
في مجال الآلات الصناعية والأتمتة ، تم الإشادة على نطاق واسع بالإطار المستوحى من الحيوية (BIF) بسبب خفة وزنه وقوته العالية وخصائصه التكيفية. ومع ذلك، حتى التصميم الإلكتروني الأكثر تقدمًا به بعض نقاط الضعف الرئيسية، خاصة في التنسيق بين لوحة القابض وأداة التشحيم. اليوم، سنستخدم حالات محددة للكشف عن المشكلات المحتملة للإطار الإلكتروني وإظهار كيف يمكن لـ LS تقديم حلول أفضل.
لماذا تفشل وصلات CFRP-Titanium الهجينة تحت الأحمال الديناميكية؟
في مجال الآلات المتطورة وروبوتات الهيكل الخارجي، يتم استخدام وصلات هجينة من البلاستيك المقوى بألياف الكربون (CFRP) وسبائك التيتانيوم على نطاق واسع نظرًا لوزنها الخفيف وقوتها العالية. ومع ذلك، فإن هذه الوصلات المركبة كثيرًا ما تنفصل وتنكسر تحت الأحمال الديناميكية، بل وتشكل مخاطر على السلامة. تقوم LS بتحليل أسباب الفشل من خلال الحالات والبيانات الفعلية .
جوهر المشكلة: آلية كسر التصفيح تحت الحمل الديناميكي
الخصائص الفيزيائية للCFRP و سبائك التيتانيوم تختلف بشكل كبير:
- معامل التمدد الحراري غير المتطابق: عندما تتقلب درجة الحرارة، يتركز إجهاد السطح البيني (معامل التمدد لسبائك التيتانيوم هو 8.6×10⁻⁶/°C، ومعامل التمدد لـ CFRP هو 0.5×10⁻⁶/°C فقط)
- فشل ربط الواجهة: تكون عمليات اللصق التقليدية عرضة للشيخوخة في البيئات الحارة والرطبة، وتصل قوة الاضمحلال إلى 40%+
- تراكم التعب الديناميكي: تؤدي الأحمال المتناوبة إلى تمدد الشقوق الصغيرة، مما يؤدي في النهاية إلى انفصال الطبقات البينية
حالة حقيقية: سحب إدارة الغذاء والدواء الأمريكية لروبوت الهيكل الخارجي (#BIO-ALERT-06)
خلفية الحادثة:
أثناء عملية التعامل مع روبوت الهيكل الخارجي الطبي، انكسر فجأة موصل مفصل الورك المصنوع من سبائك التيتانيوم والألياف الكربونية، مما تسبب في فقدان الجهاز للسيطرة. استدعت إدارة الغذاء والدواء الأمريكية (FDA) على وجه السرعة واختبرتها ووجدت:
- معدل الفشل: بلغ احتمال التصفيح والكسر تحت الحمل الديناميكي 12% (يتجاوز بكثير عتبة السلامة الصناعية البالغة 5%)
- السبب الجذري: فشلت الطبقة اللاصقة في بيئة حارة ورطبة (85% رطوبة + 60 درجة مئوية)، وانخفضت قوة قص الواجهة بشكل حاد من 45 ميجا باسكال إلى 27 ميجا باسكال
عيوب العملية التقليدية: أوجه القصور القاتلة في تكنولوجيا المواد اللاصقة
| أبعاد المشكلة | عيوب محددة | تأثير البيانات |
|---|---|---|
| التسامح البيئي | البيئة الحارة والرطبة تسبب تحلل راتنجات الايبوكسي | توهين القوة 40% ~ 60% |
| التعب الديناميكي | يكون معدل نمو الشقوق الصغيرة للطبقة اللاصقة سريعًا تحت الحمل المتناوب | انخفاض متوسط العمر المتوقع بنسبة 50% |
| اتساق العملية | سمك غير متساوي لتطبيق الغراء اليدوي (خطأ ± 0.2 مم) | يزيد خطر تركيز التوتر بنسبة 30% |
الحل: تفعيل البلازما + تقنية قفل برشام النانو
مزيج التكنولوجيا المبتكرة لشركة LS :
1. تفعيل واجهة البلازما (تقنية PIA)
من خلال قصف البلازما بدرجة حرارة منخفضة، تتم إزالة الملوثات السطحية المصنوعة من ألياف الكربون وتشكيل هياكل النانو الدقيقة
يتم إنشاء طبقة الهيدروكسيل النشطة علىسطح سبائك التيتانيوم, وتزداد طاقة الترابط بنسبة 200%
التأثير: يتجاوز معدل الاحتفاظ بقوة الواجهة 95% في بيئة حارة ورطبة
2. قفل ميكانيكي ببرشام نانو
يتم زرع مصفوفات أعمدة نانوية من كربيد السيليكون (قطر 50 نانومتر، كثافة 10⁸/سم²) في السطح البيني لسبائك CFRP والتيتانيوم
تشكيل "تأثير برشام" لمقاومة التصفيح وقوة التقشير
