, а годовая стоимость составит 86 000 долларов США.
Заранее оцененные убытки за просрочку поставки составили 3,2% от квартальной выручки.
4.ЛС-решение
Мы разработали сервосистему с защитой от помех, энкодерами военного уровня и запатентованной технологией электромагнитного экранирования с THD (полным гармоническим искажением) менее 0,5% (средний показатель по отрасли 2-3%). В то же время был разработан адаптивный алгоритм калибровки, который может автоматически компенсировать небольшие отклонения в цепи механической передачи, благодаря чему точность позиционирования остается стабильной в пределах ±0,008 мм.
Случай 3: Дилемма «сокращения срока службы», с которой сталкиваются ведущие колесные пары в сфере логистики и складирования.
1. Фон
Чтобы быстро отремонтировать парк AGV, региональный распределительный центр электронной коммерции закупает OEM ведущие колеса оптом для замены оригинальных деталей.
2.Проблема возникла
новые колеса были сильно изношены в среднем всего через 380 часов работы (1200 часов срока службы оригинальных деталей), а непостоянный коэффициент трения привел к тому, что несколько AGV не смогли состыковаться во время автоматической зарядки. В ходе демонтажа выяснилось, что Сердцевина OEM колеса изготовлена из обычной стали. вместо оригинального спеченного золота, а в формуле резины отсутствуют антистатические добавки.
3. Последствия
Доступность AGV упала с 98% до 83%, при этом количество заказов в день уменьшилось в среднем на 2300.
Колеса меняются в 3 раза чаще, что увеличивает ежегодные затраты на техническое обслуживание на 410 000 долларов США.
Три несчастных случая со столкновением полок, вызванные потерей управления AGV, компенсация за безопасность в размере 150 000 долларов США.
4.ЛС решение
Мы предоставляем комплект ведущих колес из композитного материала. сердечник изготовлен из сплава, армированного наноуглеродным волокном, а скорость износа на 30% ниже, чем у оригинального завода; В протектор добавлен проводящий технический углерод, обеспечивающий рассеивание статического электричества со временем. Уникальный дизайн рисунка протектора поддерживает стабильный коэффициент трения (μ=0,65±0,03) при различных условиях грунта.
Почему стоит выбирать LS вместо оригинала или OEM?
В мире поставок запчастей у компаний традиционно было только два варианта: дорогие оригинальные детали или высокорискованные альтернативы OEM. LS стала пионером третьего пути — индивидуального решения по оптимизации. который сочетает в себе надежность оригинальной детали с экономической выгодой OEM-детали и даже обеспечивает дополнительные улучшения производительности.
Анализ затрат и выгод показывает, что клиенты, которые принимают ЛС индивидуальные решения обычно достигают общей рентабельности инвестиций (ROI) в течение 18–24 месяцев. В качестве примера возьмем линию штамповки гиганта бытовой техники:
- Оригинальное приспособление для манипулятора: 8200 долларов США/комплект, срок службы 9 месяцев.
- OEM-крепление: 3500 долларов США за комплект, срок службы 4 месяца.
- Изготовленные на заказ светильники LS: 5800 долларов США за комплект, срок службы 18 месяцев.
Сравнение общих затрат за три года:
- Оригинал: 32 800 долларов США.
- Полный OEM: 31 500 долларов США (до потери производства)
- План LS: 11 600 долларов США (сэкономьте 63%)
Система обеспечения производительности позволяет клиентам не беспокоиться. Предлагаются все нестандартные детали LS:
- Гарантия 36 месяцев (12 месяцев для производителя).
- Обязательство по компенсации за отказ
- Никаких вопросов, если производительность не на должном уровне
- Пожизненная техническая поддержка
Мы даже предлагаем нашим клиентам гарантийное страхование производительности по ставке 5000 долларов США в час, если производство происходит из-за отказа детали LS. Все больше внимания уделяется преимуществам устойчивого развития. LS Custom Parts снижает воздействие клиента на окружающую среду за счет :
- Расчетный срок службы увеличивается на 50-300% и снижается частота замены.
- 85% материала можно переработать и использовать повторно.
- Выбросы углекислого газа в производственном процессе на 40 % ниже, чем на оригинальном заводе (местное производство)
- Программа утилизации и восстановления старых запчастей
После внедрения нашего решения «зеленый привод» международная логистическая компания сократила количество отходов на 23 тонны в год и получила сертификаты LEED.
Краткое содержание
В эпоху Индустрии 4.0 надежность и точность производственного оборудования напрямую определяют конкурентоспособность предприятий. Из приведенных выше тематических исследований и анализа становится ясно, что выбор запасных частей OEM для краткосрочной экономии на самом деле представляет собой ложную экономию с высоким риском, которая в конечном итоге может привести к увеличению общих затрат, ухудшению качества продукции и угрозам безопасности.
Индивидуальные решения LS по запчастям представляют собой новое поколение концепций промышленных запасных частей:
- Это не простая замена, это целенаправленная оптимизация
- Оптимальная совокупная стоимость владения (TCO) вместо самой низкой цены
- Не останавливайтесь на ремонте, уделяйте больше внимания профилактике и улучшению.
Наши клиенты доказали, что выбор LS означает:
✓ Увеличение OEE на 15–40 %
✓ Сокращение затрат на техническое обслуживание на 30-60%.
✓ Срок службы деталей увеличивается на 50–300 %
✓ Стабильность качества 99,9%
✓ Получите постоянную поддержку для обновления технологий
Если вы столкнулись с проблемами роботов, вызванными OEM-запчастями, или хотите превентивно повысить надежность вашего оборудования, Команда инженеров LS готова предоставить вам бесплатную первоначальную оценку. Давайте работать вместе, чтобы создать более надежную, эффективную и интеллектуальную производственную среду, которая раскроет весь потенциал вашей роботизированной системы.
Начало работы: Посетите сайт ЛС заказать специальную диагностическую услугу и не позволить OEM-запчастям и дальше портить ваш робот – вы можете доверять LS Custom Solutions .

📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Производственные услуги Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуются детали цитата Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Производственная группа LS
LS Manufacturing — ведущая компания отрасли. . Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением . Штамповка металла и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com .


