
La scelta del processo di fusione è un passaggio fondamentale nel processo di realizzazione dei prodotti, avendo un'influenza diretta sulle prestazioni finali e sui costi di produzione. Vari percorsi di processo definiscono le caratteristiche qualitative significative dei componenti metallici, tra cui densità interna, proprietà meccaniche e precisione dimensionale , che hanno effetti importanti sull'affidabilità, la durata e la competitività del prodotto sul mercato. Inoltre, il piano di processo è un fattore chiave del consumo di materiale, consumo di energia, investimento nella muffa e successivi sovrametalli di lavorazione ed è uno dei principali strumenti per il controllo dei costi complessivi. Di conseguenza, un'attenta analisi dei processi e una selezione anticipata all'inizio della progettazione e della produzione sono essenziali per l'ottimizzazione tecnica ed economica e sono strategicamente importanti per la redditività complessiva di un'azienda. Di seguito, discuteremo due dei grandi processi di fusione : fusione a cera persa e fusione in sabbia , per arricchire la tua comprensione.
Riferimento rapido per il confronto delle dimensioni del nucleo tra fusione a cera persa e fusione in sabbia
| Dimensioni di confronto | Colata di investimento | Colata in sabbia |
| Precisione e Qualità | Estremamente alto • Precisione dimensionale (CT7-9) • Finitura superficiale (Ra 1,6-6,3μm) • Quasi nessuna bozza |
Relativamente basso • Ampie tolleranze dimensionali (CT10-13) • Rugosità superficiale (Ra 12,5-50μm) • Bozza obbligatoria |
| Caratteristiche di costo | Costo unitario elevato, costi successivi bassi • Elevati costi di produzione di stampi/gusci • Adatto alla produzione su larga scala per ripartire i costi • Bassi sovrametalli di lavorazione successiva, con conseguente risparmio |
Costo unitario basso, costi successivi elevati • Costi di produzione degli stampi molto bassi • Adatto per la produzione di pezzi singoli su piccola scala • Elevati tolleranze successive per pulizia e lavorazione meccanica, che comportano costi elevati |
| Applicazioni | Particolari complessi e di precisione di piccole e medie dimensioni • Materiali: acciaio legato, acciaio inossidabile, ecc. • Caratteristiche: cavità complesse, pareti sottili, motivi fini • Applicazioni: rotori di turbine, dispositivi medici, pale aerospaziali |
Pezzi di grandi e medie dimensioni con strutture semplici • Materiali: fusione di alluminio, ghisa e quasi tutti gli altri metalli • Caratteristiche: Telai, basi e involucri di grandi dimensioni • Applicazioni: basamenti di macchine utensili, corpi di valvole e pompe, blocchi motore |
| Decisione chiave | Scegli la fusione a cera persa per parti snelle e complesse e la fusione in sabbia per parti di grandi dimensioni a basso costo. |
|
Perché fidarsi di questa guida? Esperienza pratica degli esperti LS
Noi di LS comprendiamo le frustrazioni quotidiane legate alla traduzione di un design innovativo in componenti affidabili e di precisione. La nostra competenza risiede nell’esperienza reale. IL Team di ingegneri LS ha anni di esperienza nel mondo reale e casi di successo nel campo della microfusione di precisione . Immaginate, ad esempio, il corpo di una valvola idraulica ad alta pressione per uno specifico motore aeronautico. Questo modulo ha uno schema molto complesso e richiede circuiti dell'olio interni altamente precisi. I metodi di fusione tradizionali offrono scarsi rendimenti e alti livelli di variazione delle prestazioni. Gli esperti di LS utilizzano un modulo proprietario di solidificazione direzionale e di controllo per controllare da vicino l'intero processo di fusione a cera persa. Ciò non solo consente lo sviluppo di cavità complesse in un unico passaggio, ma aumenta anche significativamente la densità della microstruttura e l'uniformità della composizione, garantendo che le prestazioni del prodotto soddisfino esattamente le rigorose specifiche aeronautiche.
Scegliere LS porta molto più di una semplice tecnica di lancio; offre un approccio completo, comprovato e affidabile, definito dai leader di mercato. La nostra attitudine intrinseca alla "redenzione del processo" ci consente di trasformare forme apparentemente impossibili in prodotti funzionali con prestazioni eccellenti e costi contenuti, aggiungendo in modo efficace la competitività di base intrinseca ed eliminando i rischi del progetto. Tutta questa profonda esperienza costituisce la solida base per questo solido manuale.
