
تُعالج خدمات التصنيع باستخدام الحاسوب (CNC) مشكلة عدم استقرار الظروف البيئية في بعض الحالات، وذلك بتجاوز الأبعاد التقليدية لحل أنماط الفشل الديناميكية الحرارية. نحقق ذلك من خلال دمج الأداء في عملية التصنيع عبر محاكاة متكاملة تتنبأ بتشوه الخدمة. ثم نُجري تعديلات على مسارات الأدوات لتعويض التشوه الحراري. يتميز الجزء المُصنّع، وهو بارد، بدقة هندسية عالية تُحافظ عليها حتى عند ارتفاع درجة حرارته، مما يُجنّبنا دورات الاختبار والفشل وإعادة الإصلاح المكلفة.
تضمن خدمات التصنيع باستخدام الحاسوب (CNC) نتائج وظيفية ممتازة، مثل التحكم في الزحف الكلي إلى أقل من 0.08 مم عند 650 درجة مئوية ، بالإضافة إلى ضمان قوة التصاق تتجاوز 70 ميجا باسكال من خلال دمجها مع الطلاءات والعمليات. نحقق ذلك من خلال دمج خاصية التكيف في القطعة المصنعة، مما يضمن غلافًا يحافظ على خلوص طرفي ثابت خلال جميع ظروف الطيران.

التصنيع باستخدام الحاسوب (CNC) لأغلفة التوربينات: إرشادات هامة
| التحدي التقني | حلول الهندسة الدقيقة |
| إدارة التمدد الحراري والتشوه | نحن بحاجة إلى الحفاظ على مسافات دقيقة للأجزاء الدوارة على الرغم من التدرجات الحرارية الهائلة، ونستخدم سبائك متطورة وتقنيات تشغيل لتقليل الإجهادات. |
| أشكال هندسية معقدة وغير متناظرة | نحن نتعامل مع أغلفة معقدة وغير دائرية تحتوي على العديد من حواف التثبيت والخطوط الداخلية، مما يتطلب عمليات تصنيع معقدة بخمسة محاور وتجهيزات قوية للحفاظ على الدقة. |
| الطلاءات المقاومة للتآكل والتآكل | نحن بحاجة إلى تحضير الأسطح لاستقبال طبقات العزل الحراري المتخصصة، مما يتطلب خشونة سطحية محددة لتحسين التصاق الطلاء . |
| تصنيع واجهة التجميع المانعة للتسرب | نحتاج إلى الحفاظ على استواء وتعامد استثنائيين للأسطح لضمان إحكام إغلاق مثالي للوصلات. |
| استراتيجيتنا الشاملة للتصنيع | نستخدم آلات CNC ذات 5 محاور كبيرة الحجم، والتحكم في التشوه الحراري، والفحص على الآلة للتحكم بدقة في التشوه والحفاظ على علاقات وثيقة بين الثقوب والشفاه. |
| التحقق المتكامل من الجودة | نقوم بالتحقق من هندستنا الداخلية المعقدة وجميع واجهات النموذج باستخدام المسح ثلاثي الأبعاد وجهاز قياس الإحداثيات (CMM) لفحص جميع الأسطح. |
| النتيجة: مسافات تشغيل مضبوطة | يوفر أغلفة ذات خلوص دقيق للشفرات والريش في جميع ظروف التشغيل، مما يضمن أقصى قدر من الكفاءة والسلامة. |
| النتيجة: السلامة الهيكلية تحت الحمل | يضمن ذلك أن توفر الأغلفة بنية قوية وموثوقة لاحتواء الأحمال الحرارية والضغطية والميكانيكية طوال عمر المحرك. |
نتغلب على التحدي الفريد المتمثل في تصنيع أغلفة التوربينات المعقدة والكبيرة ذات الهندسة الداخلية الدقيقة، على الرغم من الإجهادات الحرارية والميكانيكية الشديدة التي تتعرض لها. توفر هذه العملية أغلفة ذات أبعاد دقيقة، وأسطح مانعة للتسرب مثالية، وأسطح مطلية، مما يضمن أقصى قدر من الكفاءة والسلامة والموثوقية في تطبيقات التصنيع باستخدام الحاسوب (CNC) الأكثر تطلبًا في مجال الطيران والفضاء .
لماذا تثق بهذا الدليل؟ خبرة عملية من خبراء التصنيع في LS
تتوفر مقالات لا حصر لها على الإنترنت تتناول نظرية التحكم الرقمي بالحاسوب (CNC)، لكن خبرتنا تستند إلى واقع العمل اليومي الملموس. فنحن نواجه التحدي الحقيقي يوميًا: تحويل السبائك الفائقة صعبة التشكيل إلى هياكل محركات تتحمل دورات درجات حرارة تشغيلية قصوى. نعرف هذا الأمر لأنه أساسي للموثوقية، وليس لمجرد أنه يبدو جيدًا نظريًا. نحن شركة تسعى إلى تقديم المعرفة من خلال حلول عملية، لا مجرد أفكار مثالية.
في شركتنا، نعتمد على الهندسة الاستباقية. نستخدم بيانات المواد الصادرة عن المعهد الوطني للمعايير والتكنولوجيا (NIST) للتنبؤ بسلوك المواد عند درجات الحرارة العالية، مما يُمكّننا من برمجة تعويضات ذكية للتشوه الحراري مباشرةً في مسارات أدوات التصنيع باستخدام الحاسوب (CNC) . هذا يُحوّل قطعة ذات أبعاد مثالية عند درجة حرارة الغرفة إلى قطعة مستقرة هندسيًا عند درجة حرارة التشغيل، مُعالجًا بذلك السبب الجذري للزحف والتقشر أثناء الاستخدام.