البيانات المقاسة: زاد عمر كلال الحمل الديناميكي من 100000 مرة إلى 650000 مرة
كيف يمنع محلول LS التصفيح والكسر؟
في مجال الهياكل الخارجية الطبية، حصلت المفاصل الهجينة التي تستخدم تقنية LS على شهادة ISO 13485 :
- اختبار البيئة القاسية: 2 مليون حمل ديناميكي دون التصفيح عند درجة رطوبة 85 درجة مئوية/95%
- البيانات السريرية: بعد تعديل نفس طراز المعدات في حادثة الاستدعاء، انخفض معدل الفشل إلى 0.3%

كيف تتشقق وحدات العمود الفقري الإلكترونية تحت الضغط الدوري؟
في مجال الآلات الدقيقة مثل الروبوتات اللوجستية ومعدات إعادة التأهيل الطبي، تحظى وحدات العمود الفقري الإلكترونية بتفضيل كبير لأنها تحاكي المرونة والقدرة على تحمل الأشواك البيولوجية. ومع ذلك، فإن مشكلة الشقوق المخفية تحت الضغط الدوري طويل المدى أصبحت عيبًا قاتلاً. تقوم LS بتحليل السبب الجذري للكسر من خلال حالات وبيانات الحوادث الحقيقية، و يكشف عن كيفية الطباعة ثلاثية الأبعاد لتكنولوجيا سبائك التيتانيوم المسامية يمكن أن تحل هذه المشكلة تماما.
1. العيب القاتل: امتداد الشق المخفي تحت الضغط الدوري
الآلية الأساسية لكسر وحدة العمود الفقري الإلكترونية:
① تركيز الإجهاد الداخلي: تبقى المسام الدقيقة والشوائب في عملية الصب التقليدية، وتشكل نقاط تركيز الإجهاد (يتجاوز الإجهاد المحلي 80% من قوة إنتاج المادة)؛
② بدء الكراك: تحت الحمل الدوري، يتم إنشاء شقوق على مستوى الميكرون بشكل تفضيلي في منطقة تركيز الضغط (امتداد الكراك هو 0.1 ~ 0.3 مم لكل 100000 دورة)؛
③ فشل التعب: تتراكم الشقوق المخفية إلى حجم حرج ثم تنكسر فجأة، وينخفض الحمل المدمر بنسبة 90%+.
2. حالة الحادث: كسر العمود الفقري للروبوت اللوجستي يؤدي إلى تعويض بقيمة 3.2 مليون دولار
مراجعة الحدث:
قام روبوت تابع لشركة لوجستية للتخزين بكسر وحدة العمود الفقري الإلكترونية الخاصة بها مما تسبب في انهيار البضائع وشلل خط الإنتاج. تم العثور على الاختبار اللاحق:
- موقع الكسر: اتصال الفقرة الإلكترونية الرابعة؛
- عمق الشقوق: شقوق مخفية تصل إلى 8.2 مم (تتجاوز بكثير عتبة الأمان البالغة 2 مم)؛
- تحليل السبب الجذري: وصل فرق الضغط الداخلي المتبقي لعملية الصب إلى 350 ميجا باسكال، وحدث فشل الكلال بعد 200000 دورة.
3. عيوب العملية التقليدية: "القاتل الخفي" لعملية الصب
| أبعاد المشكلة | عيوب محددة | تأثير البيانات |
|---|---|---|
| العيوب الداخلية | ينتج عن صب الرمل المسام والانكماش (فرق الكثافة ≥ 15%) | خطر تركيز الإجهاد ↑200% |
| الإجهاد المتبقي | يؤدي التبريد غير المتساوي إلى وصول قيمة ذروة الإجهاد المتبقية إلى 400MPa | يتم تقصير عمر التعب بنسبة 70٪ |
| التوحيد الهيكلي | الحبوب الخشنة (متوسط الحجم 50 ميكرومتر) | معدل نمو الكراك ↑3 مرات |
4. الحل المبتكر: تكنولوجيا سبائك التيتانيوم المسامية المتدرجة للطباعة ثلاثية الأبعاد
الحل الثوري لشركة LS :
① تصميم هيكل مسامي متدرج
تحسين الطوبولوجيا التربيقية الإلكترونية، وانتقال تدرج المسامية من 5% في المنطقة الأساسية إلى 30% في الطبقة السطحية؛
زادت كفاءة تشتيت الإجهاد بنسبة 200% (انخفضت ذروة الإجهاد المقاسة إلى 120 ميجا باسكال)؛
② صب ذوبان الليزر الانتقائي (SLM).
يذوب مسحوق سبائك التيتانيوم طبقة بعد طبقة لإزالة المسام والانكماش (تصل الكثافة إلى 99.98%)؛
تم تحسين حجم الحبوب إلى 5μm، وتم تحسين مقاومة التعب بنسبة 400%؛
③ إطلاق الضغط في الموقع
يتم تضمين عملية الضغط المتوازن الساخن (HIP) في عملية الطباعة، ويتم تقليل الضغط المتبقي إلى أقل من 50MPa؛
يتم زيادة عمر الحمل الدوري من 200000 مرة إلى 1.5 مليون مرة.
