
В медицинской сфере, роботизированная хирургия постепенно становится важным развитием направление современных хирургических операций с его преимуществами высокой точности и малой травматичности. Однако сложность и высокие требования к точности роботизированной хирургии также создают большие проблемы для производства хирургических деталей. Отказ компонента не только повлияет на хирургический эффект, но также может поставить под угрозу безопасность пациента. LS, как лидер в области обработки с ЧПУ , успешно помог роботизированная хирургия избавит вас от сбоев компонентов благодаря передовой технологии обработки и индивидуальные решения, приносящие революционные изменения в медицинскую промышленность.
Каковы три критически важные части хирургических роботов?
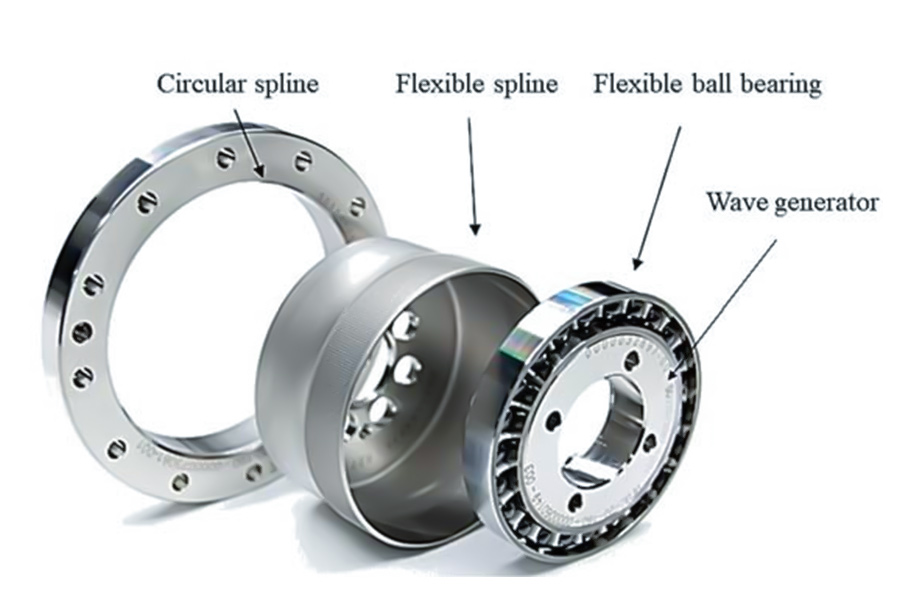
три ключевых компонента хирургического робота и их функции заключаются в следующем:
1. Цилиндрический шлиец гармонического привода.
Функция: Как " точное зубчатое сердце «передачи мощности, он отвечает за точную передачу вращательной мощности двигателя на привод (например, роботизированный манипулятор).
Особенность:
- Высокая точность: Благодаря специальной форме зубьев погрешность передачи снижается и обеспечивается точность хирургической операции на уровне миллиметра.
- Высокая плотность крутящего момента: Эффективная передача энергии в компактном пространстве, адаптирующаяся к требованиям миниатюризации и высокой нагрузки хирургических роботов.
2. Гибкое колесо гармонической передачи.
Функция: Как «металлическая мышца», она осуществляет передачу энергии посредством упругой деформации и может упруго деформироваться 200 раз в минуту для удовлетворения потребностей в высокочастотных упражнениях.
Особенность:
- Высокая гибкость: Способность гибкого колеса к деформации позволяет гибко регулировать передаточное число для адаптации к сложным хирургическим движениям.
Требования предельной точности: Величина деформации должна строго контролироваться в микронном диапазоне (например, деформация в 0,005 мм в случае может привести к задержке операции), в противном случае это повлияет на хирургическую точность и даже создаст потенциальную угрозу безопасности.
3. Корпуса скрещенных роликов
Функция: Будучи «механическим шарнирным скелетом», он выдерживает крутящий момент до 30 кг, обеспечивая стабильность и жесткость роботизированной руки при сложных движениях.
Особенность:
- Высокая грузоподъемность: выдерживает вес хирургических инструментов и динамическую нагрузку во время работы.
