
I servizi di stampaggio a iniezione personalizzato attraggono spesso clienti che privilegiano la precisione; tuttavia, durante la fase iniziale di prova dello stampo, molti si imbattono frequentemente in problemi complessi come la correzione di bolle, polimerizzazione incompleta e adesione dei pezzi negli stampi in resina . Il problema principale è che le officine di stampaggio tradizionali non tengono conto di un'adeguata ventilazione, di un controllo termico non uniforme dell'acciaio dello stampo e di uno squilibrio nella progettazione degli estrattori, che causano problemi comuni come bave, vuoti e adesione dei pezzi, impedendo l'automazione della linea di assemblaggio.
I servizi di stampaggio a iniezione personalizzato di LS Manufacturing rappresentano una soluzione di produzione ad alta precisione e a ciclo chiuso che risolve in modo completo i difetti critici , come bave, vuoti e adesione dei pezzi, grazie a una progettazione per la producibilità (DFM) di precisione, a un sistema di ventilazione avanzato e al controllo del processo a ciclo chiuso.

Servizi di stampaggio a iniezione personalizzato: Guida all'eliminazione dei difetti
| Tipo di difetto | Soluzione principale | Qualità risultante |
| Segni di bruciatura | Acciaio per utensili di alta qualità con controllo automatico della forza di serraggio. | Bordi netti, senza bisogno di rifilatura. |
| Vuoti (Trappole d'aria) | Micro-ventilazione (profondità di 0,01-0,02 mm ). | Componenti solidi e perfettamente formati, privi di difetti. |
| Parte incollata | Smusso a parete di 1° con superfici della cavità lucidate secondo lo standard SPI A1 (il più alto grado di lucidatura a specchio). | Espulsione automatica dei pezzi senza danneggiare gli stampi a iniezione personalizzati . |
| Segni di lavandino | Richiede un raffreddamento conforme e una progettazione con spessore della parete uniforme. | Produce pezzi esteticamente gradevoli e pronti per la finitura, senza segni di ritiro. |
| Scatti brevi | Richiede l'ottimizzazione del sistema di iniezione e del canale caldo. | Riempie geometrie complesse in modo uniforme, senza lasciare spazi vuoti. |
| Controllo di processo | È necessario un controllo di processo in tempo reale tramite sensori e SPC. | Sopprime i lotti difettosi e garantisce prestazioni costanti a lungo termine . |
Conclusione: Come mostrato di seguito, la microventilazione e il bloccaggio automatizzato riducono i tassi di scarto a livelli prossimi allo zero.
Punti chiave:
- La precisione degli utensili previene le sbavature: utensili di alta qualità e temprati, nonché un allineamento preciso, sono fondamentali per evitare problemi di sbavature.
- La ventilazione è fondamentale per l'integrità: una microventilazione strategica è un requisito essenziale per evitare la formazione di vuoti e raggiungere la densità desiderata dei pezzi.
- Sbozzatura e rifinitura consentono l'automazione: Sbozzatura e rifinitura sono requisiti cruciali e imprescindibili per la produzione di massa .
- Il monitoraggio dei processi è proattivo: le informazioni provenienti dai sensori e il controllo statistico del processo sono essenziali per garantire la stabilità del processo stesso.
Perché fidarsi di questa guida? L'esperienza pratica degli esperti di LS Manufacturing.
Online si possono trovare moltissime informazioni teoriche sullo stampaggio a iniezione di precisione . Ma questa guida è unica. È stata realizzata dal nostro team di esperti in processi di stampaggio e iniezione, che si confrontano quotidianamente con problemi di deformazione. Tutte le nostre regole e i nostri principi di progettazione sono stati verificati e confermati in conformità con le linee guida ingegneristiche dell'Associazione degli Ingegneri Tedeschi (VDI) .
I nostri progetti e stampi devono mantenere la stabilità dimensionale poiché includono lenti per semiconduttori, canali per dispositivi diagnostici e altri componenti aerospaziali. Per questo motivo, l'intero processo di controllo qualità deve essere conforme agli standard dell'Organizzazione internazionale per la standardizzazione (ISO), dato che precisione e accuratezza sono aspetti vitali per queste applicazioni .
Abbiamo maturato tutta questa esperienza attraverso anni di prove di stampaggio, commettendo errori e analizzando ogni deformazione e processo di stampaggio riuscito che abbiamo incontrato. Sappiamo come utilizzare la configurazione di iniezione corretta per i polimeri a cristalli liquidi, come posizionare i canali di raffreddamento per evitare sollecitazioni sul materiale PEEK e come utilizzare una pressione di compattazione precisa per ottenere pezzi stampati con una forma finale perfetta. Condividi la nostra esperienza per progettare stampi migliori e acquistare componenti che soddisfino le tue esigenze.