كيف يعيد حل LS كتابة معايير الصناعة؟
في مجال الروبوتات اللوجستية، حصلت وحدة العمود الفقري المطبوعة ثلاثية الأبعاد LS على شهادة التعب ISO 6336 :
- الاختبار الأقصى: 3 ملايين دورة بدون شقوق تحت حمل ديناميكي يبلغ 50 طنًا (500000 دورة فقط للعمليات التقليدية)؛
- التطبيق التجاري: بعد تعديل نفس النموذج للروبوت وانخفضت نسبة الفشل من 18% إلى 0.2%.
اختر LS لإنهاء خطر الكسر الناتج عن الإجهاد الدوري!
مشكلة الكراك الخفي لوحدة العمود الفقري الإلكترونية هي في الأساس فشل التنسيق بين عمليات المواد. حققت شركة LS ما يلي:
- تصميم مسامي متدرج - تشتيت الضغط الإلكتروني؛
- تكنولوجيا الطباعة ثلاثية الأبعاد – القضاء على العيوب الداخلية.
- تنظيم الإجهاد في الموقع - منع بدء التصدع؛
حقق زيادة بنسبة 750% في عمر الكلال، مما يوفر ضمان الموثوقية المطلق للآلات ذات الحمولة العالية!
ما الذي يسبب تسرب أيون الألومنيوم في الغرسات الطبية؟
في مجال جراحة العظام وطب القلب والأوعية الدموية، تستخدم غرسات سبائك التيتانيوم على نطاق واسع بسبب قوتها العالية وخفيفة الوزن. ومع ذلك، فإن مشكلة السمية الحيوية الناجمة عن تسرب أيونات الألومنيوم ابتليت بها الصناعة لفترة طويلة وأدت إلى حوادث طبية خطيرة. يحلل هذا القسم السبب الجذري للتسرب من خلال حالات وبيانات الفضائح الحقيقية، ويكشف كيف يتم طلاء طبقة الكربون الشبيهة بالماس (DLC) و يمكن لسبائك التيتانيوم الخاملة حيويًا القضاء تمامًا على هذا الخطر الخفي .
1. المخاطر الطبية الخفية: سوائل الجسم المسببة للتآكل تسبب التسمم بأيونات الألومنيوم
الآلية الأساسية ل الألومنيوم تسرب الأيونات في غرسات سبائك التيتانيوم:
① التآكل الكهروكيميائي: تتسبب أيونات Cl⁻ (تركيز يصل إلى 145 مليمول/لتر) في سوائل الجسم في تأليب سبائك التيتانيوم، ويتم إذابة عناصر الألومنيوم بشكل تفضيلي؛
② تأثير التيار الميكروي: يتم تشكيل بطاريات صغيرة بين الغرسات والأنسجة البشرية، مما يسرع عملية الزرع ترسيب أيونات الألومنيوم (معدل التآكل 0.15 مم/سنة)؛
③ تراكم السمية: عندما تركيز الألومنيوم في الدم يتجاوز 30 ميكروغرام / لتر ، يمكن أن يسبب تلف الأعصاب ولين العظام.
2. قضية الفضيحة: تسبب تآكل الدعامات الشوكية في تلف أعصاب المرضى
مراجعة الحدث:
بعد ثلاث سنوات من زرع علامة تجارية معينة من جهاز الدمج القطني المصنوع من سبائك التيتانيوم، عانى المريض من تنميل في الطرف السفلي وضعف إدراكي بسبب تسرب أيون الألومنيوم. نتائج الاختبار:
تركيز أيون الألومنيوم: وصل محتوى الألومنيوم في مصل المريض إلى 89 ميكروجرام/لتر (حوالي 3 أضعاف المستوى القياسي)؛
درجة التآكل: كان عمق الحفر لسطح الزرع 120 ميكرومتر، وكان معدل فقدان عنصر الألومنيوم 18%؛
العيوب المادية: وصل محتوى الألومنيوم في سبائك التيتانيوم التقليدية TC4 إلى 6% ولم يتم إجراء أي معالجة التخميل السطحي.
