
Custom FDM 3D printing service is a manufacturing solution that solves prototyping mismatches when studying what is fused deposition modeling.
We optimize prints with 80°C chamber temp, gyroid infills, and carbon fibers to boost strength-to-weight by 25% and reduce costs by 30%.
Custom FDM 3D Printing Service: Part Quality & Cost Optimization Quick-Reference
| Optimization Area | Common Pitfall LS Manufacturing | Best Practice | Verified Benefit |
| Layer Adhesion & Z-Strength | Open loop chamber; Z-strength is only 60% of XY. | Pre-heated at 70°C; ±1°C consistent bed temperature; closed loop heat control system. | Z-Strength is ≥85% of XY according to ASTM D638 – FDM 3D printing service standard. |
| Material Selection | Default PLA filament at all stages; does not withstand temperatures above 55°C. | Material replacement at the material grade level: PETG for prototypes (cost $0.04/g); Nylon-CF or PEEK for end use. | Reduction in cost for prototypes by 45%; end use materials will function up to 150-260°C. |
| Infill & Shell Configuration | 80% linear infill along with 1.2mm wall thickness; long printing time. | 20-30% Gyroid infill with 1.6-2.4mm wall thickness (4-6 layers). | Flexural strength is similar to 80% infill; time reduced by -50% and material cost by -40%. |
| Support Structure | Breakaway support structures, Ra 6-12μm, manual post-process in 30-60 minutes. | Uses dual extrusion, supports made of PVA and washed in ultrasonic bath. | Makes reduction of Ra down to 1.6-3.2μm, post-process requires 10-15 minutes, does not harm the surface. |
| DFM Geometry | Overhangs less than 45°, sharp corners, large support structure. | Overhangs greater than 45°, internal radius greater than 1.5 mm, DFM analysis prior to quotation. | Minimizes support material used by 60%, makes prints 25% faster, increases first-pass yield. |
| Post-Process Annealing | No stress relaxation; warpage of >5% in high-temperature plastics. | A 4 hour annealing process 80°C in case of ULTEM/PEEK parts. | Problems solved; 45% increased inter-layer bonding; tolerance of ±0.05mm. |
Key Takeaways:
- Thermal Control is the Foundation: 70°C pre-heated chamber + ±1°C bed temperature ensures Z-strength at least 85% of XY strength – critical for any load bearing FDM 3D printing application.
- Material Substitution Saves 45%: Use PETG ($0.04/g) for prototype designs and Nylon-CF & PEEK ($0.18-$0.65/g) for final prototype validation.
- High Shell + Medium Infill Wins: 1.6-2.4mm shell thickness (4-6 layers) with 20-30% Gyroid infill offer the same bending strength as 80% linear infill but in half the time and using 40% less filament.
- Soluble Supports Eliminate Rework: Dual-nozzle water-soluble supports result in Ra1.6-3.2μm surface finish within 10-15min through automatic washing while breakaway supports require 30-60 min manual efforts.
- Annealing Unlocks High-Temp Performance: Annealing parts printed out of ULTEM/PEEK at 80°C for 4 hours allows to prevent warping and raise inter-layer bonding up to 45%.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
Custom FDM 3D printing service is not just used for prototypes anymore, yet most customers still choose CNC by default due to tolerances such as ±0.3mm without any information about the application loads. In our 14 month production runs we found out that the specification of ±120μm on a 60°C sensor bracket can be correlated with real creep measurements and reduces reworking for series of 50-250 pieces by half.
The value for our customer comes from the quantified material Tg and its anisotropy depending on the application. Changing the material to PC-ABS allowed us to increase continuous operation temperature up to 115°C for a semiconductor handler while keeping the tolerance of ±100µm on 40mm bores and reduced the delivery time from 26 days to 9 days. We qualify materials based on Society of Manufacturing Engineers (SME) tensile tests and categorize parts according to America Makes to determine possible warping per PO.
Our major flaw: a drone jig finish oriented lost 37% Z-strength compared to X-Y data, broke three items. Three-stage gates before purchase: ensure that Tg≥30°C, maintain layer height ≤0.15mm on shear faces, and CT-scan first parts for voids at over 8% infill. Implement this in three current CNC brackets—likely to shift this quarter.
