Il servizio di stampaggio a iniezione di plastica PEEK si propone di risolvere il problema della catena di approvvigionamento globale, in cui gli ingegneri che valutano i materiali da utilizzare nello stampaggio a iniezione di plastica concludono che le plastiche standard non soddisfano i requisiti degli ambienti difficili, con conseguente produzione di prodotti in PEEK di scarsa qualità. Il problema risiede nell'elevato punto di fusione del PEEK, intorno ai 343 °C , che richiede una precisa regolazione termica, solitamente impossibile con le tecniche convenzionali senza simulazioni multifisiche , causando così la formazione di cricche da stress durante il ciclo di vita del prodotto.
LS Manufacturing applica una tecnologia innovativa che combina lo stampaggio a iniezione di precisione del PEEK con algoritmi avanzati di controllo della temperatura e tecnologie del vuoto, consentendo una cristallizzazione uniforme e mantenendo tolleranze estremamente ristrette di ±0,01 mm per ridurre significativamente il costo totale di proprietà nella produzione su larga scala. Continua a leggere per scoprire come l'esperienza di LS Manufacturing trasforma il PEEK, questo super polimero, nel tuo principale vantaggio competitivo.
Stampaggio a iniezione di PEEK: Guida rapida alle applicazioni ad alta temperatura
| Livello tecnico | Soluzione di stampaggio specifica per PEEK | Risultato della prestazione |
| Temperature di lavorazione estreme | Barili con temperature comprese tra 380 e 400 °C . | Contribuisce a garantire un flusso adeguato senza alcuna degradazione del polimero. |
| Sensibilità all'umidità | Prima del processo di stampaggio è obbligatoria un'asciugatura completa, con un contenuto di umidità massimo inferiore allo 0,02% . | Crea componenti dotati di elevata resistenza meccanica e stabilità dimensionale. |
| Requisiti di temperatura dello stampo | Stampi riscaldati ( 160-200 °C ) per evitare un raffreddamento prematuro e garantire una corretta cristallizzazione. | Conferisce proprietà meccaniche ( resistenza, resistenza chimica ) e finitura superficiale ottimali. |
| Elevata usura da muffa | Utilizzo di acciai per utensili temprati e rivestimenti speciali per resistere alla fusione abrasiva del polimero. | Prolunga la durata dello stampo e mantiene la precisione dimensionale dei pezzi per tutta la durata della produzione. |
| Il nostro processo controllato | Macchine di stampaggio dedicate e pulite e controllo dei parametri a circuito chiuso per garantire la massima uniformità. | Garantisce una qualità ripetibile dei componenti stampati a iniezione in plastica, conforme alle rigorose specifiche dei settori aerospaziale, medicale e dei semiconduttori. |
| Risultato: Prestazioni ottimizzate | Componenti che mantengono l'integrità strutturale e le proprietà in ambienti ad alta temperatura continua. | Consente un funzionamento affidabile in applicazioni a temperature superiori a 250 °C , sostituendo i metalli in molti casi. |
Punti chiave:
- La temperatura è tutto: per il PEEK , il controllo delle temperature di fusione, stampaggio e asciugatura è fondamentale.
- La preparazione è fondamentale: gli errori nell'essiccazione del materiale sono la causa principale dei pezzi in PEEK difettosi.
- Gli utensili devono essere robusti: gli acciai per stampi standard non dureranno a lungo; sono necessari acciaio temprato o rivestimenti superficiali .
- La validazione è fondamentale: il certificato di conformità (CoC) per i materiali stampati a iniezione di plastica e la documentazione completa del processo sono obbligatori per i settori ad alta affidabilità.
Perché fidarsi di questa guida? L'esperienza pratica degli esperti di LS Manufacturing.
Sebbene esistano molti articoli sullo stampaggio a iniezione di materie plastiche , questo proviene da persone che lo praticano quotidianamente nelle proprie officine, lottando contro il calore e lavorando con una precisione micrometrica. Il processo che utilizziamo per i componenti aerospaziali e per i semiconduttori è stato attentamente elaborato a partire dalle più recenti informazioni scientifiche disponibili nel centro risorse di Ensinger Plastics .
Da oltre dieci anni produciamo componenti critici e abbiamo affinato le nostre competenze nella regolazione termica e nei processi di colata che garantiscono cristallinità e tolleranze fino a ±0,01 mm . Possiamo assicurarvi che tutti i parametri che applichiamo sono certificati secondo gli standard Underwriters Laboratories (UL) .
Questa guida racchiude tutta l' esperienza maturata sul campo, frutto di duro lavoro e di esperienze concrete, in consigli pratici. Qui sveliamo i protocolli che seguiamo quotidianamente, non solo la teoria, ma anche i risultati, che offrono la precisione e l'efficacia necessarie per ottenere un vantaggio nei progetti più impegnativi.

Figura 1: L'unità di iniezione lavora la plastica PEEK a 380 °C e la inietta nella cavità di uno stampo per un componente di tenuta della turbina.