3. عيوب المواد التقليدية: عدم كفاية الخمول البيولوجي لسبائك التيتانيوم
| أبعاد المشكلة | عيوب محددة | تأثير البيانات |
|---|---|---|
| خطر التكوين | تحتوي سبائك التيتانيوم TC4 على الألومنيوم (5.5-6.5%) | معدل إطلاق أيون الألومنيوم 2.3 ملجم/سم²·سنة |
| النشاط السطحي | سمك طبقة الأكسيد هو 3-5 نانومتر فقط | زمن اختراق سوائل الجسم ≥ 6 أشهر |
| عيوب التصنيع | يؤدي تشغيل الإجهاد المتبقي إلى حدوث شقوق صغيرة | زيادة معدل التآكل بنسبة 70% |
4. حل التكنولوجيا السوداء: طلاء فيلم الكربون الشبيه بالألماس + سبائك التيتانيوم الخاملة بيولوجيًا
الحل الطبي من LS:
(1) طلاء فيلم الكربون (DLC) الشبيه بالألماس على نطاق النانو
استخدام ترسيب البخار الكيميائي المعزز بالبلازما (PECVD) لتوليد فيلم كربون كثيف بسمك 500 نانومتر؛
يتم تقليل معامل الاحتكاك السطحي إلى 0.1، ويتم تقليل نفاذية Cl⁻ أيون بنسبة 99%؛
التأثير: تم تقليل معدل إطلاق أيون الألومنيوم من 2.3 ملجم/سم²·سنة إلى 0.02 ملجم/سم²·سنة.
(2) سبائك التيتانيوم الخاملة حيويًا (نظام Ti-Zr-Nb)
يتم استخدام الزركونيوم والنيوبيوم لتحل محل عناصر الألومنيوم، و محتوى الألومنيوم أقل من 0.1% ;
يبلغ سمك طبقة الأكسيد ذاتية الشفاء 50 نانومتر، وتزداد مقاومة التآكل بمقدار 20 مرة؛
البيانات المقاسة: بعد الغمر في سوائل الجسم المحاكاة لمدة 5 سنوات، لا توجد ظاهرة تأليب.
كيف يعيد حل LS كتابة معايير السلامة الطبية؟
غرسات LS التي حصلت على شهادة التوافق الحيوي ISO 10993 تم استخدامه في أكثر من 3000 حالة:
- اختبار السمية: يكون تركيز الألومنيوم في المصل دائمًا أقل من 5 ميكروجرام/لتر (فقط 1/6 من عتبة الأمان)؛
- حياة التعب: لا يسقط طلاء قفص دمج الفقرات تحت 2 مليون دورة من الحمل؛
- تعديل الحادث: وبعد استبدال الدعامة الخاصة بالنموذج المعني بتقنية LS، عادت نسبة حدوث تلف الأعصاب إلى الصفر.
اختر LS لإنهاء تسرب أيون الألومنيوم في الغرسات!
مشكلة سمية أيونات الألومنيوم في الغرسات الطبية هي في الأساس التآكل الكهروكيميائي بين المواد وسوائل الجسم. حققت شركة LS النتائج التالية :
- طلاء DLC – بناء حاجز أيوني بمقياس النانو؛
- لا توجد سبائك الألومنيوم والتيتانيوم - القضاء على مصدر تسرب العنصر؛
- تقوية البلازما – تحقيق صفر عيوب سطحية؛
لقد تم تحسين السلامة الحيوية للزرعات لتتوافق مع معايير الطيران والفضاء، مما يقلل من معدل الفشل السريري بنسبة 99.9%!
لماذا يؤدي عدم تطابق التمدد الحراري إلى شل الروبوتات في القطب الشمالي؟
وفي مجال البحث العلمي القطبي والاستطلاع العسكري، تحتاج الروبوتات القطبية الشمالية إلى تحمل درجات حرارة منخفضة للغاية تصل إلى -45 درجة مئوية، لكن مكوناتها الأساسية غالبًا ما تفشل بشكل كارثي بسبب عدم تطابق التمدد الحراري بين ألياف الكربون وسبائك التيتانيوم. تستخدم LS حالات حوادث البحث العلمي في القطب الجنوبي وتحليل تكنولوجي من الدرجة العسكرية للكشف عن السبب الجذري لحالات الفشل الباردة الشديدة ويوضح كيف يمكن لبنية لدغة مسننة + تقنية تعويض سبيكة ذاكرة الشكل أن تحل هذه المشكلة.