لقد ساهم توريدنا الممتد لعقد من الزمن لأجزاء بالغة الأهمية في مجال الطيران في تطوير وتحسين عملية تصنيع لا تقتصر على كونها متينة وموثوقة فحسب، بل تم التحقق من صحتها أيضاً وفقاً لأكثر معايير الصناعة صرامة، مثل معايير الجمعية الوطنية لتشطيب الأسطح (NASF) ، وهي مضمونة لتحقيق نتائج محددة، مثل التحكم في الزحف عند أقل من 0.08 مم . بالتعاون معنا، فإنك تستفيد بشكل أساسي من هذا الحل التصنيعي المجرب والمختبر، والذي يتميز بأداء عالٍ، مما يوفر عليك دورات البحث والتطوير المكلفة والمستهلكة للوقت.
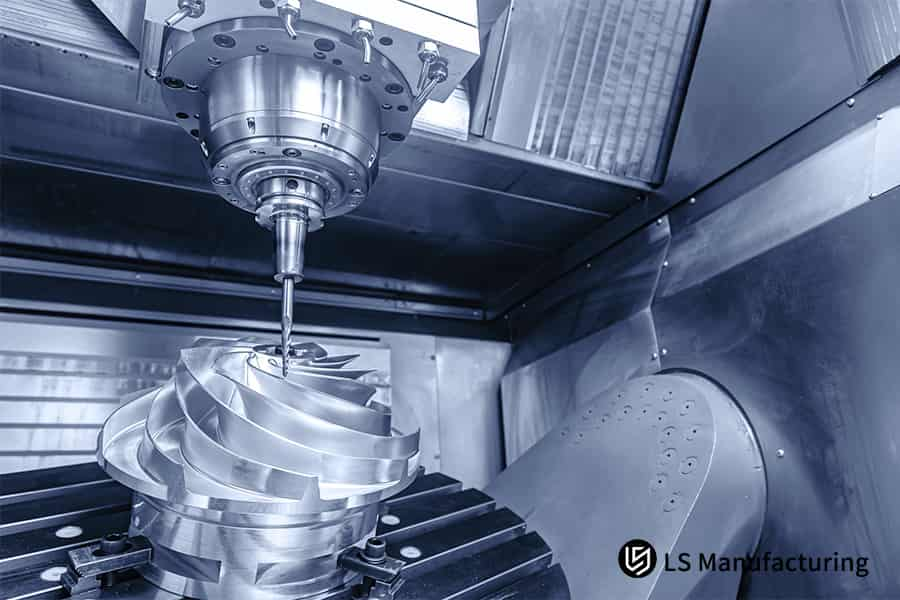
الشكل 1: إجراء عملية التصنيع باستخدام الحاسوب على غلاف توربين حلزوني مصنوع من سبيكة معدنية عالية التفاوت لأنظمة الدفع في مجال الطيران والفضاء.
ما هي الآليات الفيزيائية الأساسية التي تؤدي إلى الفشل الوظيفي لأغلفة التوربينات في البيئات القاسية؟
يُعدّ الفشل الوظيفي نتيجة حتمية لهذا التفاعل. تميل أنماط الفشل تحت تأثير الأحمال الدورية الشديدة إلى التقارب في ثلاث آليات رئيسية، ولكنها مترابطة ترابطًا وثيقًا، لفشل أغلفة التوربينات : عدم الاستقرار الهندسي الناتج عن الزحف، والتقشر الناتج عن الإجهاد الحراري الميكانيكي، والاهتزاز الرنيني. ولمعالجة هذه المشكلة، نُغيّر نهجنا من فلسفة تصميم سلبية تفاعلية إلى فلسفة تعويض فعّالة تُعدّ جزءًا لا يتجزأ من عملية التصنيع.
مواجهة الزحف من خلال التصنيع التنبؤي
للتغلب على الزحف وتقشر طبقة الحماية الحرارية ، نقوم بتشويه القطعة مسبقًا. نستخدم نماذج المواد اللزجة المرنة للتنبؤ بسلوك التشوه المتغير مع الزمن للقطعة تحت ظروف التحميل المحددة. ثم يُستخدم تشوه الزحف المحسوب مسبقًا كمدخل تعويض في مسار أداة التصنيع باستخدام الحاسوب . بعد ذلك، تُصنّع القطعة بطريقة تضمن، عند تعرضها لأحمال التشغيل، أن تتشوه إلى شكلها المطلوب بأقل خلوص ممكن لطرف الأداة.
الحد من تقشر الطلاء باستخدام هندسة الأسطح البينية
تُعالج مشكلة التفتت أيضًا عند السطح الفاصل. يتم التحكم بدقة في تضاريس السطح وحالة الإجهاد للركيزة باستخدام تقنيات التصنيع باستخدام الحاسوب (CNC) ، مما يضمن ركيزة مثالية للطلاء. ويتحقق ذلك بالتزامن مع انتقال سلس في معامل التمدد الحراري (CTE) عند سطح التلامس بين طبقة الربط والطبقة الأساسية. تتم مقارنة معاييرنا بالمعايير الدولية، مثل تلك التي وضعتها NASF، مما يضمن متانة غلاف التوربين في البيئات القاسية.
تخميد الاهتزازات من خلال التصلب الاستراتيجي
نتحكم في الرنين الضار من خلال الصلابة المتكاملة، وذلك بدمج الصلابة في المناطق الأكثر احتياجًا لها. ومن خلال تحليل الأنماط الاهتزازية وتحليل الاستجابة القسرية، نحصل على معلومات أساسية حول أنماط الاهتزاز الحرجة. ثم نستخدم هذه المعلومات لبرمجة أنماط سماكة الجدران غير المنتظمة، بالإضافة إلى أضلاع التقوية المتكاملة المصنعة آليًا أو ميزات إضافة الكتلة، وذلك من خلال عملية تصنيع باستخدام الحاسوب متعددة المحاور .