Perché la scelta di un servizio professionale di stampaggio a iniezione di plastica PEEK è fondamentale per i produttori di apparecchiature originali (OEM) del settore aerospaziale e medicale?
Nelle applicazioni OEM aerospaziali e medicali, le prestazioni meccaniche dei componenti in PEEK dipendono da un controllo preciso della cristallizzazione ( 30-35% ), una condizione che dipende interamente dalla finestra di processo dello stampaggio a iniezione . I guasti si verificano a causa di deviazioni. Il nostro approccio garantisce dimensioni e proprietà stabili a una temperatura di esercizio costante di 250 °C :
Gestione termica di precisione per la cristallinità
Il nostro design si discosta dalle tipiche curve di controllo termico utilizzando uno stampo a circuito chiuso con zone multiple per raffreddare rapidamente il materiale fuso, ma in modo controllato, influenzando così la velocità di nucleazione. Il risultato è che la matrice presenta sempre un livello di cristallinità compreso tra il 32 e il 34% , garantendo resistenza alla trazione e protezione contro qualsiasi tipo di attacco chimico, requisito essenziale per la certificazione OEM .
Iniezione ad alta velocità per mitigare la degradazione termica
L'iniezione lenta aumenta l'esposizione al calore. L'innovativo processo di iniezione ad alta velocità, utilizzato insieme al controllo della velocità di taglio, riduce notevolmente il tempo di esposizione del polimero nel cilindro. Ciò contribuisce a mantenere costante il peso molecolare prima dell'iniezione, aspetto essenziale nello stampaggio a iniezione di materie plastiche ad alta temperatura . Inoltre, cicli più brevi minimizzano il gradiente termico all'interno del pezzo, eliminando potenziali punti deboli.
Finestre di processo validate per la certificazione
La certificazione richiede prove supportate da dati. Misuriamo tutte le variabili importanti – temperatura interna massima del polimero, pressione all'interno della cavità e velocità di raffreddamento – per ogni ciclo di processo. Il risultato è un'impronta digitale oggettiva del processo che dimostra la ripetibilità agli auditor. Questa qualificazione del processo basata sui dati, supportata da competenze tecniche , trasforma un processo di stampaggio complesso in una fonte affidabile di componenti.
Disciplina integrata di utensili e post-elaborazione
Il successo inizia con la progettazione di uno stampo adatto all'elevata temperatura di fusione e al preciso sistema di iniezione della plastica PEEK. Inoltre, il processo di stampaggio a iniezione di precisione che adottiamo prevede la ricottura come parte integrante delle fasi standard di produzione dei componenti critici. Questo processo elimina le tensioni generate dallo stampaggio a iniezione personalizzato, garantendo un'ottimale stabilità del componente durante l'utilizzo.
Questo documento illustra il metodo impiegato per regolare le relazioni causa-effetto durante il servizio di stampaggio a iniezione di plastica PEEK . L'unicità del nostro approccio risiede nella sua praticità, che ci consente di offrire agli OEM dati e componenti affidabili , superando le difficoltà riscontrate da altre aziende che utilizzano impostazioni di processo generiche. Raggiungete una cristallinità del 32-34% e una stabilità termica a 250 °C per i componenti critici. Inviateci il progetto del vostro componente per ottenere una validazione del processo supportata da dati e un preventivo definitivo.

Come può lo stampaggio a iniezione di precisione in PEEK raggiungere tolleranze a livello di micron per componenti complessi ad alta temperatura?
Nella produzione di componenti per applicazioni aerospaziali e medicali, le variazioni dimensionali non rappresentano solo un problema estetico, ma anche un difetto nelle prestazioni del prodotto. Raggiungere e mantenere tolleranze di ± 0,01 mm nel PEEK è estremamente difficile a causa del significativo ritiro che si verifica dopo lo stampaggio. Il nostro approccio affronta questo problema combinando lo stampaggio scientifico con il controllo a feedback , garantendo un'accuratezza dimensionale assoluta in componenti di alta precisione .
Controllo di processo fondamentale
- Definizione dei parametri scientifici: Stabilire limiti precisi per la viscosità e la pressione nella cavità .
- Imballaggio a compensazione di pressione: la pressione nella cavità avvia la fase di mantenimento; le contrazioni vengono compensate attivamente.
Misurazione e regolazione in tempo reale
- Verifica dimensionale in linea: i dispositivi di misurazione laser controllano le dimensioni cruciali dopo lo stampaggio.
- Correzione a circuito chiuso: i dati correggono automaticamente il ciclo successivo, consentendo un controllo a feedback per garantire uno stampaggio a iniezione di PEEK accurato e preciso .
Strategia avanzata per la gestione termica e degli utensili
- Sistemi di raffreddamento uniformi: gli utensili con circuiti a cascata garantiscono una distribuzione del calore omogenea.
- Riduzione delle tensioni interne: garantisce l'assenza di deformazioni, elemento essenziale per una stampaggio a iniezione di materie plastiche di alta precisione .
