
هل ما زلت قلقًا بشأن انكسار المخروط، وتآكل السن اللولبي، وضعف إخراج الرايش في عمليات التثقيب؟ هل يُعرّض خطأ واحد في تصنيع ثقب ملولب حرج قطعة عمل باهظة الثمن للتلف؟ إن هذه المشكلات المتأصلة في عمليات التثقيب التقليدية، مثل قصر عمر الأداة، وانخفاض المتانة، وارتفاع المخاطر الكامنة المحتملة على الأجزاء القيّمة، تستنزف بلا هوادة ربحية وكفاءة عمليات التصنيع لديك.
لحل هذه المعضلة، توصي شركة LS Manufacturing بشدة باستخدام تقنية طحن الخيوط، فهي الخيار الأمثل لعمليات التصنيع الحديثة باستخدام الحاسوب (CNC) . إنها أكثر من مجرد استبدال لعملية التصنيع؛ إنها ثورة في فلسفة التصنيع. بفضل تكسير الرقائق النظيف، والتثقيب الخالي من الرقائق، والتنوع المذهل في إنتاج مجموعة واسعة من أحجام الخيوط باستخدام أداة واحدة، وزيادة الدقة وتحسين جودة السطح ، تُحرر تقنية طحن الخيوط عشرات الآلاف من المصنّعين من قيود التثقيب التقليدي. لتوفير وقتكم، إليكم ملخص سريع لأهم النتائج.
مزايا قلب طحن الخيوط - مرجع سريع
| الأبعاد | النقاط الرئيسية | ملخص |
| المزايا الأساسية | ابتكار العمليات، والتصنيع المرن. | يتم تحقيق تشكيل الخيوط من خلال التحكم في حركة الأداة عبر برمجة CNC ، مما يزيل قيود الصنابير التقليدية ويحقق معالجة مرنة للغاية. |
| فعال من حيث التكلفة | خفض التكاليف، وتحسين الكفاءة، والحفاظ على السلامة. | يمكن لأداة واحدة أن تقوم بتشكيل خيوط بأحجام مختلفة، مما يقلل من مخزون الأدوات ووقت تغييرها، ويقضي بشكل أساسي على خردة قطع العمل بسبب كسر المخروط. |
| المزايا التقنية | قدرة استثنائية وتدفق رقائق متساوٍ. | وهي مناسبة بشكل خاص لقطع المواد عالية الصلابة التي يصعب قطعها والخيوط ذات القطر الكبير؛ إزالة الرقائق الجانبية تتغلب تمامًا على مشكلة تشغيل الثقوب العمياء، مما ينتج عنه دقة تشغيل ممتازة وتشطيب سطحي ممتاز. |
| اتخاذ القرارات بشأن الطلبات | اختيار الأدوات المناسبة وتقييمها. | تُؤخذ في الاعتبار معايير حاسمة مثل مادة الأداة، وعدد أسنان القطع، وخطوة اللولب. وهي مناسبة لظروف الإنتاج التي تتسم بتنوع كبير في المنتجات، وكميات صغيرة، وقطع عمل عالية القيمة، ومواد يصعب تشكيلها. |
إنّ عملية طحن الخيوط ليست مجرد بديل للعمليات الحالية، بل هي استثمار للمستقبل. فقدرتها على أداء مهام متعددة باستخدام أداة واحدة، وموثوقيتها في ضمان السلامة دون حدوث كسر في الخيوط المخروطية، وقدرتها المذهلة على معالجة المواد صعبة المعالجة، كل ذلك يعزز القدرة التنافسية للشركات بشكل عام من حيث إدارة الأدوات، وكفاءة الإنتاج، وتكلفة الجودة، ولذلك فهي ضرورة حتمية لتحقيق تصنيع ذكي وفعال.

لماذا تثق بهذا الدليل؟ خبرة عملية من خبراء التصنيع في LS
يستند هذا الدليل إلى خبرة ومعرفة معمقة تمتد لأكثر من عقد في مجال التصنيع باستخدام الحاسوب (CNC) وتشكيل الخيوط ، وذلك من خلال قسم الهندسة في شركة LS Manufacturing. لسنا مجرد مستشارين نظريين، بل شركاء نواجه تحديات التصنيع نفسها التي تواجهونها.
يتمتع مهندسو شركة LS Manufacturing الرئيسيون بسنوات من الخبرة الكاملة في صناعات الطيران والفضاء، ومعدات الطاقة المتطورة، والأجهزة الطبية الدقيقة ، مع خبرة شخصية مباشرة في التغلب على آلاف مشاكل تشكيل الخيوط في المواد التي يصعب تشكيلها مثل سبائك درجات الحرارة العالية والتيتانيوم.
ساعدت شركة LS Manufacturing أحد عملائها في حل مشكلة إزالة الرقائق من الثقوب العمياء العميقة فوق M36 الناتجة عن عملية التثقيب التقليدية . كما نجحت الشركة في تحسين معدل نجاح عملية تشكيل الخيوط على مكون قرص توربيني مصنوع من سبيكة عالية الحرارة من 78% إلى أكثر من 99.9% باستخدام حل مخصص لطحن الخيوط.
