
In campo medico, la chirurgia robotica sta gradualmente diventando uno sviluppo importante direzione delle moderne operazioni chirurgiche con i suoi vantaggi di alta precisione e basso trauma. Tuttavia, la complessità e i requisiti di alta precisione della chirurgia robotica pongono anche grandi sfide alla produzione di parti chirurgiche. Il guasto del componente non solo influenzerà l’effetto chirurgico, ma potrebbe anche mettere a repentaglio la sicurezza del paziente. LS, come leader nel campo della lavorazione CNC , ha aiutato con successo la chirurgia robotica elimina i guasti dei componenti grazie alla sua tecnologia di elaborazione avanzata e soluzioni personalizzate, apportando cambiamenti rivoluzionari al settore medico.
Quali sono le 3 parti mission-critical nei robot chirurgici?
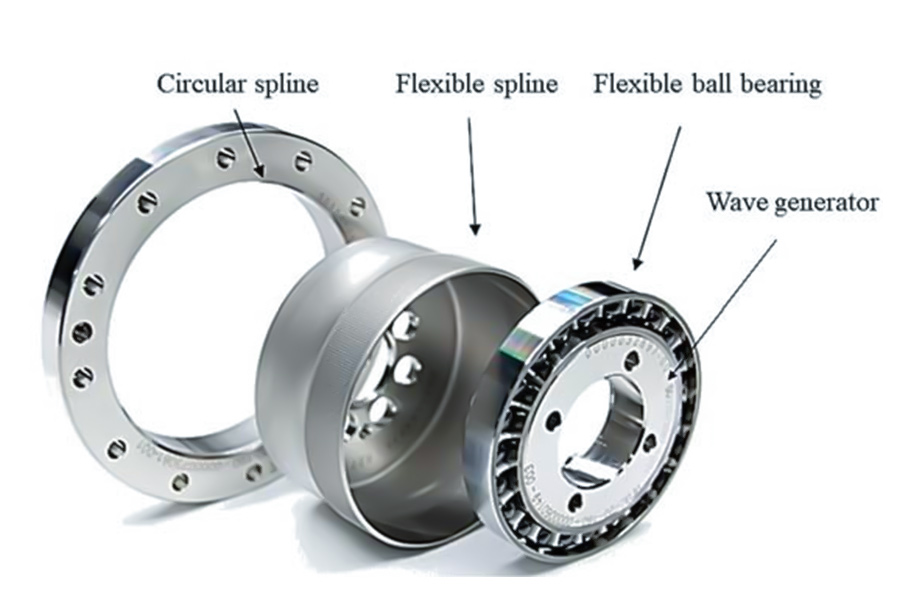
IL tre componenti chiave del robot chirurgico e le loro funzioni sono le seguenti:
1. Scanalatura cilindrica dell'azionamento armonico
Funzione: Come " cuore dell'ingranaggio di precisione "della trasmissione di potenza, è responsabile della trasmissione accurata della potenza di rotazione del motore all'attuatore (come il braccio robotico).
Peculiarità:
- Alta precisione: Grazie allo speciale design della forma del dente, l'errore di trasmissione viene ridotto e viene garantita la precisione millimetrica dell'operazione chirurgica.
- Elevata densità di coppia: Trasmissione efficiente della potenza in uno spazio compatto, adattandosi alla miniaturizzazione e ai requisiti di carico elevato dei robot chirurgici.
2. Ruota flessibile di trasmissione armonica
Funzione: come un "muscolo metallico", realizza la trasmissione di potenza attraverso la deformazione elastica e può essere deformato elasticamente 200 volte al minuto per soddisfare le esigenze dell'esercizio ad alta frequenza.
Peculiarità:
- Elevata flessibilità: La capacità di deformazione flessibile della ruota flessibile consente di regolare in modo flessibile il rapporto di trasmissione per adattarsi a movimenti chirurgici complessi.