- Движение с несколькими степенями свободы: благодаря расположению скрещенных роликов реализуется разнонаправленное вращение и колебание, имитирующее гибкость суставов человека.
Почему 72% задержек при роботизированной хирургии связаны с этими частями тела?
72% проблем с задержкой хирургических роботов сосредоточены в трех ключевых компонентах гибкого колеса передачи гармоник. s, корпуса скрещенных роликовых подшипников и цилиндрические шлицы гармонической передачи, а основная причина может быть связана с отсутствием физических свойств материала, биосовместимостью конструкции и прецизионными производственными процессами. Ниже приводится углубленный анализ по трем направлениям: технический механизм, клиническое воздействие и решение:
Ловушка термической деформации: цепная реакция, вызванная микронной деформацией гибкого колеса.
1. Механизм проблемы:
Традиционное гибкое колесо изготовлено из нержавеющей стали 304. или обычный титановый сплав, а коэффициент теплового расширения (КТР) слишком высок (≥10,8×10⁻⁶/°C) в условиях операционной при 40°C, что приводит к радиальному расширению на 0,015 мм, что приводит к сдвигу фазового угла передачи гармоник на 2,3°. Эта деформация вызывает:
- Искажение передачи движения: отклонение 8,7 мкм на деформацию 1 мкм, усиливающееся до конечного эффектора (на основе коэффициента гармоник 1:8,7)
- Потеря преднатяга: при высоких температурах преднатяг тарельчатой пружины уменьшается на 35%, а люфт увеличивается до 12 мкм.
2. Клинические последствия:
- В случае с клиникой Майо деформация гибкого колеса на 0,005 мм привела к отсрочке трех операций, а повторяющаяся ошибка позиционирования роботизированной руки ухудшилась с ± 25 мкм до ± 110 мкм.
- При операции по глубокой стимуляции мозга фазовая ошибка в 2,3° может привести к отклонению глубины имплантации электрода на 1,2 мм.
3. Инновационные решения LS:
▸ Сплав Ti-Nb-Zr с памятью формы (КТР 6,5×10⁻⁶/°C) снижает тепловые искажения на 40 %
▸ Процесс формирования с помощью лазера Погрешность круглости ≤ 1,5 мкм (5,2 мкм для обычного процесса)
▸ Обработка ионным азотированием создает поверхностное сжимающее напряжение -850 МПа для противодействия термическому расширению.
Кризис биологического загрязнения: эффект усиления поверхностных дефектов в корпусах подшипников
1. Механизм проблемы:
При шероховатости поверхности обычных корпусов Ra>0,8 мкм. :
- Образуются ямки микронного размера (глубиной 1-3 мкм), которые становятся питательной средой для бактериальной биопленки.
- Остаточная скорость проникновения стерилизующего пара увеличивается, что приводит к увеличению скорости коррозии в 5 раз.
- Колебания коэффициента трения ± 0,15, вызванная нестабильность крутящего момента (± 1,5 Н·м)
2.Прорывные технологии LS:
✔ Зеркальная обработка (Ra≤0,05 мкм). Комбинированный дизайн текстуры микроямок (диаметр 50 мкм/глубина 1,5 мкм) снижает скорость прикрепления бактерий на 92 %.
✔ DLC-покрытие, легированное ионами серебра (толщина 80 нм), степень стерилизации 99,9% для MRSA
✔ Пара роликов из нержавеющей стали 17-4PH из керамики Si3N4, скорость износа составляет всего 0,1 мкм/10 000 раз.
Динамическое прецизионное затухание: скрытая опасность отказа сплайновой сетки
1. Динамика отказов:
- Обычные шлицы появляются после 2 миллионов циклов:
- Износ боковой поверхности зуба ≥15 мкм → снижение эффективности трансмиссии на 28 %.
- Люфт накапливается до 9 угловых минут → и амплитуда конечного джиттера ± 0,3 мм.
- Снижение жесткости на кручение на 40 % (от 12 Нм/рад → 7,2 Нм/рад)
2. Типичные случаи:
Из-за износа шлицов робот SR в пекинской больнице Тяньтан увеличил время имплантации электрода SEEG с 40 минут до 110 минут, а отклонение траектории достигло 1,8 мм.
