
La fusione in sabbia è uno dei metodi più antichi e diffusi nel processo di fusione dei metalli. Il suo principio fondamentale consiste nel versare il metallo fuso in uno stampo di sabbia precedentemente preparato, per poi estrarlo dopo che il metallo si è raffreddato e solidificato, ottenendo così la forma desiderata del getto. Il fulcro di questo processo risiede nella preparazione degli stampi di sabbia, e la scelta del materiale di questi ultimi è direttamente correlata alla qualità, all'efficienza produttiva e al costo dei getti. Questo articolo illustrerà in dettaglio i principali materiali utilizzati nella fusione in sabbia .
Quali materiali vengono utilizzati nella fusione in sabbia?
La fusione in sabbia è compatibile con molti materiali ; tuttavia, è più comunemente utilizzata con i metalli. La scelta del materiale giusto dipende dalle prestazioni di fusione, dal volume di produzione, ecc. I materiali più comunemente utilizzati nella fusione in sabbia includono:
1. Alluminio
L'alluminio è uno dei materiali più comunemente utilizzati nella fusione in sabbia grazie alle sue proprietà meccaniche. Presenta un elevato rapporto resistenza/peso, bassa densità, resistenza alla corrosione e buona colabilità. Le leghe di alluminio comunemente utilizzate nella fusione in sabbia includono ADC12, AL6061 e A356. La fusione in sabbia dell'alluminio richiede sabbie di base come silicocromite e cromite.
2. Bronzo
Il bronzo, una lega di rame e stagno, è un materiale comunemente utilizzato per la fusione in sabbia. La fusione in sabbia del bronzo dipende dalle diverse leghe , che si basano sul rapporto tra rame e stagno o sulla presenza di altri elementi come alluminio, zinco, nichel e ferro. Tra le leghe di bronzo adatte alla fusione in sabbia si annoverano il bronzo all'alluminio, il bronzo al manganese e il bronzo al silicio. Ogni lega di bronzo possiede proprietà specifiche. Ad esempio, il bronzo all'alluminio e il bronzo al manganese presentano elevata resistenza meccanica, resistenza alla corrosione, resistenza all'usura e buona tenacità. Il bronzo al manganese ha resistenza alla corrosione, resistenza all'usura ed eccezionali proprietà meccaniche. Il bronzo al silicio, d'altra parte, ha buona lavorabilità e colabilità.
3. Ottone
L'ottone è una lega di rame e zinco che, grazie all'elevato contenuto di questi elementi, è resistente alla ruggine e alla corrosione. L'ottone non contiene ferro né ossido di ferro. Possiede una buona conduttività elettrica e resistenza alla trazione. Per questo motivo, l'ottone è un materiale molto diffuso nella fusione in sabbia per la realizzazione di componenti che richiedono tali caratteristiche.
4. Zinco
Lo zinco è un materiale resistente con elevata durezza, resistenza alla corrosione e colabilità. Inoltre, la resistenza e la durezza dello zinco ne facilitano la produzione di componenti a parete sottile dopo la lega. Lo zinco è più facile da fondere in sabbia rispetto all'alluminio .
5. Lead
Il piombo era uno dei materiali più comunemente utilizzati dai Romani per la fusione in sabbia . È pesante e resistente alla corrosione. Tuttavia, presenta alcuni rischi per la salute e deve essere utilizzato in condizioni rigorose. Nonostante ciò, è adatto per la realizzazione di componenti di piccole e medie dimensioni, come ad esempio i raccordi per tubi.
6. Rame
Il rame è un materiale costoso, resistente e pesante, noto per la sua conduttività elettrica e termica. Poiché non arrugginisce ed è altamente malleabile, è adatto alla fusione in sabbia, ad esempio per la realizzazione di rubinetteria.