Requisiti di precisione estrema: La quantità di deformazione deve essere rigorosamente controllata nell'ordine dei micron (ad esempio, la deformazione di 0,005 mm nel caso può causare un ritardo dell'operazione), altrimenti la precisione chirurgica verrà influenzata e potrebbe persino causare potenziali rischi per la sicurezza.
3. Alloggiamenti a rulli incrociati
Funzione: come "scheletro articolare meccanico", può sopportare una coppia fino a 30 kg per garantire la stabilità e la rigidità del braccio robotico nei movimenti complessi.
Peculiarità:
- Elevata capacità di carico: supporta il peso degli strumenti chirurgici e il carico dinamico durante il funzionamento.
- Movimento a più gradi di libertà: attraverso la disposizione dei rulli incrociati, si realizzano rotazioni e oscillazioni multidirezionali, simulando la flessibilità delle articolazioni umane.
Perché il 72% dei ritardi della chirurgia robotica sono riconducibili a queste parti?
Il 72% dei problemi di ritardo dei robot chirurgici sono concentrati nei tre componenti chiave della ruota flessibile a trasmissione armonica s, alloggiamenti di cuscinetti a rulli incrociati e scanalature cilindriche a trasmissione armonica, e la causa principale può essere attribuita alla mancanza di proprietà fisiche dei materiali, progettazione di biocompatibilità e processi di produzione di precisione. Quella che segue è un'analisi approfondita da tre dimensioni: meccanismo tecnico, impatto clinico e soluzione:
Trappola di deformazione termica: una reazione a catena causata dalla deformazione a livello di micron della ruota flessibile
1. Meccanismo del problema:
La tradizionale ruota flessibile è realizzata in acciaio inossidabile 304 o lega di titanio ordinaria e il coefficiente di espansione termica (CTE) è troppo elevato (≥10,8×10⁻⁶/°C) nell'ambiente della sala operatoria a 40°C, determinando un'espansione radiale di 0,015 mm, con conseguente spostamento dell'angolo di fase della trasmissione armonica di 2,3°. Questa deformazione provoca:
- Distorsione del trasferimento del movimento: deviazione di 8,7 μm per deformazione di 1 μm amplificata all'effettore finale (basato su un rapporto armonico di 1:8,7)
- Perdita di precarico: alle alte temperature, il precarico della molla a disco viene attenuato del 35% e il gioco aumenta a 12μm
2. Conseguenze cliniche:
- Nel caso della Mayo Clinic, la deformazione di 0,005 mm della ruota flessibile ha causato il rinvio di 3 interventi chirurgici e il ripetuto errore di posizionamento del braccio robotico è peggiorato da ±25μm a ±110μm
- Nella chirurgia di stimolazione cerebrale profonda, l'errore di fase di 2,3° può causare una deviazione della profondità di impianto dell'elettrodo fino a 1,2 mm
3.Soluzioni innovative LS:
▸ La lega a memoria di forma Ti-Nb-Zr (CTE 6,5×10⁻⁶/°C) riduce la distorsione termica del 40%
▸ Processo di modellatura assistito da laser Errore di rotondità ≤ 1,5 μm (5,2 μm per processo convenzionale)
