
Custom injection mold tooling services often attract clients who prioritize precision; however, during the initial mold trial, many frequently encounter thorny issues such as fixing bubbles, uncured, and sticking in resin molds. The primary problem is that typical tooling shops do not account for proper venting, inconsistent heat control on the mold steel, and imbalance in ejector design that lead to common problems of flash, voids, and parts sticking, preventing automation from occurring on the assembly line.
LS Manufacturing’s custom injection mold tooling services are a high-precision, closed-loop manufacturing solution that comprehensively resolves critical defects—such as flash, voids, and part sticking—through precision DFM, advanced venting, and closed-loop process control.

Custom Injection Mold Tooling Services: Defect Elimination Guide
| Defect Type | Core Solution | Resulting Quality |
| Flash (Burn Marks) | High-quality tool steel with automated clamp force control. | Clean edges with no need for trimming. |
| Voids (Air Traps) | Micro-venting (depth of 0.01-0.02mm). | Solid and fully formed parts without any defect. |
| Part Sticking | 1° wall draft with SPI A1 (the highest grade mirror-polish standard) polished cavity surfaces. | Automatic part ejection without damaging custom injection mold tooling parts. |
| Sink Marks | Requires conformal cooling and a consistent wall thickness design. | Produces parts that are cosmetic and ready for finishing without sink marks. |
| Short Shots | Requires optimization of the gate and hot runner system. | Fills complex geometries consistently without any underfill. |
| Process Control | Real-time process control using sensors and SPC is required. | Suppresses defect lots and enables consistent long-term performance. |
Conclusion: As shown below, micro-venting and automated clamping reduce scrap rates to near-zero.
Key Takeaways:
- Precision Tooling Prevents Flash: High-grade, hardened tooling and accurate alignment are crucial for avoiding flash problems.
- Venting is Critical for Integrity: Strategic micro-venting is an essential requirement to avoid void formation and achieve part density.
- Draft and Polish Enable Automation: Draft and polishing are crucial requirements that are a must for mass production.
- Process Monitoring is Proactive: Sensor information and statistical process control are essential to ensure process stability.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
You may find plenty of theoretical material online about precision injection molding. But this guide is unique. It’s crafted by our team of experts in tooling and injection processes who face warpage issues every day. All our design rules and principles have been checked and confirmed with the engineering guidelines of Verein Deutscher Ingenieure (VDI).
Our designs and molds have to maintain dimensional stability because they include lenses for semiconductors, channels for diagnostic devices, and other aerospace components. For this reason, our whole quality assurance process has to comply with International Organization for Standardization (ISO) standards since precision and accuracy are vital aspects of those applications.
We gained all this experience through years of mold trials, making mistakes and analyzing each warp and successful molding process we've encountered. We know how to use proper gate configuration for liquid crystal polymers, how to place cooling channels to avoid any stress for PEEK material, and how to use precise packing pressure to obtain perfectly molded net-shaped parts. Share our experience to design better molds and buy components that would meet your needs.

Figure 1: Technicians adjust a custom precision mold tooling to prevent part sticking in automotive production.
Why Do Premier Custom Injection Mold Tooling Services Prioritize Venting Velocity To Terminate Cavity Flash?
Our superior custom injection mold tooling services will concentrate on venting velocity because it focuses on solving the problem at its core. We are committed to matching the venting velocity with the sealing on the parting line so as to regulate the cavity pressure. In our technical process, we do the following:
Precision Parting-Line Sealing: The First Defense
The basis is the flawless seal along the parting line. We require machining on precision surface grinders for a complete seal with a gap tolerance of ≤0.01mm, which means for you a minimized accumulated error and reduced debugging costs, better than the industry norm of 0.03mm. The exceptionally tight seal resulting from the high-precision injection mold tooling prevents any molten material intrusion where there is an escape of gas, thereby forming the physical barrier for the flash prevention.
Optimized Vent Geometry for Transient Gas Evacuation
Proper vent design allows the necessary escape velocity. We use vents designed in a step pattern, located 2.5mm away from the product periphery and having a depth of 0.015mm to 0.02mm, to enable escape of gas in less than 0.02 seconds when filling at a high rate of ≥80 mm/s. This fundamental requirement in our injection molding design services ensures escape of high-pressure gas, preventing plate separation.
