
CNC turning precision parts require a whole ecosystem, and it is not just precision machines, as evidenced by failed industries such as aerospace and medical devices. It is not a science of machines; it is a science of materials and traceability. We propose our solution to this challenge by providing how our proprietary databases on Inconel 718 and Ti-6Al-4V ELI materials can be used to assure a closed-loop process control solution.
The proposed solution to assure first-time correct parts is by force/temperature monitoring and compensating machining to attain sub-micron tolerances such as 0.0008-inch roundness. This allows traceability of batches and instills a quality culture while adhering to AS9100/ISO 13485 standards, which become your trusted technical base. This is what we mean by extreme reliability challenges.

CNC Turning Precision Parts For Aerospace And Medical: Critical Checklist
| Requirement | Our Protocol |
| Absolute Material Integrity | We source verified material that has full traceability (Mill Certs) and verify our own specifications for critical materials such as Titanium 6Al-4V ELI or 316LVM. |
| Regulatory Documentation | Our parts are made in a rigid quality management system (ISO 13485, AS9100), and all necessary documentation is completed to meet the requirements of traceability and process validation. |
| Micro-Scale Precision Demand | CNC turning tolerances as low as ±0.005mm and finer surfaces (Ra < 0.4µm) demand submicron machine tooling capabilities. |
| Complex, Thin-Wall Geometries | Machining of thin-walled features requires special fixturing to prevent distortion of the part. |
| Biocompatibility & Cleanliness | Cleaning and passivation to ASTM and ISO specifications for medical components ensures absolute biocompatibility and particulate-free surfaces. |
| Our Technical Edge | We have the latest in Swiss-type CNC lathes that offer live tooling and sub-spindle capability to perform all operations in one chucking operation. |
| Verifiable Quality | We use 100% inspection of critical dimensions with the latest in computer-controlled inspection technology and surface metrology to assure that all components are correct to the minute detail. |
| Result: Certified Reliability | We don't just supply components correct to the minute detail; we also supply components certified for safety, performance, and life in critical human and flight missions. |
We have solved the basic business problem for our mission-critical industries: how do you supply components with sub-micron accuracy while at the same time meeting the insatiable need for full traceability and compliance with increasingly stringent regulations and standards? We have bridged the technology gap between the high-end machine shops and the quality documentation suppliers to assure that components are not only correct to the minute detail but also certified for the requirements of their life-saving or flight-critical use.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
While there is an abundance of information on how to effectively machine aerospace and medical-grade parts, this is only achieved by experience, not by reading about it. We operate within an environment where failure is not an option, machining Inconel 718 for aerospace components and Ti-6Al-4V ELI for life-sustaining medical implants. All of the knowledge we've gained up to this point has been achieved by our insatiable appetite for sub-micron tolerances and finishes within the constraints of meeting hard deadlines and audits that come with it.
We've achieved this level of expertise by building on a foundation of traceable precision, not only machining a part to print, but engineering an entire system of success. This includes, but is not limited to, adhering strictly to ISO 13485 for medical devices standards, as well as ensuring that all metrology is traceable to standards established by the National Institute of Standards and Technology (NIST).
The information and assistance that we can offer is the result of learning from real failures and developing new standards of precision turning for the aerospace industry as well as the medical field. Our goal is to offer the information and assistance that you need to make sure that your most exacting and critical high-value turned parts get it right the first time, every time.