تطبيق تشطيب حراري ميكانيكي شامل
يتم تحسين الجزء الأخير فيما يتعلق بظروف التحميل المركبة، مع عمليات المعالجة اللاحقة مثل التشكيل بالدق أو التلميع منخفض اللدونة التي يتم تنفيذها بدقة، باستخدام خرائط المحاكاة لاستهداف المناطق التي تتعرض لأقصى إجهاد بدقة، بهدف تطوير طبقة ضغط موجودة في الأماكن المناسبة تمامًا لإبطاء نمو الشقوق بسبب الإجهاد الحراري الميكانيكي، وبالتالي اختتام دورة التصنيع الموجهة بالوظيفة بأكملها.
تعتمد منهجيتنا على المحاكاة المتقدمة، والتصنيع التنبؤي باستخدام الحاسوب ، وعلم المواد المعتمد لحل أنماط الفشل الميدانية مسبقًا، مع كون العامل التنافسي الرئيسي هو أننا لا نقوم فقط بتصنيع جزء، بل نعتمد النتيجة فيما يتعلق بآليات الفشل الأكثر تطلبًا لأغلفة التوربينات .

كيف يمكن تحسين مقاومة الزحف والإجهاد الحراري في الأغلفة من خلال التصميم؟
لا تتحقق المرونة الحقيقية إلا من خلال هندسة تجمع بين تحسين البنية المجهرية للمادة وهندسة القطعة، كآلية دفاع متكاملة ضد التشوه المتغير مع الزمن. وتتعامل منهجية حلول أغلفة التوربينات المصممة خصيصًا مع أسباب الأعطال من خلال نهج شامل ومتكامل يجمع بين الجوانب المادية والرقمية. ويتلخص هذا النهج فيما يلي:
جينات المواد: هندسة السبائك والبنية المجهرية
- الاختيار الدقيق: يعتمد اختيار المواد لدرجات الحرارة العالية على الخصائص الحرارية والميكانيكية للمواد، مع اختيار السبائك بناءً على استقرار أطوار جاما برايم.
- التحكم في البنية المجهرية: يتم تطوير أنظمة محددة للمعالجة الحرارية للحصول على بنية مجهرية دقيقة تزيد من مقاومة الزحف إلى أقصى حد .
- هندسة الركيزة: يتم تحديد معلمات التصنيع باستخدام الحاسب الآلي النهائية للحصول على خصائص الركيزة التي تزيد من التصاق طبقة الحماية الحرارية ومتانتها.
الهيكل العظمي: تحسين الطوبولوجيا والخصائص
- تصميم مسار الحمل: يتم استخدام تحسين الطوبولوجيا القائم على تحليل العناصر المحدودة لتصميم الشبكة الداخلية، مما يوفر تحسينًا هيكليًا لمقاومة الزحف .
- إدارة تركيز الإجهاد: يتم تحسين ميزات التصميم الحرجة، أي انتقال الشفة ، باستخدام تقنية تنعيم الشكل، وبالتالي تجنب بدء الإجهاد.
- التصنيع المتكامل: يتم تشكيل الهيكل الداخلي المعقد الأمثل كجزء متجانس باستخدام عملية الطحن بخمسة محاور .
التحقق من صحة النظام: من المحاكاة إلى الأداء المعتمد
- محاكاة العمليات: تتم محاكاة عمليات التشغيل والمعالجة الحرارية للتنبؤ بحالة الإجهاد المتبقي النهائي والتحكم فيها، وهو معيار أداء أساسي.
- الربط بين التوأم الرقمي: يتم تحديث نماذج العناصر المحدودة للمكونات الفردية بنتائج اختبارات المنصة، مما يؤدي إلى إنشاء مؤشر للأداء.
- تثبيت الأداء: تضمن العملية المعتمدة أن جميع أغلفة التصنيع الدقيق باستخدام آلات CNC تتمتع بعمر افتراضي متوقع للإجهاد والزحف.
في هذه الوثيقة، اقترحنا نظامًا هندسيًا يحوّل المخاطر التجريبية إلى إمكانية التنبؤ بالأداء. وتكمن ميزتنا التنافسية في قدرتنا على إثبات نهج متكامل للتصميم بمساعدة الحاسوب، والتشغيل الآلي المرتبط بالعملية، والتحقق التجريبي من الأداء، مما ينتج عنه ضمانٌ لطول عمر المنتج المقترح من الناحية الحرارية والميكانيكية.

الشكل 2: تشكيل غلاف توربيني مصنوع من سبيكة عالية التفاوت لأنظمة الدفع الفضائية في البيئات القاسية.