يهدف هذا الدليل، الذي تم تلخيصه من تجربة LS Manufacturing المباشرة، والمستخلص من آلاف حالات الفشل والنجاح، إلى توفير مسار تشغيل موجز وموثوق وفعال.
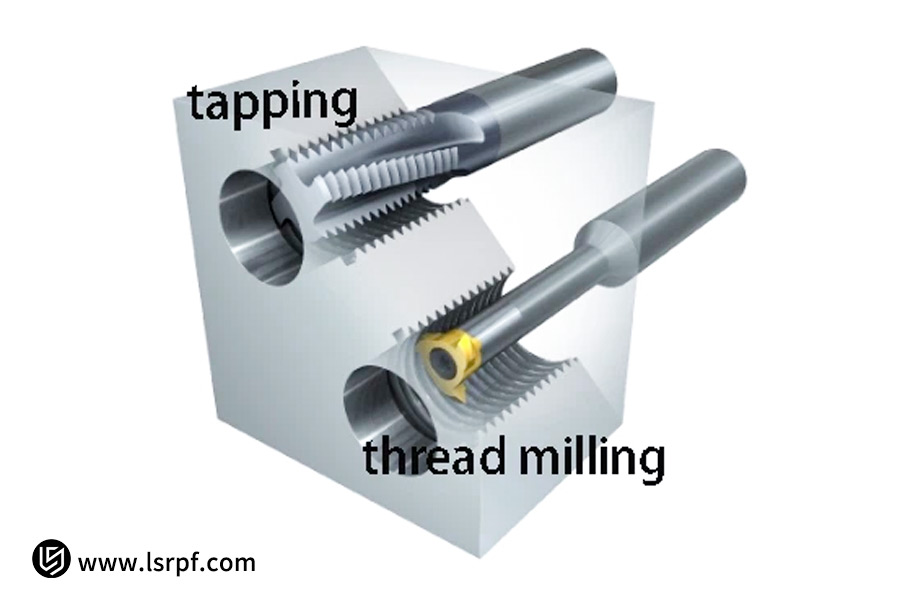
لماذا يعتبر طحن الخيوط بديلاً عن عملية التثقيب؟
تُعدّ عملية التثقيب التقليدية، كاستخدام مفتاح ثابت لفتح القفل، محدودة للغاية وتنطوي على مخاطر جسيمة. أما عملية طحن الخيوط، بدلاً من التثقيب، فهي أشبه بمفتاح عالمي. وباستخدام تقنية التحكم الرقمي بالحاسوب (CNC) ، تُجسّد هذه العملية الانتقال من التصنيع "الصلب" إلى التصنيع "المرن" ، وبالتالي تعالج المعوقات الأساسية لعملية التثقيب. وفيما يلي مقارنة لأهم الفروقات بين الطريقتين:
| سمات | تاب تقليدي | طحن الخيوط |
| مبدأ المعالجة | يجب مزامنة التغذية المحورية للمغزل وخطوة الخيط بدقة. | تستخدم آلة CNC ثلاثية المحاور تقنية استيفاء أدوات الآلة لتحقيق مسار حلزوني للأداة. |
| مرونة الأدوات | يمكن إنتاج مواصفات خيط واحد بواسطة صنبور فقط. | يمكن لأداة واحدة أن تنتج خيوطًا متعددة بنفس درجة الميل ولكن بأقطار مختلفة. |
| التحكم الدقيق | يتم تحديده بواسطة قطر الصنبور وهو ثابت. | تتيح خاصية تعويض نصف قطر الأداة إمكانية إجراء تعديلات مرنة في البرنامج، ويمكن التحكم بسهولة في قطر الخطوة. |
وعلى وجه التحديد، تتجلى تطوراتها التكنولوجية في:
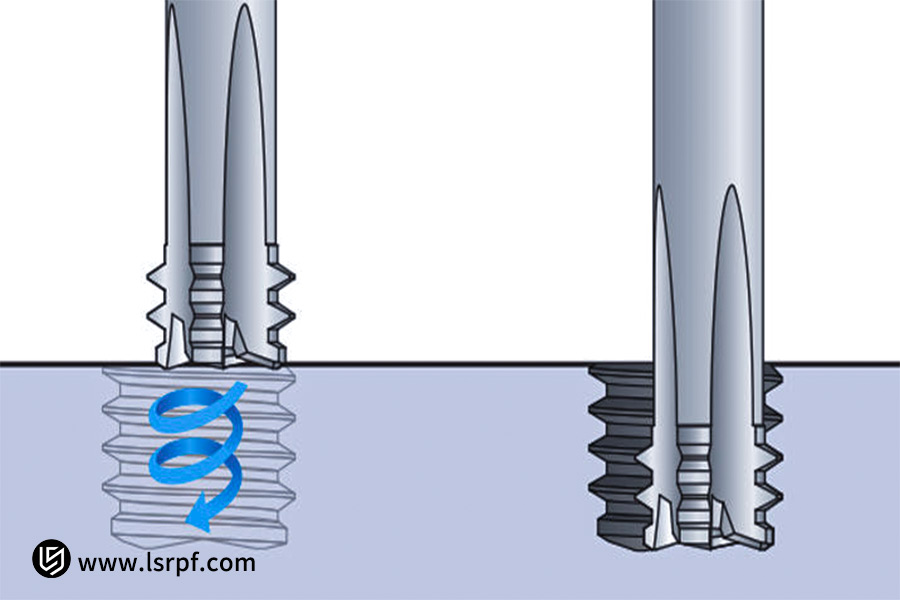
1. مبدأ التصنيع الثوري:
تستخدم عملية تشكيل الخيوط آلة CNC ثلاثية المحاور مزودة بأوامر استيفاء حلزونية للتحكم في حركة الأداة على ثلاثة محاور لقطع الخيط. لا يقتصر الأمر على إزالة قيود العلاقة الوثيقة بين تغذية المغزل وخطوة الصنبور، بل يزيل أيضًا بشكل فعال مخاطر فشل الصنبور وتلف الخيط بسبب القوة المحورية المفرطة.
