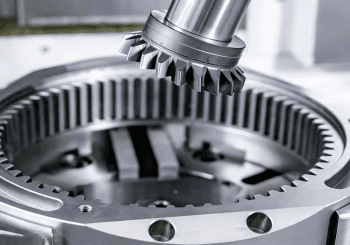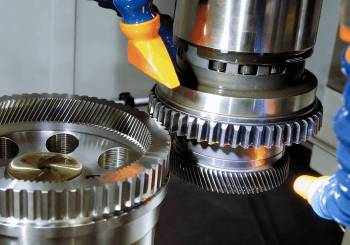
Dentatura degli ingranaggi
Risolvi la sfida di mantenere uniformità e silenziosità di funzionamento durante lunghi cicli di produzione. Il nostro servizio di dentatura a creatore garantisce denti tagliati con precisione con rumore e vibrazioni minimi, garantendo che le vostre unità automobilistiche o industriali trasmettano potenza in modo uniforme e affidabile, lotto dopo lotto.
Ottieni un preventivo immediato