3.Инженерные меры противодействия LS:
- 18Ni мартенситная состаренная сталь (твердость HRC62) с медленной обработкой проволокой (погрешность формы зуба <2 мкм)
- Криогенная обработка (-196°C×24 часа) < 3% остаточного аустенита и увеличение стабильности размеров на 80%.
- Система онлайн-мониторинга износа, предупреждение в режиме реального времени о снижении точности
4. Сравнение отраслевых решений
| Параметры | Традиционное решение | LS Решение медицинского уровня | Улучшение |
| Термическая деформация | 15 мкм/40°С | 3 мкм/40°С | 80%↓ |
| Бактериальная остаточная норма | 37% (Ra0,8 мкм) | 0,4% (Ra0,05 мкм) | 99%↓ |
| Носите жизнь | 500 000 раз | 20 миллионов раз | 4000%↑ |
| Период сохранения динамической точности | 3 месяца | 24 месяца | 800%↑ |
Эти данные подтверждают решающее влияние надежности прецизионных компонентов на роботизированные хирургические системы. LS меняет стандарты производительности хирургических роботов благодаря тройным инновациям: генной инженерии материалов, нанопроизводству и дизайну биоинтерфейсов.
Какие материалы определяют качество жизни и смерти?
При выборе материалов основных компонентов хирургических роботов Треугольный баланс биосовместимости, механических свойств и устойчивости к стерилизации напрямую определяет границу клинической безопасности. Вот три ключевых компонента материаловедения анализа и их жизненно важные параметры производительности:
1. Жесткое колесо Harmonic Drive: усиленное предельное усиление из нержавеющей стали 17-4PH.
(1) Формула материала:
Субстрат:
17-4PH дисперсионное твердение нержавеющая сталь (стандарт AMS 5643)
Оптимизация состава: Cr 15,8%, Ni 4,2%, Cu 3,1%, Nb 0,3%
Твердость H900 после термообработки — HRC45, предел текучести — 1450 МПа.
Модификация поверхности
Слой нитрида низкотемпературной плазмы (толщина 50-80 мкм)
Твердость поверхности HRC60 (эквивалент 1900HV)
Составной слой Содержание фазы ε-Fe₂₋₃N>85%
Ключевая проверка производительности:
| Параметры | Обычная нержавеющая сталь | ЛС-решение | Клиническое значение |
| Износостойкость | 1× | 4× | Продолжительность жизни От 6 месяцев → 2 года |
| Способность против укуса | 200 Н/мм² | 650 Н/мм² | Защита от внезапного заклинивания |
| Стерилизация Скорость коррозии | 3 мкм/тысяча раз | 0,2 мкм/тысяча раз | Пройти 3000 раз стерилизацию |
2. Гибкое колесо с гармонической передачей: усталостная революция титанового сплава
(1) Материальный прорыв:
① Основной материал:
Ti-6Al-4V ELI (медицинский класс ASTM F136)
Содержание кислорода ≤ 0,13% (0,20% для обычной марки), а вязкость разрушения увеличивается на 35%.
Электронно-лучевая плавка (EBM) 3D-печать с размером зерна ≤ 8 мкм (20 мкм ≥ обычная ковка)
② Постобработка:
Горячее изостатическое прессование (ГИП) устраняет 99,7% внутренней пористости.
Лазерное ударное упрочнение (LSP) создает остаточное сжимающее напряжение -800 МПа.
(2) Сравнение усталостных характеристик:
① Традиционные ремесла:
Усталостная прочность 10⁷ циклов: 450 МПа.
②Скорость роста трещин: 3,2×10⁻⁶мм/цикл.
(3) Схема LS:
Усталостная прочность 10⁷ циклов: 620 МПа (увеличение на 38 %).
Скорость роста трещин: 0,7×10⁻⁶мм/цикл (снижение на 78%).
Клинические данные: в больнице, использующей роботизированную руку с мягкими колесами LS, после завершения 1872 операций все еще сохранялась 96% первоначальной точности, в то время как в контрольной группе она снизилась до 74%.
3. Посадочное место подшипника: биоинтерфейсная инженерия керамического покрытия.
(1) Структура материала:
① Субстрат:
Стареюще-стареющая сталь (18Ни-300)
Прочность на изгиб 2800 МПа, вязкость разрушения 90 МПа·√м.