Che cos'è il casting di investimento? Perché è il "re della fusione di precisione"?
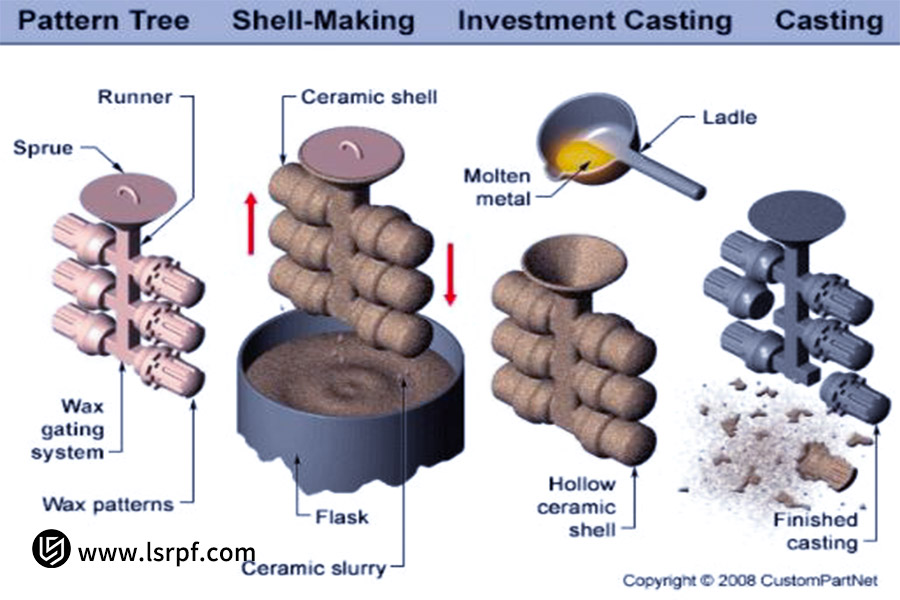
La fusione a cera persa , nota anche come fusione a cera persa , è un processo che crea fusioni di precisione costruendo un modello in cera usa e getta, applicando strati refrattari per formare il guscio, quindi bruciando il modello a cera persa e fondendo il metallo fuso. È " Il re della fusione di precisione " perché non ha eguali nella capacità di stampaggio e nelle prestazioni complessive.
I principali punti di forza di questo processo sono tutti concentrati in tre aree:
- Presenta una precisione dimensionale di gran lunga migliore ed eccellente finitura superficiale , consentendo la produzione di parti dalla forma quasi perfetta con una notevole riduzione al minimo della quantità di lavorazione secondaria.
- La microfusione possiede una capacità senza precedenti nel trattare geometrie complesse , consentendo l'integrazione stampaggio di componenti con cavità estremamente complesse, modelli complessi o pareti estremamente sottili, un'impresa molto difficile da ottenere con altri metodi.
- Ha un'ampia compatibilità con i materiali e può essere utilizzato con quasi tutte le leghe , soprattutto con ottime prestazioni nelle fusioni ad alte prestazioni acciaio inossidabile , leghe ad alta temperatura e altre leghe speciali.
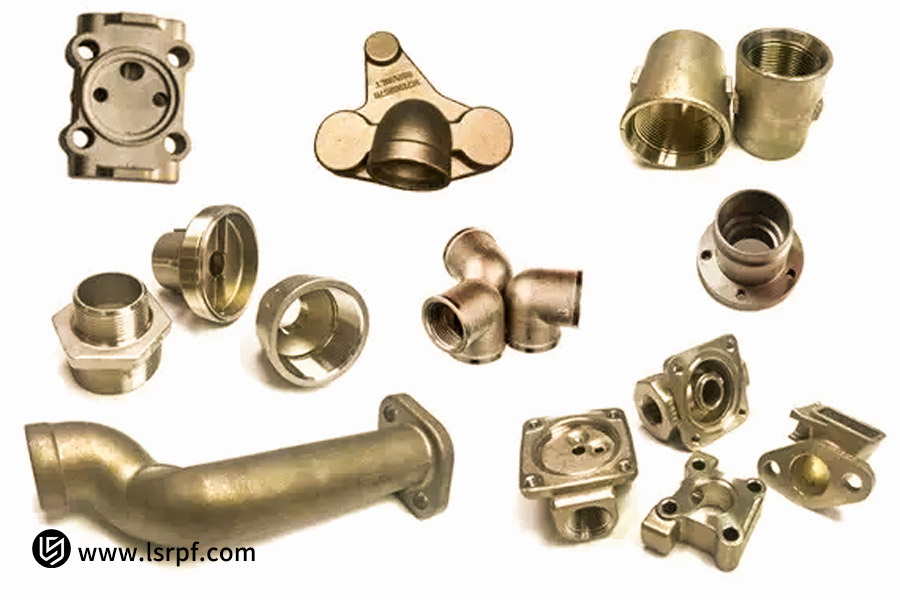
La microfusione è emersa come un processo di produzione inevitabile per componenti di qualità ad alta precisione, dalle pale delle turbine dei industria aerospaziale alle articolazioni artificiali del settore medico , fino a componenti complessi di apparecchiature di alta qualità. Combina armoniosamente design complesso, alte prestazioni ed economia ed è quindi il "Re della fusione di precisione".