Validazione e documentazione basate sui dati
- Analisi completa del processo: ogni fattore viene registrato e correlato alle dimensioni del pezzo.
- Prova di coerenza verificabile: la prova di coerenza, fondamento della nostra gestione delle tolleranze e essenziale per la qualificazione OEM nello stampaggio a iniezione di materie plastiche specializzate .
Questo documento descrive una strategia ingegneristica basata sull'utilizzo della misurazione come forza guida del processo. Ciò che ci distingue dalla concorrenza è la nostra capacità di integrare la misurazione in modo impeccabile, ottenendo una stabilità scientificamente provata e trasformando la variabilità in un sistema di stampaggio a iniezione di materie plastiche a ciclo chiuso e stabile per componenti critici.

Figura 2: I pistoni idraulici iniettano PEEK fuso con una precisione di ±0,08 mm per applicazioni aerospaziali ad alta temperatura.
Quali parametri tecnici determinano il successo dello stampaggio ad alta temperatura del PEEK per valvole industriali?
Il successo dell'utilizzo del PEEK in ambienti così ostili per le valvole dipende dal controllo del processo, piuttosto che dal solo materiale. Parametri di processo non ottimali si traducono in una scarsa cristallinità e in prestazioni ridotte. Questo documento definisce i parametri tecnici di processo necessari per i componenti delle valvole industriali realizzati mediante stampaggio ad alta temperatura del PEEK .
| Categoria dei parametri | Intervallo/Specifiche di destinazione | Motivazione tecnica e impatto |
| Temperatura di fusione e stampaggio | Fusione: 380-400 °C; Stampaggio: 180-220 °C | Una temperatura dello stampo superiore a 180 °C è essenziale per raggiungere una cristallinità del 30-35%, fondamentale affinché il materiale possa svolgere le sue funzioni chimiche e meccaniche. |
| Pressione e velocità di iniezione | Pressione: 150–200 MPa; Velocità: Alta | Una pressione di iniezione inferiore a 150 MPa causa problemi di riempimento; nello stampaggio a iniezione di materie plastiche ad alta pressione è necessaria un'elevata velocità di iniezione prima del congelamento del punto di iniezione. |
| Profilo della pressione di tenuta | Controllo della pressione della cavità, in diminuzione | Regolazione attiva per compensare l'elevato ritiro del materiale PEEK e garantire la precisione dimensionale nei componenti delle valvole industriali . |
| Essiccazione dei materiali | 150 °C per almeno 4-6 ore | Previene la degradazione idrolitica, un prerequisito imprescindibile per lo stampaggio a iniezione di materie plastiche specializzate . |
| Sistema termico | Controllo dedicato della temperatura dell'olio caldo | Garantisce stabilità per lo stampaggio a iniezione di materie plastiche complesse , prevenendo tensioni e deformazioni. |
Questi criteri precisi definiscono i requisiti obbligatori per la produzione di componenti funzionali per valvole. A differenza di semplici linee guida, questi criteri definiscono con precisione i parametri di processo necessari per garantire l'assenza di difetti di progettazione. Questi criteri collaudati, a testimonianza della nostra leadership tecnologica , consentono agli ingegneri di scegliere un processo di stampaggio a iniezione di materie plastiche altamente affidabile, in grado di soddisfare le esigenze di applicazioni complesse.
Perché i progetti di stampaggio a iniezione di PEEK personalizzato dovrebbero dare priorità all'analisi DFM per ridurre l'usura degli utensili a lungo termine?
Le eccezionali caratteristiche prestazionali del PEEK comportano problemi di usura abrasiva e adesiva degli stampi, che incidono in modo cruciale sulla fattibilità economica dei progetti. La manutenzione reattiva richiede interventi di riparazione frequenti e costosi. L'ottimizzazione proattiva DFM ( Design for Manufacturing) è la strategia essenziale per progettare stampi resistenti fin dall'inizio, traducendosi direttamente in una significativa riduzione dei costi e in una maggiore durata degli stampi per progetti di stampaggio a iniezione di PEEK personalizzati .
Selezione strategica dei materiali e dei trattamenti superficiali
La durabilità dipende dai materiali utilizzati. Vengono specificati acciai per utensili per lavorazioni a caldo di alta qualità come l'H13 , che presentano elevati livelli di durezza e tenacità. Le aree chiave vengono quindi sottoposte a nitrurazione profonda o a rivestimenti PVD . Il risultato è uno strato altamente indurito e non reattivo, resistente all'usura causata dai riempitivi abrasivi o dall'adesività del PEEK; questo costituisce la base del nostro processo prototipo di stampaggio a iniezione di materie plastiche .
Progettazione ottimizzata del sistema di gating e del percorso di flusso
L'usura si verifica nelle aree di flusso ad alta velocità. Nei nostri studi DFM, le simulazioni del flusso nello stampo vengono utilizzate per posizionare i punti di iniezione in modo ottimale, al fine di evitare getti e flussi abrasivi su superfici sottili di acciaio. Nei materiali rinforzati con fibre, i canali di alimentazione e i punti di iniezione sono progettati in modo che le fibre siano allineate lungo la direzione del flusso, anziché perpendicolarmente ad essa, per ridurre al minimo l'usura degli utensili di taglio. Questa analisi critica è fondamentale per il successo dei processi di stampaggio a iniezione di materie plastiche a basso volume .