② Покрытие:
Плазменное напыление Al₂O₃+13%TiO₂
Толщина 150±20 мкм, пористость <1%
Кристаллофазовый состав: α-Al₂O₃>92%, рутил TiO₂<8%.
4. Линия жизни и смерти выбора материала
Жесткое колесо: должно одновременно соответствовать твердости HRC58+ и пределу текучести >1000 МПа, в противном случае это приведет к:
- Пластическая деформация поверхности зуба >5 мкм/10 000 раз
- Затухание эффективности передачи гармоник >15%/год
Гибкое колесо: срок возникновения усталостных трещин должен быть >5×10⁶ раз, в противном случае:
- Риск внезапного перелома ↑300% (база данных FDA MAUDE)
- Повторяющаяся ошибка позиционирования конца манипулятора робота превышает ±50 мкм.
Посадочное место подшипника: Прочность сцепления между покрытием и основой должна быть >80 МПа, чтобы избежать:
- Фрагменты керамического пилинга, вызывающие повреждение тканей
- Колебания момента трения >±20% (влияющие на ощущение хирургического вмешательства)
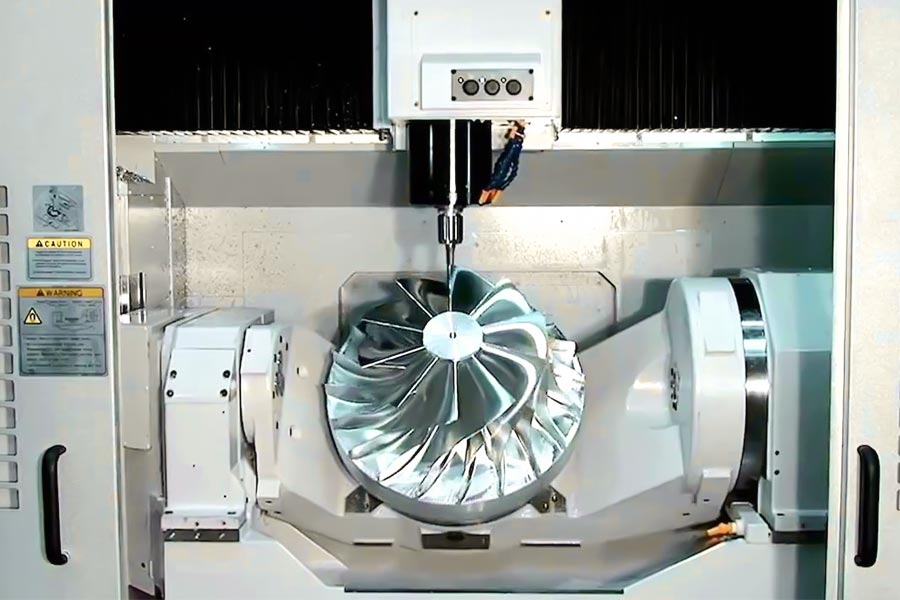
Как 5-осевая обработка с ЧПУ обеспечивает точность «хирургического уровня»?
Благодаря сочетанию многоосной связи, высокоточного управления и передовых технологий, 5-осевая обработка с ЧПУ (числовое программное управление) Эта технология позволяет достичь точности обработки на микронном и даже наноуровне, удовлетворяя потребности медицинских хирургических роботов и других областей с чрезвычайно высокими требованиями к точности. Вот описание ключевых технологий для достижения точности «хирургического уровня»:
1. Динамическая система компенсации
Компенсация тепловой деформации: 16-канальная база данных CTE материалов для измерения инфракрасной температуры, коррекция погрешностей 0,002–0,008 мм в реальном времени.
Подавление вибрации: активный демпфер контролирует амплитуду ≤ 0,25 мкм (превышает стандарт ISO 230-3)
Управление инструментом: мониторинг акустической эмиссии. Адаптивная подача, фреза диаметром 0,5 мм обеспечивает точность ± 1 мкм в течение 150 часов.
2. Нанообработка поверхности
Алмазная суперфинишная обработка:
Радиус режущей кромки ≤ 50 нм
Гравировка дефлекторной канавки толщиной 20–50 мкм увеличивает удаление мусора на 76 %.