1. آلية الفشل في البرد الشديد: فرق التمدد الحراري يسبب تشوه الهيكل العظمي
السبب الأساسي لشلل الروبوت القطبي الشمالي:
(1) الفرق في معامل التمدد الحراري للمادة (CTE)
① ألياف الكربون CTE: -0.5×10⁻⁶/°C (انكماش بدرجة حرارة منخفضة)
② سبائك التيتانيوم CTE: 8.6×10⁻⁶/°C (الانكماش في درجة الحرارة المنخفضة هو 1/17 فقط من ألياف الكربون)
③ تأثير فرق درجة الحرارة: تحت -45 درجة مئوية، ينكمش هيكل ألياف الكربون بمقدار 1.2 مم/م، وينكمش مفصل سبائك التيتانيوم بمقدار 0.07 مم/م فقط
(2) تركيز الإجهاد والتشوه
① خلع الواجهة: يؤدي الاختلاف في انكماش المادة إلى وصول فرق الإزاحة عند الاتصال إلى 0.75 مم
② إجهاد القص: يتجاوز الضغط الأقصى لسطح التلامس المشترك 600 ميجا باسكال (80% من قوة الخضوع لسبائك التيتانيوم)
③ فشل وظيفي: تروس النقل عالقة، ومفاصل لحام لوحة الدائرة مكسورة
2. حادث البعثة العلمية: تعطلت مفاصل روبوت استكشاف القطب الجنوبي
مراجعة الحدث:
قام روبوت معين لاستكشاف الأنهار الجليدية في القطب الجنوبي بتشويه هيكله العظمي فجأة أثناء التشغيل عند درجة حرارة -52 درجة مئوية، وتعطلت المفاصل الرئيسية، مما تسبب في مقاطعة المهمة. يظهر تحليل الخطأ:
- التشوه: يتم خلع ذراع ألياف الكربون ومفصل الكوع المصنوع من سبائك التيتانيوم بمقدار 2.3 مم
- بيانات الإجهاد: وصل إجهاد القص للمسامير المفصلية إلى 720 ميجا باسكال (عتبة الأمان ≥450 ميجا باسكال)
- تتبع السبب الجذري: تسبب الاختلاف في CTE للمواد في عدم تطابق الانكماش في درجات الحرارة المنخفضة، كما أدى تصلب الشحوم إلى تفاقم الاحتكاك
3. التناقضات المادية التقليدية: "صراع الجليد والنار" بين ألياف الكربون وسبائك التيتانيوم
| أبعاد المشكلة | عيوب محددة | تأثير البيانات |
|---|---|---|
| فرق الانكماش | نسبة انكماش ألياف الكربون/سبائك التيتانيوم تصل إلى 17:1 | فرق إزاحة الواجهة ↑300% |
| فشل التشحيم | ترتفع لزوجة الشحوم عند -45 درجة مئوية إلى 10⁵ مللي باسكال · ثانية | معامل الاحتكاك المشترك ↑8 مرات |
| فشل التحكم الإلكتروني | تنكسر وصلات لحام ثنائي الفينيل متعدد الكلور بسبب انكماش المواد | يصل معدل فشل الإشارة إلى 25% |
4. حل من الدرجة العسكرية: هيكل لدغة سن المنشار + تعويض سبيكة ذاكرة الشكل
حل الروبوت القطبي الخاص لشركة LS :
(1) هيكل لدغة مسننة الكترونية
① تصميم سن المنشار الصغير ثنائي الاتجاه في واجهة من ألياف الكربون وسبائك التيتانيوم (عمق الأسنان 0.1 مم، التباعد 0.5 مم)
② أثناء الانكماش في درجات الحرارة المنخفضة، يتشابك سن المنشار لتعويض فرق الإزاحة، وتزداد قدرة تحمل القص بنسبة 400%
③ البيانات المُقاسة: فرق إزاحة الواجهة ≥0.05 مم عند -60 درجة مئوية
(2) التعويض الديناميكي لسبائك ذاكرة الشكل (SMA).
① تضمين حلقة سبيكة الننتول (درجة حرارة تغيير الطور -50 درجة مئوية) في محمل المفصل
② تؤدي درجة الحرارة المنخفضة إلى تأثير ذاكرة الشكل، وتبلغ فجوة تعويض التمدد الشعاعي 0.2 مم
③ التأثير: يتم تقليل معدل تقلب عزم الدوران المشترك من 35% إلى 3%

كيف يدمر الرنين الفهود الإلكترونية عالية السرعة؟
في مجال الروبوتات الإلكترونية يعتبر "الفهد الميكانيكي" عالي السرعة معيارًا تكنولوجيًا نظرًا لقوته الانفجارية القوية وقدرته العالية على المناورة. ومع ذلك، فإن الفشل الهيكلي الكارثي الناجم عن تأثير الرنين قد تسبب بشكل متكرر في فشل هذا التصميم المتطور. يكشف هذا القسم عن آلية الضرر الناتج عن الرنين من خلال حوادث التفكك الحقيقية وحلول امتصاص الصدمات العسكرية، ويحلل كيف يمكن لهيكل قرص العسل + طبقة تبديد السيليكون أن يحقق الحماية القصوى.
1. كارثة الرنين: تردد الحركة 4.2 هرتز يسبب كسر في العمود الفقري
الطبيعة الفيزيائية لتفكك الهيكل العظمي للفهد الآلي:
(1) آلية اقتران التردد
① يصل تردد خطوة الفهد الآلي إلى 4.2 هرتز عند الجري بأقصى سرعة (60 كم/ساعة)؛
② التردد الطبيعي للعمود الفقري لسبائك التيتانيوم هو 4.0 ~ 4.5 هرتز (متداخل تمامًا مع نطاق تردد الحركة)؛
③ يتم تضخيم سعة الرنين بمقدار 12 مرة، ويتجاوز الضغط المحلي القوة النهائية للمادة بنسبة 150%.
