
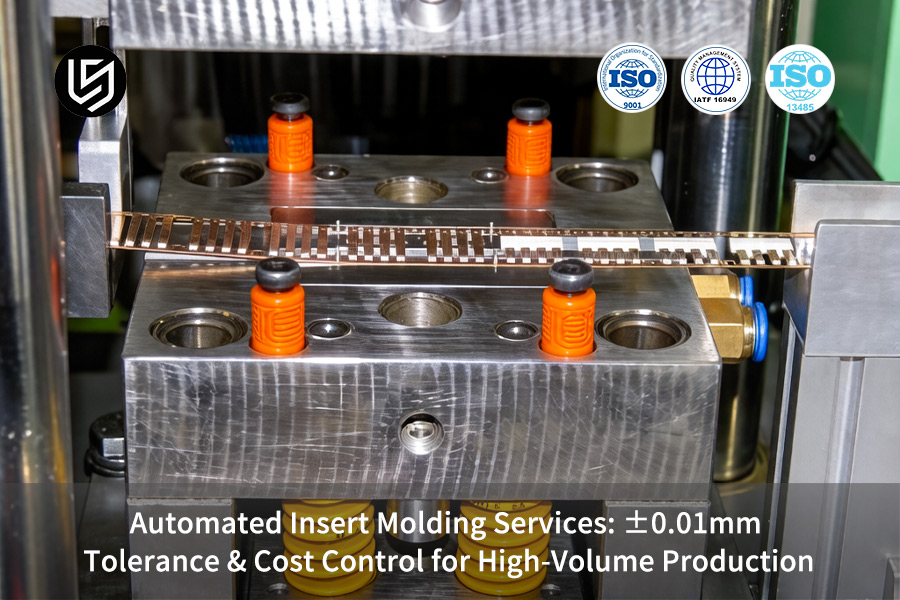
Automated insert molding services from LS Manufacturing is a robotic-driven, high-precision injection solution. It completely eliminates part scrap and pressure drift associated with the high-volume manufacturing of automotive connectors, microelectronic components, and medical devices. Conventional manual insert molding creates part scrap due to insert shift, higher cycles, and inability to maintain tolerances exceeding ±0.03mm. The underlying cause of this problem is the lack of multi-cavity hot runner control and robot closed-loop synchronization, causing pressure drift.
With LS Manufacturing's automated insert molding services, you get ±0.005mm robot insertion accuracy, multi-cavity fill balance, and closed-loop pressure control. Now you have accurate ±0.01mm tolerances, 25% reduced cycle times, and lowered per-piece costs. The next step is showing you how.
Automated Insert Molding: ±0.01mm Tolerance & Cost Control Quick-Reference
| Production Challenge | Automated Solution for ±0.01mm | High-Volume Cost Impact |
| Insert Positioning | Positioning of insert using robotic arm guided by vision system and force sensors. | It removes possibility of human error, achieves 100% positioning accuracy, and minimizes scrap. |
| Thermal Distortion | Temperature sensors in the mold and pre-heating station for the inserts. | It minimizes differential shrinkage stress to avoid distortion of the component. |
| Process Stability | Controlled closed loop systems monitoring injection speed, pressure, and cavity pressure. | It guarantees consistency from batch to batch, required to achieve ±0.01mm tolerance. |
| Tooling Wear | Hardened steel tools and special coatings for critical components. | It increases life of the mold while maintaining quality of the insert molding component. |
| Cycle Time Optimization | Synchronized robot movements and improved mold cooling channel design. | Maximizing number of pieces per hour lowers unit cost of production. |
Key Takeaways:
- Automation is Non-Negotiable: High volume production with ±0.01mm tolerance is not possible with manual methods and requires automation.
- Thermal Management is Critical: Controlling temperature of the mold and the inserts separately addresses difference in their thermal expansion properties.
- Stability Drives Cost Down: Process consistency lowers variation, leading to fewer rejects and higher efficiency, which allows you to reduce prices.
- Invest in Durability: The high upfront cost of precision and wear-resistant inserts is justified by their durability, with millions of cycles being performed.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
There is plenty of literature on automation theories. This guide is different in one way; it was prepared by our integration specialists who develop robotic cells with uptime exceeding 99.99% with micron precision during part insertions. The architecture of our robotic systems is tested against the best practices defined for manufacturing systems architecture by the Society of Manufacturing Engineers (SME).