2. مرونة لا مثيل لها:
يمكن لقاطع طحن لولبي واحد طحن ثقوب ملولبة بأقطار مختلفة بخطوة واحدة (مثل M10×1.5 وM12×1.5 )، وحتى لولب يمين ويسار. يقلل عامل "أداة واحدة، تطبيقات متعددة" بشكل كبير من كمية وتنوع مخزون الأدوات، مما يخفض تكاليف إدارة الأدوات بشكل مباشر.
3. دقة عالية وقابلة للتحكم:
أثناء عملية التشغيل ، يمكن التحكم بسهولة في دقة التشغيل وقطر خطوة السن اللولبي عن طريق ضبط قيمة تعويض نصف قطر الأداة في البرنامج دون الحاجة إلى تغيير الأدوات. يتيح ذلك سهولة ضبط الأبعاد والتحكم في التفاوتات، وهو أمر ضروري عند العمل على أجزاء عالية الدقة.
هذه المزايا التكنولوجية تجعل عملية طحن الخيوط ليست مجرد خيار عملية فحسب، بل هي أيضاً اختراق استراتيجي لكفاءة التصنيع وموثوقيته.
كيف يمكن لتقنية طحن الخيوط أن تقلل من تكاليف الوحدة للشركات؟
ترى معظم الشركات، عند النظر إلى تكلفة الوحدة للأداة في البداية، أن قواطع طحن الخيوط ستكون أغلى من صنابير التثبيت. لكن التحليل المعمق، مع مراعاة التكلفة الإجمالية للملكية والوفورات طويلة الأجل، يُظهر أن طحن الخيوط يوفر تكاليفًا أكثر بكثير من التثبيت التقليدي، وبالتالي فهو خيار حكيم لخفض تكاليف الوحدة. وتتجلى قيمته الاقتصادية بشكل أساسي في الجوانب الثلاثة التالية:
1. عمر افتراضي طويل للغاية للأداة، مما يقلل من وقت التوقف عن العمل وتكاليف الشراء:
يبلغ عمر قاطع طحن الخيوط عالي الجودة عادةً عشرة أضعاف عمر الصنبور أو حتى عشرات أضعافه. وهذا يقلل بشكل كبير من وقت التوقف المرتبط بتغيير الأدوات وإعدادها في الإنتاج بكميات كبيرة، مما يضمن استمرارية الإنتاج ويقلل بشكل مباشر من تكرار وتكلفة شراء الأدوات على المدى الطويل.
2. "أداة واحدة لاستخدامات متعددة"، مما يقلل من تكاليف المخزون والإدارة:
يمكن لأداة واحدة لقطع الخيوط أن تقطع خيوطًا بأقطار مختلفة وبنفس الخطوة، بالإضافة إلى مواد مختلفة. هذه المرونة التصنيعية الممتازة تقلل بشكل كبير من كمية ومواصفات الأدوات التي تحتاج الشركة إلى الاحتفاظ بها في المخزون، مما يؤدي إلى توفير كبير في التكاليف، وإدارة أبسط للأدوات، وتقليل خسائر الخردة الخفية.
3. تحسين معدل الإنتاج، والقضاء على خسائر الخردة الخفية:
تُزيل عملية طحن الخيوط بشكل أساسي احتمالية هدر قطع العمل نتيجة تلف الصنابير. استنادًا إلى دراسة حالة لأحد عملاء شركة LS Manufacturing، بعد تطبيق عملية طحن الخيوط في إنتاجها الضخم لأجسام صمامات الفولاذ المقاوم للصدأ ، انخفضت نسبة هدر الخيوط إلى الصفر تقريبًا. وبناءً على تكاليف الأدوات والعمالة والخردة، انخفضت تكلفة القطعة الواحدة بأكثر من 30% .
وبالتالي، فإن مفتاح خفض التكاليف عن طريق طحن الخيوط هو استبدال استثمار أولي أكبر بتقنيات جديدة للكفاءة التصنيعية والمرونة والإنتاجية، وخفض تكلفة التصنيع الإجمالية بمئات في المائة.