Strategie di raffreddamento e di carotaggio robuste
I cicli di utilizzo aumentano l'usura. La progettazione di canali di raffreddamento conformi in prossimità delle zone soggette a maggiore usura garantisce temperature costanti e stabili, riducendo al minimo i cicli termici . I nuclei situati nelle nervature e nelle filettature profonde sono realizzati in acciaio di qualità superiore e sono spesso progettati come inserti sostituibili. Tale approccio consente di concentrare l'usura e di facilitarne la sostituzione, prolungando così la durata degli stampi per lo stampaggio a iniezione di materie plastiche di ultima generazione .
Impatto quantificato e validazione del ciclo di vita
L'efficacia del metodo DFM proposto è comprovata. Ad esempio, utilizzando approcci come l'ottimizzazione del gate in una sede valvola, abbiamo ottenuto miglioramenti nella durata degli utensili da 50.000 a oltre 200.000 cicli prima della revisione. Tali risultati dimostrano una chiara previsione dei costi di manutenzione e delle spese del ciclo di vita, garantendo una riduzione dei costi prevedibile.
Questo documento presenta un approccio prescrittivo, basato sull'ingegneria, in cui la DFM (Design for Manufacturing) è considerata una strategia di resistenza all'usura, e non semplicemente un'analisi di progettazione. La nostra leadership tecnica si manifesta nell'identificazione precisa di materiali, rivestimenti e linee guida di progettazione efficaci nel contrastare le peculiari modalità di usura del PEEK. Questo approccio preventivo trasforma lo stampaggio a iniezione di PEEK personalizzato in un processo produttivo facilmente gestibile e finanziariamente prevedibile, salvaguardando sia la qualità dei componenti che la redditività del progetto.
In che modo LS Manufacturing risolve le problematiche relative alla qualità superficiale nello stampaggio del PEEK per alte temperature?
A causa della sua elevata temperatura di fusione, il PEEK è soggetto a imperfezioni superficiali come linee di flusso, irregolarità e macchie nere che si verificano quando i gas rimangono intrappolati nel materiale fuso durante lo stampaggio. Ciò è causato principalmente dalla tendenza del materiale alla degradazione termica quando esposto a forze di taglio meccaniche. In questo documento, mostreremo come LS Manufacturing applica una soluzione ingegneristica mirata per ottenere una qualità superficiale impeccabile nello stampaggio del PEEK per alte temperature :
Preparazione e manipolazione avanzata dei materiali
- Protocollo di essiccazione di precisione: vengono utilizzati essiccatori a disidratante con un punto di rugiada di -40 °C e il materiale viene caricato entro 2 ore dall'essiccazione per evitare il riassorbimento di umidità.
- Sistema di alimentazione dedicato: l'alimentazione a circuito chiuso con superfici di contatto in acciaio inossidabile evita la contaminazione, un problema comune nello stampaggio a iniezione di materie plastiche per uso medicale .
Hardware di elaborazione specializzato
- Vite e cilindro con rivestimento ceramico: una vite con rivestimento speciale garantisce attrito e adesione ridotti, essenziali per ridurre il calore da taglio e l'accumulo di carbonio.
- Sistema di sfiato sottovuoto integrato: lo stampo è dotato di un sofisticato sistema di sfiato sottovuoto che rimuove l'aria e altri componenti volatili dalla cavità prima dell'iniezione, garantendo l'assenza di intrappolamento di gas.
Finestra di processo ottimizzata per la finitura
- Profilo di iniezione multistadio: Applichiamo una fase di riempimento rapido al processo di impostazione, seguita da una fase di compattazione lenta per ridurre lo stress da taglio e consentire una buona finitura superficiale.
- Temperatura dello stampo elevata e stabile: mantenere la temperatura degli stampi entro i limiti superiori della gamma PEEK (tipicamente >180 °C ) garantisce un flusso ottimale e una riproduzione accurata della lucidatura nella cavità dello stampo, essenziale per la realizzazione di stampaggi a iniezione di materie plastiche di qualità ottica .
Validazione e misurazione quantitativa
- Verifica della rugosità superficiale: la qualità del pezzo nella fase finale viene misurata utilizzando la tecnologia del profilometro per garantire una rugosità superficiale ottimizzata ( Ra ≤ 0,4 µm ).
- Ispezione microscopica: i pezzi vengono ispezionati al microscopio per verificare l'assenza di macchie nere e segni di flusso, al fine di confermare un'efficace ventilazione sottovuoto e un adeguato controllo termico.
