
Food grade laser cutting service resolves the critical issue of obtaining intricate shapes out of 316L stainless steel with the assurance of meeting stringent cleanliness requirements on all surfaces as per CIP/SIP criteria and audit such as 3-A. The basic issue here is that there are inherent issues with conventional methods that include HAZ, micro-dross, and surface alterations that can lead to contamination.
LS Manufacturing offers a specialized solution in the form of food grade stainless steel laser cutting service, with optimal pulse cutting, 99.999% N2 gas, and a clean room environment to obtain an as-cut surface roughness Ra of less than 0.8 μm and HAZ of 5 microns at most. This ensures that we achieve true "cut to finish" mirror finishing without any mechanical finishing.

Food Grade Stainless Steel Laser Cutting: Sanitary Parts Quick-Reference
| Sanitary Requirement | Laser Cutting Technical Protocol |
| Material Certification (304/316L) | We use mill-certified stainless steel with lower carbon content to resist corrosion and meet FDA/3-A requirements. |
| Burr & Dross Elimination | Laser cutting parameter optimization results in smooth edges without defects, which will not harbor bacteria and will be easy to clean. |
| Surface Finish Preservation | Because there is no contact between the tool and material during laser cutting, the natural passive layer is retained. |
| Hygienic Design Compliance | We perform contour cutting to comply with EHEDG/3-A guidelines and avoid sharp angles and difficult-to-clean crevices. |
| Our Cleanroom Handling | Parts are processed in a clean room environment; they come wrapped in protective film with gloves worn for handling. |
| Result: Cleanability & Sterilizability | Provides parts with non-porous edges that can endure numerous CIP/SIP cycles without any deterioration. |
| Result: Corrosion Resistance Integrity | Guarantees the edge has the same corrosion resistance as the material used. Needed for aggressive washdowns. |
We address the issue of sanitary fabrication of food and pharmaceutical machinery. The laser cutting components that we manufacture are burr-less and free of contaminants. They are made using certified materials. Thus, you can be sure that all your requirements regarding hygienic design, cleaning and sterilization capabilities, and anti-corrosion properties of the equipment will be met.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
The number of articles devoted to laser cutting technologies is tremendous; however, it is real experience which matters most. In particular, our specialists have been working on manufacturing mission-critical components for 15 years. Our company's experts know firsthand what problems can arise during the production of flawless and validated surfaces in 316L stainless steel for strict FDA and 3-A audits.
Cut-to-finish quality from our food grade stainless steel laser cutting service is ensured through pulsed laser control and high purity 99.999% N2 resulting in a surface roughness (Ra) below 0.8 μm and Heat-Affected Zone (HAZ) minimized. No further polishing is required, which saves on post-manufacturing processing, giving you parts that already fit SAE International material and cleanliness standards.
All cuts we perform are based on thousands of successful cutting processes. We have figured out exactly how to avoid micro-dross and trace back every process step using our knowledge of material science recognized by Metal Powder Industry Federation (MPIF). We offer you more than just parts; we offer our proven experience in ensuring that your sanitary equipment performs without a single revision to material specifications.

Figure 1: A high precision laser cuts 316L stainless steel sheet for food grade conveyor belt components.
Why Is LS Manufacturing A Certified Partner For Food Grade Laser Cutting Service Beyond Material Selection?
Hygienic compliance goes beyond the quality of the material and is a result of the controlled outputs of the manufacturing process. At LS Manufacturing, the 3-A sanitary standards principles have been successfully implemented in the production process of our food grade laser cutting service. The following is an explanation of how LS Manufacturing achieves compliance in the effort to overcome the problem of converting a 3-A certified material into a cleanable component:
Validating the “As-Cut” Surface to Meet Hygienic Thresholds
The mere use of 316L stainless steel does not suffice as a solution, as the thermal cutting process may affect the surface properties. To address this problem, we ensure the validation of the parts prior to the start of the production process. Precision laser cutting settings are designed and locked to obtain the necessary sample, which is then analyzed via a contact profilometer to prove that the cut edge Ra ≤ 0.8 μm.
