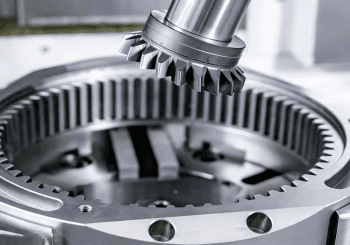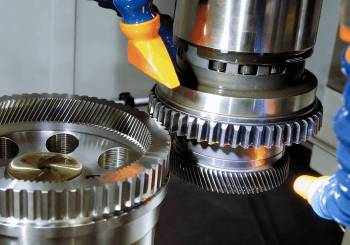
هوبينغ والعتاد
حل التحدي المتمثل في الحفاظ على الاتساق والتشغيل الهادئ عبر فترات الإنتاج الطويلة. توفر خدمة نقل التروس لدينا أسنانًا مقطوعة بدقة مع الحد الأدنى من الضوضاء والاهتزاز، مما يضمن نقل محركات السيارات أو المحركات الصناعية الخاصة بك الطاقة بسلاسة وموثوقية، دفعة بعد دفعة.
احصل على عرض أسعار فوري