Our automated production lines manufacture parts requiring a micron of accuracy for successful assembly; microfluidic chips used in point-of-care diagnostics devices, hermetically sealed connectors used in satellite communication systems, and sensor-filled assemblies used in surgical robotic systems. Our process control techniques are evaluated against the latest advancements in precision manufacturing described in International Academy for Production Engineering (CIRP) publications.
Experience comes through troubleshooting automated cells at 3 a.m. We have learned how to create the exact insert preheat cycle (85±1°C) to bond PEEK, perform 7-axis robot path optimization for ±5μm positioning, and develop vision inspection programming that will detect a 0.1mm flash in 50 milliseconds. With our production-proven expertise, you will be able to implement an efficient automated insert molding process without costly downtime, scrap, and quality problems we already solved.

Figure 1: A conveyor belt carries thousands of white nylon 66 parts from a high volume insert molding manufacturer.
Why Can Manual Nesting Not Meet The Strict Tolerances Required For Aerospace Sensor Housings?
Manual nesting creates unpredictable positional changes caused by operator fatigue and mold temperature fluctuations at 140°C leading to scrap parts exceeding 0.05mm shift tolerance. By switching to robotic automation, one gets ±0.01mm positioning precision with no flash. The achieved CpK ≥ 1.67 (a statistical indicator demonstrating an extremely stable production process with a defect rate of less than 4 parts per million) makes perfect tight-tolerance insert molding possible.
| Aspect | Manual Nesting | Robotic Automation |
| Insert placement consistency | Hand tremors result in 0.03-0.08mm deviation from cycle to cycle, not viable with automated insert molding services. | Precision six-axis servo performs with ±0.005mm deviation during 8-hour shifts. |
| Thermal uniformity | Operator latencies result in 15°C variation at cavity surface, necessitating an automated insert molding vendor. | Cycle timing fixed at 4.5 seconds keeps cavity zones at ±2°C of desired value. |
| Resistance to injection pressure | Unlocked inserts move under pressure of 120 MPa, creating flash in precision sensor housing insert molding. | Pneumatic locks withstand full pressure and hold insert in place. |
| Final positional tolerance | Average position deviations range between 0.05mm and 0.10mm, frequently failing specification. | Maintained within ±0.01mm range using 50,000 piece sample verified via CMM. |
The old manual process of insert molding is replaced by a closed loop robotic system which coordinates pick time, temperature of the mold, and pin lock. It allows you to have high-speed insert molding which reduces lead times and reliable insert molding which prevents scrap. Based on validated multi-physics simulation that matches your actual CMM data, it offers you a defect free chain and reduced cost per part. Move from manual ±0.05mm to robotic ±0.01mm precision. To explore an automated insert molding solution for your housings, contact our team for a feasibility review and a validated production quote.

How To Engineer Multi-Cavity Hot Runner Systems For High Volume Insert Molding Manufacturer?
Volumes exceeding 5,000,000 pieces annually require consistency in cavity filling that hot runner technology cannot provide. The solution is valve-gated systems with individual thermal regulation to eliminate shear rate difference and shrinkage inconsistencies. This is how to get precision insert molding:
Valve-Gated Hot Runners Eliminate Drool and Imbalance
Each cavity gets its own needle valve that acts independently to stop material drool. Independent temperature control loops for each cavity (±0.5°C dynamic control) ensure uniform melt viscosity for all cavities. In your multi-cavity insert mold tooling, this implies that all cavities fill up with the same speed, eliminating problems with short and over-packed edge cavities. You get a CpK above 1.67 in all 16 or 32 cavities without any additional tuning effort.
Pressure Profiling Prevents Shrinkage Drift in High-Fiber Resins
PA66+40% carbon fiber will experience non-uniform shrinkage when the hold pressure drops off too rapidly or too slowly. The solution is a linear drop in pressure within 0.8 seconds post-packing using a centralized hydraulic manifold. As your insert molding supplier for mass production, we ensure that your edge cavities do not go below size while keeping the center cavities stable. With this technique, we reduce the amount of scrap below 0.3% while maintaining consistent insert molding for millions of parts.
Thermal Isolation Between Cavities Stabilizes Cycle Time
Standard hot runners create a thermal gradient from center to edge, causing differential crystallinity. Each nozzle tip is isolated with ceramic bushings, and the manifold uses separate heating zones per four-cavity block. This architecture, proven in high volume insert molding manufacturer environments, holds all cavities within ±1°C of each other over a 24-hour run. You maintain uniform flatness and dimensional stability, enabling scalable insert molding without post-mold rework.