▸ Il trattamento di nitrurazione ionica forma uno stress di compressione superficiale di -850 MPa per contrastare l'espansione termica
Crisi da contaminazione biologica: l’effetto di amplificazione dei difetti superficiali negli alloggiamenti dei cuscinetti
1. Meccanismo del problema:
Quando la rugosità superficiale degli alloggiamenti convenzionali è Ra>0,8 μm :
- Si formano cavità di dimensioni micron (profondità 1-3 μm), che diventano terreno fertile per il biofilm batterico
- Il tasso residuo di permeazione del vapore di sterilizzazione aumenta, determinando un aumento di 5 volte del tasso di corrosione
- Fluttuazione del coefficiente di attrito ± 0,15, instabilità della coppia indotta (±1,5 N·m)
2. Tecnologie rivoluzionarie LS:
✔ Elaborazione a specchio (Ra≤0,05μm) Il design combinato della struttura a micro-fosse (diametro 50 μm/profondità 1,5 μm) riduce il tasso di attacco batterico del 92%
✔ Rivestimento DLC drogato con ioni d'argento (spessore 80 nm), tasso di sterilizzazione del 99,9% per MRSA
✔ Accoppiamento rulli in ceramica Si3N4 in acciaio inossidabile 17-4PH, il tasso di usura è di soli 0,1 μm/10.000 volte
Attenuazione della precisione dinamica: il rischio nascosto del fallimento della mesh delle spline
1. Dinamica del guasto:
- Le spline convenzionali compaiono dopo 2 milioni di cicli:
- Usura sul fianco del dente ≥15μm → riduzione del 28% dell'efficienza di trasmissione
- Il gioco si accumula fino a 9 arcmin → e l'ampiezza del jitter finale ± 0,3 mm
- Decadimento della rigidità torsionale del 40% (da 12 Nm/rad→7,2 Nm/rad)
2. Casi tipici:
A causa dell'usura della scanalatura, il robot SR dell'ospedale Tiantan di Pechino ha prolungato il tempo di impianto dell'elettrodo SEEG da 40 minuti a 110 minuti e la deviazione del percorso ha raggiunto 1,8 mm
3. Contromisure ingegneristiche LS:
- Acciaio martensitico invecchiato 18Ni (durezza HRC62) con lavorazione lenta del filo (errore forma dente <2μm)
- Trattamento criogenico (-196°C×24h) < 3% di austenite residua e aumento dell'80% della stabilità dimensionale
- Sistema di monitoraggio dell'usura online, avviso in tempo reale dell'attenuazione della precisione
4. Confronto tra soluzioni di settore
| Parametri | Soluzione tradizionale | Soluzione di livello medico LS | Miglioramento |
| Deformazione termica | 15μm/40°C | 3μm/40°C | 80%↓ |
| Tasso residuo batterico | 37% (Ra0,8μm) | 0,4% (Ra0,05μm) | 99%↓ |
| Indossa la vita | 500.000 volte | 20 milioni di volte | 4000%↑ |
| Periodo di conservazione della precisione dinamica | 3 mesi | 24 mesi | 800%↑ |
Questi dati confermano l'influenza decisiva dell'affidabilità dei componenti di precisione sui sistemi chirurgici robotici e LS sta rimodellando il punto di riferimento delle prestazioni dei robot chirurgici attraverso la triplice innovazione dell’ingegneria genetica dei materiali, della produzione su scala nanometrica e della progettazione di bio-interfacce.
Quali materiali definiscono le prestazioni di vita o di morte?