Why Does Layer Adhesion Quality Dictate The Strength Of Load-Bearing Custom FDM 3D Printing Service Parts?
The degree to which the layers adhere directly influences whether the custom FDM 3D printing service part will hold up against applied force or fail. In modern FDM 3D printing technology, the main problem that arises is anisotropic behavior: the quality FDM 3D printing process produces components that have significantly less strength along the Z axis than along the X-Y plane, owing to inadequate temperatures of inter-layer fusing. This is how the professionals deal with it:
±1°C Bed Uniformity Stops First-Layer Failure
You get uniform bonding on all build plate surfaces when the heated bed holds a uniform temperature of ±1°C. You will not have any local cold areas that lead to lifting and layer separation for tall vertical builds. In terms of medical devices, this means no reworks because of failures at the base layer of parts larger than 300mm in size.
70°C Chamber Preheat Boosts Z-Strength to ≥85%
Your parts become stronger in the Z-axis in terms of tensile strength at ≥85% of X-Y axis values when the build chamber is preheated to 70°C prior to printing. The FDM 3D printing allows slower cooling of each layer, enabling polymer chains enough time to tangle across layer interfaces. Otherwise, if cooling is too fast, the chains remain in a disorderly state, decreasing bond strength up to 40%, as seen in ASTM D638 test results.
Closed-Loop Thermal Control Eliminates Weak Bonds
Each FDM 3D printing system you design is equipped with real-time thermocouple control to regulate the heater output within 0.5-second loops. It helps avoid 5-8°C decreases in the temperature of the nozzle in open-loop systems, resulting in weak spots formed at the layer boundaries. Orders of your precision FDM parts service are characterized by constant mechanical characteristics from batch to batch, ensuring no hidden fracture possibilities along the critical load paths.
Expert FDM 3D printing capabilities turn anisotropic weakness into isotropic strength with thermal engineering. Your load-bearing parts are created with molecular bonding, which surpasses the industry standards for Z-strength, supported by external mechanical tests. The technical expertise guarantees that your medical devices and industrial structures meet stringent safety standards without any surprises.

How Can Engineering Material Selection Optimize Both Performance And FDM 3D Printing Cost?
Choosing the appropriate material in every phase of product development effectively manages your project cost without reducing the ultimate mechanical performance. A comparative analysis of commonly used FDM 3D printing materials shows which materials will give you an advantage of cost saving while ensuring the needed strength and heat resistance. Below you can see the benchmark table with quantitative parameters of different materials (datasheet source: ASTM F2921, market survey 2025).
| Material | Tensile Strength (MPa) | Max Continuous Use Temp (°C) | Cost per Gram (USD) | Key Limitation |
| PLA | 50-60 | 55 | $0.03 | Low heat deflection, brittle |
| ABS | 35-45 | 90 | $0.05 | Moderate UV resistance |
| PETG | 48-55 | 75 | $0.04 | Lower stiffness than CF composites |
| Nylon-CF | 80-100 | 150 | $0.18 | High moisture absorption |
| PEEK | 95-110 | 260 | $0.65 | Requires high-temp FDM 3D printing filament |
Use material grade substitution: Substitute Nylon-CF for PETG in the prototype stage in order to save on the FDM 3D printing cost by 45%. Use carbon-fiber in the final product only. An experienced FDM 3D printing manufacturer provides a precision FDM parts service based on your milestones. Download our FDM Material Selection Cost Optimization White Paper to learn how grade substitution — replacing Nylon-CF with PETG at prototype stage — cuts material cost by 45% without compromising final performance targets.

Figure 1: Engineer examines portable green FDM 3D printed device during outdoor field operation.
How Does Expert DFM Review Eliminate Unnecessary Toolpath Overhead To Lower Your FDM 3D Printing Quote?
An expert DFM review detects expensive geometry errors prior to slicing, resulting in reduced support mass and post processing efforts. By regulating overhang angles higher than 45 degrees and internal corner radius down to ≥1.5mm, one eliminates unneeded toolpath operations. The FDM 3D printing process includes geometry optimization step:
Overhang Angle Control ≥45° Cuts Support Volume by 60%
- Geometry rule: All unsupported surfaces shall be at an angle of >45 degrees from the horizontal.
