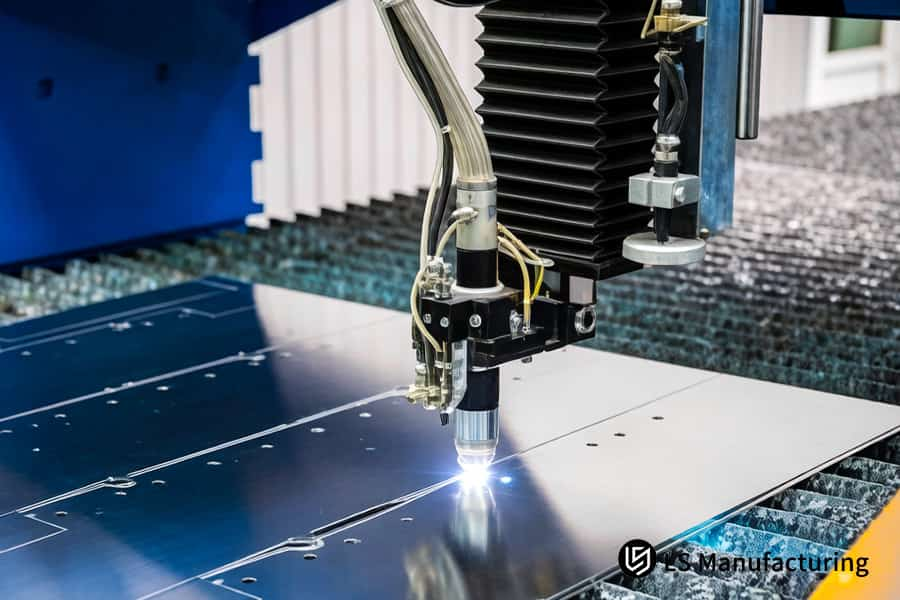
Using the same rapid prototyping technique, the process is easily scalable to laser cutting operations.
<块引用>
The purpose of this report is to demonstrate that we have developed an effective, tool-free manufacturing technology for complex bracket assemblies. This innovation addresses the major problems of high initial costs and lengthy lead times associated with conventional technologies. Offering an integrated digital approach, our aerospace laser cutting technology acts as a means for accelerating R&D and manufacturing.
Figure 4: Fabricating a custom aluminum bracket for automotive chassis with aluminum lightweighting laser cutting.
Case Study: LS Manufacturing Aerospace Lightweight Drone Frame Precision 6061-T6 Custom Solution
One of the leading drone manufacturers found themselves limited by two issues that arose during manufacturing: thermal distortion from prior operations and high weight. In this case study, we will examine how our company was able to deliver an effective engineering solution using 6061-T6 aluminum laser cutting technology that solved both of these problems and significantly improved the performance of the client’s end product:
客户挑战
The center plate of the drone produced by the client and made of 6061-T6 was affected by two serious factors. The first problem involved geometric distortion caused by thermal effects from previous operations involving low-precision laser cutting, causing deviations of 0.5mm or more. Additionally, the mass of the part resulted in a 15% decrease in flight duration of the drone.
LS 制造解决方案
We used a 12kW fiber laser system, featuring real-time adaptive power control. With our unique dynamic laser cutting process, the heat-affected zone (HAZ) is less than 0.1mm, completely nullifying any risk of thermal stress. In addition, we worked together to refine the design of 154 hexagonal lightening pockets, ensuring their fillet radii optimized the stress pattern, all accomplished through precision laser cutting service.
结果和价值
The final part had attained a flatness level of <0.1mm/m and reduced weight by 22%. This led to an additional flight time of 8.5 minutes. Our capability in performing high precision aluminum cutting was so outstanding that the client terminated all CNC machining services and appointed LS Manufacturing as its exclusive worldwide partner for aluminum frame parts.
<块引用>
This case exemplifies our methodology for solving complex manufacturing constraints. We resolved thermal distortion, mass, and lead time through integrated process innovation. The result delivered a measurable performance advantage, demonstrating our unique competency in aerospace laser cutting. This outcome validates how our thermal-controlled laser cutting delivers system-level value.
Replace your CNC with our distortion-free laser cutting. Request a quote for lightweight aerospace aluminum parts.
Why Choose LS Manufacturing As Your Long Term Manufacturing Partner For Aluminum Parts?
Choosing the right supplier for precise aluminum parts requires more than simply sourcing a service provider; rather, it involves choosing a partner who will help minimize your risks. At LS Manufacturing, we offer more than just manufacturing; we incorporate material science, process technology, and post-process knowledge. The problem of ensuring material integrity, proper functionality, and reliable supply throughout the life cycle of your product is solved by us:
Full-Process Control for Guaranteed Material Integrity
The foundation of our partnership lies in our IATF 16949-registered process control. We use only certified 6061-T6 from certified suppliers, with traceability through our mill certificates and internal controls. In addition, our laser cutting process control includes control over process parameters to ensure that the T6 temper is maintained, providing optimum performance as per requirement and reducing failure in future, forming the basis of our reliable laser cutting service.