Integrated System for Zero-Defect Production
The combination of sealing and venting results in a closed system that manages the pressure. This eliminates the sudden pressure surge caused due to the trapped gas and hence reduces the prying force of >85%. It makes sure that all the available clamping forces are utilized and thus guarantees flash free mold tooling performance 24/7 with injection mold defect solutions through durable injection mold tooling.
Our technical approach redefines flash prevention by focusing on gas dynamics rather than clamping pressure. These protocols ≤0.01mm parting-line seals and engineered vent depths provide the proven system to prevent flash free mold tooling. Actionable vent depth which is inherent to our roduction-volume injection mold tooling promises reliability and cost-effectiveness as offered by premiere custom injection mold tooling services.

How Can Custom Precision Mold Tooling Design Suppress Air Entrapment To Ensure Void Free Injection Molding?
Void free injection molding requires careful management of flow front and volumetric shrinkage that is not achieved through process tuning alone. The predictive engineering behind our custom precision mold tooling solution eliminates air traps before production by creating densely packed, strong parts. Our process takes the difficult problem and solves it upfront to ensure strict automotive strength specifications are met:
Predictive Design via 3D Nonlinear Rheology Analysis
- Core Strategy: Filling simulation based on actual process parameters such as a mold temperature of 85°C and melt temperature of 240°C is used to identify late fill areas.
- Decision Trigger: If predictions of volumetric shrinkage variation are ≥1.2%, a gate redesign is required to avoid air trapping and underpacking, which becomes the basis of the simulation-driven injection mold tooling.
Strategic Gating Optimization for Uniform Packing
- Corrective Action: Using fan gates to distribute the flow and avoid high shear rates compared to standard gates.
- Technical Specification: Gate width is accurately designed to be 65-75% of the thickness of the thickest area of the mold.
- Outcome: This guarantees optimal transfer of pressure into the cavity core while maintaining the holding process, an essential characteristic of high-performance injection mold tooling.
Integrated Process for Guaranteed Density
- System Result: The engineered gate and feed system provide optimal pressure distribution, which minimizes residual stress by up to 45%.
- Final Validation: The solution developed by us ensures 100% part density and strength within the mold, which ensures void free injection molding and dense-structure injection mold tooling.
Our solution lies in a preemptive engineering technique, which ensures void-free parts by design. The use of 3D rheology analysis and gate placement results in an advanced injection mold tooling system that avoids air entrapment altogether. This results in part integrity, and effective injection mold defect solutions are established, thus forming our technical injection mold tooling service standard.
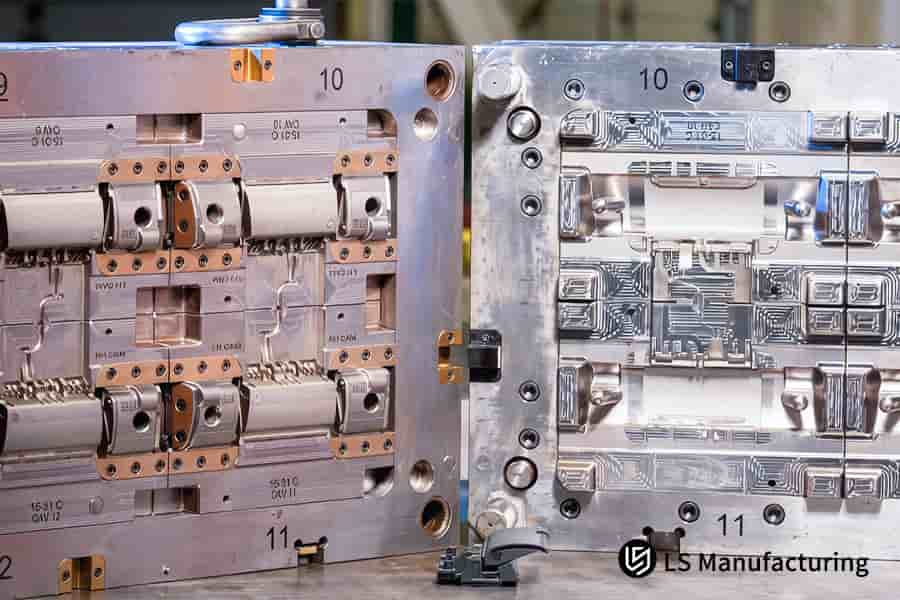
Figure 2: Flash free mold tooling forms multiple plastic forks in polished stainless steel cavities.