ما هي المزايا الفريدة لعملية طحن الخيوط عند تشغيل المواد عالية الصلابة؟
عند قطع المواد الصلبة مثل سبائك التيتانيوم ، والفولاذ المقوى الذي تزيد صلابته عن 58 HRC، وخيوط سبائك النيكل الفائقة المستخدمة على نطاق واسع في صناعة الطيران، لا تستغرق عملية التثقيب التقليدية وقتًا طويلاً فحسب، بل غالبًا ما تؤدي إلى الفشل بسبب ضعف أداة القطع. وتُبرز تقنية طحن الخيوط مزاياها الفريدة التي لا غنى عنها في هذا الصدد. ويعود أداؤها المتميز بشكل أساسي إلى ما يلي:
1. طريقة قطع فعالة ومادة أداة فائقة الجودة:
تتميز قواطع طحن الخيوط المصنوعة من الكربيد بهيكل عالي المتانة، ما يُمكّنها من تحمّل قوى قطع شديدة. وتعتمد هذه القواطع على الطحن الجانبي، مع سرعة دوران عالية للأداة ونظام ربط ثلاثي المحاور، لتحقيق سرعات قطع تتراوح بين 80 و200 متر/دقيقة، وهي سرعات أعلى بكثير من سرعات التثقيب. ولا يقتصر دور القطع عالي الكفاءة على تحسين الأداء فحسب، بل يُسهّل أيضًا إزالة الرايش بفضل تفتته إلى رقائق دقيقة، ما يمنع تلف الأداة الناتج عن انسداد الرايش.
2. قوة قطع شعاعية منخفضة للغاية وتكسير رقائق ممتاز:
على عكس عملية التثقيب ، تتميز عملية طحن الخيوط بقوة محورية منخفضة للغاية، مما يقضي فعلياً على مصدر كسر المثقب وتكسره أثناء قطع المواد عالية الصلابة. إضافة إلى ذلك، يتيح تكسر الرايش بشكل مستقر عملية قطع سلسة وآمنة، مما يحمي الأداة وقطعة العمل.
3. بيئة معالجة مستقرة وضمان جودة العملية:
لا يقتصر الحصول على جودة عالية في تشكيل الخيوط في المواد صعبة القطع، مثل سبائك درجات الحرارة العالية، على مجرد امتلاك أداة قطع حادة. يوفر نظام التبريد الداخلي عالي الضغط والمغزل شديد الصلابة من LS Manufacturing بيئة قطع مستقرة لقواطع طحن الخيوط المصنوعة من الكربيد. يعمل نظام التبريد الداخلي على خفض درجات الحرارة المرتفعة في منطقة القطع بشكل كبير، ويساعد على إخراج الرايش، مما يضمن موثوقية عالية واتساقًا في جميع مراحل العملية.
في مواجهة صعوبة تشكيل المواد عالية الصلابة وعالية القوة، فإن عملية طحن الخيوط، نظرًا لميزتها الكامنة في الأدوات والعمليات، توفر عملية معالجة خيوط آمنة وفعالة وعالية الجودة، وبالتالي تصبح حلاً مفضلاً للتغلب على الحواجز التقنية.

كيفية زيادة كفاءة طحن الخيوط إلى أقصى حد من خلال برمجة CNC؟
تعتمد مزاياها التقنية على برمجة دقيقة لطحن الخيوط . فهي لا تعتمد على مهارة المشغل أو حدسه، ولا تُوحّد عملية التشغيل أو تُحسّنها بالاعتماد على مهارات المشغل وخبرته، بل باستخدام برامج G-code الدقيقة والقابلة لإعادة الاستخدام، مما يحقق مستويات غير مسبوقة من الكفاءة مع ضمان الجودة. وتُعدّ زيادة الكفاءة إلى أقصى حد وظيفة أساسية للعوامل الثلاثة التالية:
1. إتقان الأوامر الأساسية يضع الأساس للكفاءة:
تعتمد الطبيعة الأساسية لعملية تشكيل الخيوط على أوامر الاستيفاء الحلزوني G02/G03 في لغة G-code. تتحكم هذه الأوامر في حركة الأداة الدائرية على المحورين X وY مع تغذية خطية على المحور Z، مما يُتيح تشكيل أخدود الخيط بدقة. يُعدّ مسار البرنامج، بقصره وفعاليته، سرّ تجنّب الحركة غير الضرورية والقطع بسرعات عالية.
2. الاستفادة من وظائف النظام لإنشاء التعليمات البرمجية بنقرة واحدة:
لتبسيط عملية التشغيل، زُوّدت أنظمة التحكم الرقمي الحاسوبي (CNC) عالية الجودة بوحدات برمجة بارامترية متطورة. كل ما على المشغل فعله هو إدخال معلمات السن اللولبي (القطر، والخطوة، والعمق) على لوحة التحكم، ليقوم الجهاز تلقائيًا بإنشاء مجموعة كاملة من أكواد G-code الصحيحة والآمنة. وبذلك، يتم تقليل وقت البرمجة والتحضير بشكل ملحوظ، ويكاد يُلغي أخطاء البرمجة اليدوية.
3. ضبط قيم تعويض الأداة بدقة لضمان الجودة والمرونة:
أثناء عملية التشغيل، يمكن ضبط قيمة تعويض نصف قطر الأداة ببساطة عن طريق تحديد قطر خطوة السن اللولبي وإجراء ضبط دقيق وسهل دون تغيير البرنامج. وهذا يُمكّن برنامجًا واحدًا من التعامل مع التآكل الطبيعي للأداة أو تشغيل أسنان لولبية متطابقة ولكن بتفاوتات مختلفة، مما يُحسّن فعالية البرمجة ومرونة التشغيل.