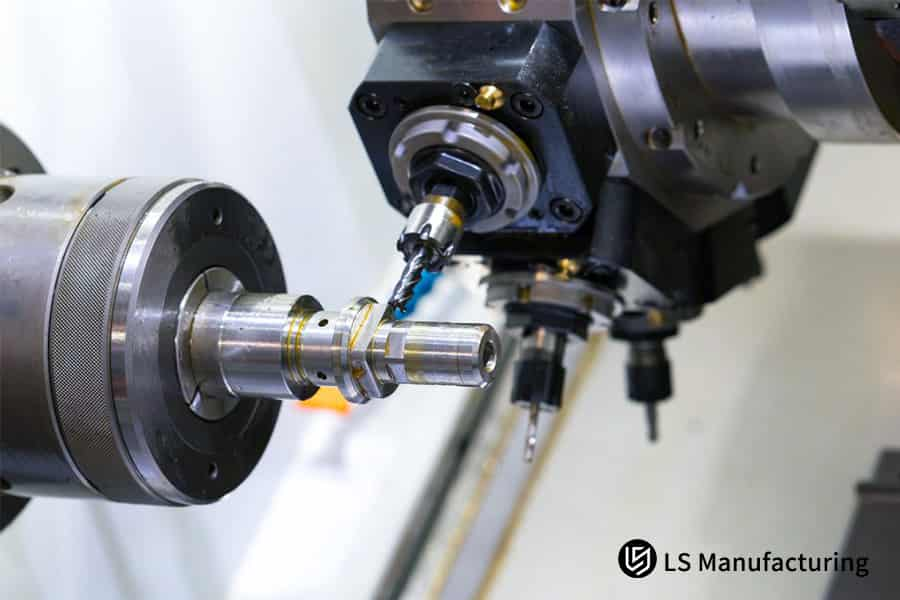
Figure 1: Machining high-tolerance alloy critical components in a stringent environment for aerospace and medical device manufacturing.
What Are The Core Challenges And Technological Breakthroughs In High-Temperature Alloy Turning For Aerospace?
In turning nickel-based superalloys like Inconel 718, it is a battle of the machining tool vs the superalloy material, which possesses extraordinary strength, low thermal conductivity, and work-hardening properties. Conventional machining techniques often fail in turning these materials, resulting in excessive heat and tensile stresses that cause premature failure of the turned part. Our technology is developed specifically to address these challenges head-on and turn them into opportunities for success with critical aerospace CNC turning parts:
Advanced Tooling & Coating Science
We counteract the effects of extreme heat and abradability through the use of SiAlON ceramic or ultra-fine grain carbide, which is carefully chosen to ensure the desired outcome. When coated with special coatings like AlCrN, these are able to maintain hardness even in extreme temperatures. This is the first step in the process, which ensures the integrity of the tool and the finish on the workpiece, which is so critical in the complex material CNC turning.
High-Pressure Coolant for Chip Control
While others have used the coolant system merely to cool the tool, we are able to utilize high-pressure coolant, which must be at least 70 bar, to spray the cutting edge of the tool. This step, which has been substantiated from a metallurgical standpoint, has proven that tool life can be extended 50-100% with just this step alone. This is so critical in the process of CNC turned components.
Optimized Parameters & In-Process Monitoring
We use a strategic approach of reducing cutting speeds (40-60 m/min Vc) and feed rates to manage heat generation. Additionally, force monitoring is employed, and instant corrections for tool deflection and material “push-off” can be made. This guarantees dimensional stability throughout the Inconel 718 machining material.
Validated Subsurface Integrity
The end result is a component that can be assured of performance under stressful conditions. Our process has been developed and proven to create advantageous compressive residual stresses in the subsurface of the final component, eliminating "white layer" and micro-cracking, which are common causes of catastrophic component failures. The end result is long-term structural integrity in every high-value turning part we produce.
This methodology represents our exacting physics-based process for addressing the unique challenges associated with superalloys. Rather than simply documenting our capabilities, we have chosen to document a verified process that ensures performance in every component we produce. It represents a benchmark in the production of the most exacting precision CNC turning parts.

How To Achieve Biocompatible Surface Processing For Titanium Alloys Used In Medical Implants?