Engineering Cleanability into the Part Geometry Proactively
Critical Radii & Contours should not just remain in the design assumptions; they must be built into the software programming process. The initial step involved in this process is a hygienic design review of all customer-supplied CAD files where we will be able to establish features that are inconsistent with the requirements. The toolpaths will then be designed based on contour laser cutting techniques such that we get parts with smooth continuous radii within the part which will eliminate bacterial build-up at their points of origin.
Instituting a Digital Thread for Unbroken Conformance
As a certified manufacturer, we provide evidence of our claims through documentation. This quality process creates what we refer to as the digital thread whereby the entire batch can be traced from the Mill Test Certificate of the raw material used through the controlled laser cutting parameters process. This ensures seamless material traceability and processes, thus forming a complete dossier which simplifies the audit process.
The above statement reveals the importance of our cooperation in producing validated manufacturing outcomes as opposed to simple parts. The documented laser cutting process from our end has been developed considering compliance requirements, thereby minimizing risks within your sourcing chain. The key competitive edge of ours is derived from a complete system approach through materials science, fabrication methods, and quality assurance.

How Does Precision Laser Cutting For Food Grade Achieve Burr-Free And Discoloration-Free Edges?
The occurrence of burrs and discoloration when performing precision laser cutting for food grade material can easily provide an ideal environment for microorganism breeding. In this context, we solve this problem through the control of several factors affecting the laser-material interaction, which guarantees the absence of both thermal processes and oxidation processes on the edges.
Mastering Heat Input to Eliminate Thermal Defects
This process relies on optimal heat generation, thus there will be no metallurgical processes that may lead to discoloration and dross formation.
- Pulse Control: Our laser cutting material interaction technology uses pulse waveform modulation to maximize energy delivery and prevent any overheating problems.
- Assist Gas Strategy: Utilizing nitrogen assist laser cutting technology using ultra-pure nitrogen with a purity level of 99.999% creates an inert environment where any oxidation reaction is prevented.
- Result: This results in the distinctive no heat discoloration effect, leaving behind a beautiful and shiny silver-white surface of the parent metal.
Optimizing Fluid Dynamics for a Clean Cut
A burrit-free cutting implies total removal of the molten metal. This involves optimizing the mechanical forces required for this action.
- Gas Dynamics: The nozzle design and pressure settings are optimized such that there are fast, laminar flow velocities for efficient shearing of molten material.
- Focal Point Management: There is precise positioning of the laser focal point according to the material thickness to guarantee effective energy density for perfect cutting.
- Speed Synchronization: Cutting speed is synchronized with the gas flow so that the melt pool can be removed without any residue or solidification on it, resulting in a clean-edge laser cutting outcome.
Validating Outcomes with Micro-Scale Verification
Compliance is proven with data, not assumptions. Our verification process proves effectiveness.
- Tactile & Visual Inspection: Each manufactured component is inspected 100% manually for burr and visually for discoloration.
- Laboratory Analysis: Microscopic cross-section analysis is carried out occasionally to evaluate cut edge profile for microburrs or sub-surface oxide inclusions.
- Documentation: The parameters that provide verified outcomes of high-purity laser cutting are programmed in the machine for every manufacturing process run.
Our technology takes control of the process as a metallurgical process, resolving any burr problems as well as oxidization. The micro-surgical laser cutting technique ensures that we have parts that are integrally clean without need for further processes to reduce the bioburden risks. Our technology gives your company a clear competitive edge in providing hygienic components straight out of manufacturing.

Figure 2: A laser cutter with nitrogen assist slices ferritic stainless steel for sanitary valve bodies.
Why Is Control Of The Heat Affected Zone (HAZ) Critical In Stainless Steel Sanitary Laser Cutting?