من خلال التحكم في كود G الأساسي، واستخدام جميع جوانب إمكانيات الأتمتة المحسّنة لنظام CNC، وتطبيق تعويض الأدوات القابل للتكيف، يمكن للشركات تحقيق الميزة الكاملة لطحن الخيوط مع تقليل كفاءة البرمجة وجعل التشغيل الآلي مستقرًا وفعالًا.

دراسة حالة: شركة LS Manufacturing تحل تحدي تشكيل الخيوط في السبائك ذات درجات الحرارة العالية من خلال عملية طحن الخيوط
في قطاع الصناعات التحويلية المتطورة، يُجسّد تطبيق عملي لشركة LS Manufacturing أهمية تقنية طحن الخيوط المتطورة. فقد واجه أحد عملاء صناعة الطيران تحديًا بدا مستعصيًا أثناء إنتاج مكونات محرك بالغة الأهمية: إذ كان عليهم طحن سلسلة من الخيوط العميقة في سبيكة إنكونيل 718 عالية الصلابة والمقاومة للحرارة العالية.
1. مشكلة يعاني منها العميل:
في السابق، كان يتم اتباع أساليب التثقيب التقليدية، ولكن كان تعطل الأدوات في السبائك ذات درجات الحرارة العالية كارثيًا، حيث بلغت نسبة التعطل 30%. لم يؤدِ التعطل المستمر للأدوات إلى زيادة تكلفة الأدوات عشرة أضعاف فحسب، بل أثر أيضًا بشكل خطير على معدل إنتاجية القطع باهظة الثمن، مما أدى إلى انخفاض كفاءة التشغيل وأثر سلبًا على جدول تسليم المشاريع الحيوية.
2. حلول التصنيع LS:
بعد إجراء معاينة ميدانية، أوصى فريق شركة LS Manufacturing بتنفيذ عملية طحن لولبية اقتصادية. اخترنا قاطع طحن لولبي من الكربيد مصمم خصيصًا لتصنيع السبائك المقاومة للحرارة، وقمنا، بالاستناد إلى قاعدة بيانات عملياتنا، بتطوير برنامج G-code دقيق بمعايير قطع مُحسّنة وتقنيات تبريد عالية الضغط، مما أدى إلى عملية تصنيع مستقرة وقابلة للتحكم.
3. الإنجازات والقيمة:
- معدل كسر الأدوات صفر: هذا يقضي بشكل فعال على خطر تلف قطعة العمل بسبب كسر المخروط.
- يتم تحسين كل من الكفاءة والجودة: يتم تحسين عمر الأداة بأكثر من خمسة أضعاف مقارنة بالتثقيب التقليدي؛ يتم تقليل وقت تشغيل الثقب الواحد بنحو 40٪ ، وتحقق جميع الخيوط جودة مؤهلة بنسبة 100٪ .
إن هذا المثال الناجح لشركة LS Manufacturing لا يضمن فقط دورة تسليم العميل وجودة المكونات الحيوية، بل يزيد أيضًا من قدرات معالجة الخيوط إلى مستويات رائدة في الصناعة.
كيف يمكن لقواطع طحن الخيوط تحقيق إنتاج مرن باستخدام "أداة واحدة لاستخدامات متعددة"؟
في ظل التوجه الحالي نحو الإنتاج المتنوع بكميات قليلة، تُعدّ الاستجابة السريعة في جميع مراحل عملية الإنتاج أمرًا بالغ الأهمية. ولعلّ من أبرز مزايا تقنية طحن الخيوط مرونتها العالية، إذ تسمح باستخدام أداة واحدة لتطبيقات متعددة، ما يجعل فلسفة التثقيب القديمة القائمة على استخدام أداة واحدة لكل خيط متقادمة. وتستند هذه المرونة العالية بين قواطع طحن الخيوط بشكل أساسي إلى مبدأين رئيسيين:
1. الأبعاد التي يتم التحكم فيها بواسطة البرنامج:
يتم تحديد حجم الخيط النهائي (مثل القطر الاسمي) من خلال مسار حركة القاطع المضمن في برنامج التحكم العددي، وليس من خلال الأبعاد الثابتة للقاطع:
- من خلال تعديل قيمة تعويض نصف قطر الأداة وقطر الاستيفاء الحلزوني في الكود، يمكن لقاطع طحن الخيوط نفسه إنتاج خيوط بأقطار مختلفة بسهولة (على سبيل المثال، يمكن لقاطع ذي حافة قاعدة عريضة بما يكفي طحن جميع الخيوط بنفس الخطوة، من M6 إلى M12).
- إن تغيير اتجاه الاستيفاء الحلزوني في كود G (G02 أو G03) يسمح بتصنيع الخيوط اليسرى واليمنى في برنامج واحد.