For medical CNC turning parts, the surface of the component is not just a surface; rather, it is a biological interface. To create a biocompatible surface finish on titanium implant surface finish requires a controlled process that ensures there is no component contamination, micro-damage, or lack of traceability. In this document, we describe our exacting process for accomplishing this imperative.
| Control Point | Methodology & Objective |
| Contamination Prevention | All edical device machining take place in an ISO Class 7 cleanroom with biochemically controlled coolants to prevent pyrogenic and particulate contaminants. |
| Damage-Free Surface Creation | High-speed finishing processes (Vc ~ 150 m/min) are used in combination with microblasting and electropolishing to create a chemically pure isotropic surface with Ra < 0.2 μm and compressive residual stresses. |
| Full Process Traceability | All process parameters from receipt of materials to completion of CNC turning operations are automatically recorded in a Manufacturing Execution System to ensure the integrity of process data for FDA compliance. |
The defined protocol is designed to process raw materials and generate a dependable biological interface. This protocol addresses critical client concerns with respect to risks of post-operative inflammation due to surface contaminants and implant stability due to enhanced osseointegration. This document represents the definitive blueprint for medical device machining to specifications under the most extreme client and regulatory conditions.

Figure 2: Fabricating high tolerance CNC turning components from complex materials for demanding aerospace and medical industries.
How To Establish And Maintain Stable Production Process Capabilities With Micron-Level Tolerances?
The achievement of micron-level tolerances of ±0.005mm, and beyond, is not a function of machine tool precision. Rather, it is a systemic problem that requires management and compensation of a multitude of thermal, mechanical, and statistical process variables that dynamically interact with each other in the course of production. LS Manufacturing’s proprietary “Stability Triangle” is designed to manage process complexities and transform inherent process variation into a predictable and repeatable outcome in the most extreme high tolerance CNC turning applications:
Comprehensive Thermal Equilibrium Management
- Environmental Control: Maintaining the workshop at 20±1°C to set up a baseline for all equipment and materials.
- Active Machine Compensation: Utilizing infrared thermography to determine compensation values for CNC code, eliminating distortion at the source.
- Process Stability: The system ensures that the dimensional integrity of the parts is preserved from the first part to the last part of the batch of precision CNC turning components.
In-Process Metrology and Adaptive Control
- Real-Time Measurement: Utilizing high-precision on-machine probes for the measurement of critical features between operations.
- Closed-Loop Correction: Dynamically adjusting tool offsets based on real-time measurement data, limiting dimensional drift to within 30% of the defined tolerance band.
- Result: This will ensure a self-correcting CNC turning process that proactively maintains accuracy without human intervention.
Data-Driven Process Sustenance and Prediction
- Live Process Monitoring: The implementation of statistical process control SPC on key characteristics will ensure a sustained process capability Cpk ≥ 1.67.
- Predictive Maintenance: The analysis of equipment performance will ensure timely maintenance of spindles and guides before wear affects the turning parts quality.
- Outcome: This will ensure that there is no drift and defects, ensuring long-term stability and yield.
This is an integrated system and directly addresses the key client issues of scrap, rework, and quality variation for precision CNC turning services. Guaranteed stability is ensured through direct management of all variables, from environment to tool edge, to make theoretical machine capability a reality for manufacturing mission-critical components with absolute confidence.

Figure 3: Showcasing a variety of high-tolerance metal components for precision aerospace and medical device manufacturing services.
What Are The Fundamental Differences Between Machining High-Performance Plastics And Metals?
Complex material CNC turning of plastics, for example, PEEK and ULTEM, is based on a machining principle directly opposed to machining metals. In metals, temperature is the major enemy, not the cutting tool. However, with plastics, it is the very removal of material without melting the plastic and distorting its geometry and integrity, as is discussed throughout this document:
| Core Strategy | Implementation & Rationale |
| Tool Geometry for Shear, Not Friction | Razor-sharp, high-positive-rake tool geometry, along with a DLC coating, would shear the polymer cleanly, thus removing the need for plowing and frictional heating. |
| Cryogenic Cooling for Process Stability | Instead of fluid cooling, chilled air or CO2 snow cooling can be employed to directly control heat generation and thus prevent degradation. |
| Gentle Workholding to Prevent Distortion | Implement low-pressure hydraulic fixtures or custom soft jaws to secure the part without causing plastic deformation or stress marks during the CNC turning process. |
This protocol is the solution to the primary client problem of machining expensive engineering plastics because of thermal damage. This is a tried and true framework to deliver micron-level accuracy and surface finish in PEEK machining, guaranteeing precision CNC turning outcomes to meet the high standards needed in medical and aerospace applications.