Figura 1: I tecnici regolano uno stampo di precisione personalizzato per evitare che il pezzo si attacchi durante la produzione automobilistica.
Perché Premier Custom Injection Mold Tooling Services dà priorità alla velocità di sfiato per eliminare le bave di stampaggio?
I nostri servizi di stampaggio a iniezione personalizzato di alta qualità si concentrano sulla velocità di sfiato perché mirano a risolvere il problema alla radice. Ci impegniamo ad adattare la velocità di sfiato alla tenuta sulla linea di separazione in modo da regolare la pressione nella cavità. Nel nostro processo tecnico , eseguiamo le seguenti operazioni:
Sigillatura di precisione della linea di giunzione: la prima difesa
La base è la tenuta impeccabile lungo la linea di separazione. Richiediamo una lavorazione su rettificatrici di precisione per una tenuta completa con una tolleranza di gioco di ≤0,01 mm , il che si traduce in un errore cumulativo ridotto al minimo e in costi di collaudo inferiori , migliori rispetto allo standard di settore di 0,03 mm . La tenuta eccezionalmente ermetica, risultante dallo stampo a iniezione di alta precisione, impedisce qualsiasi intrusione di materiale fuso in caso di fuoriuscita di gas, formando così una barriera fisica per la prevenzione della formazione di bave.
Geometria ottimizzata delle prese d'aria per l'evacuazione transitoria dei gas.
Una corretta progettazione degli sfiati consente la velocità di fuoriuscita necessaria. Utilizziamo sfiati progettati con un andamento a gradini, posizionati a 2,5 mm dalla periferia del prodotto e con una profondità compresa tra 0,015 mm e 0,02 mm , per consentire la fuoriuscita del gas in meno di 0,02 secondi durante il riempimento ad un'elevata velocità di ≥80 mm/s . Questo requisito fondamentale nei nostri servizi di progettazione per lo stampaggio a iniezione garantisce la fuoriuscita del gas ad alta pressione, prevenendo la separazione delle lastre.
Sistema integrato per la produzione a zero difetti
La combinazione di tenuta e sfiato crea un sistema chiuso che gestisce la pressione. Ciò elimina l'improvviso picco di pressione causato dal gas intrappolato e riduce quindi la forza di leva di oltre l'85% . Assicura che tutte le forze di serraggio disponibili vengano utilizzate e garantisce prestazioni di stampaggio senza bave 24 ore su 24, 7 giorni su 7 , con soluzioni per i difetti degli stampi a iniezione grazie a stampi a iniezione durevoli .
Il nostro approccio tecnico ridefinisce la prevenzione delle bave concentrandosi sulla dinamica dei gas piuttosto che sulla pressione di serraggio. Questi protocolli, con guarnizioni della linea di separazione ≤0,01 mm e profondità di sfiato ingegnerizzate, forniscono il sistema collaudato per prevenire la formazione di bave negli stampi . La profondità di sfiato regolabile, intrinseca ai nostri stampi a iniezione per volumi di produzione elevati, garantisce affidabilità ed economicità, come offerto dai migliori servizi di stampaggio a iniezione personalizzato .

In che modo la progettazione di stampi di precisione personalizzati può sopprimere l'intrappolamento di aria e garantire uno stampaggio a iniezione senza vuoti?
Lo stampaggio a iniezione senza vuoti richiede un'attenta gestione del fronte di flusso e del ritiro volumetrico, che non si ottiene con la sola messa a punto del processo. L'ingegneria predittiva alla base della nostra soluzione di stampi di precisione personalizzati elimina le intrappolamenti d'aria prima della produzione, creando componenti resistenti e compatti. Il nostro processo affronta il problema complesso e lo risolve in anticipo per garantire il rispetto delle rigorose specifiche di resistenza richieste dal settore automobilistico.
Progettazione predittiva tramite analisi reologica non lineare 3D
- Strategia principale: la simulazione del riempimento basata su parametri di processo reali, come una temperatura dello stampo di 85 °C e una temperatura di fusione di 240 °C, viene utilizzata per identificare le aree di riempimento tardivo.
- Fattore determinante: se le previsioni di variazione del ritiro volumetrico sono ≥1,2% , è necessaria una riprogettazione del punto di iniezione per evitare l'intrappolamento dell'aria e il sotto-riempimento, che diventa la base per la progettazione dello stampo a iniezione basata sulla simulazione .