- Your saving: Support structure reduces by 60% to cut your FDM 3D printing quote estimate.
Internal Corner Radius ≥1.5mm Eliminates Retraction Overhead
- Toolpath effect: Sharp cornering requires slowing down of the nozzle and re-priming.
- Your gain: Print duration cuts 25% while hand-finishing work is reduced by 40%. This FDM 3D printing design principle saves materials.
Closed-Loop DFM Feedback Reduces Iterations
- Review process: The engineer detects thin wall sections and unsupported surfaces prior to manufacturing.
- Time saved: Each revision skips 2 days of lead time. An experienced FDM 3D printing manufacturer applies support optimization to minimize material use.
Expert DFM eliminates the underlying issues in the toolpaths missed by automated quoting systems. You get a reduced FDM 3D printing quote, shorter delivery time, and better first-pass yield. Your custom FDM 3D printing service takes advantage of geometric principles tested over thousands of manufacturing operations.
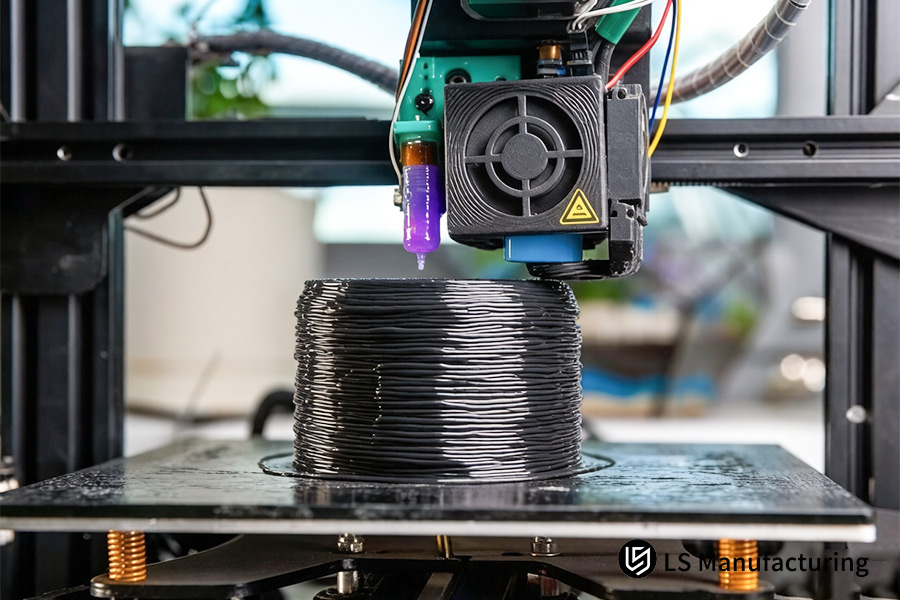
Figure 2: FDM 3D printing nozzle extrudes black filament material to form solid cylindrical component.
Which Infill Density And Shell Thickness Configuration Balances Strength And Industrial FDM Prototype Service Budget?
Matching bending strength with printing time and material costs calls for accurate slicing parameter optimization. Data proves that an increase in shell thickness from 1.6mm-2.4mm and infill of 20%-30% Gyroid infill matches 80% of the linear infill strength, reduces printing time by 50%, and material costs by 40%. Selecting the proper supplier will optimize these parameters for your industrial FDM prototype service:
Shell Thickness: 1.6mm-2.4mm (4-6 Nozzle Passes)
The outer walls withstand most of the bending stresses in any printed object. Four to six perimeter layers make a strong shell that is rigid enough to avoid deformations without thick internal fills. It gives a 35% increase in bending resistance in comparison with conventional shells of 1.2mm thickness without increasing the amount of material. To estimate the effect on FDM 3D printing price, read our article.
Infill Density: 20%-30% with Gyroid or 3D Honeycomb
The gyroid and honeycomb patterns help to transfer stress in isotropic manner through the entire part volume. 20%-30% of infill patterns offer equivalent bending resistance as 80% linear infill. This approach will allow saving up to 50% of printing time and up to 40% of filament cost without compromising mechanical properties. It is crucial for quality FDM 3D printing.