How Does LS Manufacturing Solve The Fatigue Failure Problem Of Titanium Alloy Bushings For Helicopters?
This CNC turning technical case provides information on our precision services, which focuses on a mission-critical aerospace part, demonstrating the scientific method we take to solve the underlying cause of a problem, which is the titanium helicopter bushing part used in the main rotor assembly.
Client Challenge
The client was facing issues of repeated premature failure of Ti-6Al-4V material of the rotor bushings during fatigue testing. The root cause of this failure was identified as the formation of micro-cracks and tensile stresses at the root of the threads during CNC turning process. This was a safety risk as it brought grinding operations to a complete halt and caused costly overruns of product batches and timelines for a reliable supply chain.
LS Manufacturing Solution
The metallurgical root cause was addressed by our integrated team. The toolpath was optimized using FEA to remove dwell marks, a custom-edged CNC turning tool with precise MQL was implemented, and a post-machining Laser Shock Peening process was developed. This comprehensive engineering approach is unique and targets compressing the thread root subsurface material, converting a negative residual stress state into a positive one, which is critical for fatigue performance.
Results and Value
The redesigned components have resulted in an increase in fatigue life in excess of 100% above and beyond what was necessary. The defect-free microstructure with deep compressive residual stresses has validated our process and solved our client's manufacturing bottleneck problem, created a new world standard in manufacturing this type of component, and has further reinforced our position as a qualified high tolerance CNC turning source for their most demanding requirements.
This LS Manufacturing aerospace case in aerospace manufacturing transcends mere machining by providing engineered reliability. We have solved the root cause problem in the failure mechanism. We are giving our clients certainty for their most critical turning requirements in aerospace components. We have taken what was a critical technical problem and made it a world standard in performance.
Conquer fatigue and tolerance challenges in flight-critical titanium parts with our engineered machining and surface treatment solutions.

How To Build A Full-Process Traceability Chain That Meets AS9100 And ISO 13485 Standards?
Traceability of mission-critical aerospace precision parts and medical implants is not a process, it is part of the product integrity. In order to attain this, a reliable system must provide a verifiable and unalterable history that includes all parts, from the beginning of the material to the end of the inspection process. This document will be used as a blueprint to attain this level of verifiable accountability:
Unique Material Identity and Digital Onboarding
We assign it with a special and computer-readable tag, which links the physical material with the corresponding information from the digital dossier, including the test certificates, composition, and mechanical properties of the material, prior to any machining operation. This provides tamper-proof information for each blank, which is the basis for all precision CNC turning services.
In-Process Data Capture and Binding
Every action is digitally related to the unique identity of the part throughout the manufacturing process. We monitor and record information such as machines, tools, versions of programs, operators, and critical process parameters, as well as measurements for each action. This records the whole process of the CNC turning and finishing.
Centralized Archiving and Instant Audit-Readiness
All of this information is brought together in a core MES system that not only satisfies the medical device quality system regulations but also the FDA 21 CFR Part 11 requirements for electronic records and documents. This enables the instant availability of the entire “digital birth certificate” of the part in question. This is a game-changer in the areas of regulatory audits and failure investigations, where the long and painful process is replaced by the routine and efficient process of data retrieval.
This digital thread is a complete solution to our client’s key issues in terms of risks and latency in the areas of compliance and investigation. We are not simply a supplier of parts; we are a supplier of total data sovereignty and audit assurance, where stringent full traceability is a value-added activity rather than a cost of business in the precision component manufacturing business.
How To Verify The Actual Operational Status Of A Supplier's Quality System During An On-Site Audit?
Certificates are just a preliminary step; it is the live, working system that really provides any kind of backing for claims of part quality. To understand this distinction, it is necessary to look beyond documentation audits and into live processes and decision trails used by the facility. The following audit points are key, critical issues that reveal integrity of operation for suppliers in CNC turning for demanding industries:
Scrutinizing Non-Conformance Management
- MRB Record Depth: Look for recent Material Review Board forms to see if root causes are attributed to “program logic error” or “operator error.”