Ottimizzazione strategica del sistema di apertura per l'imballaggio uniforme
- Azione correttiva: Utilizzo di paratoie a ventaglio per distribuire il flusso ed evitare elevati tassi di taglio rispetto alle paratoie standard .
- Specifiche tecniche: La larghezza del punto di iniezione è progettata con precisione per essere pari al 65-75% dello spessore della parte più spessa dello stampo.
- Risultato: Ciò garantisce un trasferimento ottimale della pressione nel nucleo della cavità, mantenendo al contempo il processo di tenuta, una caratteristica essenziale degli stampi a iniezione ad alte prestazioni .
Processo integrato per densità garantita
- Risultato del sistema: Il sistema di alimentazione e di iniezione progettato garantisce una distribuzione ottimale della pressione, riducendo al minimo le tensioni residue fino al 4-5% .
- Validazione finale: la soluzione da noi sviluppata garantisce una densità e una resistenza del 100% del pezzo all'interno dello stampo, assicurando così uno stampaggio a iniezione senza vuoti e uno stampo a iniezione con struttura densa .
La nostra soluzione si basa su una tecnica di ingegneria preventiva che garantisce la realizzazione di pezzi privi di vuoti fin dalla fase di progettazione. L'utilizzo dell'analisi reologica 3D e del posizionamento del punto di iniezione si traduce in un sistema di stampaggio a iniezione avanzato che evita completamente l'intrappolamento di aria. Ciò si traduce in integrità del pezzo e in soluzioni efficaci per i difetti di stampaggio a iniezione , definendo così il nostro standard di servizio tecnico per gli stampi a iniezione .
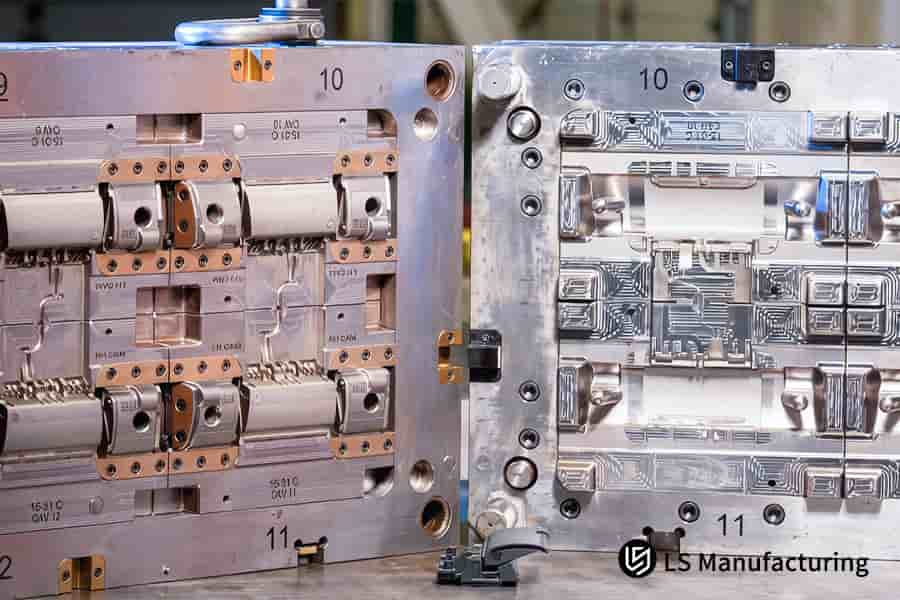
Figura 2: Lo stampo senza bave forma forchette multiple in plastica all'interno di cavità in acciaio inossidabile lucidato.
Quali parametri di bilanciamento dell'espulsione impediscono che i pezzi si attacchino allo stampo durante la produzione automatizzata ad alto volume?
L'adesione dei pezzi e l'espulsione impropria diventano problemi cruciali nella progettazione di stampi a iniezione per sistemi di controllo automatico . Grazie alla comprensione delle forze che agiscono sullo stampo e sulle superfici coinvolte, garantiamo che tutti gli estrattori funzionino con prestazioni ottimali nei nostri servizi di progettazione di stampi a iniezione personalizzati .