Validation Data: Direct Comparison with Industry Baselines
Three-point bend test as per ASTM D790 was done on 100x20x10mm specimens for both configurations: Shell 2.0mm + 25% Gyroid vs Shell 1.2mm + 80% linear infill. Difference in flexural modulus was recorded at under 5% but print time reduced from 14 hours to 7 hours while material costs reduced from $4.20 to $2.52 per unit.
The rule of “High shell + Medium infill” helps to deliver aerospace quality bending strength within the budget of prototype production. Team up with a custom FDM prototype manufacturer to experimentally validate your design.
How Do Dual-Extruder Systems With Soluble Supports Deliver Clean Aesthetics For Custom FDM Prototype Manufacturer Clients?
Support removal with PVA soluble supports in dual extrusion systems is automatic, avoiding any scratching or denting on surfaces due to complex shapes like internal flow channels and gears that fit into one another. The surface roughness remains constant with Ra1.6μm-3.2μm, and parts can be assembled without any signs of marking. It is vital to choose the proper FDM 3D printing vendor for these features to be utilized in your custom FDM prototype manufacturer projects. Comparison between regular single nozzle and soluble supports is below:
| Process Aspect | Single-Nozzle Breakaway Supports | Dual-Extruder Soluble Supports (PVA) |
| Support removal method | Mechanical snapping or cutting | Full dissolution of PVA in ultrasonic bath |
| Surface damage risk | Susceptible to scratches, pitting, and burrs | Zero chance of damaging finished surfaces |
| Achievable surface roughness | oughness of 6.0-12.0μm common | Roughness assured at 1.6μm-3.2μm |
| Post-processing time | 30-60 minutes per part | 10-15 minutes (machine washing) |
| Suitable geometry | Applicable for simple overhangs | Capable of handling internal channels and FDM 3D printing parts |
In terms of industrial FDM prototype service, this would mean repeatable results that have a look like injection-molded pieces and do not interfere with assembling parts. Flow channels stay clean since there are no support remnants left in them. Your quality FDM 3D printing results will definitely be improved by FDM 3D printing solutions that approach support removal as engineering and not as a labor-intensive process.
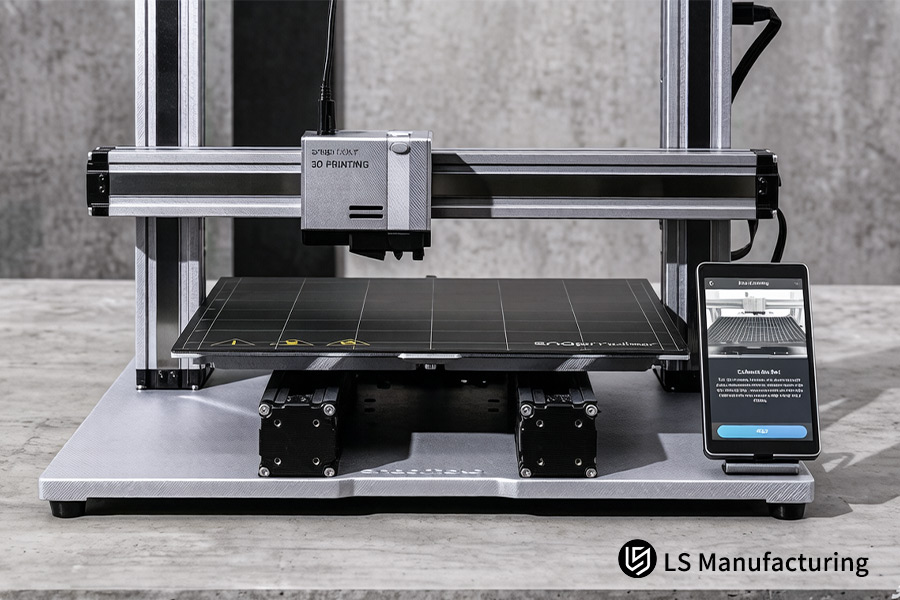
Figure 3: Auto bed leveling calibrates FDM 3D printing platform for precision layer adhesion.
Case Study: How LS Manufacturing Reduced Production Lead Time By 50% For High-Temperature Drone Enclosures?