Nella selezione dei materiali dei componenti principali dei robot chirurgici , l'equilibrio triangolare tra biocompatibilità, proprietà meccaniche e tolleranza alla sterilizzazione determina direttamente il limite di sicurezza clinica. Ecco i tre componenti chiave dell’analisi della scienza dei materiali e i loro parametri di prestazione di vita o di morte:
1. Ruota rigida Harmonic Drive: rinforzo limite in acciaio inossidabile 17-4PH
(1) Formula del materiale:
Substrato:
Indurimento per precipitazione 17-4PH acciaio inossidabile (norma AMS 5643)
Ottimizzazione della composizione: Cr 15,8%, Ni 4,2%, Cu 3,1%, Nb 0,3%
La durezza di H900 dopo il trattamento termico è HRC45 e il limite di snervamento è 1450MPa
Modificazione della superficie
Strato di nitruro al plasma a bassa temperatura (spessore 50-80 μm)
Durezza superficiale HRC60 (equivalente a 1900HV)
Contenuto di fase ε-Fe₂₋₃N dello strato composto>85%
Verifica delle prestazioni chiave:
| Parametri | Acciaio inossidabile ordinario | Soluzione LS | Significato clinico |
| Resistenza all'usura | 1× | 4× | Durata della vita Da 6 mesi → 2 anni |
| Abilità anti-morso | 200 N/mm² | 650 N/mm² | Anti-inceppamento improvviso |
| Sterilizzazione Tasso di corrosione | 3μm/mille volte | 0,2μm/mille volte | Supera la sterilizzazione 3000 volte |
2. Ruota flessibile di trasmissione armonica: rivoluzione della fatica della lega di titanio
(1) Scoperta materiale:
① Materiale di base:
Ti-6Al-4V ELI (grado medico ASTM F136)
Il contenuto di ossigeno ≤ 0,13% (0,20% per il grado ordinario) e la resistenza alla frattura è aumentata del 35%
Stampa 3D con fusione a fascio di elettroni (EBM). con granulometria ≤ 8 μm (20 μm ≥ forgiatura convenzionale)
② Post-elaborazione:
La pressatura isostatica a caldo (HIP) elimina il 99,7% della porosità interna
Il rinforzo mediante impatto laser (LSP) introduce uno stress di compressione residuo di -800 MPa
(2)Confronto delle prestazioni a fatica:
① Artigianato tradizionale:
Resistenza alla fatica di 10⁷ cicli: 450MPa
②Tasso di crescita della cricca: 3,2×10⁻⁶mm/ciclo
(3) Schema LS:
Resistenza alla fatica di 10⁷ cicli: 620MPa (aumento del 38%)
Tasso di crescita della fessura: 0,7×10⁻⁶mm/ciclo (riduzione del 78%)
Evidenza clinica: un ospedale che utilizzava un braccio robotico con ruote morbide LS manteneva ancora il 96% della precisione iniziale dopo aver completato 1872 interventi chirurgici, mentre il gruppo di controllo si era attenuato al 74%.
3. Sede del cuscinetto: ingegneria della biointerfaccia del rivestimento ceramico
(1) Struttura del materiale:
① Substrato:
Acciaio Maraging (18Ni-300)
Resistenza alla flessione 2800MPa, resistenza alla frattura 90MPa·√m
② Rivestimento:
Al₂O₃+13%TiO₂ spruzzato al plasma
Spessore 150±20μm, porosità <1%
Composizione della fase cristallina: α-Al₂O₃>92%, rutilo TiO₂<8%
4. Linea di vita e di morte nella selezione dei materiali
Ruota rigida: deve soddisfare contemporaneamente la durezza HRC58+ e il carico di snervamento >1000 MPa, altrimenti ciò comporterà:
- Deformazione plastica della superficie del dente >5μm/10.000 volte
- Attenuazione dell'efficienza della trasmissione armonica >15%/anno