| Pilastro delle soluzioni | Implementazione tecnica |
| Analisi dell'equilibrio delle forze | L'analisi pre-produzione prevede la resistenza allo stampaggio, consentendo il corretto posizionamento dei perni di espulsione e mantenendo una precisione rigorosa di ±0,5° per evitare che il pezzo si attacchi allo stampo . |
| Dinamica di espulsione ottimizzata | La curva di velocità di 15-25 mm/s viene utilizzata per evitare la concentrazione di stress, una caratteristica fondamentale degli stampi a iniezione a espulsione sincronizzata . |
| Ingegneria avanzata delle superfici | Il rivestimento DLC (nano-rivestimento in carbonio simile al diamante con profilo di basso attrito) ( HV >2200 ) viene applicato alle superfici del nucleo, riducendo il coefficiente di attrito a ≤0,1 , servizio di risoluzione dei problemi di stampaggio a iniezione del nucleo. |
| Standard di produzione validato | Grazie al successo dimostrato in migliaia di cicli, questo approccio garantisce una sformatura prevedibile al 100% , assicurando un'elevata operatività degli stampi a iniezione . |
Nota: la matrice di confronto sopra riportata dimostra che il passaggio dalla regolazione dei parametri reattivi alla precisione a livello dell'acciaio per utensili e alla micro-ventilazione garantisce in modo fondamentale una produzione a zero difetti. Elimina l'adesione dello stampo e assicurati cicli di produzione ad alto volume senza interruzioni. Sfrutta la nostra esperienza nel rivestimento DLC e nell'espulsione sincronizzata. Contatta LS Manufacturing per discutere del tuo progetto e richiedere una valutazione di fattibilità.
Perché la termoregolazione dinamica multizona è il fattore più efficace nelle soluzioni per la correzione dei difetti degli stampi a iniezione?
La termoregolazione dinamica multizona elimina la deformazione e le bave dello stampo, garantendo una temperatura superficiale uniforme di ± 1,5 °C . La capacità della termoregolazione dinamica multizona di risolvere i problemi di difettosità è dovuta all'eliminazione della causa del problema: lo squilibrio termico. I sistemi di raffreddamento tradizionali generano differenze di temperatura superiori a 25 °C sulle superfici, causando deformazioni e bave. La nostra soluzione utilizza un raffreddamento a conformazione precisa per produrre temperature uniformi di ± 1,5 °C , offrendo soluzioni per i difetti degli stampi a iniezione .
Sostituzione dei sistemi di raffreddamento tradizionali inefficienti
I condotti del refrigerante che seguono linee rette non possono replicare la forma complessa del pezzo. Di conseguenza, si verifica un raffreddamento non uniforme che causa differenze di temperatura, tensioni e difetti. Si tratta di un approccio reattivo e inefficiente. Introduciamo un metodo che sostituisce questa soluzione reattiva con una soluzione proattiva basata su principi fisici per la creazione di stampi a iniezione di precisione a temperatura controllata .
Precisione ingegneristica con canali conformi
Per raggiungere i nostri obiettivi, utilizziamo la tecnologia di stampa 3D per stampare i canali di raffreddamento, progettati per seguire la forma della cavità. Il fattore chiave da tenere presente è mantenere una distanza di 8 mm tra il canale e la superficie dello stampo. Ciò garantisce un'estrazione uniforme del calore, affrontando direttamente i gradienti termici ed eliminando la formazione di bave di stampaggio , un vantaggio fondamentale degli stampi a iniezione con prevenzione dei difetti .
Convalidare le prestazioni con metriche basate sui dati
L'efficacia del sistema risiede nei suoi risultati pratici. Riducendo la differenza di temperatura in tutto lo stampo a ±1,5 °C , si riducono le sollecitazioni termiche responsabili della deformazione. Questa uniformità consente di ridurre i tempi di ciclo di oltre il 35% e di ottenere pezzi dimensionalmente stabili da stampi di precisione personalizzati , caratteristica distintiva degli stampi a iniezione multizona .
La nostra tecnica va oltre il semplice raffreddamento, perché creiamo uniformità termica all'interno dello stampo stesso. La distanza di 8 mm e l'intervallo di regolazione della temperatura di ±1,5 °C forniscono requisiti concreti per evitare difetti prima che si verifichino. Il nostro processo elimina le due incertezze relative a qualità e produttività, garantendo una produzione costantemente efficiente. [Scarica il nostro Manuale per la risoluzione dei difetti nello stampaggio a iniezione] per ottimizzare i tuoi parametri di produzione attuali.
In che modo l'allineamento della formulazione del materiale e la meccanica di estrazione del nucleo impediscono che i video flash si attacchino simultaneamente?
È possibile evitare simultaneamente bave, vuoti e incollaggi quando il comportamento del materiale e le sue proprietà meccaniche sono attentamente abbinati, una competenza fondamentale dei nostri servizi di progettazione per lo stampaggio a iniezione . L'integrazione di questi due processi spiega la nostra filosofia per il servizio di stampaggio a iniezione con eliminazione dei difetti . In particolare, nel trattamento di polimeri semicristallini con elevato ritiro ( 1,8%-2,2% ) come il PA66+30%GF , il nostro processo garantisce:
Meccanismo avanzato di estrazione del nucleo per la prevenzione della formazione di fiamma.