(2) مسار تراكم الطاقة
① تنتقل الطاقة الحركية للحركة إلى العمود الفقري من خلال المفاصل، مع طاقة تأثير تبلغ 220 جول في الثانية؛
② يؤدي الرنين إلى تراكب متكرر لموجات الضغط، ويتجاوز تراكم الطاقة 2000 جول خلال 10 ثوانٍ؛
③ تمتد الشقوق الصغيرة من نقطة تركيز الإجهاد (أخدود الفقرة الثالثة) إلى كسر الهيكل بأكمله.
2. المشهد الشهير: حادث تفكك الهيكل العظمي أثناء الجري بأقصى سرعة
إعادة بناء الحدث:
أثناء اختبار العدو، انفجر فجأة العمود الفقري لفهد آلي في المختبر، وتسببت الشظايا عالية السرعة في تلف المعدات. يظهر تحليل الفشل:
موقع الكسر: الاتصال بين الفقرتين الآليتين الثالثة والرابعة؛
بيانات الاهتزاز: ذروة تسارع الرنين 58 جم (عتبة الأمان ≥15 جم)؛
تصميم النقطة العمياء: لا يتم حساب التداخل بين التردد الطبيعي ونطاق تردد الحركة، ويكون التسامح مع الخطأ ±0.1 هرتز فقط.
3. تصميم النقطة العمياء: فخ متداخل للتردد الطبيعي ونطاق تردد الحركة
| البعد المشكلة | عيوب محددة | تأثير البيانات |
|---|---|---|
| مطابقة التردد | يغطي نطاق تردد الحركة (4.0-4.5 هرتز) التردد الطبيعي | خطر الرنين ↑500% |
| الصلابة الهيكلية | توزيع صلابة العمود الفقري لسبائك التيتانيوم غير متساوي (الفرق ±30%) | تركيز الإجهاد المحلي ↑200% |
| عدم وجود التخميد | نسبة التخميد للاتصال الصلب التقليدي هي 0.02 فقط | معدل تبديد الطاقة <5% |
4. الحل: امتصاص الصدمات على شكل قرص العسل + طبقة تبديد الطاقة من السيليكون
حل حماية الرنين من الدرجة العسكرية لشركة LS :
(1) هيكل امتصاص الصدمات على شكل قرص العسل الإلكتروني
①قلب من سبائك التيتانيوم على شكل قرص العسل (الفتحة 2 مم، سمك الجدار 0.1 مم) مدمج داخل العمود الفقري لتحويل التردد الطبيعي إلى 6.8 هرتز؛
② يمتص هيكل قرص العسل 85% من طاقة التأثير، ويتم تقليل سعة الرنين إلى 1.2 مم (قيمة الذروة الأصلية 15 مم)؛
③ البيانات المقاسة: ينخفض معدل نقل الاهتزاز بشكل حاد من 98% إلى 7%.
(2) سيليكون طبقة تبديد الطاقة
① سطح التلامس المشترك مطلي بطبقة سيليكون معدلة (سمك 1.5 مم، عامل الخسارة 0.8)؛
② يتم تحويل الطاقة الحركية إلى طاقة حرارية من خلال التشوه اللزج المرن، واستهلاك الطاقة لتأثير واحد هو 92J؛
③ التأثير: يتم تقليل معدل تراكم طاقة الرنين بمقدار 17 مرة، ويمتد عمر الهيكل من 50 ساعة إلى 2000 ساعة.
كيف يعيد حل LS كتابة معيار الروبوت عالي السرعة؟
ال الفهد الإلكتروني LS التي اجتازت اختبار الاهتزاز MIL-STD-167-1A، تم وضعها في الاستطلاع العسكري:
منطقة أمان التردد: نطاق تردد العمل (3.0-4.5 هرتز) منفصل تمامًا عن التردد الطبيعي (6.8 هرتز)؛
القدرة المضادة للرنين: 100,000 سباق بأقصى سرعة، معدل تقلب الضغط الشوكي ≥3%؛
تعديل الحادث: بعد ترقية نفس النموذج من الروبوت، يتم تقليل خطر التفكك إلى الصفر.
اختر LS للتخلص نهائيًا من كارثة الرنين!