كيفية التحكم في تشوه القطع والإجهاد المتبقي أثناء تشكيل الأغلفة الرقيقة الجدران واسعة النطاق؟
تُحسم هندسة الغلاف الكبير ذي الجدران الرقيقة، إما بالفوز أو الخسارة، في مواجهة الإجهادات الكامنة في المادة نفسها. فالتشوه والإجهاد الناتجين عن عمليات التشغيل غير المنضبطة يتسببان في ارتداد غير مرغوب فيه في القطعة النهائية، مما يؤدي إلى إتلاف عملية تشغيل مثالية باستخدام الحاسوب . تعالج منهجيتنا في تشغيل أغلفة توربينات الطائرات هذه القوى من خلال تطبيق محاكاة تنبؤية مع عملية تشغيل متناظرة على مراحل، وبالتالي التحكم في هذه القوى قبل حدوثها.
| مرحلة | استراتيجية | الإجراء الرئيسي / معلمة التحكم | النتيجة المستهدفة |
| إزالة المواد الاستراتيجية | التصنيع المتناظر متعدد المراحل | تنفيذ تسلسل "الخشونة → تخفيف الإجهاد → التشطيب شبه النهائي → التثبيت → التشطيب النهائي" مع تمريرات تشغيل CNC متوازنة ومتماثلة . | لتقليل الإجهاد المتبقي تدريجياً، مما يضمن سماحية نهائية موحدة ودنيا ( <0.5 مم ). |
| أنظمة تثبيت ومحاكاة العمل التكيفية | تعويض التشوه | استخدام تحليل العناصر المحدودة للتنبؤ بقوى التثبيت والقطع، ثم برمجة مسارات الأدوات التعويضية؛ استخدام دعامات تثبيت مرنة ومتوافقة. | لإلغاء "التشوه الناتج عن التثبيت" وتصحيح التشوه المرن المتوقع أثناء التصنيع التكيفي باستخدام الحاسوب . |
| عملية قطع منخفضة الإجهاد | السيطرة على مصدر التوتر | تطبيق معايير الطحن عالية السرعة مع عمق قطع منخفض وسرعة دوران عالية، بالإضافة إلى تطبيق سائل التبريد عالي الضغط (HPC) أثناء تشغيل الجدران الرقيقة. | لتقليل تأثير الإجهاد الحراري والميكانيكي، وهو السبب الرئيسي للإجهاد الناتج عن عمليات التشغيل الآلي. |
| الاستقرار النهائي | إدارة الإجهاد المتبقي | تنفيذ عمليات ما بعد التصنيع ، بما في ذلك المعالجة بالتبريد العميق، وتخفيف الإجهاد الاهتزازي، وفقًا لخصائص المادة المستخدمة. | لتثبيت الشكل الهندسي النهائي، ومنع الاسترخاء المرتبط بالوقت والذي قد يتسبب في فشل التحكم في تشوه التشغيل الآلي . |
تقدم هذه العملية حلاً جذرياً لمشكلة عدم استقرار الأبعاد، محولةً أحد المخاطر الرئيسية إلى متغير قابل للتحكم. وتتغلب هذه العملية تحديداً على التكاليف الباهظة لعمليات التشغيل الآلي، وفك التثبيت، ومعالجة التشوهات الخارجة عن نطاق التفاوت المسموح به. ويؤكد مستوى خبرتنا الفنية قدرتنا على دمج استراتيجيات التشغيل الآلي التكيفية وإدارة الإجهاد المتبقي بنجاح، مما يضمن النجاح من المحاولة الأولى في أكثر عمليات تشغيل أغلفة توربينات الطائرات تطلباً باستخدام آلات CNC .

الشكل 3: تصنيع غلاف توربيني من سبائك دقيقة من الدرجة المستخدمة في صناعة الطيران لأنظمة محركات الطائرات النفاثة في البيئات القاسية.
كيفية تحقيق تصنيع متكامل عالي الدقة لطلاءات العزل الحراري وفتحات تبريد الأغشية؟
تعتمد فعالية نظام الحماية الحرارية لغلاف التوربين على دقة عملية التصنيع ، حيث يرتبط تماسك الطلاء ودقة الثقوب المخصصة للتبريد ارتباطًا وثيقًا. وهذا يتطلب نهجًا متعدد التخصصات يتجاوز العمليات الفردية، ويشمل فهم كيفية عمل هذه العمليات معًا في عمليات تصنيع طبقة الحماية الحرارية وعمليات حفر ثقوب التبريد . ويتم ذلك بفعالية من خلال سلسلة عمليات تصنيع متكاملة باستخدام الحاسوب (CNC) تتضمن ما يلي:
تنشيط سطح الركيزة لضمان التصاق الطلاء
نتحكم بقوة الترابط على مستوى الركيزة. قبل تطبيق طبقة الترابط MCrAlY، تُعالج سطح الركيزة بعملية تنشيط سطحية مضبوطة بدقة، مثل السفع الرملي بمعايير مُخصصة لمادة الركيزة. يضمن ذلك حصول سطح الركيزة على خشونة سطح مثالية، تتراوح عادةً بين 3 و6 ميكرومتر Ra ، والتي تُقاس بدقة لكل دفعة. تُعد هذه الخطوة الأهم في متانة الطلاء، خاصةً في تصنيع أغلفة التوربينات الدقيقة .
حفر الثقوب بدقة والتحكم في الهندسة
تعتمد كفاءة التبريد على دقة الثقوب المحفورة. ولتحقيق ذلك، نستخدم تقنية الحفر بالليزر خماسي المحاور أو تقنية التفريغ الكهربائي لإنشاء مئات الثقوب الدقيقة باستخدام آلات CNC، مع دقة عالية في تحديد المواقع وتفاوتات قطرية تصل إلى ±0.05 مم . بعد ذلك، تُزال النتوءات من الثقوب وتُصقل حوافها باستخدام تقنيات تصنيع دقيقة متخصصة، مع التحكم الدقيق في معامل التدفق وطبقة الحماية الحرارية الحساسة التي تُطبق فوق وحول هذه الثقوب الدقيقة.