- Aggiornamento critico: passaggio da un sistema di scorrimento a un solo passaggio a un sistema di estrazione del nucleo con bloccaggio idraulico a due fasi.
- Motivazione tecnica: Ciò contribuirà a prevenire il gioco meccanico e l'usura eccessiva , che causano la formazione di bave in presenza di alta pressione, un requisito fondamentale per i nostri stampi di precisione personalizzati .
- Integrazione del sistema: il processo funzionerà in coordinamento con una pressione di serraggio di 150 MPa , essenziale per gli stampi a iniezione ad alta pressione al fine di garantire una tenuta impeccabile.
Controllo di precisione del processo per eliminare i vuoti
- Intervento mirato: introdurre un profilo di velocità graduale durante la fase finale di compattazione.
- Azione specifica: Quando il riempimento si avvicina al 98% , ridurre la velocità a 12 mm/sec .
- Prevenzione dei difetti: rallentando il processo, preveniamo efficacemente il ritiro anisotropo dovuto all'orientamento delle fibre, responsabile della formazione di vuoti e uno dei principali vantaggi degli stampi a iniezione privi di vuoti .
Gestione della cristallizzazione specifica per materiale
- Strategia principale: Coordinare i parametri di processo per controllare la cinetica di cristallizzazione del materiale.
- Come funziona: l'utilizzo di una pressione di mantenimento elevata e stabile ( 150 MPa ) unitamente a un profilo di riempimento preciso consente di controllare il raffreddamento e la solidificazione .
- Risultato finale: Ciò garantisce un ritiro uniforme senza le conseguenti tensioni, contribuendo direttamente ad eliminare l'adesione dei vuoti di bava .
Il nostro approccio combina l'innovazione meccanica con la scienza dei materiali. L'estrazione del nucleo bloccato in due fasi e la pressione di 150 MPa evitano la formazione di bave, mentre il profilo di velocità di fine riempimento di 12 mm/s previene la formazione di vuoti. Questo processo combinato controlla la cristallizzazione per evitare l'adesione, creando un sistema integrato in grado di risolvere preventivamente le problematiche dei polimeri ingegneristici più difficili, grazie a stampi a iniezione con cristallizzazione controllata .
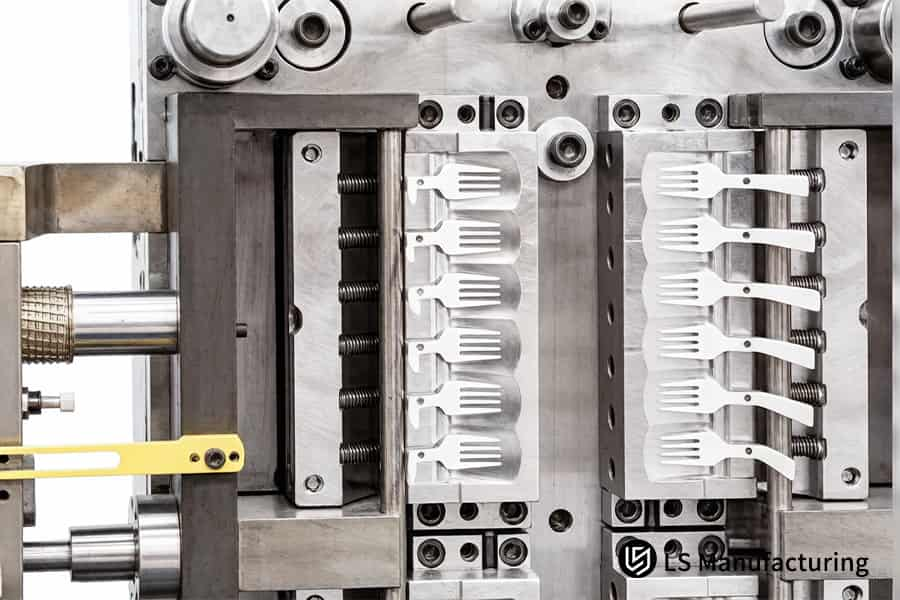
Figura 3: Servizi di stampaggio a iniezione personalizzati: lavorazione di cavità in alluminio contrassegnate con i numeri 10 e 11 per la produzione.
Caso di studio: come ha fatto LS Manufacturing a fornire stampi per connettori automobilistici senza sbavature a un fornitore di primo livello tedesco del settore automobilistico?