The Heat Affected Zone (HAZ) is created due to heating effects during the stainless steel sanitary laser cutting. In our innovative heat affected zone control, we reduce the microstructural damage of the material so that it maintains its natural corrosion resistance property, hence, the complete durability requirement of the part under harsh conditions.
| Aspect | Our Controlled Approach & Outcome |
| Core Strategy | We apply a pulse-optimized laser cutting technique with high peak power coupled with short pulse durations to significantly minimize the time that the material spends within the temperature window (450-850°C) favorable for carbide precipitation. |
| Technical Parameter | The laser cutting process employed here typically results in a very narrow HAZ (e.g., <0.15mm for 2mm sheet) as confirmed through microscopic examination. |
| Performance Goal | The key objective here is to avoid sensitization or chromium carbide precipitation along the grain boundaries of the cut section, thus preventing localized pitting corrosion when exposed to chlorides. |
| Secondary Assurance | A electrochemical passivation after cutting is carried out to dissolve any free iron present while simultaneously rebuilding a consistent chromium oxide film to provide a second guarantee on the surface of the component. |
In tackling the challenge of retaining the metallurgy of the edges, we utilize a validated laser cutting process that regulates thermal energy inputs. This not only protects our product from deteriorating in harsh conditions but is also a quantifiable point of differentiation in terms of durability. The results provided by our technique guarantee that the corrosion resistance of the output conforms to that of its base metal.
How Does LS Manufacturing Ensure A Contamination-Free Laser Cutting Service For Sanitary Applications?
In the sanitary equipment laser cutting, there must be more than just surface-level sterilization involved in the process. We offer an integrated contamination-free manufacturing process that eliminates any form of contamination before it can affect our products. This laser cutting service provides parts that are clean upon delivery.
Segregation and Control at the Material Source
The first step in contamination prevention is physical separation. We have our own isolated area where we store the stainless steel used for food-grade production, fully isolated from any other alloy processing areas. All tools and platforms for handling are made of the same materials. This principle of hygienic design to logistics in our segregated laser cutting cell prevents the initial danger of contamination with ferrous components.
Validated “Dry” or Certified Wet Processing
We start with a process that does not involve the use of any consumables, only pure nitrogen gas. Where the shape necessitates the use of a cutting aid, we strictly use only NSF H1-certified fluids, and follow it up with a compulsory multistage ultrasonic cleaning process using high-purity water, thus leaving no residues behind in order to ensure the chemically inert quality of the validated laser cutting process.
Non-Contact Finishing and Certified Cleanroom Handling
Any edge treatments required are performed using non-contact processes such as magnetic polishing. Handling and packaging operations are all carried out in a cleanroom environment utilizing strict cleanroom practices. Packaging of the piece within this environment will maintain its integrity, completing a process that ensures hygienic laser cutting.
Our technical authority is demonstrated by a procedural approach that eliminates contamination as a variable. We solve the critical challenge of part-level bioburden control through a precision laser cutting service, de-risking your final product certification. This end-to-end controlled system provides a defensible competitive advantage where purity and documentation are paramount.
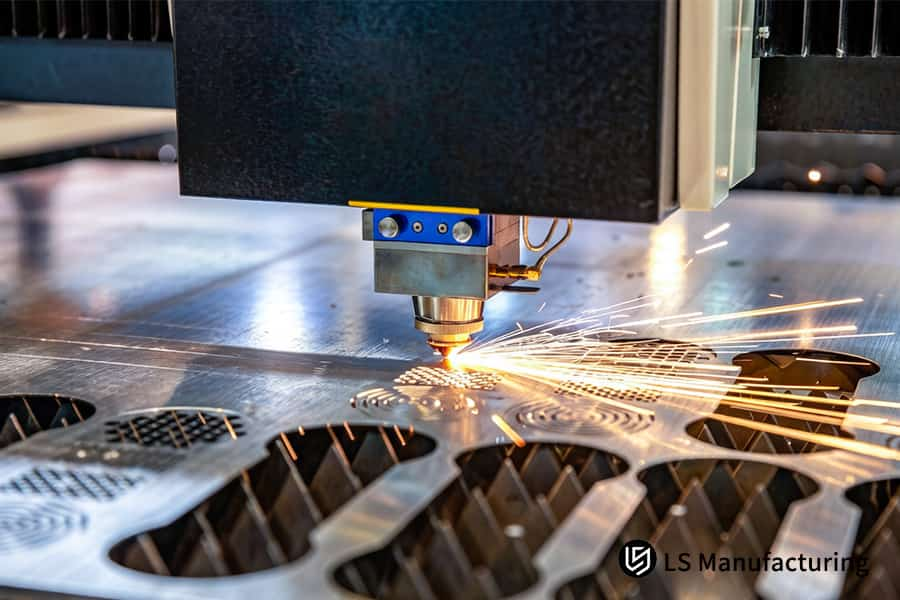
Figure 3: Custom sanitary parts laser cutting fabricates complex 304L stainless fermenter vessel panels.