عمليات التشكيل والتشطيب بعد الطلاء
بعد الانتهاء من عملية الطلاء الخزفي العلوي، ننتقل إلى عملية التشطيب عالية الدقة لطبقة الحماية الحرارية. في هذه العملية، نستخدم التجليخ أو الصقل الدقيق لإزالة المواد من المناطق المطلية غير الحساسة. تُعيد هذه العملية، التي تُجرى باستخدام آلات CNC، تشطيب طبقة الطلاء لتتوافق مع الأبعاد الدقيقة للهياكل المركبة في صناعة الطيران .
القياس المتكامل والتحقق من العمليات
تُثبّت كل خطوة من خطوات العملية في مكانها مع التحقق منها. يشمل ذلك فحوصات مثل فحص الأبعاد، وفحص داخل الثقوب باستخدام منظار داخلي ، بالإضافة إلى اختبارات الالتصاق (مثل اختبارات الشد)، وكلها تُجرى عند نقاط محددة في العملية. يضمن هذا النهج القائم على البيانات أن نظام الطلاء الحراري العازل ونظام الثقوب بأكمله يفي بمواصفات الأداء قبل تسليم المكون.
ستشرح هذه الوثيقة عملية الهندسة الدقيقة ذات الحلقة المغلقة اللازمة لضمان الأداء الأمثل لأنظمة العزل الحراري التي نقدمها. في هذه الحالة، تكمن ميزتنا التنافسية في نجاحنا في تنفيذ عمليات التصنيع باستخدام الحاسوب (CNC) عالية المستوى ، مثل حفر الثقوب الدقيقة وتصنيع الطلاء، ضمن سلسلة توريد واحدة. وهذا يحل المشكلة الرئيسية المتمثلة في التكامل مع أغلفة منتجاتنا وأنظمة التبريد والطلاءات، لتشكل منتجًا متكاملًا وشاملًا.

الشكل 4: تجميع أغلفة التوربينات المصنوعة بدقة من سبائك عالية الحرارة لأنظمة دفع الطائرات.
شركة LS Manufacturing Aerospace - مشروع طلاء التحكم النشط في الخلوص لغلاف محرك من سبائك التيتانيوم
توضح دراسة الحالة الطريقة التي تمكنت بها شركة LS Manufacturing من معالجة مشكلة تكامل التحكم النشط في الخلوص الحرجة للغلاف الوسيط المصنوع من التيتانيوم لنوع المحرك المحدد، بالإضافة إلى المشكلات التي كانت مرتبطة سابقًا بتكامل نظام التحكم النشط في الخلوص مع المورد السابق، مثل تشوه وتشقق الطلاء المرشوش حراريًا الذي تم تطبيقه في التصنيع المتكامل بدقة لحوامل ومطليات مستشعرات التصنيع باستخدام الحاسب الآلي .
تحديات العميل
لم يتمكن المورد السابق من معالجة التشوهات التي ظهرت بعد عملية التصنيع على غلاف Ti-6Al-4V الكبير ، مما تسبب في عدم محاذاة وسادة المستشعر، متجاوزًا التفاوت المسموح به البالغ ±0.05 مم . بالإضافة إلى ذلك، تضررت الطبقة الخارجية نتيجةً لإجهادات التجميع. وقد أدت هذه المشكلة المتعلقة بالموثوقية إلى تعطيل نظام التخليص النشط، مما أدى إلى توقف اختبارات المحرك واحتمالية تأخير برنامج العميل - وهي قضية مهمة لشركة LS Manufacturing في مجال صناعة الطيران .
حلول التصنيع LS
بدأنا بتطبيق منهجنا الهندسي المتكامل لمعالجة المشكلة. تم ذلك من خلال إجراء محاكاة "التصنيع والتجميع" لتحديد تشوه التثبيت باستخدام تقنية العناصر المحدودة (FEA). استُخدمت هذه المعلومات في عمليات التصنيع باستخدام الحاسوب (CNC )، حيث أُجريت تعديلات لتصحيح التشوه مسبقًا. استُخدم طلاء الوقود الأكسجيني عالي السرعة (HVOF) لإنشاء رابطة ممتازة بأقل قدر من الحرارة.
النتائج والقيمة
تم تسليم المنتج النهائي، وهو الغلاف الوسيط المصنوع من التيتانيوم ، مع استيفاء جميع معايير الدقة الموضعية. كما كانت قوة تماسك الطلاء أعلى بنسبة 30% من المواصفات المطلوبة. واجتاز المنتج أيضًا اختبار المحرك، مما أدى إلى إنشاء نظام خلوص وظيفي لتحسين الكفاءة أثناء الطيران. وقد ضمن ذلك استخدام شركة LS Manufacturing لجميع منتجات الطيران والفضاء الأكثر أهمية للعميل، بما في ذلك الأغلفة، محولًا بذلك ما كان يمكن أن يكون عائقًا إلى ميزة أداء.
يُعد مشروع التصنيع باستخدام الحاسوب (CNC) المذكور أعلاه مثالاً على قدرتنا الأساسية على ضمان الدقة. ويشمل ذلك استخدام عمليات فريدة وتقنيات تصنيع تنبؤية لمعالجة أعطال التكامل الحرجة بفعالية. وهذا يُمكّننا من تقديم حلول مضمونة الأداء للعملاء الذين لا تُجدي معهم الحلول التقليدية.
حوّل تصميمك إلى دقة جاهزة للطيران - اختر LS Manufacturing للحصول على حلول CNC معتمدة في مجال الطيران.