I servizi di stampaggio a iniezione personalizzato offerti da LS Manufacturing hanno contribuito a risolvere il problema alla radice, dimostrando la nostra competenza nello stampaggio a iniezione ad alto volume con stampi senza bave e stampaggio a iniezione senza vuoti .
Sfida del cliente
Il cliente ha riscontrato problemi critici con il suo connettore ad alta tensione da 48 V realizzato in PBT ad alta fluidità + 15% GF . Lo stampo di un altro fornitore aveva generato un eccesso di bave ( 0,12 mm ) sulla linea di separazione e vuoti interni, con conseguente tasso di guasto del 18,5% dei componenti durante il processo di assemblaggio. Questo problema ha compromesso la possibilità di superare il test di isolamento ad alta tensione, con possibili perdite per milioni di euro e l'arresto della linea di produzione.
Soluzione di produzione LS
Grazie allo stampo a iniezione ad alta stabilità , è stata ridotta la variazione della temperatura superficiale della cavità. da 28 °C a ±1 °C . Durante i test di flusso iniziali, si è verificato un inatteso restringimento anisotropo dovuto all'allineamento delle fibre. È stata quindi effettuata una riprogettazione completa, a partire da un'analisi completa per la progettazione per la fabbricazione (DFM). La soluzione ha incorporato l'uso di acciaio per utensili per lavorazioni a caldo di alta qualità (superiore a HRC 52) combinato con la lavorazione CNC a 5 assi per garantire accoppiamenti precisi della linea di separazione, dove il gioco è stato mantenuto a ±0,008 mm . Allo stesso tempo, è stata effettuata una riprogettazione del sistema di ventilazione insieme a 12 canali di raffreddamento conformi utilizzando il processo di stampa 3D del metallo.
Risultati e valore
Secondo i parametri di riferimento standard del settore per i connettori ad alta tensione, il tasso di scarto tipico si aggira intorno al 3-5%, mentre la soluzione di LS Manufacturing ha raggiunto un risultato senza precedenti dello 0,05%. Questi risultati sono stati confermati tramite misurazioni CMM in linea. Le bave sono state eliminate, poiché le misurazioni hanno mostrato valori inferiori o uguali a 0,005 mm , mentre il contenuto di vuoti interni è stato ridotto del 98,5% , ottenendo così uno stampaggio a iniezione completamente privo di vuoti . Si è registrata una riduzione del tempo di ciclo del 24% , mentre la resa sulla linea di assemblaggio automatizzata ha raggiunto il 99,95% . Grazie a questo stampo a iniezione , il cliente è riuscito a evitare ingenti penali finanziarie e ha ottenuto ulteriori contratti per stampi a due componenti.
Questo progetto evidenzia la nostra capacità di affrontare problematiche complesse e critiche legate alla produzione attraverso l'applicazione di principi ingegneristici rigorosi. Affrontando i principali fattori problematici, come accoppiamenti imprecisi, raffreddamento inadeguato e sfiato errato, con specifiche precise di tolleranze di ±0,008 mm e temperature di ±1 °C , offriamo stampi garantiti senza bave . Questo metodo basato sui dati è alla base dei nostri servizi di stampaggio a iniezione personalizzato , soprattutto quando un problema può costare milioni.
Dimostra una precisione di ±0,008 mm e una riduzione del vuoto del 98,5% per i tuoi componenti ad alta tensione. Invia il progetto del tuo connettore per convalidare un processo senza sbavature e definire una tempistica di produzione.

Perché è essenziale un servizio di risoluzione dei problemi per lo stampaggio a iniezione analitico prima di finalizzare il taglio dell'acciaio?
Eseguire un'analisi preventiva durante il servizio di risoluzione dei problemi di stampaggio a iniezione, prima di qualsiasi taglio dell'acciaio, è l'approccio più efficace per evitare modifiche inutili e costose agli stampi. Questo approccio è uno dei principi chiave della nostra progettazione di stampi a iniezione basata sulla simulazione , in quanto consente di simulare l'intero processo produttivo per individuare ed eliminare possibili problemi di flusso, compattazione e raffreddamento prima della fabbricazione dello stampo.