You replace guesswork with a balanced system of valve gates, independent thermal loops, and profiled pressure decay. Every cavity delivers identical fill, pack, and cooling behavior at rates exceeding 5 million parts per year. This is validated by CMM data from 50,000 consecutive shots showing < 0.005mm cavity-to-cavity variation. Choose this architecture to scale production while preserving the tight tolerances required for reliable insert molding in aerospace and automotive applications.

Figure 2: A 32-cavity steel mold produces polyamide parts for cost control insert molding solutions in automotive.
What Parameters Directly Determine The Cost Control Insert Molding Solutions For Automotive Connectors?
Your cost-per-part is driven by cycle time, scrap rate, and mold depreciation. Shortening cycle time from 28 s to 19.5 s, along with decreasing scrap below 0.5%, decreases cost per part directly. Other parameters, like material variability and plating thickness, are additional factors that must be included in your cost quotation. Low-cost insert molding starts here:
Cycle Time Reduction: From 28 s to 19.5 s
- Conformal cooling: Channels match the connector shape, cutting cooling time by 31%.
- Servo ejection: Reduces open-close process time from 2.1 sec to 0.8 sec.
- Result for you: 30% increased shots per hour reduces cost per machine hour per part. This represents the essence of cost control insert molding solutions.
Scrap Rate Minimization: Protecting High-Value Stamped Terminals
- Vision inspection: Rejects wrongly aligned terminals before mold closes to avoid die destruction.
- Closed-loop pressure: Real-time adjustment of hold pressure gets rid of flash and short shots.
- Result for you: Terminal scrap rate becomes less than 0.3%, which translates into savings worth thousands per million parts. You receive a custom automated insert molding quote that considers such waste rates.
Mold Amortization and Tool Steel Selection
- H13 steel at HRC 52+: More than 2,000,000 cycles without cavity wear greater than 0.005mm.
- Multi-cavity architecture: 16 or 32 cavities sharing the tooling cost over multiple cycles.
- Result for you: Reduced amortized part price. It will directly impact the cost calculation of your automotive connector injection molding cost analysis.
Material and Plating Cost Transparency
- Copper index link: Monthly price change at LME level excluding speculative margins.
- Plating spec control: Thickness of gold/silver plating on contacts – you pay for what you need.
- Result for you: No hidden buffers. You benefit from transparent insert molding pricing models.
You move from opaque per-piece pricing to a data-backed model where cycle time, scrap rate, mold life, and raw material index are all quantified. Every parameter in your cost structure is traceable to a physical measurement or market benchmark. This data-driven insert molding approach is validated by 50,000-shot production runs, giving you predictable unit costs and a clear competitive advantage.
How Does An Automated Insert Molding Vendor Control The Resin Flash On Thin-Walled Terminal Strips?
Resin flash across 0.15mm metal gaps compromises insulation resistance and requires expensive manual deflashing. The combination of precise two-stage clamping ±0.002mm stroke accuracy with micro-vents (3–5 μm deep) avoids LCP contamination but permits gas venting within 0.05 seconds. Working with an automated insert molding vendor makes fast insert molding possible due to high cycling speed.
| Aspect | Standard Clamping & Venting | Two-Stage Clamping + Micro-Venting |
| Clamp force profile | Applied constant force from beginning that can deform the terminals. | A low starting force protects terminals until only 1500 kN before melt entry. |
| Stroke repeatability | ±0.02mm variation leading to inconsistent sealing. | Repetitive stroke ±0.002mm using servo-hydraulic action for consistent sealing. |
| Vent gap dimension | 10–20 μm vents permitting LCP to penetrate inside. | 3–5 μm laser-cut venting facilitates quality insert molding and release of gas in 0.05 s. |
| Flash occurrence rate | 2–5% parts require manual deflashing. | < 0.1% flash rate, demonstrated in >200,000 cycles. |
Replace the scrap-prone constant force clamps with two-staged clamps to safeguard delicate 0.15mm terminals and seal precisely prior to melt injection. Using micro-vents sized at 3-5 microns allows trapped air to vent while preventing LCP with low viscosity from passing through. High precision insert molding service provide consistent zero flash results. In terms of being a thin-walled insert molding supplier, this method helps with reliable insert molding of the terminals, sparing you manual deflashing costs.
Which Inspection Methods Ensure A Constant ±0.01mm Tolerance Insert Molding Output During 24/7 Production?