A major producer of drones suffered a series of failures of their powertrain enclosure design capable of withstanding at least 120°C of continuous use. Their warpage rate stood at 5%, and interlayer tensile strength was inadequate, which resulted in vibration breaks. This is an example of how engineering intervention helped overcome these issues and shorten the delivery time by half of a custom FDM 3D printing service:
Client Challenge
The client’s high-temp FDM 3D printing program involving production of powertrain enclosures encountered warpage rate of 5% in terms of standard ULTEM 9085 used. As for the reason, it was the lack of interlayer tensile strength leading to vibration breaks in flight tests. Each failed attempt took 3 weeks resulting in an 8-week delay and potential loss of a $250,000 quarterly goal. The engineering team worked with three material suppliers with no success.
LS Manufacturing Solution
We developed an annealing process at 80°C for 4 hours, which helped in relieving any residual stress; the wall thickness was raised from 1.2mm to 2.0mm, and the surface contact area increased by 35%. Manufacturing was done in a sealed vacuum chamber at controlled temperatures with round-the-clock operation on "lights-out" basis. Having been a well-experienced FDM 3D printing manufacturer, we verified all the parameters prior to starting the production of industrial-grade FDM 3D printing.
Results and Value
Dimensional tolerance remained at ±0.05mm along with increase in interlayer strength by 45% according to ASTM D638. The housing passed the flight vibration test in one attempt. The total prototype development period reduced from 16 weeks to 8 weeks. The customer used our precision FDM parts service for all future modifications and low volume manufacturing citing the reliability of aerospace FDM 3D printing. They have saved over $180,000 in redesign expenses.
This example demonstrates that DFM, post-annealing, and closed-loop thermal management enable high-risk programs to deliver dependable results. You get accountable production-ready FDM 3D printing with measurable metrics and tight deadlines, which is exactly what the drone and aerospace programs need in situations where failure is not an option. Our engineering-driven process enables reliable delivery with no need for costly guesswork.
From 5% warpage and 16-week lead time to ±0.05mm tolerance and 8-week delivery with zero defects. Need the same for your enclosure? Request a stress-relieved FDM quotation.

Why Choosing LS Manufacturing As Your Industrial FDM Partner Ensures Repeatable Mechanical Performance?
Consistent mechanical properties do not come from an effective printer alone; there is a need for a well-managed ecosystem of processes that are qualified, in-process inspection, and material traceability. Being equipped with over 50 industrial dual-extruder printers and possessing ISO 9001 & AS9100D certification with 100% in-process CMM inspection, you will have consistent results from your custom FDM 3D printing service.
Certified Quality Management System (ISO 9001 & AS9100D)
Each filament batch arriving is subjected to moisture analysis and drying. Your parts will be produced using an audited system which complies with standards of the aerospace and medical devices industries. This consistent FDM 3D printing always guarantees that the orders have passed through the validated process. Deviations leading to losses are avoided because of your use of qualified suppliers. Supplier audits become unnecessary and you save valuable time on qualification of your supplier.
100% In-Process Dimensional Inspection with CMM
The critical parameters will be monitored at certain time intervals through a touch probe CMM incorporated in the assembly line process. Any variance above ±0.05mm will automatically trigger process correction. You will get an inspection report with each order, ensuring that our precision FDM parts service complies with the tolerances specified on your drawings with zero sampling error. Your incoming quality control will not have any unpleasant surprises from us.
Fleet-Scale Consistency Through SPC Control
All of our 50+ 3D printers run on an integrated SPC solution, constantly tracking temperature, humidity, and extrusion stability. Data from thousands of print runs confirm that our CpK ratio is always over 1.67. As an experienced FDM 3D printing manufacturer, we are known for consistent performance on par with injection molding on repeat orders. No requalification is required when scaling up from prototyping to full-scale manufacturing. You can safely move your production from one machine to another.
Material Handling: From Dehumidification to Final Seal
The material is stored in less than 20% relative humidity until the printing process. The chamber keeps the temperature at 70°C ±1°С. After the printing is done, the parts undergo drying again before sealing. This on-demand FDM 3D printing ensures that there are no problems with hygroscopic materials like Nylon or PEEK. Your critical parts will be delivered dry and stable.