Which Ejection Balance Metrics Prevent Part Sticking Mold During Automated High-Volume Production?
Part sticking and improper ejection become key issues when considering lights-out injection mold tooling. Through an understanding of forces acting on the mold and the surfaces involved, we ensure that all ejectors operate at optimal performance in our custom injection mold tooling services.
| Solution Pillar | Technical Implementation |
| Force Balance Analysis | Pre-production analysis predicts demolding resistance, which allows for proper placement of ejection pins, maintaining strict ±0.5° accuracy to prevent part sticking mold. |
| Optimized Ejection Dynamics | 15-25 mm/s speed curve is used to avoid stress concentration, a key feature of synchronized-ejection injection mold tooling. |
| Advanced Surface Engineering | DLC coating (Diamond-Like Carbon nano-coating with low friction profile) (HV >2200) is applied to core surfaces, lowering friction coefficient to ≤0.1, core injection molding troubleshooting service. |
| Validated Production Standard | Through repeated success in thousands of cycles, this approach guarantees 100% predicable demolding, ensuring high-uptime injection mold tooling. |
Note: The comparison matrix above demonstrates that moving from reactive parameters adjustment to tool-steel level precision and micro-venting fundamentally secures zero-defect production. Eliminate mold sticking and secure uninterrupted high-volume runs. Leverage our DLC coating and synchronized ejection expertise. Contact LS Manufacturing to discuss your project and request a feasibility review.
Why Does Dynamic Multi-Zone Thermoregulation Dominate The Efficiency Of Injection Mold Defect Solutions?
Dynamic multi-zone thermoregulation eliminates mold warpage and flash by achieving a ±1.5°C uniform surface temperature. The ability of dynamic multi-zone thermoregulation to solve defect problems is due to the elimination of the source of the problem – thermal unbalance. Traditional cooling systems generate temperature differences of more than 25°C on the surfaces causing warp and flashing. Our solution uses exact conformation cooling to produce uniform temperatures of ±1.5°C, providing injection mold defect solutions:
Replacing Inefficient Traditional Cooling
Coolant passages following straight lines cannot replicate the complex shape of the part. Hence, there is uneven cooling resulting in differential cooling, stress, and defects. It is reactive and inefficient. We introduce an approach that replaces this reactive solution with a proactive solution based on physical principles to create precision-temperature injection mold tooling.
Engineering Precision with Conformal Channels
To achieve our objectives, we use 3D printing technology to print out the cooling channels, which are designed to follow the cavity shape. The key factor to watch is keeping the 8 mm distance between the channel and the surface of the mold. This ensures uniform heat extraction, directly addressing thermal gradients to eliminate flash voids sticking at their origin, a core benefit of defect-prevention injection mold tooling.
Validating Performance with Data-Driven Metrics
The effectiveness of the system lies in its practical results. In bringing the difference in temperature throughout the whole mold down to ±1.5°C, we reduce the thermal stress responsible for warpage. This uniformity enables cycle time reductions of over 35% and delivers dimensionally stable parts from custom precision mold tooling, a hallmark of multi-zone injection mold tooling.
Our technique goes beyond simple cooling, because we build thermal uniformity in the mold itself. The 8mm standoff and ±1.5° Celsius temperature regulation range provide tangible requirements for avoiding defects before they happen. Our process removes the twin uncertainties of quality and productivity, resulting in consistently efficient production. [Download Our Injection Molding Defect Troubleshooting Handbook] to optimize your current production parameters.
How Do Material Formulation Alignment And Core-pulling Mechanics Eliminate Flash Vids Sticking Simultaneously?
Concurrent avoidance of flash, voids, and sticking is possible when material behavior and mechanics are carefully matched, a core competence of our injection molding design services. The integration of these two processes explains our philosophy for our defect-elimination injection mold tooling service. Specifically, in dealing with semi-crystalline polymers with high shrinkage (1.8%-2.2%) such as PA66+30%GF, our process guarantees:
Advanced Core-Pulling Mechanism for Flash Prevention
- Critical Upgrade: Switch from a one-step slide to a two-stage hydraulic locking core pull operation.