7. Ferro
La ghisa è comunemente utilizzata nella fusione in sabbia grazie alla sua fluidità e al basso ritiro volumetrico/lineare. Tuttavia, le sue scarse proprietà meccaniche, l'elevata resistenza alla compressione e la bassa resistenza alla trazione la rendono inadatta per pezzi con forme complesse o strutture asimmetriche. Ad esempio, le fusioni in ghisa grigia presentano un'eccellente colabilità e lavorabilità; le fusioni in ghisa sferoidale hanno una buona fluidità e un elevato ritiro; e le fusioni in ghisa malleabile hanno un'eccellente duttilità, lavorabilità, tenacità e resistenza alla corrosione .
8. Acciaio dolce
L'acciaio dolce ha un contenuto di carbonio inferiore (dallo 0,15% allo 0,30%), che gli conferisce maggiore duttilità e malleabilità. L'acciaio dolce è ampiamente utilizzato per il suo basso costo e la facilità di fusione . Tuttavia, la porosità, il ritiro e la fessurazione ne rendono difficile la lavorazione meccanica.
9. Acciaio inossidabile
La resistenza alla corrosione, la durata e la robustezza dell'acciaio inossidabile lo rendono una scelta popolare per la fusione in sabbia . Ha inoltre un basso coefficiente di dilatazione termica, che migliora la precisione, le tolleranze ristrette e la stabilità dimensionale. Tuttavia, è un metallo costoso e la sua elevata resistenza e durezza rendono difficile l'estrazione dei pezzi dagli stampi di sabbia.

Quali leganti e additivi sono essenziali nella fusione in sabbia?
Nella fusione in sabbia, i leganti e gli additivi svolgono un ruolo fondamentale . Possono influenzare la resistenza, la stabilità, la resistenza al calore dello stampo in sabbia e la qualità del getto. Ecco un'analisi dettagliata di alcuni dei leganti e additivi necessari:
1. Adesivo
| Argilla | L'argilla è un legante minerale naturale che tiene insieme la sabbia da fusione per formare uno stampo di sabbia con un certo grado di resistenza e stabilità. I leganti argillosi sono economici, ampiamente disponibili ed ecocompatibili. Sono tra i leganti più comunemente utilizzati nella fusione in sabbia. |
| Resina | La resina è un adesivo organico sintetico che reagisce chimicamente con uno specifico agente indurente per formare uno stampo di sabbia solido. Gli adesivi a base di resina presentano caratteristiche di elevata resistenza, asciugatura rapida e resistenza all'acqua, e sono adatti alla produzione di fusioni di alta precisione e qualità, in particolare di fusioni di grandi dimensioni e di forma complessa. |
2. Additivi
Nella fusione in sabbia, oltre al legante, è necessario aggiungere altri additivi per migliorare le prestazioni dello stampo, come la permeabilità, la resistenza alle sollecitazioni termiche, ecc. Questi additivi includono, a titolo esemplificativo ma non esaustivo:
| Agente di rilascio | Conosciuto anche come agente distaccante, può ridurre l'adesione tra lo stampo di sabbia e il getto, facilitando il distacco del getto dallo stampo ed evitando danni al getto stesso e la perdita dello stampo. Gli agenti distaccanti comunemente utilizzati includono fenolo bituminoso, paraffina e olio di silicone. |
| Plastificante | Può aumentare la superficie di contatto tra le particelle di sabbia, migliorando così la plasticità e l'estrudibilità della sabbia, facilitando la formazione dello stampo e prevenendo problemi come una formatura scadente e la rottura. I plastificanti comunemente utilizzati includono grafite in gel, amido di mais e alginato di sodio. |
| Stabilizzatore termico | Può migliorare la resistenza alle alte temperature della sabbia, impedendole di perdere forma e stabilità ad alte temperature e garantendo così la qualità e la finitura superficiale dei getti. Gli stabilizzanti termici comunemente utilizzati includono particelle ceramiche, composti di metalli alcalini e idrossipropilmetilcellulosa. |
Quali attrezzature vengono utilizzate nella fusione in sabbia?