- Physical Control: Look to see if a separate quarantine area for non-conforming parts is used.
Auditing Tooling and Workholding Control
- Tool Life Management: It should be ensured that the change of tools is not scheduled but is based on actual usage, as in the case of the high-value CNC turning.
- Calibration Traceability: It should be ensured that the identification of the fixtures and gauges, which were used in the operation, can be traced to the current calibration status, thus showing real quality management in practice.
Validating Personnel Competence
- Special Process Certification: Confirm training and certification of operators on key processes, e.g., titanium turning parts.
- Cross-Training Evidence: Confirm maintenance of competence in relation to high-value CNC turning to ensure process control.
The above supplier audit checklist is not just theoretical, but rather hard evidence of a working system. We substantiate this claim by "putting our money where our mouth is" and "putting these areas up for audit" to deliver a real-world solution to our client's need for verifiable on-the-job quality assurance for critical precision machining applications, rather than just a "paper-based" approach.
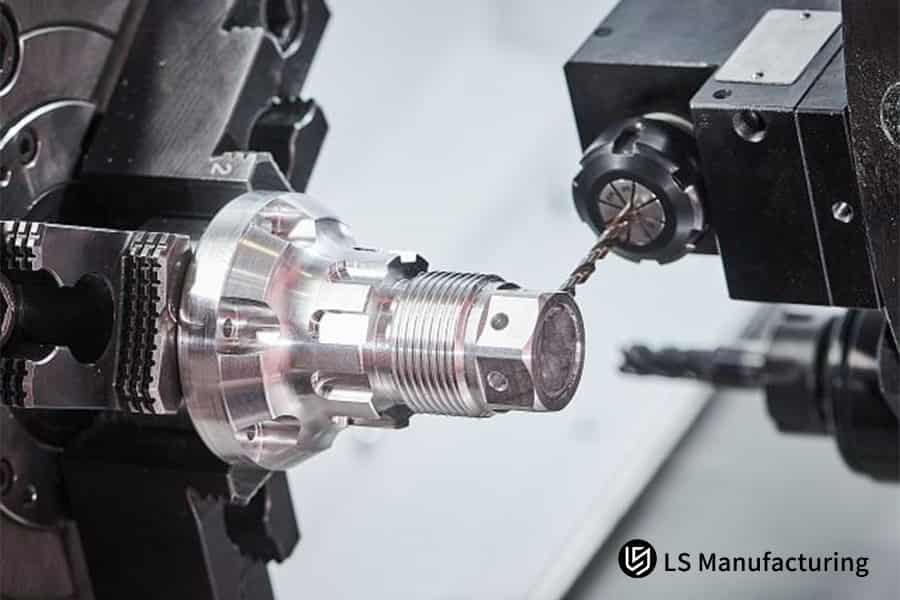
Figure 4: Turning a high-tolerance alloy steel shaft for critical aerospace and medical device applications.
Why Choose LS Manufacturing As The Ultimate Guarantee In Extremely Demanding Environments?
Being successful in an industry where failure is not an option requires a partner that not only owns the results, but also has a stake in the outcome. Why choose LS Manufacturing? We are an extension of your engineering team, providing a closed-loop solution that can turn even the most challenging requirements in compliance and reliability into guaranteed and certifiable results. We can accomplish this by providing three levels of integration:
Vertical Technical Ownership and De-risking
We completely control the process, from material testing to certified heat treat and metrology. We can contain the problem within the company, allowing for rapid root cause analysis. The vertical control of the complex CNC turning projects eliminates the delays associated with the traditional supply chain. We don't simply identify the problem; we solve it.
Proactive Regulatory Navigation and Design Integration
We have a complete understanding of all the current updates to FAA, EASA, and FDA regulations. This is used to link in with the design phase of your project and Design for Reliability (DfR) feedback. This enables your precision CNC turning parts to be born compliant, thus speeding up the certification process.