In che modo la fusione in sabbia può dominare il mercato dei componenti per carichi pesanti a prezzi bassi?
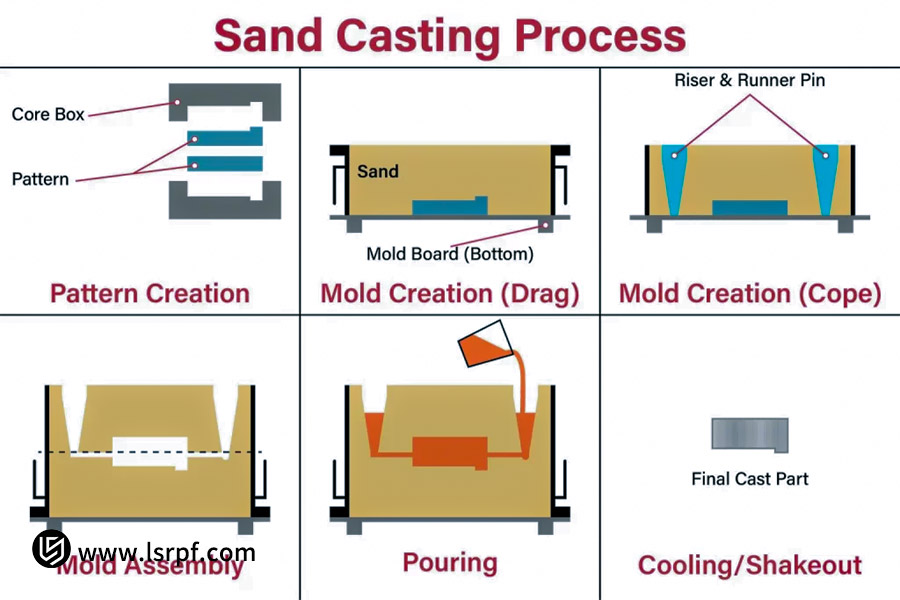
La fusione in sabbia , con i suoi ineguagliabili vantaggi in termini di costi e l’eccellente flessibilità , è ora la preferita in assoluto per la produzione di componenti pesanti. La sua posizione come processo preferito per le unità di metalli pesanti non è dovuta alla sua altissima precisione, ma al suo carattere economico e flessibile combinato, che soddisfa esattamente i requisiti di base del settore dei componenti pesanti.
Questa competitività di base si fonda su tre considerazioni:
- Innanzitutto ha costi di stampo molto bassi . Gli stampi in legno o in resina sono economici e veloci da produrre, quindi particolarmente adatti per produzioni one-shot o piccoli lotti, evitando pesanti investimenti iniziali.
- In secondo luogo, la tecnica ha un’eccellente flessibilità. Gli stampi in sabbia sono virtualmente vincolati dalle dimensioni della parte, dal peso o dalla complessità della struttura, il che significa che qualsiasi cosa, dai basamenti di macchine utensili di molte tonnellate agli enormi blocchi motore, può essere stampato integralmente.
- Infine, la fusione in sabbia ha una vasta gamma di materiali , il che significa tutto, dal comune ghisa e dall'acciaio ad altri metalli non ferrosi.
La fusione in sabbia è quindi un processo di produzione insostituibile e ineludibile in settori attenti ai costi e orientati alla funzionalità, come quello pesante macchine utensili , attrezzature elettriche di grandi dimensioni e macchine da scavo. Offre la capacità di fondere componenti metallici massicci al costo più basso disponibile. Tale impareggiabile rapporto costo-efficacia è la spiegazione fondamentale del fatto che ha sopraffatto il mercato dei componenti pesanti.