How To Select The Optimal Stainless Steel Grade And Finish In Custom Food Grade Laser Cutting Projects?
Choosing the right stainless steel is an important step in ensuring component life in corrosive food processes; it is an engineering question, not a commercial question. In custom food grade laser cutting, we work with customers to understand their particular process conditions, such as the chemical composition, pH, temperatures, and cleaning practices, and select materials and finishes for reliability, ease of cleaning, and economy. Our approach is as follows:
Systematic Analysis of the Operating Environment
We take a more rigorous approach than generalized recommendations by drilling down into the particulars of the system.
- Media & Chemistry Analysis: We analyze the types and amounts of chlorides, acids, and organic chemicals to establish necessary alloy additions.
- Thermal & Process Stress: Operating temperatures and thermal cycling demands are reviewed as they have a direct effect on corrosion mechanisms and material stability.
- Outcome: The cooperative assessment leads to a material selection guide that directly relates environmental considerations with alloy behavior, establishing the basis of a defendable specification.
Strategic Alloy Selection for Corrosion Resistance
A proper grade of the alloy is selected according to analysis, with the balance between performance and financial consideration achieved.
- Standard Application (304L): This alloy is recommended as a standard one in use with less aggressive and non-chloridic media and mild detergents.
- Chloride-Rich Environments (316L Stainless Steel): Suggested for industry-standard applications in presence of salt, whey, or acidic chlorides thanks to the alloy's increased pitting resistance.
- Extreme Conditions: Highly oxidizing acids and extreme chloridicity require more advanced alloys (904L, duplex steel), with the application-specific laser cutting performed on suitable base alloy.
Specifying the Final Surface for Performance & Cleanability
Finish after cutting is intended to satisfy functional requirements as well as sanitary concerns.
- As-Cut Finish: The optimized precision laser cutting process can result in a bright finish that will have the appropriate surface roughness (Ra) that satisfies the majority of applications immediately after the operation.
- Enhanced Finish (Electrolytic Polishing): Electrolytic polishing of the surface is performed in order to reduce Ra to less than 0.4 μm, thus forming a passive and crevice-free surface for maximum corrosion and sanitary performance.
- Aesthetic Finish: Mechanical polishing of the aesthetic surfaces is performed together with certified partners in accordance with all of the design and sanitary requirements of the components.
Our team offers a data-based approach that addresses the problem of material-incompatible environment by delivering an engineered laser cutting solution using technical justification. This guarantees that your components will be built upon suitability rather than on assumptions, avoiding any failure problems and minimizing the cost of ownership while securing a competitive edge.
How Can Design For Manufacturability (DFM) Optimize Your Custom Sanitary Parts Laser Cutting?
In custom sanitary parts laser cutting, choices made in the early stages of design account for as much as 80% of the final product's manufacturability, cleanliness, and price. Value is created only through the application of principles of design for manufacturability right at the start. This paper presents the details of our engineering design evaluation process.