- Technical Rationale: This will help prevent mechanical backlash and wear-related clearance, which lead to flash when there is high pressure, a critical requirement of our custom precision mold tooling.
- System Integration: The process will run in coordination with 150 MPa clamping pressure, which is essential for high-pressure injection mold tooling for flawless sealing.
Precision Process Control to Eliminate Voids
- Targeted Intervention: Introduce a staged velocity profile during the final packing phase.
- Specific Action: As fill approaches 98%, decrease speed to 12 mm/sec.
- Defect Prevention: By slowing the process down, we effectively prevent anisotropic shrinkage due to fiber orientation, which is responsible for creating voids and one of the main benefits of void-free injection mold tooling.
Material-Specific Crystallization Management
- Core Strategy: Coordinating process parameters to control the kinetics of material crystallization.
- How It Works: The use of a high and stable holding pressure (150 MPa) together with an accurate fill profile allows controlling cooling and solidification.
- Final Result: This ensures uniform shrinkage without the resulting stress, aiding directly in the eliminate flash voids sticking.
Our approach combines mechanical invention with material science. The two stage locked core pull and 150 MPa pressure avoids flash, while the 12 mm/s end-of-fill velocity profile avoids voids. This combined process approach controls crystallization to avoid sticking, creating an all-in-one system that is able to preemptively solve the challenges of the toughest engineering polymers, by means of crystallization-controlled injection mold tooling.
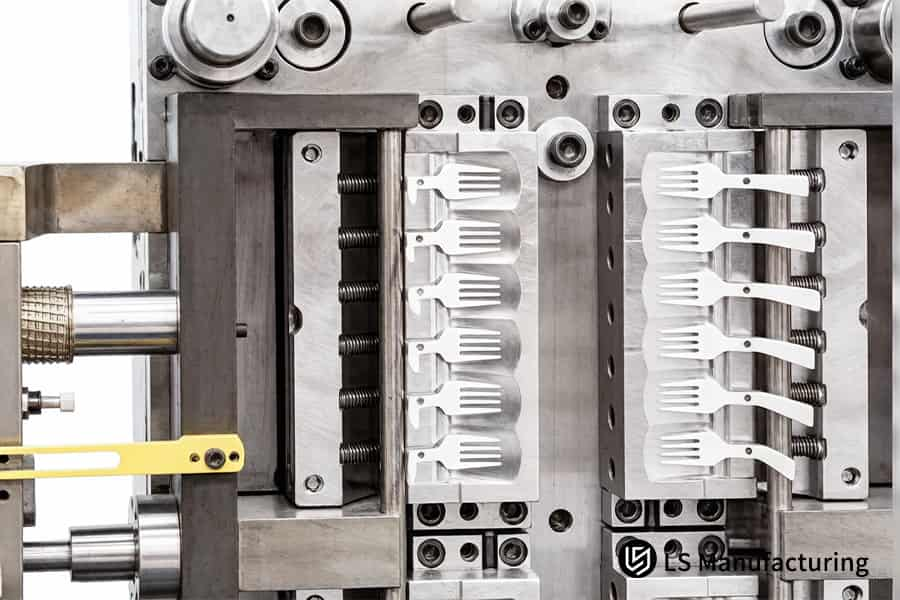
Figure 3: Custom injection mold tooling services machine aluminum cavities marked 10 and 11 for production.
Case Study: How Did LS Manufacturing Deliver Flash-Free Automotive Connector Tooling For A German Automotive Tier-1 Supplier?
The custom injection mold tooling services provided by LS Manufacturing helped solve the problem at its root cause, demonstrating our expertise in high-volume injection mold tooling with flash free mold tooling and void free injection molding:
Client Challenge
The customer experienced critical problems with their 48V high voltage connector fabricated from high flow PBT+15%GF. Mold from another supplier had generated excessive flash (0.12 mm) at the parting line and internal voids, which resulted in 18.5% part failure rate during the assembly process. This issue has compromised the ability to pass the high-voltage insulation test resulting in possible loss of millions of euros and a shutdown of the production line.