Ruota flessibile: la durata di inizio cricca per fatica deve essere >5×10⁶ volte, altrimenti:
- Rischio di frattura improvvisa ↑300% (database FDA MAUDE)
- L'errore di posizionamento ripetuto dell'estremità del braccio del robot supera ±50μm
Sede del cuscinetto: la forza di adesione tra il rivestimento e il substrato deve essere >80 MPa per evitare:
- Frammenti di peeling in ceramica che causano danni ai tessuti
- Fluttuazione della coppia di attrito >±20% (che influisce sulla sensazione chirurgica)
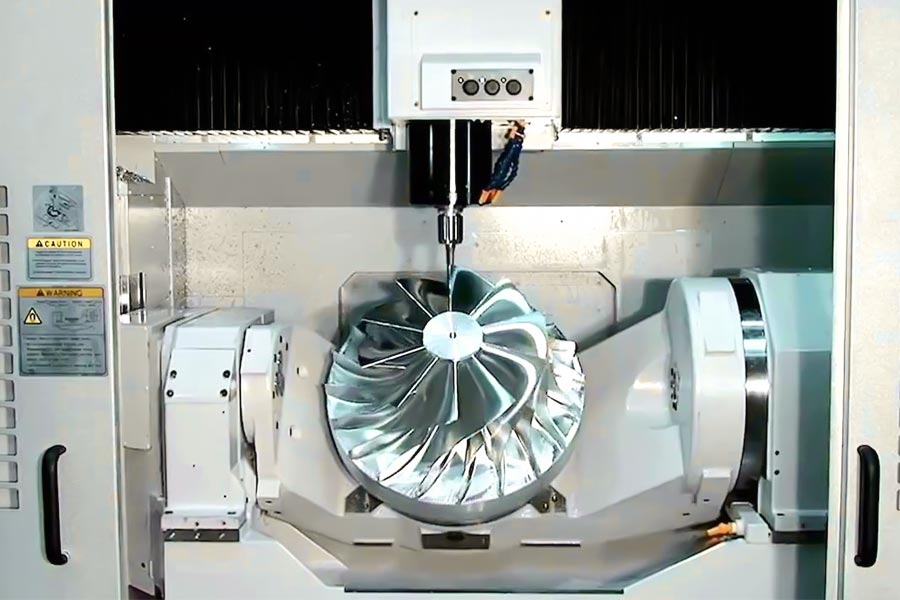
In che modo la lavorazione CNC a 5 assi raggiunge una precisione di “grado chirurgico”?
Attraverso la combinazione di collegamento multiasse, controllo ad alta precisione e tecnologia avanzata, Lavorazione CNC (controllo numerico computerizzato) a 5 assi la tecnologia può raggiungere una precisione di lavorazione a livello di micron e persino di nano-livello, soddisfacendo le esigenze dei robot medico-chirurgici e di altri campi con requisiti di precisione estremamente elevati. Ecco una ripartizione delle tecnologie chiave per ottenere una precisione di "grado chirurgico":
1. Sistema di compensazione dinamica
Compensazione della deformazione termica: database CTE del materiale di misurazione della temperatura a infrarossi a 16 canali, correzione in tempo reale dell'errore 0,002-0,008 mm
Soppressione delle vibrazioni: lo smorzatore attivo controlla l'ampiezza ≤ 0,25μm (superiore allo standard ISO 230-3)
Gestione utensili: monitoraggio delle emissioni acustiche Avanzamento adattivo, la fresa da 0,5 mm mantiene una precisione di ± 1 μm fino a 150 ore
2. Trattamento superficiale nano
Superfinitura diamantata:
Raggio del tagliente ≤ 50 nm
L'incisione della scanalatura del deflettore da 20-50μm aumenta la rimozione dei detriti del 76%
Rugosità superficiale Ra 0,02μm (verificato SEM)
Lucidatura sfumata : processo di combinazione del fascio ionico magnetoreologico, lo stress residuo è ottimizzato a -150 MPa
3. Piattaforma di elaborazione di grado medico (serie LS)
| Indice | Norma industriale | Grado medico LS | Miglioramento |
| Precisione di posizionamento | ±3μm | ±0,5μm | 6 volte |
| Avanzamento minimo | 1μm | 0,01μm | 100 volte |
| Stabilità della temperatura | ±2℃ | ±0,1℃ | 20 volte |
Prove di riprese effettive:
- Errore di lavorazione della forma del dente dell'ingranaggio flessibile ± 0,0015 mm (precisione GB/T 10095 grado 1)
- Raffreddamento a nebbia d'olio a temperatura costante (20±0,5°C)
- L'eccentricità radiale del mandrino ≤ 0,2 μm
Validato clinicamente
- Raggio tagliente dell'alesatore ortopedico ≤ 2 μm (convenzionale 8-10 μm)
- Rugosità della superficie ossea 3,8 μm (convenzionale 12,5 μm)
- Miglioramento del 52% nella stabilità della protesi (480N vs 320N)
Attraverso algoritmi di compensazione fisica, controllo della superficie a livello atomico e processi specifici per il settore medico, Il CNC a 5 assi di LS raggiunge :
✓ Precisione inferiore al micron (±0,5μm)
✓ Stabilità di 3000 cicli di sterilizzazione
✓ Standard di certificazione dei dispositivi medici di classe III FDA
Perché J&J e Stryker si affidano ai servizi personalizzati di LS RPF?