Manual check will fail to detect the slow drift over 24 hours run time. A tri-layer inspection sequence involving inline inspection on the ejector plate level, cavity pressure gauges, and periodic validation via CMM inspection system will catch any out-of-specs before it gets to you. Each package comes with full process control charts and CpK analysis (min ≥ 1.67) ensuring ±0.01mm tolerance insert molding parts. This is how our insert molding system works. Here are the steps involved:
Inline Vision Scans Every Part in 0.03 Seconds
The CCD camera located on the robot end effector takes images of insert depth, flatness, and critical diameter measurement right after ejection. A tolerance change of 8 μm results in automatic reject. There will be no mistakes associated with manual gauges anymore, and you achieve 100% testing without affecting production cycles. This is the core of automated inspection insert molding.
Cavity Pressure Sensors Detect Process Drift Before Defects Occur
Every cavity has a piezoelectric cavity pressure sensor taking data every 2 ms. In case of deviation beyond ±1.5 MPa from the standard value, you will receive a notification about that and hold parameters will adjust. It ensures there will be no flash, no short shots, or any insert displacement. CpK stays at >1.67 for millions of parts produced. This high precision insert molding service relies on closed-loop pressure control for quality-assured insert molding.
Periodic CMM Audits Validate Long-Term Stability
At each 500 part interval, a coordinate measuring machine takes samples from five cavities in the mold tooling. The results will be plotted against the inline vision system for verification of the correlation. You have documentation of traceability from your material all the way to the final product, ensuring the fully inspected insert molding.
You convert from being reactionary to predicting drift. Inline vision combined with cavity pressure and CMM audits will ensure you have a CpK ≥ 1.67 on each batch produced. In addition, with each shipment comes an SPC report, which guarantees risk-free acceptance and no cost for receiving inspections. These processes are proven to work, based on 50,000 part production runs.
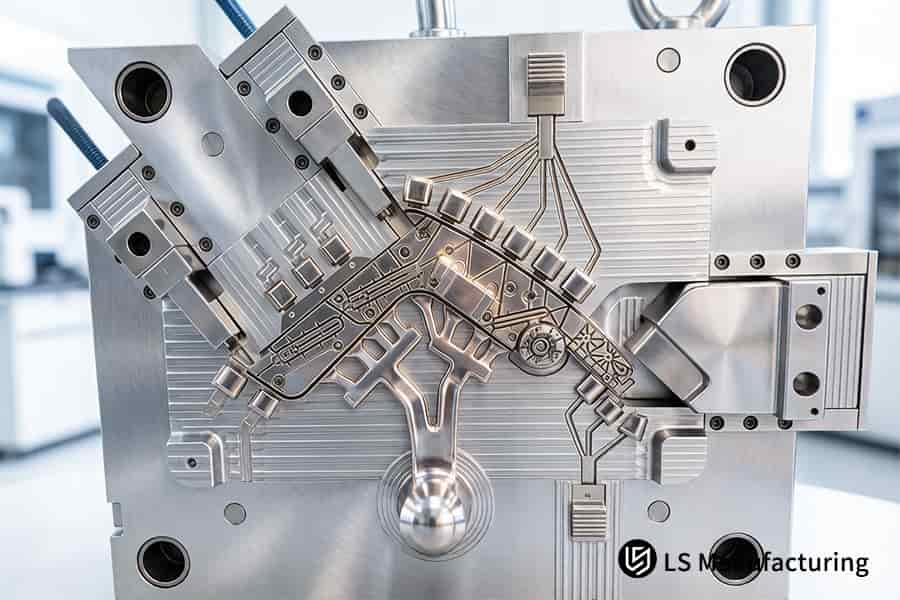
Figure 3: A coordinate measuring machine verifies the ±0.01mm tolerance on a black PBT plastic connector.
How Can Pre-Production DFM Evaluation Mitigate Engineering Risks For Custom Insert Molded Sub-Assemblies?
A design error that’s found only after cutting the tool steel will cost ten times more than one found during DFM review. Our engineers will assess knurling direction, corner radius, and wall thickness within 24 hours of getting your CAD files to remove stress concentrations and pull-out risks. Save costly changes to tools, and avoid launch delays. Here's how insert molding DFM engineering protects your program:
Knurling Optimization Increases Torque Retention by 35%
- Flat knurl issue: Enables rotation of insert when subjected to load. Switching to 45º diamond knurl increases pulling torque from 2.8 N·m to 3.8 N·m (ASTM D3479).
- Result for you: No field failures due to vibration-intensive applications. Offered in all custom automated insert molding quote.