LS Manufacturing Solution
Through the high-stability injection mold tooling, the variation in the cavity surface temperature was decreased from 28°C to ±1°C. During initial flow testing, an unexpected anisotropic shrinkage occurred due to fiber alignment. A full redesign was then carried out, beginning with a comprehensive analysis for DFM. The solution incorporated the use of premium-grade hot-work tool steel (greater than HRC 52) combined with 5-axis CNC machining to ensure that tight parting line fits were achieved, where clearance was maintained at ±0.008mm. At the same time, there was a redesign of the venting system along with 12 conformal cooling channels using the process of metal 3D printing.
Results and Value
According to the industry standard benchmarks for high-voltage connectors, the typical scrap rate revolves around 3-5%, whereas LS Manufacturing's solution achieved an unprecedented 0.05%. These results were confirmed through on-line CMM measurement. Flash was eliminated, as the measurements showed less than or equal to 0.005mm, while the internal void content was reduced by 98.5% – resulting in true void free injection molding. There was a decrease in cycle time of 24%, while the yield on the automated assembly line was achieved at 99.95%. With this injection mold tooling, the client was able to avoid huge financial penalties and three more two-shot molds worth contracts followed.
This project highlights our ability to address highly complicated and critical issues related to manufacturing through proper engineering principles. By addressing the main problem factors such as poor fitting, inadequate cooling, and incorrect venting with exact specifications of ±0.008mm clearances and ±1°C temperatures, we offer guaranteed flash free mold tooling. This data-based method is what our custom injection mold tooling services rely on, especially when a problem can cost millions.
Prove ±0.008mm fit and 98.5% void reduction for your high-voltage parts. Submit your connector design to validate a flash-free process and lock in a production timeline.

Why Is Analytical Injection Molding Troubleshooting Service Essential Before Finalizing Steel Cutting?
Performing pre-emptive analysis during injection molding troubleshooting service prior to any steel cutting is the most optimal approach to avoid unnecessary and expensive modifications of molds. This approach is one of the key principles of our simulation-driven injection mold tooling, as it allows simulating the entire process of production to discover and eliminate possible problems with flow, packing, and cooling prior to manufacturing the tooling.
| Phase | Technical Implementation & Rationale |
| Pre-emptive Analysis | Using nonlinear flow solvers to simulate the resin flow process, discovering potential defects such as air trap without any steel being cut down, which is essential in injection mold tooling. |
| Pressure Gradient Monitoring | Cavity pressure analysis using a 0.001 second interval, where a greater than 15% gradient indicates a high risk of voids or sticking issues. |
| Risk Mitigation Action | Modification of gate and cooling designs within a computerized simulation, preemptively eliminate flash voids sticking issues. |
| Client Value Realization | This injection molding design services eliminates four to five trial shots that would have been required otherwise, and reduces tooling costs by about 70%. |
Through our sub-second pressure dynamics analysis and requirement that there be a 15% gradient limit, we offer a data-driven road map towards success. This approach tackles the key issues of expensive trials and poor quality parts faced by clients directly, thus making sure that the eventual tooling will be based on proven designs. This pre-validated injection mold tooling assures guaranteed manufacturability and cost savings in valuable projects.

Figure 4: The precision aluminum and steel mold components enable flash and void free injection molding in production.
Why Choose LS Manufacturing As Your Premier Supplier For Custom Precision Mold Tooling And Cost-Efficient Manufacturing?
Selecting LS Manufacturing as your preferred supplier can be described as making a wise choice towards ensuring the cost-efficient manufacturing of parts with assurance of accuracy. We achieve this by incorporating all aspects of certified quality systems, advanced manufacturing processes, and engineering support, enabling us to make intricate parts designs into highly productive manufacturing tooling. These include:
Certified Process Integration for Predictable Quality
As a certified company by ISO 9001:2015 and IATF 16949:2016, we integrate quality process management systems, and not merely certifications, as this ensures every step in the process from beginning to end, including material certification, to the final inspection of the products is well managed. This will enable us to provide all custom precision mold tooling products.
Advanced In-House Machining for Unmatched Tool Stability
The tools we use include advanced machining tools like Makino 5 axis machining centers and Sodick wire EDMs. The ability to manufacture these intricate designs in the exact size that we desire enables us to create perfect fits with thermal stability. This ability to have total control over the machining process is key to creating high-stability injection mold tooling in order to support non-stop production lines.