Le attrezzature utilizzate nella fusione in sabbia comprendono principalmente le seguenti categorie:
- Attrezzatura per la miscelazione della sabbia: la macchina per la miscelazione della sabbia viene utilizzata per miscelare uniformemente sabbia (terriccio speciale per modellismo) e una quantità adeguata di argilla, al fine di preparare materiali per stampi in sabbia adatti alla colata. Allo stesso tempo, sono necessari anche strumenti come pale e setacci per agevolare il processo di miscelazione della sabbia , ad esempio per vagliare la sabbia e movimentare i materiali miscelati.
- Attrezzature per la realizzazione di stampi: macchina per incisione, utilizzata per realizzare stampi sulla base di campioni o disegni forniti dai clienti. Le macchine per incisione possono incidere materiali come legno, lastre di plastica e blocchi di metallo per creare stampi precisi.
- Attrezzatura per la realizzazione di anime: forno, utilizzato per la cottura delle anime. Per le fusioni con cavità interne, è necessario realizzare un'anima che riempia la cavità dello stampo. Inoltre, sono necessari anche materiali come casse d'anima in alluminio e sabbia rivestita .
- Attrezzatura per lo stampaggio: la pressa per lo stampaggio viene utilizzata per comprimere il materiale sabbioso misto e modellarlo attorno allo stampo. La pressa per lo stampaggio può migliorare notevolmente l'efficienza del processo e ridurre il carico di lavoro degli operatori. Allo stesso tempo, sono necessari anche strumenti come una cassa di sabbia, una piastra di base, un raschietto, una pala, una penna per immersione, una lamiera di ferro a forma di V per aprire i canali di colata, spazzole e aghi per la perforazione, per agevolare il processo di stampaggio.
- Apparecchiature di fusione: Forno elettrico, utilizzato per fondere il metallo. Le dimensioni e la potenza del forno elettrico sono determinate dalle esigenze di produzione.
- Attrezzatura per la colata: siviera, utilizzata per contenere e trasferire il metallo fuso. Esistono siviere di diverse dimensioni per la ghisa fusa, per facilitare il trasferimento del metallo fuso dal forno elettrico allo stampo. Nelle grandi fonderie, sono necessarie anche attrezzature di sollevamento come le gru aeree per sollevare getti o stampi di grandi dimensioni e agevolare il processo di colata.
- Attrezzatura per la pulizia: sabbiatrice, utilizzata per rimuovere sabbia e impurità dalla superficie dei getti e per irruvidirla.

In che modo la scelta dei materiali influisce sulla fusione in sabbia?
La scelta del materiale riveste un ruolo decisivo nella fusione in sabbia , influenzando direttamente la qualità, le prestazioni e l'efficienza produttiva dei getti. Di seguito viene presentata un'analisi specifica dell'impatto della scelta del materiale sulla fusione in sabbia:
- Qualità della superficie di fusione: la rugosità superficiale dei materiali di modellazione come la sabbia di quarzo è bassa, e il loro utilizzo consente di ottenere fusioni con una qualità superficiale superiore. La sabbia di argilla refrattaria è relativamente grossolana e la qualità superficiale delle fusioni ottenute con essa è relativamente scarsa.
- Precisione dimensionale dei getti: il tasso di ritiro del materiale di stampaggio influisce sulla precisione dimensionale dei getti. Materiali di stampaggio diversi presentano tassi di ritiro differenti, pertanto la scelta del materiale giusto è fondamentale per garantire la precisione delle dimensioni dei getti.
- Struttura interna e proprietà meccaniche dei getti: diversi materiali di formatura influenzano la formazione della struttura interna dei getti durante il processo di raffreddamento. Ad esempio, la sabbia di grafite ha una buona conduttività termica e può favorire la formazione uniforme della struttura interna del getto. La scelta del materiale di formatura influisce anche sulle proprietà meccaniche del getto. Ad esempio, la sabbia di grafite non reagisce chimicamente con il ferro durante il processo di raffreddamento, quindi i pezzi in ghisa hanno elevata resistenza e durezza; mentre la sabbia di quarzo alluminosa si incorpora nella superficie del getto formando un legame chimico, aumentando la tenacità del getto.