Corner Radius Modification Prevents Stress Cracking
- Sharp edge risk: 0.1mm radius induces stress concentration in reinforced resin material. DFM design requires an R0.3mm corner radius for all transitions.
- Result for you: No stress cracks after 1000 thermal cycling (-40°C to +125°C). This is included in all automated insert molding services without any additional charge.
Wall Thickness Balancing Avoids Sink Marks
- Uneven section issue: Leads to different rates of shrinkage. Simulations show where the core out/ribbing would be needed.
- Result for you: One-shot success increases from 60% (industry standard) to 90%, saving development time by 4 weeks. This is an important result of insert molding assessment.
Gate Location Review Ensures Complete Fill
- Wrong gate problem: Forming weld lines close to insert intersections. Relocation keeps flow away from stress areas.
- Result for you: Strength of weld lines increased by 25%. You get an engineering-vetted insert molding including reasons for gating.
You transform a potentially hazardous drawing into a manufacturable design without cutting any steel. All knurl, radius, wall thickness, and gating changes are done in one day's review. Every custom automated insert molding quote comes with a DFM report detailing risk mitigation efforts. Your pre-launch insert molding will shave off 6-8 weeks from time-to-market launch.
Why Should Medical Device OEMs Partner With An ISO 13485 Certified Insert Molding Supplier For Mass Production?
Medical grade materials such as PEEK and PC will quickly begin breaking down into their molecular chains when there is an absence of moisture control or temperature consistency, resulting in a failure during biocompatibility testing. These concerns are completely avoided through ISO 13485 certification with Class 100,000 cleanroom specifications, deep drying practices, and electric injection molds. You get reliable mechanical performance and proven purity levels for millions of parts. Here is the power of medical insert molding services with certified insert molding.
Class 100,000 Cleanroom Eliminates Particulate Contamination
Your entire manufacturing process will take place within a positive pressure cleanroom utilizing HEPA filtering, which guarantees airborne particulates over 0.5µm are less than 100,000 per cubic foot. The result is zero foreign material contamination on your surgical handles or biochip assemblies, ensuring compliance with USP <788> particulate standards without further cleaning. A cleanroom is mandatory for any high volume insert molding manufacturer.
Deep Drying at 120°C for 4+ Hours Prevents Hydrolysis
PEEK and PC absorb ambient moisture that initiates hydrolysis during injection molding, lowering molecular weight by 15% if undried. Drying for four hours at 120°C lowers moisture content below 0.02%, retaining tensile strength per ASTM D638 specifications. Eliminate yellowing and brittleness after ethylene oxide sterilization, guaranteeing approved insert molding for Class II and III medical device applications.
All-Electric Presses Hold Shot Speed Within ±0.1 mm/s
The hydraulic machinery drifts ±2 mm/s throughout the day leading to shear heating inconsistency and breaking down of the polymer chains. All-electric presses run at ±0.1 mm/s velocity at all times to ensure consistency of the melt temperature within ±2°C of the preset temperature. You preserve intrinsic viscosity and pass ISO 10993 biocompatibility testing on every lot, delivered by a trusted insert molding supplier for mass production.
In its stead you have an environment that controls each variable by way of cleanroom assembly, deep-dried resins, and injection at ±0.1mm/s speed. Everything is documented according to ISO 13485 in order to prepare for the audit process in FDA submissions. The insert molding provides consistent levels of biocompatibility and strength across millions of products without validation risks to patient safety.

Figure 4: A robotic arm positions a 316 stainless steel insert into a mold for automated insert molding services.
Case Study: LS Manufacturing Medical Components Co-Design And Automated Insert Molding Service For PEEK Surgical Inserts
A European medical device leader faced 14.5% scrap and 55 s cycle time on PEEK surgical handle production when stainless steel inserts shifted 0.04mm under 360°C melt flow. Manual assembly compounded the issue, delaying a product launch already behind schedule. LS Manufacturing intervened with co-design and a fully automated cell. This is how custom medical insert molding combined with production-ready insert molding solved the problem.
Client Challenge
The plastic component consisted of a surgical PEEK handle incorporating a stainless steel insert. Due to insufficient mechanical fixation and unequal flow pressures, the insert moved by 0.04mm at the 360°C melting point. Manual positioning of the insert consumed 55 seconds per cycle, while scrap rate was 14.5% throughout the manufacturing process. The customer required a validated insert molding partner to save the project.