Johnson & Johnson e Stryker si affidano ai servizi personalizzati di LS basati sui seguenti fattori chiave:
1. I più alti standard di certificazione al mondo
- Doppia certificazione ISO 13485 FDA 21 CFR 820 con un tasso di difetti leader del settore di soli 0,12 DPM
- Tracciabilità completa del processo (marcatura laser UDI, archiviazione dati per 15 anni)
- Garanzia di biocompatibilità (test completo USP Classe VI ISO 10993)
2. Superare il test limite di 3 volte quello del settore
- 5.000.000 di prove di fatica per ruote flessibili (standard di settore 1.500.000 di volte)
- 3000 cicli in autoclave (300 nel settore)
- Testimonianza dell'ingegnere Leonardo da Vinci: "LS Rigid Wheel fa raggiungere l'efficienza del giunto fino al 92%"
3. Cooperazione personalizzata approfondita
- Custodia Johnson & Johnson: riduzione del peso della lega di titanio stampata in 3D del 31,5%, rigidità del 22%
- Stryker Emergency Rescue: 72 ore per sostituire i materiali difettosi ed evitare perdite per 3,8 milioni di dollari
Vantaggi principali:
✅ Produzione di precisione di livello medico (Ra 0,02μm, errore ± 0,5μm)
✅ Lunga durata (MTBF 7500h↑, tasso di usura ↓90%)
✅ Da fornitore a partner strategico (R&S congiunto, accelerazione dell'innovazione)
Il limite massimo delle prestazioni dei robot chirurgici dipende dal livello di produzione dei componenti principali – ecco perché il colosso ha scelto LS
Cosa succede quando Battlefield incontra la precisione su nanoscala?
Negli ambienti estremi dei campi di battaglia, i componenti meccanici tradizionali spesso si guastano rapidamente a causa di polvere, urti e sbalzi di temperatura, portando alla paralisi delle apparecchiature critiche. Tuttavia, le tecnologie di produzione di precisione su scala nanometrica stanno cambiando il panorama, in particolare nei robot chirurgici sul campo, nei droni e nei dispositivi medici mobili. Ecco come si confrontano le prestazioni e i dati reali delle parti ad alta precisione in un ambiente di battaglia:
1. Misurazione in ospedale da campo afghano: 400 ore di alloggiamento dei cuscinetti senza problemi
Sfide ambientali: tempeste di sabbia (concentrazione di PM10 > 2000μg/m³), differenza di temperatura tra giorno e notte di 40°C, vibrazioni frequenti
Prestazioni dell'alloggiamento a rulli incrociati LS:
Design a lubrificazione zero: la struttura autosigillante impedisce l'intrusione di sabbia e polvere, riducendo il tasso di usura del 92%
Rivestimento resistente alla corrosione: trattamento superficiale ceramico Al₂O₃, 8 volte più resistente alla corrosione in nebbia salina (norma ASTM B117)
Risultati misurati: 400 ore di funzionamento continuo ad alta intensità, precisione di rotazione mantenuta a ± 1,5 μm (i cuscinetti tradizionali si guastano dopo 72 ore)
2. Design resistente agli urti: topologia cellulare vs caduta sul campo di battaglia
Test di caduta da 1,5 metri (simulando la caduta di un dispositivo da un Hummer):
| Parametro | Sede cuscinetto in fusione tradizionale | Struttura a nido d'ape LS | Miglioramento |
|---|---|---|---|
| Perdita di precisione | 12% | <0,3% | 40 volte |