| DFM Focus Area | Our Collaborative Engineering Action & Client Benefit |
| Hygienic Geometry Compliance | We review your design formally to ensure all internal radii equal or exceed 3mm (suggested 6.35mm), providing for CIP flow and visibility required for proper DFM for hygiene compliance, such as 3-A. |
| Elimination of Microbial Havens | We modify the joints and seams design to ensure smooth contours, recommending self-draining designs to avoid any fluid retention areas and dead legs, reducing the potential for cleanability issues. |
| Material & Cost Efficiency | We apply advanced nesting software to your optimized laser cutting blanks, strategically arranging parts to achieve material utilization rates >85%, directly driving down your piece-part cost for cost optimization. |
| Integrated Traceability | We incorporate permanent, non-contact surface marking (e.g., laser engraving) on non-product contact surfaces during the integrated laser cutting process, facilitating part serialization and full batch traceability. |
Our technological collaboration provides a proactive approach to overcoming the major issue of developing products that are hygienically clean, manufacturing-proof, and economically feasible. Our engineering laser cutting technology can turn your design concept into a tested and viable prototype. Our laser cutting DFM process helps avoid unnecessary revisions later on, eliminate wastage, and create a competitive product that performs well right from the start.

Figure 4: Custom food grade laser cutting produces beverage dispensing nozzles from AISI 430 steel.
Case Study: LS Manufacturing Dairy Industry – Centrifuge Separator Bowl 316L Component Food Safe Laser Cutting Solution
For a global dairy separator manufacturer, there was an immediate need for a solution to overcome critical manufacturing challenges, including micro-dross (~0.1mm) and heat tinting, preventing effective operation due to poor hygienic validation. LS Manufacturing provided a food safe metal laser cutting solution through a pulse-cutting approach that addressed both issues and allowed for successful product development:
Client Challenge
For the client’s high-speed centrifuge, more than 300 highly profiled 1.5mm 316L dairy component were needed in the form of lamellae. The current vendor’s technology caused micro-dross (~0.1mm) and heat tint, resulting in variable lamination spacing beyond 5 μm. This led to imbalance and bacteria pockets, thus failing the 200-hour Clean-in-Place (CIP) test and bacteria challenge test, thereby preventing product certification and commercialization.
LS Manufacturing Solution
The LS Manufacturing started a high-precision sanitary cutting process that involved precise sanitation procedures. First, we ensured the presence of molybdenum in the 316L stock. Our major innovation came down to microsecond pulse laser cutting in addition to 99.999% pure nitrogen assisting gas. This procedure made it possible to reduce the area impacted by the cutting heat as well as prevented oxidation. After the lamellae were cut, they went through the process of magnetoabrasive finishing and electropolishing.
Results and Value
The components delivered met uniform edge surface roughness specifications of Ra 0.7μm ±0.1μm, which surpassed EHEDG cleanability requirements. The initial part inspection using CMM revealed a CpK >1.67 for all critical dimensions. The completed rotor successfully underwent the full range of CIP and microbiological testing in its first trial run. The validated laser cutting and finishing process helped our customer shave off 30% from the total manufacturing time of their components, thereby fast-tracking certification and market entry of their product.
In this instance, we have proven our ability to address intricate fabrication issues, including precision and hygiene. We provided a high-yield laser cutting and finishing method that yielded measurable geometry and hygiene benefits. Our technical collaboration helps our customers realize their design vision through reliable parts manufacture and guaranteed performance.
Pass rigorous bacterial challenge tests. Ensure your dairy components meet EHEDG standards with our food-grade laser cutting.

How To Evaluate A True Food Grade Laser Cutting Service Provider Beyond Machine Specifications?
Choosing a true partner involves assessing the quality management system rather than their machine list alone. Genuine competence in food grade laser cutting service provider evaluation can be characterized by documentation, quantifiable results, and risk prevention. The following is a comprehensive audit guideline that goes beyond equipment assessment, highlighting what a provider does systematically to maintain product integrity:
Scrutinize Technical Governance and Proactive Guidance
Assess the partner’s basic knowledge regarding sanitation requirements. An efficient partner is one who doesn’t only refer to 3-A and EHEDG; rather, he will show how those can be converted into practical engineering guidelines. The partner must offer you a compliant laser cutting DFM analysis that conforms to the requirements before manufacturing, making the requirements work for you through the auditable laser cutting process.