| Fase | Implementazione tecnica e motivazioni |
| Analisi preventiva | Utilizzando risolutori di flusso non lineari per simulare il processo di flusso della resina, è possibile individuare potenziali difetti come le bolle d'aria senza dover asportare materiale d'acciaio, aspetto fondamentale nella progettazione di stampi a iniezione . |
| Monitoraggio del gradiente di pressione | Analisi della pressione della cavità con un intervallo di 0,001 secondi, dove un gradiente superiore al 15% indica un alto rischio di vuoti o problemi di adesione. |
| Azioni di mitigazione del rischio | La modifica dei progetti di gate e raffreddamento all'interno di una simulazione computerizzata consente di eliminare preventivamente i problemi di adesione delle lacune di fusione . |
| Realizzazione del valore per il cliente | Questo servizio di progettazione per lo stampaggio a iniezione elimina da quattro a cinque prove di stampaggio che sarebbero state altrimenti necessarie e riduce i costi di attrezzaggio di circa il 70% . |
Grazie alla nostra analisi dinamica della pressione in frazioni di secondo e al requisito di un limite di gradiente del 15% , offriamo una roadmap basata sui dati per il successo. Questo approccio affronta direttamente i problemi chiave dei costosi test e della scarsa qualità dei pezzi che i clienti si trovano ad affrontare, garantendo così che gli stampi finali siano basati su progetti collaudati . Questi stampi a iniezione pre-validati assicurano la producibilità garantita e un risparmio sui costi in progetti di valore.

Figura 4: I componenti di precisione dello stampo in alluminio e acciaio consentono lo stampaggio a iniezione senza bave né vuoti in fase di produzione.
Perché scegliere LS Manufacturing come fornitore di riferimento per stampi di precisione personalizzati e una produzione economicamente vantaggiosa?
Scegliere LS Manufacturing come fornitore preferenziale significa fare una scelta oculata per garantire una produzione di componenti economicamente vantaggiosa e con la certezza della precisione. Raggiungiamo questo obiettivo integrando tutti gli aspetti dei sistemi di qualità certificati, processi produttivi avanzati e supporto ingegneristico, che ci consentono di trasformare progetti complessi di componenti in attrezzature di produzione altamente efficienti . Tra queste:
Integrazione certificata dei processi per una qualità prevedibile
In qualità di azienda certificata ISO 9001:2015 e IATF 16949:2016 , integriamo sistemi di gestione della qualità dei processi, e non ci limitiamo alle certificazioni, garantendo così una gestione ottimale di ogni fase del processo, dall'inizio alla fine, dalla certificazione dei materiali all'ispezione finale dei prodotti. Questo ci permette di fornire stampi di precisione personalizzati per ogni esigenza.
Lavorazioni meccaniche interne avanzate per una stabilità degli utensili senza pari.
Gli strumenti che utilizziamo includono macchine utensili avanzate come i centri di lavoro a 5 assi Makino e le macchine per elettroerosione a filo Sodick . La capacità di realizzare questi complessi progetti nelle dimensioni esatte desiderate ci permette di creare accoppiamenti perfetti con stabilità termica. Questa capacità di avere il controllo totale sul processo di lavorazione è fondamentale per creare stampi a iniezione ad alta stabilità, in grado di supportare linee di produzione ininterrotte.
Collaborazione proattiva nella progettazione fin dalla fase concettuale.
Offriamo un servizio aggiuntivo di analisi DFM (Design for Manufacturing) completo e gratuito, completato entro 24 ore dalla ricezione del file di dati 3D (STEP, IGS, X_T). La nostra analisi DFM include l'analisi del punto di iniezione, la stima del tempo di ciclo e l'ottimizzazione dello sfiato. Tutto questo è incluso nei nostri servizi di progettazione per lo stampaggio a iniezione . Ciò ci consente di identificare e risolvere tempestivamente eventuali problemi di producibilità, garantendo che i preventivi e i servizi di stampaggio a iniezione personalizzati che forniamo siano realistici.
I nostri processi collaudati garantiscono l'affidabilità del processo, i nostri macchinari all'avanguardia assicurano la qualità degli stampi e la nostra accurata valutazione del progetto garantisce la fattibilità produttiva. Il nostro controllo totale dall'inizio alla fine , inclusa la nostra soluzione integrata di stampaggio a iniezione , risolve i problemi principali di ritardi di progetto, sforamenti di budget e instabilità della produzione.
FAQ
1. Quali sono i tempi di consegna di LS Manufacturing per gli stampi senza bave?
I tempi di produzione standard per gli stampi a iniezione di precisione variano dai 25 ai 35 giorni . L'azienda applica l'ottimizzazione DFM (Design for Manufacturing) e può quindi garantire l'assenza di bave superiori a 0,01 mm durante le prove di stampaggio T1, il che si traduce in una rapida approvazione dei prototipi.
2. Come si può garantire matematicamente una struttura stampata a iniezione priva di vuoti per componenti trasparenti a pareti spesse?