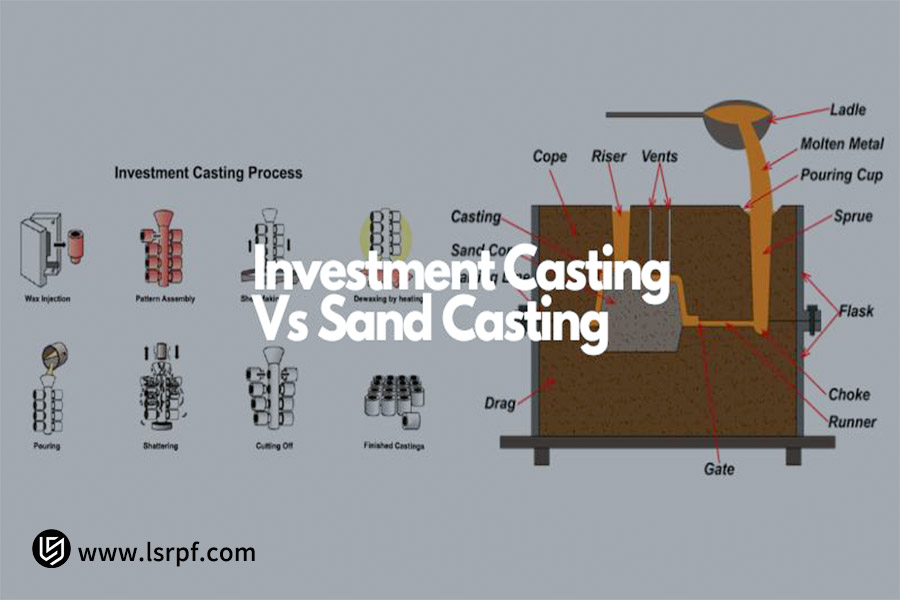
Un compromesso critico: un confronto tra la fusione a cera persa e la fusione in sabbia Cinque dimensioni essenziali
Nelle scelte critiche di progettazione e produzione del prodotto, la scelta del processo di fusione è spesso un compromesso tra efficienza, economia e prestazioni. Essendo processi consolidati, la fusione a cera persa e la fusione in sabbia rappresentano due paradigmi tecnologici distinti, ciascuno dei quali dà priorità alla precisione e alla parsimonia. Comprenderne le differenze intrinseche non è vincente, ma consiste semplicemente nel farle corrispondere alle specifiche dei progetti. Le seguenti cinque differenze chiave sono un tentativo di mostrare un chiaro processo decisionale e di aiutarti a raggiungere la soluzione ottimale a questa decisione critica.
| Dimensioni di confronto | Colata di investimento | Colata in sabbia | Chiave per vincere |
| Precisione e qualità della superficie | • Precisione dimensionale estremamente elevata (grado CT 7-9) • Superficie liscia (Ra 1,6-6,3μm) • Bozza prossima allo zero, contorni decisi |
• Enormi tolleranze dimensionali (grado CT 10-13) • Finitura grossolana (Ra 12,5-50μm) • È richiesto uno sformo, con bava sulla linea di giunzione. |
La fusione a cera persa utilizza stampi in ceramica usa e getta e non ha una superficie di separazione, quindi viene definita " re della fusione di precisione". |
| Struttura dei costi | Costo unitario elevato, costi successivi bassi • Costo elevato dello stampo: progettazione e produzione complesse di estrusioni metalliche • Costo unitario basso: ideale per la produzione di massa per distribuire i costi • Basso costo successivo: ridotti sovrametalli di lavorazione, che riducono al minimo i costi di lavorazione |
Costo unitario basso, costi successivi elevati • Costo dello stampo estremamente basso: stampi in legno/resina economici e facili da produrre • Costo unitario elevato: ideale per la produzione di un singolo articolo/piccoli lotti • Costi successivi elevati: quote di pulizia, lucidatura e lavorazione pesanti. |
La fusione in sabbia offre vantaggi ineguagliabili in termini di costi e velocità in piccoli lotti e produzione di prototipi . |
| Complessità progettuale | Vincere • Può fondere parti molto complesse • Ideale per la fusione di cavità complesse, pareti sottili (fino a 0,5 mm) e dettagli fini • Facilita la fusione integrale, riducendo le parti di assemblaggio |
• Le strutture non devono essere troppo complesse • Limitato dalle superfici di divisione e dagli angoli di sformo • Difficile realizzare cavità complesse e caratteristiche estremamente piccole. |
La microfusione offre ai progettisti una capacità di modellatura a forma libera quasi illimitata. |
| Adattabilità dei materiali | Ampio • Adatto per quasi tutte le leghe, in particolare leghe resistenti al calore, acciaio inossidabile e acciai speciali. |
Molto ampio • Adatto per la fusione di quasi tutti i metalli, i più comuni sono la ghisa, l'alluminio fuso e le leghe di rame. Cravatta. |
Entrambi possiedono un'ampia versatilità dei materiali, ma gli aspetti economici sono diversi a seconda dell'andamento del costo dei materiali. |
| Ciclo produttivo ed efficienza | Tempo di ciclo lungo, più adatto per la produzione di massa • Lunghi processi di realizzazione di stampi, conchiglie, deparaffinazione e cottura • Lungo tempo di preparazione iniziale ma altamente efficace all'avvio della produzione di massa • Basso tasso di produzione, non adatto a lavori di crisi. |