Demand Objective Evidence of Process Validation
Don’t just accept assurances, ask for proof. Ask for access to qualification information, such as surface roughness (Ra) data on various materials. An effective service supplier should be able to provide a library of qualified parameter data, with results that demonstrate reliable achievement of certain benchmarks. Such a laser cutting protocol demonstrates a controlled and repeatable process, which is the essence of a stringent sanitary manufacturing audit.
Inspect Post-Processing and Chain of Custody
Evaluate final processing, including cleaning and packaging. Determine their protocols for controlling the quality of their final rinse water and the packaging facility. Most importantly, determine if they have a quality documentation process, meaning do they have a complete traceability history from raw materials to final component. LS Manufacturing does just this, by providing a comprehensive sanitary laser cutting documentation report, where each component batch is connected to its raw material certificate and process documentation.
LS Manufacturing appreciates the level of scrutiny and resolves the client issue regarding the risks of supply chains through the implementation of compliance as an evidence-based system. We not only deliver parts but an entire documented process of validated food grade manufacturing. By doing this, we turn your procurement into a quality assurance process, giving you peace of mind and securing your product route in the regulated markets.
FAQs
1. What is the maximum thickness you can cut for food-grade 316L stainless steel with a clean edge?
We have high-power fiber laser machines available at LS Manufacturing that will cut food-grade 316L stainless steel with a maximum thickness of 25mm while maintaining cleanliness on the edges.
2. How quickly can I get a quote for my custom sanitary parts laser cutting project?
To obtain a quote for your project, please send us your STEP or DXF drawing along with the type of metal you require. Our response time, including process evaluation and quotation, does not exceed 4 business hours.
3. Can you achieve a mirror finish (Ra < 0.4 μm) on laser-cut parts without mechanical polishing?
Yes. Through the combination of our own "Bright Cutting" process with further electropolishing service, we can reach Ra surface roughness below 0.4 μm, which allows us to produce a mirror polished surface without any need for mechanical polishing.
4. What certifications does LS Manufacturing hold for food-grade metal processing?
We have achieved certification according to the ISO 9001 Quality Management System standard. In addition, our processes follow the principles of the 3-A Sanitary Standards and EHEDG guidelines to comply with the food industry standards.
5. Do you offer material certification and traceability for food-grade stainless steel?
Yes. For all food grade projects, we will be able to issue MTC for all metal that goes into our food projects.
6. How do you prevent cross-contamination when processing different food-grade and non-food-grade metals?
The processing of food-grade metals is separated from the processing of non-food grade metals physically, separately scheduled and processed using independent equipment and tools.
7. Can you provide additional services such as bending, welding, and polishing after laser cutting?
Absolutely. We offer comprehensive, turnkey manufacturing services—ranging from laser cutting, bending, and automated sanitary welding to electropolishing and passivation treatments—ensuring that quality is controlled and maintained throughout the entire production process.
8. What file formats and information do you require to provide the most accurate quotation?
Please provide 2D DXF/DWG or 3D STEP/IGES files that specify exact material thicknesses. Additionally, please indicate the material grade, quantity, critical tolerances, and surface finish requirements to enable us to conduct the most precise evaluation.
Summary
Selecting a professional provider of food-grade stainless steel laser cutting is not just outsourcing a process—it adds a strategic safeguard for your products’ hygienic safety and market compliance. LS Manufacturing transforms the abstract need for “food safety” into a measurable, verifiable manufacturing process, combining materials science, laser physics, and cleanroom protocols. We are not merely a parts supplier, but a technical partner that helps you navigate rigorous industry standards and audits.
Your hygienic equipment designs deserve world-class manufacturing. Whether prototyping or scaling for mass production, LS Manufacturing laser cutting experts in hygienic-grade fabrication are ready to assist. Click “Get a Quote” or contact us to submit your drawings. Within 24 hours, you’ll receive an exclusive “DFM & Hygienic Risk Analysis” report and an optimized quotation—let us define new standards of cleanliness and safety together.
Eliminate micro-slag and discoloration. Inquire about a food-safe laser cutting solution for 316L today.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