2. مطابقة بنية الأداة مع خطوة الخيط:
تُصمَّم حافة القطع في قاطع تفريز الخيوط عادةً لقطع نطاق محدد من الخطوات. وطالما أن خطوة خيط قطعة العمل تقع ضمن النطاق المُخصَّص للأداة، يُمكن استخدام الأداة نفسها لقطع الخيط. هذه الخاصية، "المستقلة عن الخطوة والقطر"، هي الأساس المادي لتعدد استخدامات قواطع تفريز الخيوط.
يقلل هذا النموذج متعدد الأوجه للمعالجة بشكل كبير من اعتماد التصنيع على مواصفات الصنابير الدقيقة، ويقلل بشكل كبير من تكلفة مخزون الأدوات، ويقلل من وقت التغيير أثناء التبديل بين طلبات الخيوط ذات المواصفات المختلفة، مما يسمح للشركات بتجربة استجابة غير مسبوقة لتحديات الإنتاج المعقدة والمتطورة باستمرار.
ما هي الإنجازات التي تحققت في مجال كفاءة طحن الخيوط ذات الأقطار الكبيرة؟
تواجه عملية التثقيب التقليدية تحديات كبيرة في تصنيع الخيوط ذات الأقطار الكبيرة: إذ تتطلب استخدام آلات ذات عزم دوران عالٍ للغاية، وتكون الأدوات ثقيلة ومكلفة، كما أن قوى القطع عالية جدًا وعرضة لتشوه قطعة العمل أو كسر الأداة. في المقابل، تقدم تقنية طحن الخيوط حلاً ثوريًا لهذه المشكلة، محققةً قفزات نوعية في الكفاءة والموثوقية. ويعود هذا التحسن الكبير في الكفاءة بشكل أساسي إلى الابتكارين التاليين:
1. ابتكار الأدوات:
بالنسبة للخيوط الخشنة التي يزيد قطرها عن M60، تُعد قواطع طحن الخيوط المثبتة آليًا هي المعيار. تتكون هذه القواطع من جسم قاطع متين مزود بحشوات كربيد قابلة للاستبدال والتعديل. تكلفة الحشوة الواحدة أقل بكثير من تكلفة الصنبور الصلب، كما أن الحشوات المعاد استخدامها لا تتطلب إعادة شحذ؛ إذ يمكن ببساطة تعديلها أو استبدالها، مما يقلل تكلفة الأداة ووقت توقفها عن العمل بشكل ملحوظ.
2. تحسين العمليات:
تستطيع قواطع طحن الخيوط المثبتة على الماكينة إنتاج الخيوط من خلال طحن القرص أو القطع الطبقي . فبدلاً من قطع الخامة بالكامل دفعة واحدة، تُكمل الأداة القطع على مراحل، عبر دورات متعددة، على طول أخدود الخيط، وفقًا لما يُحدده برنامج التحكم الرقمي الحاسوبي (CNC). تُقسّم هذه الطريقة حمل القطع الثقيل إلى خطوات قطع خفيفة متعددة، مما يحمي مغزل الماكينة ويُحسّن بشكل كبير من استقرار القطع وعمر الأداة، مُحققًا بذلك كفاءة قطع عالية.
من خلال الابتكار التعاوني في المعالجة والأدوات ، حوّلت عملية طحن الخيوط أيضًا عملية تشكيل الخيوط ذات القطر الكبير من عملية عالية المخاطر وعالية الحمل إلى عملية يمكن التحكم فيها وفعالة واقتصادية.
بالمقارنة مع عملية التثبيت التقليدية، يمكن لعملية طحن الخيوط أن تعزز كفاءة العملية بأكثر من ثلاثة أضعاف مع ضمان جودة العملية وسلامتها بشكل شبه كامل.

كيف يساهم طحن الخيوط في حل تحديات إخلاء الرقائق والدقة في تشغيل الثقوب العمياء؟
لطالما شكلت عملية تشكيل الخيوط في الثقوب العمياء مشكلةً في عمليات التثقيب التقليدية. فغالباً ما يتسبب انسداد الرقائق المعدنية في كسر المثقاب، وتشويه الخيوط، وحتى تلف قطعة العمل. أما تقنية طحن الخيوط في الثقوب العمياء، بفضل آلية القطع الخاصة بها، فتقضي على هذه المخاطر إلى حد كبير من جذورها، وذلك من خلال تحقيق إخراج مثالي للرقائق المعدنية وتحكم دقيق في عمق الخيوط. وتتجلى مزايا هذه التقنية تحديداً في جانبين رئيسيين:
1. تكسير سلس للرقائق من أجل إزالة مثالية للرقائق:
على عكس الرقائق المتصلة الشبيهة بالشريط الناتجة عن عملية التثقيب، فإن عملية طحن الخيوط هي عملية قطع متقطعة تُنتج رقائق متقطعة ومكسورة. لا تلتصق هذه الرقائق المتقطعة بحامل الأداة، ويتم طردها بسهولة وكفاءة من الثقب المغلق ذي القاع المغلق بواسطة سائل التبريد الداخلي لمركز التشغيل. هذا يُزيل تمامًا خطر إجهاد الأداة أو تكسرها أو حتى كسرها بسبب سوء إخراج الرقائق.