Questo approccio dimostra che la qualità superficiale nello stampaggio del PEEK per alte temperature si ottiene grazie a una combinazione unica di componenti e processi. Il punto chiave della nostra innovazione produttiva è l'utilizzo di viti con rivestimento ceramico, un efficiente sistema di ventilazione sottovuoto e la stabilità termica: una combinazione unica che garantisce componenti privi di difetti. Per eliminare linee di flusso e macchie nere nel PEEK, inviateci il vostro progetto per un processo di stampaggio ad alta temperatura validato e un preventivo pronto per la produzione.
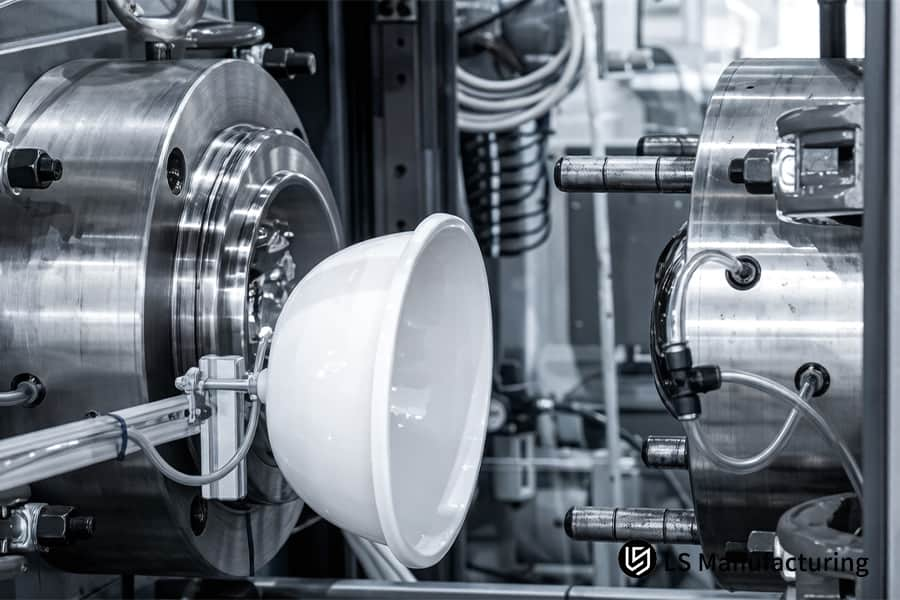
Figura 3: Plastica PEEK bianca fusa riempie la cavità di uno stampo di precisione con una pressione di 120 MPa per la realizzazione di una guarnizione per il settore aerospaziale.
Quali parametri di qualità garantiscono che i componenti in PEEK stampati a iniezione soddisfino lo standard "Zero Difetti"?
L'esigenza di assenza di difetti nei componenti in PEEK stampati a iniezione richiede un sistema di natura predittiva, che utilizzi metriche in grado di prevenire la comparsa di difetti. Questo documento illustra alcune misure chiave per raggiungere la coerenza qualitativa e garantire che ogni prodotto realizzato soddisfi i requisiti delle applicazioni ad alte prestazioni.
| Area di intervento sulla qualità | Indicatori chiave e metodo di controllo | Scopo e risultato |
| Stabilità del processo | Analisi SPC in tempo reale per il controllo della viscosità del fuso e della pressione della cavità. | Protegge da eventuali variazioni di processo, garantendo così la capacità del processo e la coerenza della qualità . |
| Conformità dimensionale | Ispezione del primo articolo e del processo mediante CMM. | Garantisce la conformità di tutti i componenti in PEEK stampati a iniezione alle dimensioni richieste. |
| Integrità dei materiali | Effettuate regolarmente durante le prove meccaniche di routine (trazione, impatto) sui campioni prelevati in serie. | Conferma che le proprietà del materiale sono conformi ai requisiti specificati o addirittura superiori. |
| Documentazione e tracciabilità | Certificazione completa IATF 16949 con piano di controllo. | Garantisce la tracciabilità completa dei lotti derivanti da un processo di stampaggio a iniezione di materie plastiche certificato . |
| Controllo della contaminazione | Ispezione ottica automatizzata al 100% (AOI). | Il risultato è che nessun pezzo difettoso supera il controllo qualità; requisito essenziale per lo stampaggio a iniezione di materie plastiche . |
Questo approccio dimostra il principio "zero difetti" attraverso il controllo di processo e la verifica empirica. Risolviamo il problema della variabilità nascosta aderendo agli standard IATF 16949 e collegando i risultati del nostro SPC (Controllo Statistico di Processo) ai nostri test meccanici . Ciò fornisce la documentazione necessaria per scenari ad alto rischio, stabilendo il punto di riferimento per lo stampaggio a iniezione di materie plastiche ad alte prestazioni .
Perché è fondamentale scegliere un produttore di PEEK ad alta precisione con esperienza nello stampaggio a iniezione scientifico?