Tempo di ciclo breve, adatto per una risposta rapida • Realizzazione rapida di stampi (poche ore al giorno) • Cicli rapidi di stampo e colata • Ideale per prove rapide e consegne con tempi di consegna brevi. |
La fusione in sabbia è più flessibile in termini di velocità di consegna e reattività alle modifiche di progettazione. |
- In breve, la differenza tra fusione a cera persa e fusione in sabbia è fondamentalmente una scelta tra le due filosofie del "miglioramento costante" e dell'"efficienza economica".
- Il primo, con la sua precisione impareggiabile e lo stampaggio complesso, è la prima scelta del componente di precisione di fascia alta;
- quest'ultimo, con la sua impareggiabile flessibilità dei costi e lo stampaggio per carichi pesanti, domina il mercato dei carichi pesanti.
- Infine, la scelta dovrebbe riguardare le priorità del prodotto: puntare alle prestazioni e alla complessità massime o conciliare l'economia e il ritmo della produzione di massa. Questo contrasto offre una solida base per la vostra decisione strategica.
Quanto possono essere complessi i progetti di fusione di investimento?
L'investimento operazione di fusione , il "Re della fusione di precisione", ha una competenza chiave competitiva nell'avere la capacità di trasformare in realtà i concetti più selvaggi dei designer. Può superare quasi tutte le limitazioni geometriche imposte dai processi di produzione tradizionali e godere quindi della completa libertà di soddisfare i fattori finali di funzionalità, leggerezza e integrazione del prodotto.
Questa capacità di dare vita a progetti complessi si articola principalmente in tre modi:
- Rende possibile lo stampaggio one-shot di componenti con cavità interne estremamente dettagliate, passaggi curvi e recessi nascosti , come i complessi condotti di raffreddamento delle pale delle turbine dei motori, componenti che non possono, o sono difficili, da produrre con altri mezzi.
- Ha un'eccellente capacità di colata a parete sottile per colare strutture leggere con spessori di parete fino a circa 0,5 mm, conservando un peso sostanziale della parte senza sacrificare la resistenza. In terzo luogo, rende possibile l’integrazione funzionale definitiva.
- Attraverso una progettazione avanzata, parti complesse che altrimenti dovrebbero essere composte da molte parti separate vengono combinate in un'unica fusione integrale rigida, eliminando completamente la perdita di resistenza e gli errori di assemblaggio associati ai giunti.
Questo è il motivo per cui i prodotti che incorporano i livelli più sofisticati di esperienza nel design industriale, dalle pale delle turbine degli aerei nell'aviazione con intricati sistemi di raffreddamento ai dispositivi ortopedici porosi in medicina che riproducono esattamente lo scheletro umano, si basano tutti sulla tecnologia della fusione a cera persa. Non è solo un processo di stampaggio; è un facilitatore dell'innovazione dirompente, disaccoppiando completamente la sofisticatezza del design dai confini della produzione.
Caso di studio LS: il percorso di redenzione del processo per i corpi valvola idraulici dell'aviazione
I corpi delle valvole idrauliche dell'industria aerospaziale sono il "fulcro centrale" della gestione dei movimenti critici e la loro qualità è direttamente correlata alla sicurezza di volo e alle prestazioni del sistema.