2. يضمن التحكم في البرنامج التحكم الدقيق في عمق السن اللولبي:
يتم التحكم في عمق السن النهائي مباشرةً بواسطة برنامج التحكم الرقمي الحاسوبي (CNC) لعملية طحن السن في الثقوب المغلقة. تستطيع الأداة طحن السن بدقة حتى قاع الثقب، ومن خلال التحكم البرمجي، تُنتج سطحًا نهائيًا كاملًا ونظيفًا للسن. هذا يُزيل فعليًا مشاكل الدقة في عملية التثقيب، مثل عدم كفاية عمق السن أو عدم اكتماله، والناتجة عن مقاومة الرايش أو التشوه المرن للأداة.
من خلال تقسيم مشاكل إخلاء الرقائق إلى رقائق صغيرة يمكن التحكم فيها والاستفادة من أنظمة التصنيع باستخدام الحاسب الآلي للتحكم الاقتصادي في عمق الرقائق، فإن عملية طحن الخيوط للثقوب العمياء توفر عملية لولبة عالية الموثوقية وعالية الإنتاجية للثقوب العمياء مما يزيد بشكل كبير من سلامة العملية واتساق الجودة.
ما هي المعايير الرئيسية التي يجب مراعاتها عند اختيار قاطع طحن الخيوط؟
يُعدّ اختيار قاطع الطحن اللولبي المناسب جوهر عملية الطحن اللولبي الناجحة. في ظلّ وجود خيارات عديدة، فإنّ حصر اختيارك في عدد قليل من المعايير الأساسية يُمكّنك من اتخاذ القرار الصحيح وتحقيق أقصى قدر من التوافق مع المواد والإنتاجية. لاختيار الأداة المناسبة، ضع في اعتبارك المعايير الأساسية الثلاثة التالية:
1. نوع الأداة:
- قواطع الطحن المصنوعة من الكربيد الصلب: توفر صلابة ودقة عاليتين، وهي مناسبة للأقطار الصغيرة والمتوسطة (على سبيل المثال، حتى M20) والخيوط عالية الدقة.
- قواطع التفريز القابلة للتركيب: توفر أداءً اقتصاديًا أفضل، وتتميز بإمكانية استبدال القطع الداخلية، وهي مناسبة بشكل خاص للأقطار الكبيرة والثقوب العميقة وعمليات التشغيل الخشن. كما أنها توفر أدوات طويلة العمر وصيانة منخفضة.
2. طلاء الأدوات ودرجتها:
تُعدّ طبقات الطلاء على الأدوات ضرورية لتحسين الأداء. تتميز طبقات TiN (نيتريد التيتانيوم) القياسية بقدرة عالية على التكيف ويمكن استخدامها مع الفولاذ. أما طبقات AlTiN (نيتريد الألومنيوم والتيتانيوم) فتتمتع بصلابة عالية عند درجات الحرارة المرتفعة، وهي مناسبة جدًا لتشغيل المواد صعبة التشغيل مثل الفولاذ المقاوم للصدأ والحديد الزهر وسبائك درجات الحرارة العالية ، مما يُحسّن بشكل ملحوظ من عمر الأداة وتوافقها مع المواد.
3. توافق درجة الصوت:
من الضروري أن تتطابق هندسة أسنان قاطع طحن الخيوط بدقة مع الخطوة المطلوبة لقطعة العمل. يجب استخدام أداة ذات نطاق محدد من الخطوات لضمان الحصول على شكل الخيط المطلوب، وتشطيب السطح الأملس، وخلوه من علامات الاهتزاز.
يتطلب اختيار قاطع طحن الخيوط الناجح دراسة متأنية لمادة قطعة العمل، وقطر ثقب التشغيل، ومواصفات الخيط. ويؤدي الاختيار الصحيح إلى زيادة كفاءة طحن الخيوط، وتحقيق وفورات في التكاليف، ومرونة في الإنتاج الآمن.
هل عملية طحن الخيوط مناسبة لمصنعي؟
هل تفكر في تطبيق تقنية طحن الخيوط في مصنعك؟ لتحديد جدوى ذلك، لا حاجة لحسابات معقدة؛ ما عليك سوى دراسة السيناريوهات المهمة التالية. في حال انطباق أي من هذه الحالات على مصنعك، ستُحقق مزايا طحن الخيوط مكاسب قيّمة. يُرجى إجراء تقييم ذاتي بناءً على السيناريوهات التالية:
- أساس المعدات والمواد: تحتوي ورشتك بالفعل على مركز تصنيع CNC ثلاثي المحاور أو أعلى؛ أو أنك تقوم بشكل متكرر بتصنيع الخيوط في مواد يصعب تشكيلها مثل الفولاذ المقاوم للصدأ وسبائك التيتانيوم والفولاذ المقوى، حيث لا ينجح التثقيب التقليدي.
- نموذج الإنتاج ومتطلبات الجودة: تشمل تطبيقاتكم إنتاجًا متنوعًا بكميات قليلة، ومجموعة واسعة من مواصفات الخيوط، وتغييرات متكررة للخيوط. أو لديكم متطلبات صارمة لجودة الخيوط (مثل الدقة والاتساق) ولا يمكنكم تحمل مخاطر تلف قطع العمل بسبب كسر التناقص.
- المشاكل الحالية: أنت تعاني بشكل متزايد من انخفاض كفاءة التثبيت، والتآكل المفرط للأدوات، وعدم كفاية إزالة الرقائق، أو جودة الخيوط غير المنتظمة.