Quando si tratta di componenti critici, la precisione deve essere parte integrante della progettazione, non un elemento aggiunto in un secondo momento. Raggiungere una precisione micrometrica con il PEEK richiede una comprensione e una manipolazione fondamentali delle dinamiche di causa-effetto all'interno dello stampo. Solo un produttore di PEEK ad alta precisione , specializzato nello stampaggio a iniezione scientifico, può garantire i risultati costanti di cui avete bisogno.
Separazione del riempimento dalla confezione per il controllo dimensionale.
Tradizionalmente, il riempimento segue la fase di compattazione, rendendo inevitabili le incongruenze. Noi utilizziamo un approccio disaccoppiato, in cui impieghiamo velocità di iniezione ottimizzate per raggiungere il 95%-99% della capacità di riempimento in una cavità senza applicare pressione. La pressione di compattazione viene introdotta separatamente in base alle dimensioni specifiche per contrastare eventuali problemi di ritiro. Questo approccio scientifico consente l'ottimizzazione necessaria nei processi di stampaggio a iniezione di materie plastiche tecniche .
Caso di studio: Risoluzione di un problema di assorbimento d'aria in un connettore aerospaziale
Il connettore del cliente presentava segni di ritiro sulle sporgenze di montaggio più spesse, che ne compromettevano la capacità di tenuta. Aumentare la pressione di riempimento si è rivelato inefficace, in quanto causava la formazione di bave. L'analisi del nostro processo di ingegneria ha dimostrato che una pressione insufficiente non raggiungeva il nucleo. La soluzione ha comportato l'aggiunta di un secondo ciclo di riempimento inferiore, della durata maggiore, che ha permesso un riempimento lento dell'area più spessa.
Convalida della finestra dei casi robusti
Una volta ottimizzate tutte le variabili di processo, abbiamo condotto un Design of Experiment (DOE) per confermare la finestra di processo. Le variazioni nei parametri essenziali hanno confermato che il componente sarebbe comunque rientrato nelle sue specifiche. Questa analisi empirica conferma che le operazioni avanzate di stampaggio a iniezione di materie plastiche diventano un'attività coerente e priva di rischi.
Documentazione e trasferimento dei processi basati sui dati
Ogni parametro viene acquisito come parte dell'"impronta digitale del processo". L'impronta digitale è la "formula maestra" che garantisce che ogni ciclo di produzione e il successivo spostamento della macchina replichino le condizioni che hanno prodotto i pezzi qualificati, consentendo così la più efficace mitigazione del rischio e la massima sicurezza per la vostra catena di fornitura nello stampaggio a iniezione di materie plastiche specializzate .
Di seguito presentiamo una metodologia in cui la precisione è garantita grazie a operazioni scientificamente controllate. In qualità di produttori di PEEK ad alta precisione , la cosa più importante è applicare lo stampaggio a iniezione scientifico e l'ingegneria di processo per identificare e superare le problematiche alla radice associate ai materiali PEEK . Questo trasforma la sfida del PEEK in un'operazione semplice, garantendo le prestazioni necessarie e la necessaria mitigazione dei rischi .
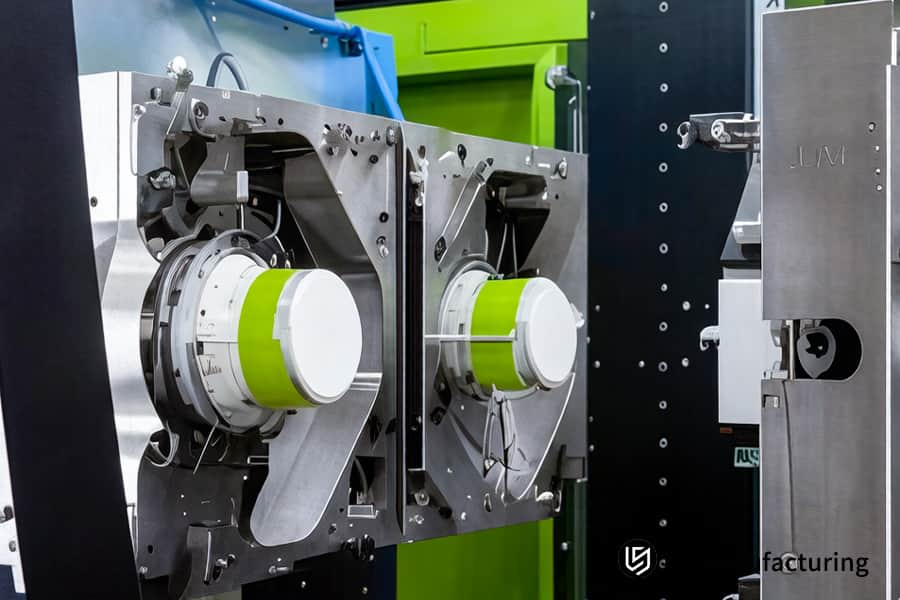
Figura 4: La pressa a iniezione per materie plastiche inietta plastica PEEK fusa negli stampi per la produzione di componenti aerospaziali di precisione.
Come valutare un fornitore di stampaggio a iniezione di PEEK in base alla trasparenza tecnica e alle dimensioni aziendali?