L'azienda utilizza simulazioni Moldflow 3D per controllare la pressione di mantenimento (che rimarrà superiore a 120 MPa ) impiegando canali di colata ad alto flusso con spessori di parete >65% . Di conseguenza, il ritiro da cristallizzazione nelle regioni centrali può essere controllato entro ±0,2% .
3. Qual è la quantità minima d'ordine (MOQ) per i servizi di stampaggio a iniezione personalizzato presso LS Manufacturing?
Non abbiamo requisiti di quantità minima d'ordine (MOQ) fissi per i nostri clienti. Forniamo preventivi personalizzati anche per un singolo stampo, sia per stampi in alluminio utilizzati nella prototipazione, sia per stampi in acciaio temprato ad alta resistenza, in grado di produrre 1.000.000 di pezzi all'anno .
4. In che modo LS Manufacturing protegge i file CAD 3D riservati e la proprietà intellettuale (PI) dei clienti?
Implementiamo rigorosi protocolli di protezione della proprietà intellettuale di livello militare . Prima del caricamento dei disegni STEP, stipuliamo un accordo di non divulgazione (NDA) legalmente vincolante; inoltre, tutti i parametri di elaborazione e i disegni di progetto vengono archiviati durante l'intero flusso di lavoro su server isolati e crittografati.
5. Quali tipi di acciaio per utensili utilizzate per evitare completamente che i pezzi si attacchino allo stampo?
Selezioniamo principalmente acciai per stampi di prima qualità provenienti da produttori leader come la svedese ASSAB e la giapponese DAIDO (ad esempio, S136, NAK80). I componenti principali dello stampo vengono sottoposti a trattamento di tempra per raggiungere una durezza di HRC 52 o superiore, con la possibilità di applicare un rivestimento nanotecnologico DLC (Diamond-Like Carbon) per un attrito estremamente ridotto.
6. Se il mio stampo attuale presenta gravi problemi di bave di stampaggio, il vostro servizio di assistenza per lo stampaggio a iniezione può ripararlo?
Sì. Il nostro servizio di riparazione stampi inizia con una scansione CMM 3D a livello micrometrico della linea di separazione del vecchio stampo per identificare eventuali aree deformate. Successivamente, utilizziamo la saldatura laser di precisione per riparare il materiale, seguita da una fresatura CNC a 5 assi ad alta precisione per ripristinare il gioco di accoppiamento entro una tolleranza di ±0,01 mm .
7. In che modo i vostri servizi di stampaggio a iniezione personalizzato attenuano le fluttuazioni dei prezzi di mercato delle materie prime per i clienti?
Abbiamo stipulato accordi annuali di acquisto all'ingrosso con importanti colossi internazionali delle materie prime come BASF e DuPont . Il nostro solido meccanismo di buffer per le scorte di tecnopolimeri garantisce che la differenziazione dei prezzi per la produzione di massa rimanga al riparo dalle fluttuazioni del mercato esterno per un periodo di 12 mesi .
8. Quali rapporti di controllo qualità riceverò con la consegna del mio stampo di precisione personalizzato?
La fornitura dello stampo include un pacchetto completo comprendente: certificati completi del materiale dell'acciaieria, rapporti di prova di durezza del trattamento termico, rapporti di ispezione dimensionale CMM, file digitali completi per l'analisi DFM e del flusso dello stampo e un minimo di 50 campioni di prova T1 qualificati . Contattateci per un preventivo gratuito .
Riepilogo
Eliminare bave, vuoti e incollaggi richiede una perfetta integrazione tra attrezzature di stampaggio all'avanguardia e la scienza del flusso di stampaggio digitale. LS Manufacturing controlla le fessure della linea di separazione con una precisione di ±0,008 mm , progetta sfiati a livello micrometrico e utilizza il raffreddamento conformale per eliminare i difetti alla fonte. Dimostriamo la nostra competenza attraverso i dati e l'esperienza nella realizzazione di stampi, aiutando i produttori di fascia alta a evitare costose riprogettazioni e a trasformare i progetti in prodotti impeccabili e durevoli.
Hai problemi con bave, vuoti o pezzi incollati? Non lasciare che stampi scadenti prosciughino il tuo budget. Clicca su "Valutazione e preventivo gratuiti" per caricare i tuoi file CAD 3D. Entro 24 ore riceverai un report DFM dettagliato per lo stampo a iniezione con analisi del flusso e dell'estrazione, oltre a un preventivo trasparente a fasce di prezzo, e potrai raggiungere il 100% di resa fin dal primo tentativo.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