Data-Backed Commitment and Shared-Risk Engagement
As a mission-critical partner, we make a data-backed commitment to you on key characteristics such as fatigue life or cleanliness. We become a participant in your Design Failure Mode and Effects Analysis (DFMEA) process. Here, we can work in close partnership with you to directly link our precision CNC turning processes with your risk in a manner that enables you to co-own the solution to successful design.
We have solved the ‘end client challenge’ of finding a source that can guarantee performance as opposed to activities. We can accomplish this by leveraging the power of vertical integration, co-engineering of regulations, and the power of co-accountability for providing the technical underwriting for the most critical applications. This way, we can transform ourselves from being a vendor to being a foundational partner for providing assured performance for your most demanding high-value turning projects.
FAQs
1. Are additional certifications required for machining medical or aerospace parts?
Yes. Apart from that, for the aerospace industry, we need AS 9100 certification, which is in addition to ISO 9001 certification. For the medical devices industry, we need ISO 13485, which is in addition to ISO 9001. We have all the necessary certifications, and we strictly adhere to all the guidelines.
2. Can the same quality system requirements be met for small-batch R&D projects as for mass production?
Absolutely. Our quality systems are process-based and apply to small batch R&D projects and mass production projects alike. We do perform first article inspection even for one piece part.
3. How do you control and manage the risk of cross-contamination from different customer projects?
We have implemented measures to strictly isolate different projects in different areas. We have different equipment for different materials like titanium materials, nickel materials, steel materials, and different tooling for different materials. We have different cutting fluids for different materials and clean rooms for critical medical devices projects.
4. What if my design involves special materials for which there is no mature machining experience?
We would initiate our “materials first process study” process. Immediately upon receiving the materials, we would carry out machinability tests in our lab, create a basic database for cutting tool parameters, and produce test pieces for performance testing. In this way, we would move forward with our project in controlled risk conditions.
5. How do you guarantee absolute reliability of delivery dates, especially for projects with long supply chains?
We keep a safety stock of critical raw materials and carry out a predictive purchase for materials that have a longer lead time, such as special alloy bars. We also visualize the entire supply chain from our suppliers to ourselves through the application of an Advanced Planning and Scheduling (APS) system in case of any potential delay in the supply chain. Our On-Time Delivery (OTD) is above 99% for the last three consecutive years.
6. Do you provide complete inspection reports and declarations of conformity?
Yes. Each part will be accompanied by a detailed inspection report, and a declaration of conformity (CoC) will accompany the part. In special cases, inspection reports from third-party certification bodies like SGS, TUV, etc., can be supplied.
7. How do you handle engineering changes and ensure the performance consistency of parts after changes?
All engineering design changes will have to go through the formal ECN process. We will assess the impact of the change on the process, quality, and cost. We will update all documentation, including drawings, procedures, and work instructions. We will also perform verification tests on the first piece of product produced after the change.
8. How to initiate a new project evaluation involving special materials and tolerances?
Please provide your part drawings, technical data, material standards, and target applications. We will initiate the manufacturing feasibility analysis for the new project. You can submit these details directly through our online instant quote platform. We will provide the Project Initiation Summary within 72 hours.
Summary
Providing precision-machined parts for aerospace and medical devices is a race on the "extreme battlefield" of materials science, micromechanics, and stringent regulations. Success criteria go far beyond drawing compliance; they lie in the performance reliability of parts under extreme conditions, traceability throughout their entire lifecycle, and consistent compliance certainty. This requires manufacturing partners not only to have state-of-the-art equipment but also deep application knowledge, a closed-loop quality system, and a culture of accountability.
Submit your most challenging part drawings and performance requirements to us immediately, and LS Manufacturing CNC turning team of aerospace and medical experts will provide you with a free "Preliminary Analysis Report on Manufacturing Feasibility and Risk Mitigation" within 24 hours, using professional engineering insights to help you overcome key obstacles on your productization path.
Do you face material, tolerance, or certification challenges in critical turning parts? Let our certified process be your solution.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