Scegliere un fornitore di stampaggio a iniezione di PEEK basandosi esclusivamente sul prezzo comporterà rischi inutili per il vostro progetto. La vera valutazione dell'idoneità di un'azienda dovrebbe includere anche considerazioni sulla trasparenza tecnica e sulla capacità produttiva .
Valutazione tecnica e mitigazione proattiva del rischio
- Rapporto DFM: disponibile entro 24 ore e incentrato sui rischi associati al PEEK .
- Preventivo basato sul processo: incorpora i parametri iniziali del processo per garantire la trasparenza tecnica .
- Guida ai materiali: Raccomanda i tipi di materiale adatti allo stampaggio a iniezione di materie plastiche ad alta temperatura .
Capacità produttiva su larga scala e infrastrutture dedicate
- Gamma di presse appropriata: Utilizza macchine comprese tra 50 e 400 tonnellate .
- Sistemi dedicati per alte temperature: utilizzano macchinari specifici per le materie plastiche tecniche.
- Operazioni secondarie integrate: ricottura e lavorazione meccanica interne per lo stampaggio completo dei componenti .
Documentazione di qualità e accessibilità dei dati
- Pacchetto FAI completo: include un'ispezione dimensionale completa tramite CMM.
- Monitoraggio del processo: registrazione in tempo reale della pressione e della temperatura della cavità.
- Ingegnere designato: un unico punto di contatto per una comunicazione senza interruzioni .
Partnership e supporto durante tutto il ciclo di vita
- Sviluppo collaborativo: test di pre-produzione combinati per la conferma del processo.
- Supporto per gli audit dei fornitori: supporto completo per la conduzione di audit di qualità e produzione .
- Strategia a lungo termine: proposta di strategia per la gestione e il miglioramento della muffa .
Una struttura di questo tipo viene utilizzata per analizzare l'approccio primario del fornitore. Il nostro approccio ci consente di instaurare una collaborazione senza rischi grazie alla trasparenza tecnica , supportata da dati concreti e dalla scalabilità produttiva garantita da sistemi specifici. Questo vi aiuterà a condurre un audit efficace dei fornitori e a scegliere il fornitore di stampaggio a iniezione di PEEK più adatto al vostro progetto di stampaggio a iniezione di materie plastiche, anche per i più esigenti .
Caso di studio: Progetto di stampaggio di precisione personalizzato per viti ossee in PEEK per dispositivi medici, realizzato da LS Manufacturing.
Un'azienda produttrice di dispositivi medicali con attività a livello globale ha riscontrato notevoli difficoltà nello stampaggio in PEEK medicale di una vite ossea progettata per sopportare carichi, in quanto una cristallinità incontrollata causava il cedimento dei componenti. Di seguito, la descrizione della nostra soluzione personalizzata di precisione che ha permesso al cliente di risolvere il problema:
Sfida del cliente
La vite ossea in PEEK-OPTIMA LT1 da 4,5 mm richiedeva una cristallinità del 32% ( ±1% ). Tuttavia, il processo attuale presentava una variazione di ±8% , che comportava un tasso di scarto del 28% e una resa al primo passaggio del 72% . Tali incongruenze impedivano al cliente di presentare il dispositivo agli enti competenti e facevano lievitare i costi di produzione.
Soluzione di produzione LS
Il punto focale della nostra soluzione era il controllo termico assoluto. Il nostro team ha progettato uno stampo utilizzando il raffreddamento conformale e uno specifico sistema di olio a 160 °C in grado di gestire la temperatura con una precisione di ±1,5 °C . L'utilizzo dello stampaggio a iniezione scientifico con controllo della pressione in cavità ha contribuito a controllare la formazione dei cristalli, mentre l'ispezione visiva ci ha permesso di ottenere uno stampaggio a iniezione di plastica affidabile .
Risultati e valore
La variazione di cristallinità è stata mantenuta entro ±1% . La resa al primo passaggio è stata aumentata al 99,8% , eliminando così gli scarti. Il tempo di processo è stato ridotto del 25% grazie al ciclo ottimizzato, mentre la durata dello stampo è stata estesa a oltre 150.000 cicli . Il risultato dello stampaggio a iniezione di plastica ad alta precisione si è dimostrato accurato, rendendolo quindi idoneo per la presentazione alle autorità di regolamentazione. Ha ridotto i costi del 35% e accelerato il lancio del prodotto di 12 settimane .
Come dimostrato nel caso di studio LS Manufacturing sopra riportato, la soluzione per qualsiasi materiale complesso richiede un approccio di ingegneria di processo. Grazie a un efficace controllo della cristallinità tramite riscaldamento controllato, siamo riusciti a trasformare un progetto destinato al fallimento in un progetto di successo con una resa elevata e costante, a testimonianza della nostra eccellenza nello stampaggio a iniezione di materie plastiche specializzate .
Invia il progetto del tuo componente in PEEK per convalidare un processo a cristallizzazione controllata che raggiunga una resa del 99,8% e una riduzione dei costi del 35%. Richiedi un report di processo e un preventivo pronto per la produzione.