- Resistenza e stabilità dello stampo di sabbia: il contenuto di fango, la composizione delle particelle, la morfologia delle particelle e altre caratteristiche della sabbia di partenza influiscono sulla resistenza e sulla permeabilità dello stampo . Un contenuto eccessivo di fango può rendere lo stampo di sabbia fragile e con scarsa formabilità; una composizione delle particelle non idonea può causare un'espansione termica dello stampo e la formazione di difetti di espansione. Anche la scelta dell'adesivo è fondamentale. Leganti come argilla e resina possono migliorare la resistenza e la stabilità dello stampo di sabbia e garantire che non si crepi o si deformi durante il processo di colata .
Quali sono le applicazioni dei materiali per la fusione in sabbia?
La fusione in sabbia è un metodo di fusione comune e ampiamente utilizzato, adatto alla produzione di una varietà di metalli e leghe. Di seguito viene fornito un riepilogo dettagliato delle applicazioni dei materiali per la fusione in sabbia:
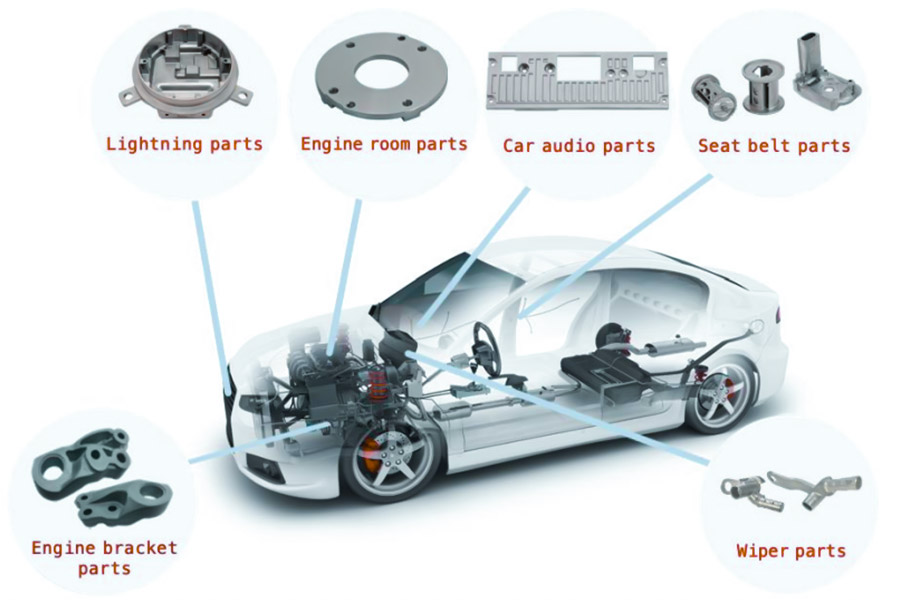
industria automobilistica
Nel settore della produzione automobilistica, la fusione in sabbia è un metodo importante per la produzione di componenti per auto con design complessi . Ad esempio, componenti chiave come i blocchi motore e i carter del cambio vengono spesso realizzati utilizzando la tecnologia di fusione in sabbia.
industria aerospaziale
La fusione in sabbia è diffusa anche nell'industria aerospaziale . Viene spesso utilizzata per la produzione di componenti di motori aeronautici e di elementi strutturali che richiedono elevatissima resistenza e precisione. In particolare, pale di turbine, carter, staffe e vari accessori possono essere realizzati con precisione grazie alla tecnologia di fusione in sabbia.
Crea l'app
Nel settore edile, la tecnologia della fusione in sabbia viene spesso utilizzata per produrre elementi chiave come raccordi per tubi e chiusini. Il processo di fusione in sabbia conferisce a questi prodotti eccezionale durata e robustezza, garantendone una lunga vita nelle applicazioni edili.