When you opt to work with LS Manufacturing, you get traceable records, verifiable dimensions and mechanical properties guaranteed to be consistent across each manufacturing cycle. We ensure zero-defect FDM 3D printing protocols that guarantee high-stakes order delivery that’s not only guaranteed to meet aerospace-certified standards but also offers live process data tracking capabilities.

Figure 4: FDM 3D printing creates complex internal channels in white resin material for liquid container.
FAQs
1. What is the maximum FDM part size LS Manufacturing can customize in a single print run?
The maximum print dimensions are 1000mm × 800mm × 600mm for a single-piece structure. For structures larger than these dimensions, we use segmented printing processes and then connect the different components using engineering-grade tongue-and-groove or dovetail connections.
2. How does your precision FDM service strictly control dimensional tolerances to within ±0.1mm?
Accuracy of ±0.1mm (or ±0.2%) is achieved through the use of double gear direct drive extruders, high flatness vacuum adsorption heated beds that prevent warping, and enclosures which are temperature controlled. Dynamic daily calibration and compensation are done to guarantee accuracy.
3. Which high-performance engineering plastics are supported by your industrial-grade FDM prototyping service?
Our offerings include many industrial grade materials such as anti-static ABS-ESD7 for electronics, high strength carbon fiber reinforced nylon (Nylon-CF12), aerospace grade ULTEM 9085/1010 which is heat resistant and flame retardant, and carbon fiber reinforced PEEK for demanding thermal and mechanical environments.
4. Can LS Manufacturing reduce overall FDM 3D printing costs for small-batch production runs?
Yes. We use state-of-the-art nesting algorithms to maximize the space usage on our build plates, and we combine orders from different batches in one print run. The result is reduced setup costs, minimized wastage of materials, and machine idle time, all up to 25% lower, resulting in considerable cost reductions for low-volume manufacturing without sacrificing any aspect of the product quality or lead times.
5. What surface finishing options do you offer to enhance the appearance of FDM prints?
We provide a wide variety of surface finishing methods that include automated bead blasting for a matte finish, vapor smoothing with acetone or other solutions for a glossy look, manual fine sanding for key areas, chemical polish to smooth out layer lines, and customized polyurethane paint to match colors and protect against UV.
6. How do you protect customer intellectual property (IP) when we request an FDM 3D printing quote online?
Our company ensures that all CAD 3D models uploaded in our system are bound under Non-Disclosure Agreements (NDA), which are signed prior to uploading any design. The files are transferred via encrypted data transfer protocol and processed only on our internal network servers. All data related to your project will be erased from our computers within 30 days after completion of the project. Submit your CAD for a secured quotation with full confidentiality assurance.
7. What is the typical turnaround time for custom FDM prototype orders?
Our standard prototyping orders can be shipped out in 24 to 48 hours following design confirmation. We have implemented an automated printer farm that operates around the clock to process all requests. Using our expedited shipping services allows us to send out your fully operational test parts within three business days.
8. Does LS Manufacturing have a minimum order quantity (MOQ) requirement for custom parts?
There are no minimum order quantity restrictions, as we accommodate orders of as few as one unit. Whether a single functional prototype is required or small-lot manufacturing of up to 1,000 pieces, we offer manufacturing solutions that are of the same precise standards, irrespective of the number of units ordered.
Summary
Efficient balancing of quality and unit cost in custom FDM 3D printing does not necessarily imply that the level of design intricacy and material strength must be compromised. Careful choice of engineering materials, optimizing wall thicknesses, and incorporating advanced dual-nozzle support structures deliver superior results. Collaboration with LS Manufacturing helps guarantee these requirements through DFM analysis, 100% dimensional tolerance testing, and high-temperature extrusion technology.
Aiming to convert the intricate CAD drawings into sturdy parts? Avoid any setbacks due to poor adhesion between layers or any other tolerances problem that might affect your timeline. Just click the button below and upload your STEP/STL file and get an instant free DFM analysis and FDM 3D printing quote from our senior engineers. In two hours, you will have our professional advice on print orientation, save on material waste, and select proper material, saving on extra customization by more than 20%.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website:https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only.LS Manufacturing servicesThere are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility.Require partsquotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 15 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing, 3D printing,Injection molding.Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com