FAQ
1. Qual è la temperatura massima di esercizio per i componenti in PEEK stampati a iniezione di LS Manufacturing?
I componenti del nostro servizio resistono costantemente a temperature di 250 °C, con picchi di breve durata fino a 300 °C , mantenendo inalterata la loro resistenza meccanica. Questa eccezionale stabilità termica è ideale per applicazioni esigenti come componenti per motori aerospaziali, parti del vano motore per autoveicoli e dispositivi per la lavorazione dei semiconduttori.
2. In che modo LS Manufacturing controlla la cristallizzazione del PEEK durante lo stampaggio ad alta temperatura del PEEK?
Utilizziamo termoregolatori ad alta temperatura specializzati per stabilizzare con precisione la temperatura dello stampo tra 180 °C e 220 °C . Ciò garantisce una cristallinità altamente uniforme, fondamentale per ottenere una resistenza meccanica costante, stabilità dimensionale e un'eccellente resistenza chimica nel componente finale in PEEK.
3. Qual è la tipica gamma di tolleranza per lo stampaggio a iniezione di precisione del PEEK presso LS Manufacturing?
Utilizziamo un sistema di controllo servoassistito a circuito chiuso e un monitoraggio in tempo reale per mantenere tolleranze critiche entro ±0,01 mm . Questa elevata precisione garantisce prestazioni affidabili e un accoppiamento perfetto per componenti complessi in PEEK a parete sottile, utilizzati in dispositivi medici e connettori di precisione.
4. Perché lo stampaggio a iniezione di PEEK personalizzato è più costoso rispetto all'utilizzo di tecnopolimeri standard?
Il costo più elevato è dovuto al prezzo elevato della materia prima PEEK e alle estreme esigenze di lavorazione (vicine ai 400 °C ), che richiedono acciai e attrezzature specializzate. Tuttavia, la sua resistenza e durata superiori garantiscono un maggiore ritorno sull'investimento per i componenti critici in ambienti difficili.
5. LS Manufacturing è in grado di fornire servizi di stampaggio a iniezione di PEEK per produzioni a basso volume?
Sì, siamo esperti nella produzione di piccoli lotti, a partire da prototipi di 100 unità . Il nostro sistema modulare proprietario di cambio stampi e le soluzioni di attrezzaggio rapido riducono significativamente i costi iniziali e i tempi di consegna, offrendo un percorso chiaro ed economico per la validazione del prodotto e il passaggio a produzioni di grandi volumi.
6. LS Manufacturing offre un servizio professionale di analisi DFM per componenti in PEEK stampati a iniezione?
Sì, forniamo gratuitamente un report DFM approfondito, revisionato da ingegneri con oltre 10 anni di esperienza specifica nel PEEK . Questa analisi prevede i rischi relativi al ritiro e alla deformazione, offrendo ottimizzazioni concrete per la posizione del punto di iniezione, lo spessore della parete e la progettazione delle nervature, al fine di garantire la producibilità e la qualità del pezzo.
7. In quali gradi di PEEK è specializzato il produttore di PEEK ad alta precisione LS Manufacturing?
Siamo specializzati nello stampaggio di una gamma completa di materiali, tra cui Victrex 450G non caricato, leghe rinforzate con fibra di vetro/carbonio per una maggiore resistenza e PEEK-OPTIMA di grado medicale per dispositivi impiantabili. La nostra esperienza garantisce parametri di processo ottimali per i requisiti meccanici e normativi specifici di ogni lega.
8. Come posso richiedere oggi stesso un preventivo immediato per il mio progetto di stampaggio PEEK ad alta temperatura?
Riepilogo
Selezionare un vero Affidarsi a un partner per lo stampaggio a iniezione di PEEK basato sui dati è il punto di svolta che permette al vostro progetto OEM di passare dalla fase di progettazione alla redditività sul mercato. Noi di LS Manufacturing andiamo oltre la semplice lavorazione dei componenti, utilizzando lo stampaggio di PEEK ad alta temperatura, un monitoraggio trasparente e un'analisi DFM (Design for Manufacturing) esperta per superare ostacoli tecnici come la cristallizzazione e l'instabilità dimensionale. I nostri casi studio in ambito medicale dimostrano che miglioriamo le prestazioni dei componenti, riduciamo i costi e garantiamo che i vostri prodotti siano all'avanguardia anche in ambienti estremi.
Smettete di pagare per una qualità del PEEK incostante e per elevati tassi di scarto. Contattate i nostri ingegneri senior per una roadmap personalizzata per il vostro PEEK. Cliccate su "Richiedi un preventivo immediato" per caricare i file CAD 3D e ricevere una valutazione DFM gratuita per lo stampaggio a iniezione di materie plastiche . Garantiamo un preventivo preciso e un report di ottimizzazione personalizzato entro 24 ore , rendendo la vostra produzione di PEEK sicura, affidabile ed estremamente efficiente.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione, stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