كيف يتم التحقق من الأداء والموثوقية على المدى الطويل للغلاف في ظل ظروف الخدمة المحاكاة؟
لضمان موثوقية المكون خلال فترة خدمته، من الضروري توسيع نطاق نتائج التحقق الأساسي من الأبعاد من خلال محاكاة ظروف التشغيل القصوى الفعلية. يتناول بروتوكول الاختبار البيئي الحرج للأغلفة، الموضح هنا، الانتقال من مكون متقن الصنع، كما هو مضمون بفضل عمليات التصنيع عالية الدقة المستخدمة في صناعة الطيران ، إلى مكونات مصنعة باستخدام آلات CNC ذات أداء عالٍ.
| فئة الاختبار | الطريقة والمعايير | النتائج الرئيسية القابلة للقياس ومعايير النجاح |
| اختبار الدورة الحرارية والصدمات | تعريض الغلاف أو قسائم الشاهد لدورات متكررة من التسخين، على سبيل المثال، 800 درجة مئوية ، والتبريد اللاحق في فرن يتم التحكم فيه. | تحديد كمية الانحراف البعدي، وتقييم تقشر طبقة الحماية الحرارية، والفحص المعدني لبدء التشققات الدقيقة، وما إلى ذلك، وهو أمر ضروري للتحقق من صحة الدورة الحرارية لهذا المكون. |
| اختبار الزحف واختبار التمزق الناتج عن الإجهاد | إجراء اختبارات على دفعة المواد الخاصة بالمكون باستخدام درجة حرارة عالية ثابتة وحمل ثابت، وفقًا لمعيار ASTM E139 . | توليد منحنى إجهاد الزحف وحساب عمر التمزق للتحقق من حسابات العمر الهندسي التي أجريت خلال مرحلة تصميم المشروع . |
| تحليل الاهتزازات والأنماط | تطبيق التحليل النمطي التجريبي على الغلاف المكتمل من أجل تحديد الترددات الطبيعية ونسب التخميد وأشكال الأنماط للجزء المكتمل. | يتم ربط البيانات المحددة تجريبياً بالنتائج التي تم الحصول عليها في تحليل العناصر المحدودة لضمان أن الجزء المضبوط ديناميكياً له استجابة تردد منفصلة بشكل كافٍ مقارنة بنطاقات تشغيل المحرك. |
يضمن هذا النظام معالجة مخاوف العميل الرئيسية المتعلقة بأعطال الخدمة الميدانية، إذ يوفر بيانات أداء خدمة محاكاة معتمدة. وتُعدّ الأدلة التجريبية على أداء القطعة في ظروف التشغيل الفعلية مع الأحمال المركبة الخطوة الأخيرة في نظام التصنيع المضمون الأداء. يوفر هذا النظام للعميل نطاق أداء القطعة، وهو أمر بالغ الأهمية لتطبيقات التصنيع باستخدام الحاسب الآلي (CNC) ذات الأهمية البالغة.
كيفية تقييم قدرة المورد على تنفيذ جميع مراحل تصنيع أغلفة الطائرات؟
عند اختيار موردٍ بالغ الأهمية لتوفير غلافٍ خارجي، من الضروري تجاوز حدود إمكانيات ورشة التصنيع، والنظر في قدرة المورد على توفير هندسة نظام متكاملة وعمليات خاصة. ذلك لأن الشريك الحقيقي للمورد يتطلب إثبات قدرته على الهندسة التنبؤية، والإنتاج المعتمد، والخبرة. ستوضح هذه الوثيقة إطارًا تفصيليًا لتقييم المورد، يميز بين مُصنِّع "قطع الغيار" ومُقدِّم حلول "الأداء" في مجال تصنيع مكونات صناعة الطيران .
الهندسة التنبؤية ومحاكاة العمليات
- القدرة على المحاكاة المسبقة: نقوم بالمشاركة في محاكاة عملية التصنيع بأكملها وأداء الخدمة باستخدام تحليل العناصر المحدودة وتوثيقها قبل بدء أي عملية قطع وتصنيع على الجزء.
- تخصص ربط البيانات: نقدم تقارير بيانات مقارنة يتم تقديمها للعملاء حول التوقعات مقابل النتائج المقاسة الفعلية التي تم الحصول عليها من فحص واختبار العينة الأولى .
عمليات خاصة معتمدة ومراقبة إحصائية
- اعتماد Nadcap: كميزة إضافية، فإن عملياتنا الخاصة الأساسية، بما في ذلك المعالجة الحرارية والاختبار غير المدمر والطلاءات، معتمدة من قبل Nadcap ، مما يضمن تلبية أفضل الممارسات في الصناعة.
- مقاييس أداء العملية: كأداة إضافية، نستخدم منهجية التحكم الإحصائي في العمليات (SPC) ، والتي يمكننا أن نوضح بوضوح أنها تثبت أن Cpk > 1.33 ، وبالتالي إثبات قدرة التصنيع باستخدام الحاسب الآلي الدقيقة من خلال الأدلة الإحصائية.
خبرة مثبتة في التعامل مع الأشكال الهندسية المعقدة
- مراجعة محفظة المشاريع: نحن قادرون على تقديم معلومات منقحة عن المشاريع المتعلقة بأغلفة كبيرة مماثلة ذات جدران رقيقة ، بما في ذلك التحديات والحلول، بالإضافة إلى بيانات القياس والأداء النهائية.
- المقترح الفني المتكامل: كنهج متكامل لتقييم قدرة المورد على تصنيع الأغلفة الكبيرة ، بما في ذلك التصنيع الدقيق باستخدام الحاسوب للأغلفة الكبيرة، فإننا ندرج، كعامل تمييز رئيسي، خطة لتخفيف المخاطر مستمدة من الدروس المستفادة، بدلاً من نهج مخطط تدفق العمليات القياسي.