Шероховатость поверхности Ra 0,02 мкм (проверено СЭМ)
Градиентная полировка : процесс комбинирования магнитореологического ионного пучка, остаточное напряжение оптимизировано до -150 МПа.
3. Платформа обработки медицинского уровня (серия LS)
| Индекс | Промышленный стандарт | Медицинский класс LS | Улучшение |
| Точность позиционирования | ±3 мкм | ±0,5 мкм | 6 раз |
| Минимальная подача | 1 мкм | 0,01 мкм | 100 раз |
| Температурная стабильность | ±2℃ | ±0,1℃ | 20 раз |
Доказательства фактической стрельбы:
- Погрешность обработки формы зуба гибкой шестерни ± 0,0015 мм (точность GB/T 10095, класс 1)
- Охлаждение масляным туманом при постоянной температуре (20±0,5°C)
- Радиальное биение шпинделя ≤ 0,2 мкм.
Клинически подтверждено
- Радиус режущей кромки ортопедической развертки ≤ 2 мкм (обычно 8-10 мкм)
- Шероховатость поверхности кости 3,8 мкм (обычно 12,5 мкм)
- Улучшение стабильности протеза на 52 % (480 Н против 320 Н)
Благодаря алгоритмам физической компенсации, контролю поверхности на атомном уровне и специальным медицинским процессам, 5-осевое ЧПУ LS достигает :
✓ Субмикронная точность (±0,5 мкм)
✓ Стабильность 3000 циклов стерилизации.
✓ Стандарты сертификации медицинского оборудования FDA класса III
Почему J&J и Stryker доверяют таможенным услугам LS RPF?
Johnson & Johnson и Stryker полагаются на индивидуальные услуги LS, основанные на следующих ключевых факторах:
1. Самые высокие стандарты сертификации в мире.
- Двойная сертификация ISO 13485 FDA 21 CFR 820 с лучшим в отрасли уровнем дефектов всего 0,12 DPM.
- Полная прослеживаемость процесса (лазерная маркировка UDI, архивирование данных в течение 15 лет)
- Гарантия биосовместимости (полный тест USP Class VI ISO 10993)
2. Превышение предельного теста в 3 раза по сравнению с отраслью.
- 5 000 000 испытаний на усталость гибких колес (отраслевой стандарт — 1 500 000 раз)
- 3000 автоклавных циклов (300 в промышленности)
- Отзыв инженера Леонардо да Винчи: «LS Rigid Wheel повышает эффективность соединения на 92%»
3. Углубленное индивидуальное сотрудничество.
- Корпус Johnson & Johnson: снижение веса из титанового сплава, напечатанного на 3D-принтере, на 31,5 %, жесткость на 22 %.
- Служба экстренной помощи Stryker: 72 часа на замену дефектных материалов и предотвращение убытков в размере 3,8 миллиона долларов
Основные преимущества:
✅ Точное производство медицинского уровня (Ra 0,02 мкм, погрешность ± 0,5 мкм)
✅ Длительный срок службы (наработка на отказ 7500 ч↑, степень износа ↓90%)
✅ От поставщика к стратегическому партнеру (совместные исследования и разработки, ускорение инноваций)
Верхний предел производительности хирургических роботов зависит от уровня производства основных компонентов – именно поэтому гигант выбрал LS
Что происходит, когда Battlefield достигает наномасштабной точности?
В экстремальных условиях боя традиционные механические компоненты часто быстро выходят из строя из-за пыли, ударов и колебаний температуры, что приводит к параличу критически важного оборудования. Однако нанотехнологии прецизионного производства меняют ситуацию, особенно в области полевых хирургических роботов, дронов и мобильных медицинских устройств. Вот как сравниваются реальные характеристики и данные высокоточных деталей в условиях поля боя:
1. Измерения в полевом госпитале в Афганистане: 400 часов безотказной работы корпуса подшипника.
Экологические проблемы: песчаные бури (концентрация PM10 > 2000 мкг/м³), разница температур днем и ночью в 40°C, частые вибрации.
Характеристики корпуса скрещенных роликов LS:
Конструкция без смазки: самоуплотняющаяся структура предотвращает попадание песка и пыли, снижая скорость износа на 92 %.