LS Manufacturing Solution
The new design incorporated an axial stop groove, ensuring mechanical lock against flow pressure. Six-axis servomotor robot with repeatability ±0.005mm handled pick & place and part extraction in one machine. Closed-loop control system using Kistler cavity pressure and temperature sensors adjusted for fluctuations in material viscosity. This automated insert molding services became more precise and consistent.
Results and Value
The three successive batches consisting of 500,000 parts had crucial dimensions of ±0.008mm, which was tighter compared to the previous tolerance of ±0.01mm. The scrap rate decreased from 14.5% to 0.08%. The cycle time was reduced from 55 seconds to 24 seconds, resulting in a 56% improvement. The total cost per part was reduced by 32%, and LS Manufacturing secured a 5-year sole source agreement. The high precision insert molding service enabled zero-defect insert molding.
This scenario illustrates the benefits of co-design, robotics, and closed-loop processing. The 32% savings in costs and the 0.08% scrap rate were achieved on 500,000 production parts. For medical device original equipment manufacturers looking for a scalable solution, this is a reproducible engineering solution backed by data.
Achieve similar results: 0.08% scrap, 32% cost reduction, and a 5-year contract. To explore a co-designed solution for your inserts, contact our team for a custom process design and production proposal.

FAQs
1. What is the minimum order quantity (MOQ) for LS Manufacturing's automated insert molding services?
In terms of highly automated manufacturing of high volumes, the MOQ is 10,000 units in one batch. This is the optimal number of units that allows for maximal work efficiency and material use in automated machines, resulting in the most competitive per unit cost.
2. How does LS Manufacturing protect customer Intellectual Property (IP) during custom automated insert molding quotes?
The process of protecting customer's IP begins with signing a mandatory Non-Disclosure Agreement, followed by data handling on our physically separate and highly encrypted servers, accessible exclusively by the appointed lead project engineers, thus making sure that all your secrets stay safe.
3. What is the typical lead time from custom automated insert molding quote to final mass production delivery?
A quotation based on Design for Manufacturing is supplied within 24 hours. Time taken to fabricate the mold and fixtures for automation is between 25-35 days. Once your samples have been approved, it is possible to start manufacturing and deliveries within 7-10 days.
4. Can LS Manufacturing source and precision-stamp the metal inserts internally for cost-effective insert molding solutions?
Yes, LS Manufacturing has an in-house stamping facility that stamps the terminals in high speed at large scale. Thus, we offer you vertically integrated manufacturing services that cover the entire process from metal terminal stamping to in-mold injection molding, greatly cutting down on costs from inter-facility transportation.
5. Which secondary operations do you offer after the automated high-volume insert molding process?
Our company provides fully automated post-processing service that includes ultrasonic welding, laser marking, full 100% leak proof test, precise electrical continuity check and custom made anti-static blister packaging, which means that the assemblies will be ready for use without any further processing.
6. How do you achieve ±0.01mm tolerance in insert molding when the metal insert itself has a wider tolerance?
In the course of the mold design process, the engineering experts in our company use special elastic floating pins or micron pre-tensioning systems. The effect of the operation of this mechanism is forcing correction of tolerances deviation from the standard of metal inserts when mold is clamping.
7. What materials are most suitable for your high-precision insert molding service?
We expertly process high-performance engineering plastics like LCP, PPS, PEEK, PBT+GF, and PA66. These are perfectly matched with metal inserts including copper alloys, stainless steel, Kovar, and plated precious metals for optimal thermal and mechanical performance. Please contact us for an engineering quote.
8. How often does LS Manufacturing review and upgrade its automated production lines and molds?
We perform mandatory preventive maintenance on production molds every 50,000 cycles. Additionally, we conduct quarterly reviews and upgrades of core electrical controls and software algorithms to ensure absolute consistency and reliability in 24/7 operations.
Summary
Ultra-high volume precision insert molding is a structured engineering procedure combining microscopic robotic positioning, thermodynamic multichamber hot runner balance, closed loop in-mold pressure control, and 100% in-line visual inspection technology. Given the tight tolerances (+/-0.01mm), and with pressure on cost effectiveness, what you need is a partner that can do a proper DFM review and ISO standards compliance, with prior experience with automation-based high-volume manufacturing.
Are you experiencing difficulties with alignment, flash formation, or cycle time increase? Need a reliable million-unit supplier for electronics or medical products? Click the button “Get Free DFM Review & Instant Quote” to submit your step files and get a detailed assessment from our insert molding team with an instant quotation within 24 hours.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