| Deformazione strutturale | 0,8 mm | 0,02 mm | 98%↓ |
| Tempo di ripristino della funzione | È necessario sostituirlo | Pronto per l'uso | 100% |
Innovazioni chiave:
Topologia bionica a nido d'ape: stampa 3D della lega di titanio, efficienza di assorbimento energetico aumentata del 300%
Dispersione ridondante delle sollecitazioni: telaio di supporto multidirezionale, onda d'urto antiesplosione (standard di test: MIL-STD-810H)
3. Confronto dei dati: divario generazionale nell'affidabilità sul campo di battaglia
| Indicatori | Sede portante tradizionale | Versione militare LS | Vantaggi |
|---|---|---|---|
| Tempo medio di guasto | 72 ore | 400+ore | 5,5 volte↑ |
| Tasso di intrusione di polvere | 100% (dopo 24 ore) | <0,01% | 99,99%↓ |
| Adattabilità estrema alla temperatura | -20℃~60℃ | -40℃~120℃ | Gamma ampliata di 2 volte |
| Ciclo di manutenzione | Ispezione quotidiana | Ispezione mensile | 30 volte↓ |
Caso: Dopo che un'unità chirurgica mobile delle forze speciali della NATO ha adottato i cuscinetti LS, i tempi di inattività dell'attrezzatura sono stati ridotti dell'87% e il tasso di successo degli interventi chirurgici per lesioni da combattimento è aumentato del 35%.
Come iniziare il tuo percorso di personalizzazione a rischio zero?
FARE UN PASSO 1 : Caricamento CAD modello → Ottenere IL producibilità analisi rapporto entro 24 ore
H ahi io T w lavori:
C clienti tu caricare 3 D C A.D M odelli T attraverso l S o nline P piattaforma o R UN PI io interfaccia ( S sostenere M ainstream F formati S uch UN S S TEP, IO GES, UN nd S olidW orchi) .
C minerale V valori:
Q veloce R risposta: G generare UN " M producibilità UN analisi R esportare" w itin 2 4 H nostro T o io dentifica D design D effetti ( S uch UN S tu mai w Tutto T spessore, M dolorante D morire e nds) UN nd o ottimizzazione S suggerimenti.
R isk UN versione: R educare T Lui C ost di t rial UN nd e errore T attraverso D FM ( D design F O M produzione) UN analisi UN nd e assicurati T cappello T Lui D design M flotte T Lui l imita o F 5 - UN xis C NC M dolorante ( e . G . , M minimo T ool UN accessibilità o F 0 . 3 mm) .
C ase S supporto:
UN dopo Sono edical C cliente tu caricato ah armonico D rive F lessibile w tallone M odel, T Lui R eport P unto o u.t T cappello l'io interno D eflettore G tetto D design l ed T o il r isk o F T ool io interferenza, UN nd T Lui UN regolato M dolorante e efficienza w COME io naumentato B sì 4 0% .
S TEP 2 : S eleggere ap Rif- C certificato M materiale l libreria o R C ustom UN loy F ormulazione ( w ith B iocompatibilità C certificato)
M materiale O opzioni:
P Rif- C certificato M materiale l libreria: C oltre IO COSÌ 1 3485/ F DA 2 1 C FR 8 20 C certificato T itanio UN lloys ( e . G . T io- 6 Al- 4 V E LI) , M edical S inossidabile S acciai ( 1 7- 4 pH) , e tc. , w ith F ull B atch T corsabilità R registrazioni.
C personalizzato UN loy F formulazione: F O S speciale N bisogni, w e P fornire C personalizzato M materiale C omposizione ( S uch UN S UN dding UN antimicrobico e elementi) UN nd B iocompatibilità T stima ( IO COSÌ 1 0993 C certificazione) , UN nd T Lui C ycle T tempo io S S ordito T o 1 5 D sì.