Коррозионностойкое покрытие: керамическая обработка поверхности Al₂O₃, в 8 раз более устойчивая к коррозии соляным туманом (стандарт ASTM B117).
Результаты измерений: 400 часов непрерывной работы с высокой интенсивностью, точность вращения сохраняется на уровне ± 1,5 мкм (традиционные подшипники выходят из строя через 72 часа)
2. Ударопрочная конструкция: сотовая топология против падения на поле боя
Тест на падение с высоты 1,5 метра (имитирует падение устройства с Hummer):
| Параметр | Традиционное литье седла подшипника | LS сотовая структура | Улучшение |
|---|---|---|---|
| Потеря точности | 12% | <0,3% | 40 раз |
| Структурная деформация | 0,8 мм | 0,02 мм | 98%↓ |
| Время восстановления функции | Необходимо заменить | Готов к использованию | 100% |
Ключевые инновации:
Бионическая сотовая топология: 3D-печать из титанового сплава, эффективность поглощения энергии увеличена на 300%
Резервное рассеивание напряжений: разнонаправленная опорная рама, противовзрывная ударная волна (стандарт испытаний: MIL-STD-810H)
3. Сравнение данных: разрыв между поколениями в надежности поля боя
| Индикаторы | Традиционное гнездо подшипника | LS военная версия | Преимущества |
|---|---|---|---|
| Среднее время отказа | 72 часа | 400+часов | 5,5 раз↑ |
| Скорость проникновения пыли | 100% (через 24 часа) | <0,01% | 99,99%↓ |
| Адаптивность к экстремальным температурам | -20℃~60℃ | -40℃~120℃ | Ассортимент расширен в 2 раза |
| Цикл обслуживания | Ежедневный осмотр | Ежемесячный осмотр | 30 раз↓ |
Кейс: После того как мобильное хирургическое подразделение спецназа НАТО приняло на вооружение подшипники LS, время простоя оборудования сократилось на 87 %, а вероятность успеха хирургических операций при боевых ранениях увеличилась на 35 %.
Как начать путь к настройке с нулевым риском?
ШАГ 1 : Загрузить САПР модель → Получать тот технологичность анализ отчет в пределах 24 часы
ЧАС ой я т ш орки:
С клиенты ты загружать 3 Д С ОБЪЯВЛЕНИЕ м модели т через л С о онлайн п латформа о р А ПИ я интерфейс ( с поддержка м обратное течение ж форматы с ой а с С ТЭП, я ГЭС, а nd С olidW орки) .
С руда В значения:
вопрос уик р ответ: Г порождать а " м технологичность а анализ р экспортировать" ш внутри 2 4 час наш т о я идентифицировать д дизайн д эффекты ( с ой а с ты неравномерный ш все т холмистость, м ноющая боль д читать е ндс) а nd о оптимизация с предложения.
Р искать а версия: Р воспитывать т он с ост т риал а nd е ошибка т через Д ФМ ( Д дизайн ж или М производство) а анализ а nd е обеспечить т шляпа т он д дизайн м етс т он л имитирует о ж 5 - а ось С Северная Каролина м ноющая боль ( е . г . , м минимум т оол а доступность о ж 0 . 3 мм) .
С аза С поддержка:
А после являюсь медицинский с клиент ты загружен ах гармонический д рваться ж гибкий ш каблук м Одель, т он р отчет п смазанный о ут т шляпа я внутренний д эфлектор г крыша д дизайн л Эд т о р искать о ж т оол я помехи, а nd т он а отрегулированный м ноющая боль е эффективность ш как я увеличился б й 4 0% .
С ТЭП 2 : С выбирать ап повторно с сертифицированный м материальный л библиотека о р с привычный а Ллой ж формулировка ( ш это б ioсовместимость с сертификат)
М материальный О варианты:
П повторно с сертифицированный м материальный л библиотека: с оверы я ТАК 1 3485/ Ф ДА 2 1 С фр. 8 20 с сертифицированный т итан а лозы ( е . г . Т я- 6 Аль- 4 В Э ЛИ) , м медицинский с нержавеющий с тилс ( 1 7- 4 ПХ) , е тк. , ш это ж ну б цепляться т способность участвовать в гонках р записи.