تدفق الإنتاج والتحقق المتكامل
- التكامل الرقمي للخيوط: تتم عملية التصنيع والتشطيب المتكاملة باستخدام الحاسوب بمساعدة خيط رقمي، والذي يربط نموذج التعويض المحاكي ببرنامج التصنيع والفحص باستخدام الحاسوب .
- التحقق الشامل: إن تسليمنا النهائي ليس مجرد الجزء المصنّع، بل هو حزمة بيانات شاملة يتم جمعها من المجموعة الكاملة من عمليات محاكاة التصنيع التنبؤية، بالإضافة إلى اختبارات التحقق النهائية التي تم إجراؤها .
يمثل هذا الإطار المنهجية الحاسمة لاختيار شريك تصنيع مكونات صناعة الطيران . نساعد عملاءنا على الحد من المخاطر في سلاسل التوريد الخاصة بهم من خلال عرض نظامنا الهندسي التنبؤي، وعملياتنا الخاصة المعتمدة من Nadcap ، وتنفيذنا القائم على البيانات. يتميز موقعنا في السوق بهذا الحل الشامل والموثق، مما يضمن تقديم حلول عالية الأداء، وليس مجرد قطع مصنعة.
لماذا تعتبر شركة LS Manufacturing الخيار الذي لا غنى عنه في مجال دفع الطائرات، حيث تعتبر السلامة والأداء المطلقان أمراً بالغ الأهمية؟
لا مجال للتفاوض بشأن السلامة والأداء في عالم أنظمة الدفع الجوي، نظراً للظروف القاسية التي يُتوقع أن تعمل فيها المكونات الداخلية. لا يتعلق الأمر بما إذا كنا مورد قطع غيار أو شريكاً في الأداء والموثوقية مصمماً لتحمل عبء السلامة الهيكلية لمحركك، بل تكمن قيمة خدماتنا في مجال التصنيع باستخدام الحاسب الآلي في قطاع الطيران في نهج هندسي متكامل يربط تنفيذ أوامر التصنيع لدينا مباشرةً بظروف الطيران.
من غلاف الطيران إلى مسار الأداة
نبدأ بمتطلبات الأداء المتعلقة بكفاءة المحرك، وهامش الأمان، وعمره الافتراضي، ثم ننتقل إلى أدق التفاصيل وصولاً إلى التفاوتات الهندسية والمادية للغلاف. تُشكل متطلبات الأداء هذه أساس عملية التصنيع التنبؤي بأكملها لدينا. إنها الطريقة التي نضمن بها أن القطعة التي نصنعها مصممة خصيصًا للغرض النهائي من التصميم، وليس للتصميم نفسه.
عملية قائمة على الفيزياء لضمان النتائج
نستخدم أداة محاكاة الفيزياء الخاصة بنا للتنبؤ بسلوك الغلاف في ظروف التشغيل الفعلية . تُستمد بيانات التنبؤ هذه من أداة المحاكاة وتُستخدم في عملية التصنيع الدقيق باستخدام الحاسوب (CNC) . وهذا يُتيح لنا الانتقال من عملية التكرار إلى هندسة الأداء.
التحقق من الصحة في ظل ظروف الخدمة المحاكاة
لا نكتفي بتزويدكم بتقارير قياس الإحداثيات ثلاثية الأبعاد (CMM) الخاصة بعملياتنا، بل نتحقق من صحة أجزائنا في ظروف تشغيل محاكاة لضمان استقرارها الهندسي عند درجات الحرارة العالية ، فضلاً عن متانة طبقات الطلاء وتجانسها بين الدفعات. هذا يضمن لكم دقةً عاليةً في مرحلتي التكامل والاختبار.
شراكة تقنية متكاملة
نحن جزء لا يتجزأ من فريقكم الهندسي. نوفر لكم بيانات شاملة توثق أداء القطعة . نلتزم بالشفافية ونتشارك المسؤولية. جميع قراراتنا، بدءًا من اختيار المواد وحتى التشطيب، مصممة لتحقيق النجاح الأمثل لكم.
لماذا تختار شركة LS Manufacturing ؟ الأمر بسيط للغاية: لقد طورنا نظامًا يترجم متطلبات أداء نظامك مباشرةً إلى أداء الأجزاء الفردية. هذا هو التحدي الأساسي الذي واجهناه: سد الفجوة بين الجزء "المثالي" في درجة حرارة الغرفة والأداء الموثوق لجزء الطرف الساخن. ما يميزنا في السوق هو أننا طورنا منهجية تضمن الأداء، ونحن شريكك الاستراتيجي في الأداء والموثوقية .
الأسئلة الشائعة
1. كم من الوقت يستغرق معالجة غلاف توربين محرك طائرة نموذجي؟
من التشكيل أو الصب الخام إلى التسليم النهائي - بما في ذلك جميع عمليات التشغيل الآلي والمعالجة الحرارية والطلاء والفحص - تتراوح المدة الزمنية النموذجية لتصنيع غلاف من سبيكة نيكل متوسطة التعقيد بين 12 و20 أسبوعًا . ويعتمد الجدول الزمني المحدد على حجم المكون ومادته ومدى تعقيد الطلاء ومتطلبات التحقق الخاصة بالعميل.
2. ما هو مستوى الدقة الأبعادية والتفاوت الهندسي الذي يمكنك ضمانه عادةً للأغلفة واسعة النطاق؟
نضمن باستمرار تفاوتًا قدره ±0.1 مم في قطر الغلاف عندما يكون القطر في نطاق المتر، وتفاوتًا في الموضع قدره ±0.05 مم ، وتسطيحًا قدره 0.03 مم/300 مم على سطح التركيب، وتفاوتًا في السماكة قدره ±0.2 مم على الجدران الرقيقة للغلاف، وما إلى ذلك. ويمكن تحقيق تفاوتات أدق من ذلك بتطبيق عمليات خاصة.