إذا كانت الحالات المذكورة أعلاه هي الأنسب لوصف وضعك الحالي، فإن الاستفادة من تقنية طحن الخيوط ودمجها في خط إنتاجك سيمثل استثمارًا قيّمًا. إنها الحل الأمثل لمعالجة هذه المشكلات الأساسية وتعزيز قدرتك التنافسية الشاملة.
بإمكان شركة LS Manufacturing أن تقدم لك تقييمًا احترافيًا مجانيًا لمساعدتك على اتخاذ الخطوة الأولى في تطوير عملياتك.
الأسئلة الشائعة
1. هل عملية طحن الخيوط أكثر كفاءة من عملية التثقيب؟
في عمليات تشكيل الخيوط التقليدية، قد تتساوى الكفاءة الإجمالية لعمليتي طحن الخيوط وتشكيلها. مع ذلك، بالنسبة للأقطار الكبيرة، أو الثقوب العميقة، أو المواد صعبة التشكيل (مثل الفولاذ المقاوم للصدأ)، يوفر طحن الخيوط مزايا كبيرة في الكفاءة الإجمالية. فمن خلال تقليل عدد مرات تحريك الأدوات، وتجنب توقف العمل بسبب أعطال أدوات التشكيل، وتوفير معدلات قطع أعلى، يمكن لطحن الخيوط أن يقلل وقت معالجة القطعة الواحدة بنسبة تصل إلى 40% ، مما يحسن بشكل ملحوظ من استخدام المعدات والإنتاجية.
2. هل برمجة طحن الخيوط معقدة؟
على الإطلاق. مع التطورات في برامج التصنيع بمساعدة الحاسوب (CAM) وتقنية التحكم الرقمي بالحاسوب (CNC) ، أصبحت البرمجة أسهل بكثير. تتضمن مكتبة العمليات المتطورة من LS Manufacturing معايير أفضل الممارسات لمجموعة واسعة من المواد، وتُنشئ تلقائيًا رمزًا سهل التشغيل. كما نوفر قوالب برامج قياسية مجربة ومختبرة، بالإضافة إلى تدريب احترافي لتتمكن من التعلم بسرعة وإتقان العملية بسهولة.
3. هل عملية طحن الخيوط اقتصادية للإنتاج بكميات صغيرة؟
نعم، هذا صحيح. تكمن الميزة الأكبر لعملية طحن الخيوط في مرونتها العالية في المعالجة: إذ يمكن لقاطع طحن خيوط عالمي واحد أن يحل محل العديد من صنابير اللولبة، أو حتى عشرات منها، ذات المواصفات المختلفة. وهذا لا يقلل فقط من الاستثمار الرأسمالي الأولي في الأدوات بشكل كبير، بل يُسهّل أيضًا إدارة المخزون، ويُتيح الانتقال السلس بين طلبات الإنتاج الصغيرة والمتنوعة لتصبح أسرع وأقل تكلفة.
4. هل تقدم شركة LS Manufacturing خدمات تصنيع تعاقدية لطحن الخيوط؟
نعم، تمتلك شركة LS Manufacturing أحدث آلات CNC وأدوات قطع لولبية متطورة، وتتخصص في عمليات تشكيل الخيوط على مواد متنوعة وصعبة. سواءً كانت مشكلات التصنيع لديك تتعلق بسبائك عالية الحرارة، أو ثقوب مغلقة، أو خيوط ضخمة، فإننا نرحب باستفسارك وندعوك لطلب عرض أسعار تصنيع مخصص عبر الإنترنت للبدء في خدماتنا التصنيعية التعاقدية الدقيقة والموثوقة وفي الوقت المحدد.
ملخص
إن عملية طحن الخيوط ليست مجرد خيار آخر للتصنيع؛ بل هي نقلة نوعية واتجاه لمستقبل تكنولوجيا تصنيع الخيوط ، من "التحكم بالخبرة" إلى "التحكم الرقمي". ويُعد التحول من عملية التثقيب التقليدية إلى طحن الخيوط الجديد خطوة استراتيجية للشركات لتحقيق وفورات في التكاليف، وكفاءة، وجودة منتجات، ومرونة أكبر في الإنتاج.
سواء كنت تعمل بمواد يصعب تشكيلها وهندسة قطع عمل معقدة، أو تسعى لتحقيق أقصى قدر من استقرار الإنتاج وتقليل التكلفة الإجمالية، فإن عملية طحن الخيوط تتفوق بشكل كبير على عملية التثقيب. اختيارك لشركة LS Manufacturing لا يعني اختيار تقنية فحسب، بل اختيار شريك تقني ملتزم بتقديم قيمة مضافة لك.
تواصلوا مع شركة LS Manufacturing اليوم! يسعدنا دعوتكم لإرسال رسومات قطعكم. سيقوم خبراؤنا بإجراء تقييم شامل ومباشر، وتقديم حلول مخصصة لعملية طحن الخيوط، بالإضافة إلى تقرير تحليل مفصل لتوفير التكاليف، وذلك مجانًا.
📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن ، وختم المعادن ، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing ، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com .