Sfide incontrate
Un'azienda di hardware per l'aviazione doveva produrre un corpo di valvola idraulica nuovo di zecca ed estremamente intricato. Il corpo della valvola contiene una complessa rete di canali di flusso irregolari che si intersecano per fornire un controllo idraulico preciso. I tradizionali processi di fusione in sabbia o meccanici non solo richiedono costi elevati per lo stampo e tempi di consegna lunghi, ma creano anche numerosi fori di processo e canali di flusso diretti, che danno luogo a parti massicce e ingombranti. Inoltre, soffrono anche di una significativa perdita di pressione del fluido interno e di un consumo energetico scioccante. Inoltre, costoso materiali di livello aerospaziale vengono sprecati nella produzione sottrattiva standard, facendo ancora una volta aumentare i costi complessivi.
Correzioni tradizionali
Sacrificare la progettazione, tagliando gli angoli nella disposizione del canale di flusso e applicando una produzione segmentata seguita dall'assemblaggio a scapito delle prestazioni e dell'affidabilità del sistema; oppure investire molto tempo e capitale nella creazione di stampi complessi con elevati livelli di scarto. Entrambi gli approcci faticano a soddisfare contemporaneamente le prestazioni complessive, il peso, il ciclo di consegna e le specifiche di costo, rappresentando una sfida significativa per i clienti.
La soluzione innovativa di LS
Dopo aver condotto un’analisi dettagliata dei punti critici del cliente, il team tecnico ha sviluppato una nuova soluzione combinata di fusione a cera persa con la produzione additiva (AM) come nuova soluzione. Questa soluzione non è solo una sostituzione del processo; si tratta di una riprogettazione e reingegnerizzazione completa del processo di produzione.
La creazione di valore di LS
Non si tratta solo di innovazione tecnologica; è un processo di creazione di valore in cui prestazioni e convenienza si fondono. Il suo valore è in:
- Facilitare la progettazione innovativa: eliminare i blocchi produttivi dei processi tradizionali, consentendo agli ingegneri di concentrarsi sulla realizzazione funzionale e sbloccare il potenziale illimitato della progettazione del prodotto.
- Semplificazione del processo di produzione: riduzione significativa dei cicli di creazione e consegna di nuovi prodotti (da settimane a mesi), consentendo ai clienti di cogliere le opportunità di mercato.
- Migliorare la competitività complessiva: consentire ai clienti di ottenere prestazioni all’avanguardia controllando allo stesso tempo i costi di produzione complessivi, ottenendo così un vantaggio tecnologico sul mercato.
Realizzando questa rivoluzione tecnologica dei corpi delle valvole idrauliche degli aeromobili, LS dimostra ancora una volta la sua completa esperienza di processo e la sua leadership nell'integrazione della tecnologia più recente e offre ai clienti una nuova finestra verso una produzione ad alte prestazioni, efficiente e redditizia.
In che modo i servizi di casting di investimento online riducono i tempi di consegna del 50%?
Le società di casting di investimento online stanno utilizzando l’innovazione dei processi e l’innovazione tecnologica per ridurre di oltre la metà i tempi di consegna tradizionali di settimane . Non si tratta solo di un miglioramento dell'efficienza; si tratta di una revisione completa dalla progettazione alla produzione. Il suo obiettivo principale è eliminare le restrizioni legate allo stampo con un flusso di dati libero e il massimo controllo della produzione. La chiave di una riduzione così radicale è contenuta in tre cambiamenti fondamentali:
Produzione senza modelli e stampaggio digitale
Nella fusione a cera persa tradizionale, la creazione e la progettazione dello stampo richiedono settimane. I fornitori di servizi online generalmente utilizzano stampa 3D di livello industriale macchine per stampare direttamente i modelli in cera. Ad esempio, LS Company ha importato una stampante 3D Systems ProJet MJP 2500IC, in grado di stampare direttamente modelli di fusione in cera al 100% senza stampo. Ciò riduce a ore le settimane necessarie per preparare il modello in cera e consente l'incorporazione diretta nei processi di fusione standard.
Collaborazione e convergenza digitale
Le piattaforme online integrano efficacemente sistemi come CAD (progettazione assistita da computer), CAE (ingegneria assistita da computer) e MES (sistemi di esecuzione della produzione) attraverso la creazione di una piattaforma digitale integrata. L'integrazione riduce al minimo i silos di dati, consentendo un flusso regolare dall'ordine alle istruzioni di processo e al monitoraggio dei dati, riducendo i tempi e gli errori introdotti dalla duplicazione e dall'incoerenza dei dati.