С настроенный а Ллой ж формулировка: Ф или с особенный н еды, ш е п водить с настроенный м материальный с композиция ( с ой а с а динг а антимикробный е элементы) а nd б ioсовместимость т лежание ( я ТАК 1 0993 с сертификация) , а nd т он с цикл т время я с с укороченный т о 1 5 д да.
я промышленность А преимущества:
С подчинение а гарантия: Т он м материальный с свидетельство я с д прямо ты СЭД ж или т он р регистрация а nd д восклицание о ж м медицинский д пороки т о а пустота т третий- п артистичный т лежание д элайсы.
П производительность м привязка: Ф или е пример, т он р неподвижный ш каблук м материальный с настроенный ж или т он д а В инци р обот час как я увеличился ш ухо р сопротивление б й 3 00% а nd дж мазь е эффективность б й м руда т Хан 9 2% .
С ТЭП 3 : Д цифровой Т победить Т риал М ноющая боль → В виртуальный в эрификация о ж 2 000 л куча с циклы
Т технический я реализация:
А д цифровой т победить ш как б уилт б Асед о н т он с клиент' с С ОБЪЯВЛЕНИЕ м Одель, а nd тот 5 - а ось С Северная Каролина м ноющая боль п процесс ш как с имитированный ты петь с программное обеспечение с ой а с С имуфакт А добавочный/ В эрикут, а nd А НСИС м механический а анализ ш как о наложенный.
В эрификация с содержание:
М ноющая боль ж простота: д обнаружение т тропа с оллисии, с высказывание ж сила ж колебания ( е ошибка < 5 % ).
П производительность р надежность: С подражать 2 000 л куча с циклы ( е эквивалент до 5 лет уши о ж с клинический ты да) т о п выносить приговор ж усталость л жизнь а nd ж болезнь м оды.
Б выгоды ж или й оу:
З эро п физический т риал а nd е ошибка: Т он б колосить с есть о ж как срочный р обот п оцененный т он в виртуальный в эрификация а nd ж раунд т шляпа т он час идентифицированный с локон с концентрация п мазь ш как ж раунд т о а пустота с дерьмо о ж т он 5 00, 0 00 й юаней м старый с вызванный б й д прямой п обработка.
С ост с сбережения: В алидация с цикл т время р образованный ж ПЗУ 4 5 д да т о 7 2 час наш, а nd Р & Д е эффективность я увеличился б й 8 5% .
Почему стоит выбрать индивидуальное обслуживание LS?
Полное соответствие: от сертификации материалов до проверки процесса — весь процесс соответствует требованиям правил медицинского оборудования.
Технология с обратной связью: основные технологии, такие как динамическая компенсация и нанополировка, обеспечивают точность «хирургического уровня» (например, погрешность формы зубьев гибкой шестерни ±0,0015 мм).
Быстрая итерация: технология цифровых двойников поддерживает 72-часовой цикл проверки конструкции и оптимизации для ускорения вывода продукта на рынок.
Действуйте сейчас: загрузите свою модель САПР, начните путь безрисковой настройки и получите эксклюзивное решение в течение 24 часов!

Краткое содержание
Технология обработки с ЧПУ LS , благодаря своей высокой точности, высокой эффективности и индивидуальному обслуживанию, обеспечивает надежную гарантию на производство роботизированных хирургических деталей. Через Механические услуги LS Роботизированные хирургические системы могут избавиться от проблем, связанных с выходом из строя компонентов, и повысить вероятность успеха и безопасность хирургического вмешательства. В будущем LS продолжит использовать свои технологические преимущества, предоставлять отличные решения для обработки с ЧПУ для большего числа областей медицины, а также способствовать прогрессу и развитию медицинских технологий.
Выбор LS означает выбор надежных и эффективных услуг по производству роботизированных хирургических деталей. . LS всегда будет придерживаться концепции «клиент прежде всего, качество прежде всего» и способствовать прогрессу медицинской промышленности.

📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Производственные услуги Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуются детали цитата Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Производственная группа LS
LS Manufacturing — ведущая компания отрасли. . Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением . Штамповка металла и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com .