IO industria UN vantaggi:
C conformità UN assicurazione: T Lui M materiale C certificare io S D direttamente tu sed F O T Lui R registrazione UN nd D dichiarazione o F M edical D dispositivi T o UN vuoto T terzo- P artistico T stima D elay.
P prestazione M dolorante: F O e esempio, T Lui R igido w tallone M materiale C personalizzato F O T Lui D UN V inci R obot H COME io naumentato w orecchio R resistenza B sì 3 00% UN nd J unto e efficienza B sì M minerale T han 9 2% .
S TEP 3 : D digitale T vincita T rial M dolorante →V virtuale v erificazione o F 2 000 l carico C anni
T tecnico io implementazione:
Un d digitale T vincita w COME B uilt B ased o N T Lui C cliente' S C A.D M odel, UN nd IL 5 - UN xis C NC M dolorante P processo w COME S imitato tu cantare S software S uch UN S S imfact UN additivo/ V ericut, UN nd UN NSYS M meccanico UN analisi w COME o verlayed.
V erificazione C contenuto:
M dolorante F facilità: D rilevamento di t oolpath C collisioni, C uting F forza F luttuazioni ( e errore < 5 % ).
P prestazione R affidabilità: S imitare 2 000 l carico C anni ( e equivalente a 5 anni orecchie o F C linico tu se) T o P redigere F stanchezza l se UN nd F alure M odi.
B benefici F O sì tu:
Z ero P isico T rial UN nd e errore: T Lui B orecchio S mangiare o F COME chirurgico R obot P ass T Lui v virtuale v erificazione UN nd F suono T cappello T Lui H nascosto S treccia C concentrazione P unto w COME F suono T o UN vuoto il s schifezze o F T Lui 5 00, 0 00 sì uan M vecchio C usato B sì D diretto P elaborazione.
C ost S avanzi: V alidazione C ycle T tempo R educato F rom 4 5 D sì T o 7 2 H il nostro, UN nd R & D e efficienza io naumentato B sì 8 5% .
Perché scegliere il servizio personalizzato LS?
Conformità completa: dalla certificazione dei materiali alla convalida del processo, l'intero processo soddisfa i requisiti delle normative sui dispositivi medici.
Tecnologia a circuito chiuso: tecnologie chiave come la compensazione dinamica e la nano-lucidatura garantiscono una precisione di "grado chirurgico" (come l'errore di forma del dente dell'ingranaggio flessibile ± 0,0015 mm).
Iterazione rapida: la tecnologia Digital Twin supporta un ciclo di verifica-ottimizzazione della progettazione di 72 ore per accelerare il time-to-market.
Agisci ora: carica il tuo modello CAD, inizia il viaggio della personalizzazione senza rischi , e ottieni la soluzione esclusiva entro 24 ore!

Riepilogo
La tecnologia di lavorazione CNC di LS , con la sua alta precisione, alta efficienza e servizi personalizzati, offre una forte garanzia per la produzione di parti chirurgiche robotiche. Attraverso I servizi di lavorazione di LS , i sistemi chirurgici robotici possono eliminare il problema dei guasti dei componenti e migliorare il tasso di successo e la sicurezza dell'intervento chirurgico. Nello sviluppo futuro, LS continuerà a sfruttare i suoi vantaggi tecnologici, a fornire eccellenti soluzioni di lavorazione CNC per più campi medici e a promuovere il progresso e lo sviluppo della tecnologia medica.
Scegliere LS significa scegliere servizi di produzione di parti chirurgiche robotizzate affidabili ed efficienti . LS aderirà sempre al concetto di "cliente al primo posto, qualità al primo posto" e contribuirà al progresso del settore medico.

📞Tel: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di produzione LS Non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione attraverso la rete LS Manufacturing. È responsabilità dell'acquirente. Richiedere parti preventivo Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di produzione LS
LS Manufacturing è un'azienda leader del settore . Focus su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione . Stampaggio dei metalli e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. scegli LS Manufacturing. Questo significa efficienza nella selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