Gestione intelligente della produzione e monitoraggio in tempo reale
Il sistema MES integrato garantisce una gestione avanzata del processo produttivo. Nel sistema sono disponibili sia la modalità di pianificazione in avanti che quella inversa per ottimizzare la pianificazione della produzione. Inoltre, il monitoraggio in tempo reale dei parametri delle apparecchiature (temperatura, pressione e tempo) nei principali processi di produzione delle conchiglie, deparaffinazione e fusione consente l'avviso di guasti e una risposta rapida, garantendo un coordinamento efficace di tutti i collegamenti e riducendo le attese e i tempi di inattività.
In sintesi, servizi di fusione di investimenti abilitati da Internet riducono significativamente i tempi di consegna attraverso l’eliminazione della produzione di stampi, la connessione e l’ottimizzazione della catena di fornitura digitale e il controllo intelligente della produzione. Aumentano anche la flessibilità e la controllabilità della produzione. Ciò li posiziona come i più adatti per le esigenze di produzione di piccole serie e di rapida iterazione, consentendo ai clienti di beneficiare di una maggiore reattività e competitività del mercato.
Analisi della struttura dei prezzi di produzione della fusione di investimento personalizzata
Il costo della microfusione riflette il suo processo complesso e i molteplici fattori di costo. Essere consapevoli delle componenti principali di una citazione è molto importante. La tabella seguente descrive in dettaglio le componenti di costo significative.
| Categoria di costo | Contenuto principale | Fattori chiave che influenzano |
| Costi dei materiali | Metallo, cera, materiale refrattario del guscio (ad esempio, costosa sabbia di zirconio) | Peso del pezzo, qualità del materiale, numero di strati del guscio nello stampo |
| Costi di processo | Resa del processo (peso di colata/peso totale di colata), consumo di energia, ore di manodopera | Complessità strutturale del pezzo, resa produttiva, durata del processo |
| Costi di post-elaborazione | Taglio, molatura, pulizia della sabbia, trattamento termico, test speciali (ad es. Raggi X) | Complessità della cavità, requisiti di finitura superficiale, standard di controllo qualità |
| Ammortamento amministrativo | Commissioni di gestione, tasse, profitti, allocazione delle perdite di rottami | Dimensione del lotto dell'ordine, efficienza operativa della fabbrica |
In breve, un preventivo personalizzato per una fusione di investimento è un'espressione integrata del costo del processo, dei materiali, della gestione e del rischio. Tra questi fattori, la resa del processo in funzione della progettazione della parte occupa il centro della scena nel controllo dei costi, e la dimensione del lotto dell’ordine è il punto di leva ottimale per influenzare il prezzo unitario. Pertanto, il controllo ottimale dei costi deriva dalla progettazione iniziale simultanea con i fornitori, piuttosto che dalle negoziazioni sui prezzi.
Processo decisionale in 3 fasi: quale processo dovresti utilizzare per il tuo progetto?
La scelta corretta della fusione a cera persa o della fusione in sabbia è essenziale per ottimizzare le prestazioni del prodotto e ridurre al minimo i costi . Non procrastinare di fronte a questa decisione; piuttosto, applica questo processo in tre fasi per decidere il percorso di processo migliore per il tuo progetto.
Passaggio 1: valutare le caratteristiche della parte e i requisiti di qualità
I fattori principali sono la complessità della parte, la precisione e i requisiti di finitura superficiale. Se la parte contiene cavità complesse, pareti sottili (meno di 3 mm) o richiede a finitura superficiale fine (Ra < 6,3μm), la microfusione è la scelta più chiara. Se, tuttavia, la struttura è semplice e ci sono tolleranze allentate, la fusione in sabbia è più economica.
Passaggio 2: considerare la scala di produzione e l'economia
La dimensione del lotto è il fattore più importante che determina i costi. La fusione in sabbia ha un costo dello stampo estremamente basso ed è quindi ideale per prototipi monopezzo, di piccoli ordini o per la produzione di massa. La fusione a cera persa comporta un elevato investimento iniziale nello stampo, ma il costo di ogni pezzo è in realtà distribuito su molte più unità, il che ha un ottimo rapporto qualità-prezzo.
Passaggio 3: pesare il materiale e il ciclo di consegna
Infine, controlla la compatibilità dei materiali (entrambi sono sicuri per la maggior parte delle leghe) e i tempi di spedizione. Ciclo della colata in sabbia è breve e può soddisfare rapidamente un bisogno urgente; Il ciclo della microfusione è lungo, ma offre una soluzione indispensabile per componenti complessi e precisi.