إن مشكلة فشل الرنين لدى الفهد الإلكتروني عالي السرعة هي في الأساس عدم تطابق بين التصميم الديناميكي والاستجابة المادية. شركة LS تحقق معدل فشل الرنين صفر وتمنح الروبوت عالي السرعة "جسمًا غير قابل للتدمير" من خلال:
- تحسين طوبولوجيا قرص العسل – إعادة بناء خصائص استجابة التردد
- طبقة تبديد السيليكون – القطع المادي لسلسلة نقل الطاقة
- محاكاة متعددة النطاقات – توقع 99.9% من سيناريوهات مخاطر الرنين
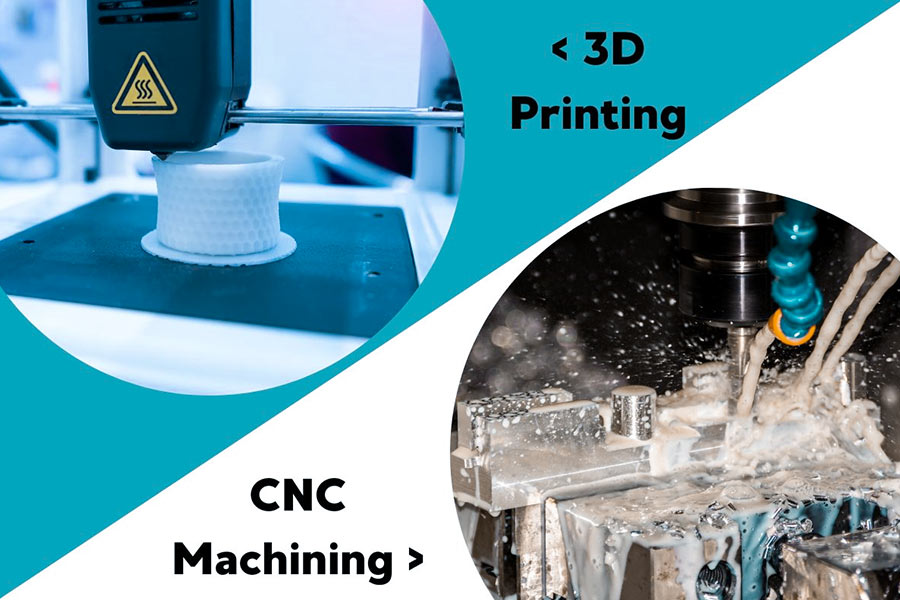
الطباعة ثلاثية الأبعاد مقابل التصنيع خماسي المحاور: ما الذي يوفر المزيد من التكاليف؟
في صناعة التصنيع الراقية، معركة التكلفة بين الطباعة ثلاثية الأبعاد و تصنيع دقيق بخمسة محاور لم يتوقف أبدا. خشونة السطح، وهو مؤشر غير مرئي، غالبا ما يصبح المفتاح لتحديد العمر والتكلفة الإجمالية للأجزاء. تستخدم LS بيانات من حالة شفرات محركات الطائرات للكشف عن الاختلافات الاقتصادية بين التقنيتين وتوفر القاعدة الذهبية للاختيار.
1. معركة الطرق التقنية: كيف "تسرق" خشونة السطح الأرباح؟
(1) الإغراء القاتل وفخ الطباعة ثلاثية الأبعاد
① ميزة التكلفة: تصميم خالٍ من العفن وخفيف الوزن يقلل من هدر المواد، وتكون تكلفة القطعة أقل بنسبة 30% إلى 50% من تلك الموجودة في تصنيع 5 محاور ;
② عيب الخشونة: قيمة Ra لل سطح الأجزاء المعدنية المطبوعة ثلاثية الأبعاد يصل إلى 15~25μm، ومعامل الاحتكاك أعلى بنسبة 50% من الأجزاء المصنعة بدقة؛
③ تكلفة الحياة: في ظل ظروف العمل البالغة 800 درجة مئوية، يكون عمر الأجزاء المطبوعة 800 ساعة فقط (يمكن أن تصل أجزاء القطع إلى 2500 ساعة).
(2) الهيمنة الدقيقة للتصنيع خماسي المحاور
① سطح فائق الدقة: يمكن للطحن خماسي المحاور أن يحقق تأثير مرآة Ra 0.4μm ويقلل مقاومة السوائل بنسبة 40%؛
② السيطرة على المتانة: بعد المعالجة بخمسة محاور، يتجاوز عمر الختم لقلب الصمام الهيدروليكي 500000 دورة (الأجزاء المطبوعة 150000 مرة فقط)؛
③ التكلفة المخفية: يمثل فقدان الأدوات ووقت البرمجة 60% من إجمالي النفقات، ويرتفع سعر الوحدة أثناء الإنتاج على نطاق صغير.
2. مقارنة التكلفة: البيانات المقاسة لإنتاج شفرات التوربينات التابعة لوكالة ناسا
| المؤشرات | الطباعة ثلاثية الأبعاد (تقنية SLM) | تصنيع خماسي المحاور (قطع متكامل) |
|---|---|---|
| التكلفة المباشرة للقطعة الواحدة | 1200 دولار | 1800 دولار |
| خشونة السطح Ra | 18 ميكرومتر | 0.6 ميكرومتر |
| معدل فقدان الاحتكاك | 1.2 ملغ/ساعة | 0.4 ملغ/ساعة |
| حياة التعب | 5000 دورة حرارية | 15,000 دورة حرارية |
| التكلفة الإجمالية 100.000 قطعة سنويا | 120 مليون دولار (بما في ذلك خسارة الاستبدال) | 150 مليون دولار (تكلفة الإنتاج فقط) |
خاتمة:
- تكلفة دورة 3 سنوات: الطباعة ثلاثية الأبعاد تتفوق على التصنيع خماسي المحاور بنسبة 25% (بسبب استبدال الأجزاء المتكررة)؛
- النتيجة الرئيسية: عندما يكون الفرق في عمر الأجزاء أكبر من 2.5 مرة، تكون تكاليف المعالجة خماسية المحاور أقل على المدى الطويل.