Proactive Design Partnership from Concept Stage
We add value with a thorough, free DFM report, completed within 24 hours of receiving your 3D data file (STEP, IGS, X_T). Our DFM report includes gate analysis, cycle time estimation, and optimization for venting. We provide all of this as part of our injection molding design services. This allows us to identify and resolve any manufacturability issues early on, which will help ensure that the custom injection mold tooling services we quote and deliver are realistic.
Our proven processes ensure process reliability, our owned state-of-the-art machinery ensures the quality of the tools, and our thorough design evaluation ensures manufacturability. Our total control from start to finish – including our integrated-solution injection mold tooling – addresses the key issues of project delays, over budget, and instability of manufacturing.
FAQs
1. What is LS Manufacturing's turnaround time for delivering flash-free mold tooling?
The regular production lead-time period for precision injection mold tooling ranges from 25 to 35 days. The company applies DFM optimization and can thus ensure that there is no flash larger than 0.01mm during T1 molding trials, which results in rapid approval of prototypes.
2. How do you mathematically guarantee a void-free injection molded structure for transparent, thick-walled parts?
The company uses 3D Moldflow simulations to control the holding pressure (which will remain above 120 MPa) while using high-flow runners with wall thicknesses >65%. As a result, crystallization shrinkage in the core regions can be controlled to ±0.2%.
3. What is the Minimum Order Quantity (MOQ) for custom injection mold tooling services at LS Manufacturing?
There are no set MOQ requirements for our customers. We provide individualized quotations even for a single mold for aluminum molds used in prototyping or a hardened steel mold with high durability capable of producing 1,000,000 pieces per year.
4. How does LS Manufacturing protect confidential 3D CAD files and customer Intellectual Property (IP)?
We implement rigorous, military-grade IP protection protocols. Before you upload your STEP drawings, we execute a legally binding Non-Disclosure Agreement (NDA); furthermore, all processing parameters and design drawings are stored throughout the entire workflow on isolated, encrypted servers.
5. What grades of tool steel do you utilize to completely prevent parts from sticking in the mold?
We primarily select premium mold steels from leading manufacturers such as Sweden's ASSAB and Japan's DAIDO (e.g., S136, NAK80). The core mold components undergo quenching treatment to achieve a hardness of HRC 52 or higher, with an optional DLC (Diamond-Like Carbon) nano-coating available for ultra-low friction.
6. If my current mold suffers from severe flash issues, can your injection molding troubleshooting service repair it?
Yes. Our mold repair service begins by performing a micron-level 3D CMM scan of the old mold's parting line to identify any deformed areas. We then utilize precision laser welding to repair the material, followed by high-precision 5-axis CNC milling to restore the mating clearance to within a tolerance of ±0.01mm.
7. How do your custom injection mold tooling services mitigate raw material market price fluctuations for customers?
We have signed annual bulk purchasing agreements with leading international raw material giants such as BASF and DuPont. Our robust buffer mechanism for engineering plastics inventory ensures that the tiered pricing for mass production remains insulated from external market fluctuations for a period of 12 months.
8. What quality inspection reports will I receive with my custom precision mold tooling delivery?
Included with the mold delivery is a comprehensive package comprising: full steel mill material certificates, heat treatment hardness test reports, CMM dimensional inspection reports, complete digital files for DFM and mold flow analysis, and a minimum of 50 qualified T1 trial samples. Please contact us for a free quote.
Summary
Eliminating flash, voids, and sticking requires seamless integration of expert mold tooling and digital-twin mold-flow science. LS Manufacturing controls parting-line gaps to ±0.008mm, engineers micron-level vents, and uses conformal cooling to eradicate defects at the source. We prove expertise through data and mold-making experience, helping high-end manufacturers avoid costly redesigns and turn designs into flawless, lasting assets.
Struggling with flash, voids, or stuck parts? Stop letting substandard molds drain your budget. Click “Free Evaluation and Quote” to upload your 3D CAD files. Within 24 hours, receive a detailed injection mold tooling DFM report with flow and ejection analysis, plus a transparent tiered quote—and achieve 100% yield from the first shot.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