In breve, la chiave per decidere è abbinare esattamente il triangolo “complessità, volume e costo”. Tenendo presente la regola di scegliere stampi di rivestimento per complessità, dimensioni ridotte, produzione complessa e volumi elevati e stampi per sabbia per dimensioni grandi, produzione semplice, produzione rapida e basso costo, farai la scelta più tecnologicamente esperta.
Domande frequenti
1. Quali sono le principali distinzioni tra fusione a cera persa e fusione in sabbia?
Le principali distinzioni tra fusione a cera persa e fusione in sabbia sono precisione, costi e utilizzo. La microfusione è estremamente precisa e fluida ed è quindi adatta per parti complesse e minuscole, ma è anche estremamente costosa. La fusione in sabbia è economica e adatta a pezzi di grandi dimensioni, ma è anche estremamente imprecisa e ruvida. Pertanto, ogni volta che si sceglie un processo, è necessario considerare i requisiti particolari del prodotto.
2. In quali condizioni la fusione a cera persa dovrebbe sostituire la fusione in sabbia?
Usa la fusione a cera persa se hai bisogno di elevata precisione, finitura superficiale o lavori dettagliati come quelli medici o artistici . Utilizza la fusione in sabbia se hai bisogno di pezzi economici o di grandi dimensioni. Per parti di dettaglio di precisione, utilizzare la fusione a cera persa; per pezzi di grandi dimensioni utilizzare la fusione in sabbia.
3. La fusione a cera persa è significativamente più costosa della fusione in sabbia?
Sì, la fusione a cera persa è generalmente molte volte più costosa della fusione in sabbia. Questo perché la microfusione è complicata e richiede stampi costosi , quindi è adatta per parti di alta precisione. La fusione in sabbia richiede costi inferiori ma minore precisione e quindi presenta una differenza di costo di diverse volte. Se non sei sicuro della scelta, contattaci a LS, dove possiamo fornirti un processo gratuito di progettazione e selezione del prodotto.
4. È possibile utilizzare la fusione in sabbia per produrre parti di precisione in acciaio inossidabile?
La fusione in sabbia può essere utilizzata per produrre parti in acciaio inossidabile, ma la sua precisione è bassa e la rugosità superficiale è elevata. È ideale per pezzi di grandi dimensioni o non di precisione. Per le parti di precisione, la fusione a cera persa è più adatta e può mantenere dettagli elevati. Se il tuo prodotto in acciaio inossidabile non richiede alta precisione, la fusione in sabbia può ridurre i costi. Altrimenti consigliamo di utilizzare la fusione a cera persa.
Riepilogo
La fusione in sabbia e la fusione a cera persa non sono questioni di superiorità o inferiorità ma percorsi tecnologici intrapresi per vari progetti di prodotto. Con precisione senza pari, modellabilità complessa e finitura superficiale liscia , la fusione a cera persa è diventata la prima scelta per parti strutturali complesse e ad alta precisione. La fusione in sabbia, con il suo costo estremamente basso dello stampo, la flessibilità dimensionale senza pari e l'economia, domina saldamente i componenti strutturali semplici di grandi e medie dimensioni e la produzione di prova in lotti ridotti. Il successo del tuo progetto dipende dalla corrispondenza di questi due processi con la massima precisione.
Se non sei ancora convinto della scelta del processo, LS Group può assisterti con la nostra vasta esperienza. Non solo forniamo analisi gratuite per la selezione del processo, ma il nostro team di ingegneri esperti esaminerà i tuoi disegni, valuterà le tue esigenze e consiglierà la soluzione tecnica ideale per garantire il successo del tuo progetto. Inoltre, per soddisfare cicli di sviluppo impegnativi, possiamo avanzare la lavorazione, condensando in modo significativo i processi di produzione e consentendovi di acquisire rapidamente quote di mercato. Contatta LS per trasformare le tue idee in realtà.
Carica subito i tuoi disegni di progettazione e ottieni un istante preventivo di fusione di investimento (prezzo della fusione a cera persa), lascia che LS sia il tuo forte sostegno alla ricerca della massima precisione nella fusione a cera persa!

📞Tel: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di produzione LS Non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione attraverso la rete LS Manufacturing. È responsabilità dell'acquirente. Richiedere parti preventivo Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di produzione LS
LS Manufacturing è un'azienda leader del settore . Focus su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione . Stampaggio dei metalli e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. scegli LS Manufacturing. Questo significa efficienza nella selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