Aside from cutting, we serve as co-engineering partners. We study your designs to give suggestions for improvements that can help improve manufacturability and performance. Our production laser cutting and internal anodizing under the same quality management process provides a streamlined flow and ensures consistent coating performance. This makes our aluminum laser cutting service more efficient and adds value to it.
Proactive Technical Collaboration for Continuous Optimization
We move from being an order taker to a technical advisor. We have our own database onlaser cutting parameters and results, and we use that data to recommend changes in design or material. You can be sure that the latest developments in precision laser cutting service will add value to your parts and make us your manufacturing partner, beyond just the specifications.
Supply Chain Resilience Through Transparency and Stability
We base our collaboration on stability and transparency. From our quotes to our lead times, you will have one point of contact for all your work. This is because we take care of everything from procurement of raw materials to production of parts. Our full-spectrum laser cutting and finishing process helps us handle all the complexity and de-risk your supply chain.
<块引用>
Selecting LS Manufacturing will be selecting a partner who is committed to ensuring the success of your product. We resolve integrated issues related to quality, performance, and availability using our technically savvy approach. Our value lies in providing dependable, continually improving, and predictable pricing in our specialized aluminum laser cutting service.
常见问题解答
1. What is the tightest tolerance LS Manufacturing can guarantee for 6061-T6 aluminum laser cutting?
With the use of a completely closed-loop laser control system along with precise linear modules, it is possible to assure linear dimension accuracy tolerance in ±0.05mm, which is suitable for applications of mechanical assembly in high-precision.
2. How does your laser cutting service handle the high reflectivity of 6061 aluminum?
LS Manufacturing uses fiber laser machines with anti-reflective optical beam path protection in place, making it possible to cut reflective materials without any interference or laser reflection at all.
3. Can you provide a price quote for both prototype and mass production orders?
Certainly, LS Manufacturing provides competitive prices depending on your needs. You only need to click the button below and upload your STEP file to get a price quote directly from our manufacturing facility.
4. Does LS Manufacturing provide surface finish services after aluminum laser cutting?
Our service provides everything under one roof, including deburring, vibratory polishing, sandblasting, and anodizing (military-grade compliant), thus enabling the customer to receive fully usable products after our treatment.
5. Why is laser cutting more advantageous than waterjet cutting for lightweight 6061-T6 parts?
The former method is about 5-10 times faster compared to the latter technique, while producing a narrow kerf. When dealing with lightweight parts with a high number of minute holes, the efficiency becomes even higher, which means the price will be much lower.
6. How do you ensure that the T6 temper of the aluminum is not compromised during the cutting process?
With the help of high-power multi-kW lasers, it is possible to reach incredible cutting speed; therefore, heat input remains minimal and prevents the Heat-Affected Zone (HAZ) from getting thicker than 0.1 mm.
7. What is the maximum thickness of aluminum plate that LS Manufacturing can cut?
We can easily process aluminum alloy sheets from 40mm thickness with our 15kW machine, but we also provide a high-quality, near-vertical edge cut for plates up to 12mm thin.
8. Do you offer DFM engineering support for aluminum lightweighting via laser cutting?
Yes, the engineering team at LS Manufacturing performs a DFM analysis on your designs as part of the quoting stage and provides suggestions for additional weight and cost savings using DFM optimization.
摘要
When it comes to lightweighting production, laser cutting technology for aluminum parts is an important element of successful product development. With the use of a 15kW laser system and ±0.05mm tolerance accuracy, LS Manufacturing addresses the heat-related issues associated with the 6061-T6 aluminum alloy material, and we offer weight savings and operational efficiency through DFM optimization. Our tested expertise covers everything from aerospace brackets to drone frames, and we are the preferred choice of global OEMs for custom precision parts.
Your innovative lightweighting design solutions shouldn't be compromised by poor manufacturing standards. Your precision engineering solutions should get the same level of attention. Simply click on the "Get Instant Quote" button below to send us your CAD design files (STEP/DXF). LS Manufacturing will give you a free technical review session and quote for mass production of your parts. Select LS Manufacturing to give your product line the edge through precision manufacturing of multi-kilowatt laser technologies.
Upload your 6061-T6 drawings, and LS Manufacturing engineers will provide you with a free edge quality assessment and tiered quotation.
本页内容仅供参考。 LS Manufacturing services 对于信息的准确性、完整性或有效性,不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商将通过 LS Manufacturing 网络提供性能参数、几何公差、具体设计特征、材料质量和类型或工艺。这是买家的责任。 需要零件报价 确定这些部分的具体要求。请联系我们了解更多信息。
LS 制造团队
LS Manufacturing 是一家行业领先的公司。专注于定制制造解决方案。 We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified.我们为全球150多个国家的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能以最快的24小时内交货满足您的需求。选择LS制造。 This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com.