Componenti del sistema di tubazioni
Nel campo dei sistemi di tubazioni, la tecnologia di fusione in sabbia dimostra i suoi vantaggi unici . È ampiamente utilizzata nella produzione di componenti fondamentali come corpi valvola, connettori e giunti per tubi, che svolgono un ruolo vitale nei sistemi di condotte.
Produzione su vasta scala di prodotti metallici
A livello globale, il processo di fusione in sabbia occupa una posizione di rilievo nella produzione di manufatti metallici. Dalle armi bianche come le spade agli oggetti di uso quotidiano come pentole e calderoni, la fusione in sabbia riveste un ruolo chiave. Sebbene altri metodi di produzione abbiano gradualmente acquisito importanza con lo sviluppo tecnologico, la fusione in sabbia ha mantenuto il suo status insostituibile grazie alla sua elevata economicità e all'idoneità alla produzione di massa.
FAQ
1. Quali tipi di sabbia vengono utilizzati principalmente nella fusione in sabbia?
La sabbia più comunemente utilizzata nella fusione in sabbia è la sabbia silicea , ampiamente impiegata per la sua elevata resistenza alle alte temperature, l'elevata resistenza alla compressione e la facilità di lavorazione. Quando le prestazioni ad alta temperatura della sabbia silicea non soddisfano requisiti specifici, si utilizzano anche sabbie speciali come la sabbia di zircone, la sabbia di cromite e la sabbia di corindone.
2. Quali tipi di leganti esistono per la sabbia da modellatura?
Esistono vari tipi di leganti per la sabbia da stampaggio , il più comunemente utilizzato dei quali è l'argilla. Inoltre, esistono diversi oli siccativi o semisiccativi, silicati idrosolubili, fosfati e varie resine sintetiche, che possono essere utilizzati come leganti per la sabbia da stampaggio per migliorare la resistenza dello stampo e del nucleo di sabbia.
3. Qual è la funzione principale dei rivestimenti utilizzati nella fusione in sabbia? Quali sono i loro ingredienti?
I rivestimenti utilizzati nella fusione in sabbia hanno principalmente la funzione di migliorare la qualità superficiale dei getti . I componenti principali del rivestimento sono materiali in polvere e leganti con elevata resistenza ai materiali refrattari e buona stabilità chimica alle alte temperature. A questi si aggiungono anche veicoli (come acqua o altri solventi) e vari additivi per facilitarne l'applicazione. Questi componenti agiscono in sinergia per formare uno strato protettivo che previene difetti come l'adesione e l'inclusione di sabbia nel getto durante il processo di colata.
4. Qual è la differenza nei materiali utilizzati tra la tecnica di modellazione in sabbia umida e quella in sabbia asciutta?
La principale differenza tra i materiali utilizzati per gli stampi in sabbia umida e quelli in sabbia asciutta risiede nel contenuto di umidità. La sabbia per stampi in sabbia umida ha un'umidità moderata allo stato umido, con argilla e una quantità adeguata di acqua come legante principale. Una volta realizzato lo stampo in sabbia, questo viene modellato e colato direttamente allo stato umido. Il contenuto di umidità della sabbia per stampi in sabbia asciutta è leggermente superiore a quello degli stampi in sabbia umida. Dopo la realizzazione dello stampo in sabbia, questo deve essere rivestito con una vernice refrattaria e lasciato asciugare. Una volta raffreddato, può essere modellato e colato.
Riepilogo
Nella fusione in stampo si utilizza un'ampia varietà di materiali , tra cui diversi tipi di sabbia, leganti, rivestimenti e additivi. La selezione e l'utilizzo di questi materiali hanno un impatto significativo sulla qualità e sull'efficienza produttiva dei getti. Pertanto, quando si esegue la fusione in sabbia, è fondamentale selezionare i materiali di fusione appropriati tenendo conto di diversi fattori, come la forma, le dimensioni, il materiale e le esigenze produttive del getto.


📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