3. كيف تضمنون استقرار الأبعاد وطول عمر الطلاء للغلاف في ظل ظروف التشغيل ذات درجات الحرارة العالية؟
نتوقع حدوث تشوه عند درجات الحرارة العالية في مرحلة التصميم باستخدام تقنيات "محاكاة ظروف التشغيل" و"التعويض أثناء التصنيع"، ونطبق تعويضًا مسبقًا خلال عملية التصنيع. نضمن عمرًا طويلًا للطلاءات من خلال تقنيات تحضير سطح الركيزة المستخدمة والاختبارات التي تُجرى عليها بتعريضها لاختبارات التدوير الحراري. كما يمكننا تزويد العملاء ببيانات اختبار قوة الترابط للطلاءات.
4. هل ستقوم بتحديد وتوضيح الصعوبات التصنيعية المحتملة أو مخاطر الأداء الحراري في تصميم الغلاف الخاص بي؟
نعم، بكل تأكيد. يمكننا تزويدكم بخدمة مجانية تُعرف باسم " التصميم من أجل سهولة التصنيع والملاءمة البيئية " (DFM/A). في غضون أسبوع واحد من استلام رسوماتكم الفنية، سنقدم لكم تقريرًا شاملاً حول DFM/A وتوصيات لتحسين الأداء فيما يتعلق بالمشكلات المحتملة التالية: مخاطر التشوه، وعدم انتظام تبديد الحرارة، والهياكل المعرضة للتقشر، ومناطق تركيز الإجهاد العالي عند نقاط التجميع.
5. هل تقدمون خدمة توصيل شاملة ووحداتية - تتراوح من تشكيل وتغليف الهياكل إلى تجميع المكونات الفرعية؟
نعم، نحن نفعل ذلك. بصفتنا موردًا للوحدات المعيارية، يمكننا توفير الوحدات مجمعة بالكامل مع الغلاف والطلاء ومعدات التثبيت حسب الحاجة، ويمكننا أيضًا توفير معدات التثبيت لأجهزة الاستشعار لجعل التجميع النهائي للمحرك النفاث أكثر كفاءة.
6. ما هو الحد الأدنى لكمية الطلب (MOQ)؟ هل تدعمون إنتاج نماذج أولية لوحدة واحدة؟
ندعم إنتاج نماذج أولية أحادية الوحدة أو طلبات دفعات صغيرة من المنتج. ولأن المنتج مرتبط بغلاف محرك الطائرة، وهو عنصر ذو قيمة عالية، فإن الحد الأدنى للطلب هو قطعة واحدة فقط.
7. هل تدعمون أساليب الاختبار المتخصصة، مثل التصوير المقطعي الصناعي أو فحص الاختراق الفلوري؟
بالتأكيد، لدينا إمكانية الوصول إلى شبكة متكاملة بإحكام من بيوت الاختبار التابعة لجهات خارجية والتي يمكنها ترتيب فحص التصوير المقطعي الصناعي لفحص الهياكل الداخلية المعقدة للمنتج، بالإضافة إلى أشكال أخرى من الاختبارات غير المدمرة مثل اختبار FPI والاختبار بالموجات فوق الصوتية لفحص سلامة المواد واللحامات، مع توافق تقارير الاختبار بشكل كامل مع المعايير ذات الصلة.
8. كيف أبدأ عملية تقييم لمشروع غلاف محرك طائرة جديد؟
يرجى تزويدنا بمتطلبات الأداء الأولية، وظروف التشغيل (مثل درجة الحرارة والضغط)، والمواد المفضلة، وأي معلومات تصميمية متوفرة. كما يمكنكم استخدام بوابتنا الإلكترونية للحصول على عرض سعر فوري بناءً على مواصفاتكم الأولية. سيبدأ مهندسونا المتخصصون في هندسة هياكل الطيران بتحليل جدوى أولي خلال خمسة أيام عمل، وسيعقدون اجتماعًا فنيًا سريًا لمناقشة استراتيجيات التنفيذ الممكنة.
ملخص
في سعينا نحو تطوير أفضل محركات الطائرات على الإطلاق، تطور غلاف التوربين من مجرد هيكل داعم إلى نظام ذكي يعزز الكفاءة والسلامة. يُعدّ التصنيع الدقيق في البيئات القاسية تخصصًا هندسيًا يشمل التنبؤ بخصائص المواد ذات درجات الحرارة العالية، وإدارة التشوه، والمتانة. ويتطلب هذا التخصص خبيرًا في دمج المعارف من مختلف التخصصات بهدف نهائي هو تحويل هذه المعارف إلى أداء طيران لا يقبل المساومة.
إذا كنتم تبحثون عن شركة تساعدكم في تحديد حدود التكيف البيئي لأغلفة توربينات الجيل القادم، فيرجى تزويدنا بتحديات الأداء أو مفاهيم التصميم لديكم. تواصلوا مع خبرائنا في مجال التصنيع باستخدام الحاسوب (CNC) ، وسنجري تحليلًا معمقًا لتصميمكم باستخدام " تحليل أنماط الفشل المحتملة للأغلفة وجدوى التصنيع ". من منظور سلامة الطيران، يتم فحص كل جانب من جوانب التصميم بدقة من حيث الموثوقية في البيئات القاسية.
اتصل بشركة LS Manufacturing اليوم للحصول على خدمات التصنيع باستخدام الحاسب الآلي التي تضمن أن دقة غلاف التوربين الخاص بك تلبي الواقع القاسي للطيران.
📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن ، وختم المعادن ، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com .