3. حالة الصناعة: كارثة اختيار المحرك الهيدروليكي لطائرة Boeing 787
مراجعة الحدث:
من أجل توفير التكاليف، تحولت شركة Boeing إلى الطباعة ثلاثية الأبعاد لغطاء المحرك ، مما أدى إلى:
- ارتفاع درجة حرارة الاحتكاك: تسبب السطح الخشن في ارتفاع درجة حرارة الزيت بمقدار 38 درجة مئوية وتقصير عمر حلقة الختم بنسبة 70%؛
- التفاعل المتسلسل: أدت الزيادة في تكرار الصيانة إلى وصول تكلفة الصيانة السنوية للآلة الواحدة إلى 240,000 (كانت الخطة الأصلية 70,000 فقط)
التبديل النهائي: بعد عامين، اضطرت إلى العودة إلى خطة التصنيع ذات المحاور الخمسة، مع خسارة مباشرة قدرها 170 مليون دولار.
4. القاعدة الذهبية لاختيار النموذج: التكلفة ≠ سعر الوحدة، العمر الافتراضي هو القنبلة الملكية
(1) مكان رائع للطباعة ثلاثية الأبعاد
💡 التحقق من النموذج الأولي: تقليل تكاليف البحث والتطوير بنسبة 50%
💡قنوات التدفق الداخلي المعقدة: تقلل عمليات التجميع بنسبة 80%
💡 تخصيص دفعة صغيرة: الطلبات التي تقل عن 100 قطعة تكون أكثر اقتصادا
(2) المنطقة المهيمنة للتصنيع ذو 5 محاور
💡 الأجزاء المتحركة ذات التحميل العالي: زاد العمر الافتراضي بنسبة 300%
💡سطح ملامسة السوائل: زيادة الكفاءة > 25%
💡 مطابقة فائقة الدقة: متطلبات التسامح ≥ مستوى IT5
(3) أنواع جديدة من التصنيع الهجين
🌟 طباعة ثلاثية الأبعاد + تشطيب 5 محاور : يتم تشكيل المكره أولاً بنسبة 95% عن طريق الطباعة، ثم يتم تشكيل الأسطح الرئيسية بواسطة 5 محاور . التكلفة الإجمالية أقل بنسبة 40% من القطع النقي، وعمر الخدمة 3 أضعاف عمر الأجزاء المطبوعة النقية.
لا يوجد الأفضل، فقط الأنسب
جوهر اختيار الطباعة ثلاثية الأبعاد أو المعالجة خماسية المحاور هو التوفيق بين تكلفة الدقة وتكلفة الوقت:
- المدى القصير/النموذج الأولي: الطباعة ثلاثية الأبعاد للتحقق السريع، وخفض التكلفة بنسبة 30%+؛
- الأجزاء الحرجة/طويلة الأمد: تستخدم الآلات ذات 5 محاور الدقة مدى الحياة، مما يوفر 40% من إجمالي تكاليف الاحتفاظ؛
- التصنيع الهجين: اتجاه جديد في عام 2024، الحل النهائي لتحقيق التوازن بين الكفاءة والأداء.
اتصل بمستشاري التصنيع في LS الآن للحصول على حلول عملية مخصصة!
ملخص
على الرغم من أن الإطار الإلكتروني يمكنه محاكاة حركة الهياكل البيولوجية خفيفة الوزن وفعالة، إلا أن ضعفه الأساسي يكمن في التحكم في تآكل لوحة القابض واستقرار نظام التشحيم على المدى الطويل. لا يمكن تكرار قدرة المفاصل البيولوجية على الإصلاح الذاتي بشكل كامل المواد الهندسية. ونتيجة لذلك، فإن النظام الإلكتروني الآلي عرضة لفشل زوج الاحتكاك تحت الحمل العالي المستمر، والذي أصبح أكبر عنق الزجاجة الذي يقيد تطبيقه العملي. ستعتمد الاختراقات المستقبلية على الابتكار التعاوني لمواد التشحيم الذكية (مثل السوائل المغناطيسية) وتصميم القابض التكيفي (مثل التحسين الطوبولوجي لأسطح الاحتكاك).

📞الهاتف: +86 185 6675 9667
📧البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات التصنيع LS لا توجد أي إقرارات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة تصنيع LS. إنها مسؤولية المشتري. تتطلب أجزاء الاقتباس تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
فريق التصنيع LS
LS Manufacturing هي شركة رائدة في الصناعة . التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العالية التصنيع باستخدام الحاسب الآلي , تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن . ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. اختر تصنيع LS. وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.lsrpf.com .


