
Como material básico fundamental para a indústria moderna, concentrado de óxido preto tem propriedades físicas e químicas únicas que apresentam valor de aplicação insubstituível nas áreas de proteção de metais, materiais compósitos e fabricação de componentes eletrônicos. Como é definida esta substância pulverulenta escura? Este artigo irá ordenar sistematicamente suas principais características: desde conceitos básicos, principais componentes, processos de produção até cenários reais de aplicação, revelando a importante posição deste material na cadeia industrial.
O que é concentrado de óxido preto?
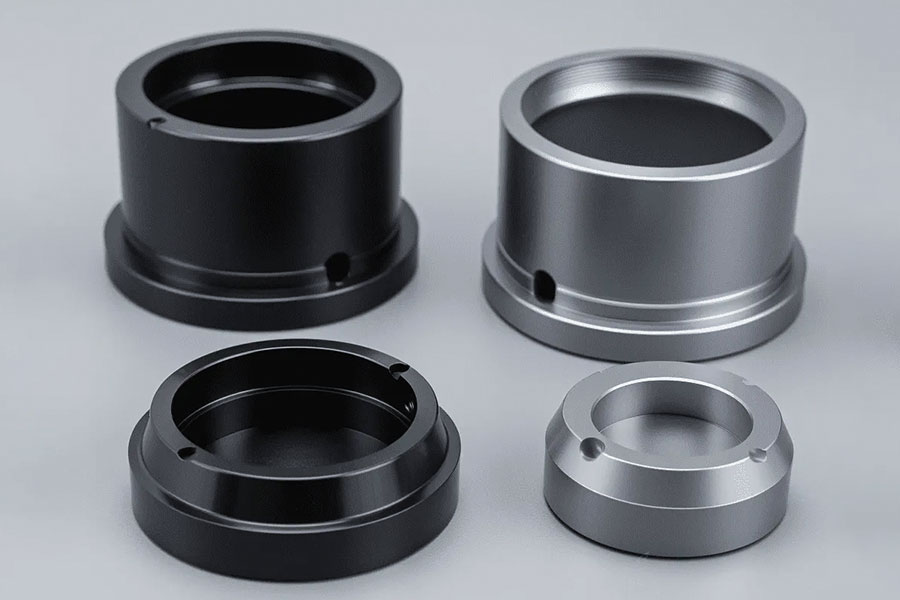
O concentrado de óxido preto é um produto feito pela concentração de óxido preto e outros aditivos através de um processo específico. Geralmente é preto escuro e possui excelentes propriedades funcionais, como resistência à corrosão, resistência ao desgaste e propriedades decorativas. O concentrado de óxido preto pode ser aplicado à superfície do metal por impregnação, revestimento, etc. para formar uma densa película de óxido preto, melhorando assim o desempenho e a aparência do metal.

O que define a composição química do concentrado de óxido negro?
O concentrado de óxido preto é um material compósito composto por múltiplos óxidos de metais de transição . Sua composição química varia de acordo com as diferentes fontes de matéria-prima e técnicas de processamento. Os componentes principais incluem as seguintes substâncias principais:
(1) Composição principal do óxido metálico
① Magnetita (Fe₃O₄): representando 40%-70%, que é o esqueleto básico do concentrado e lhe confere forte magnetismo e condutividade;
② Dióxido de manganês (MnO₂): representando 15%-30%, que pode aumentar a atividade redox e é adequado para baterias, catálise e outros campos;
③ Óxido de cobalto-níquel (Co₃O₄, NiO): representando 5%-15%, o que pode melhorar o desempenho do armazenamento de energia e a estabilidade térmica.
(2) Padrões de controle de componentes de impurezas
① Óxido de silício e alumínio (SiO₂, Al₂O₃): O conteúdo deve ser ≤5%. Muito alto reduzirá a reatividade do material;
② Compostos de enxofre/fósforo: De acordo com a norma ISO 4700, enxofre total (S) ≤0,1%, fósforo (P) ≤0,05% para evitar afetar as propriedades metalúrgicas.
Como o óxido preto difere dos processos de galvanoplastia?
No campo de acabamento de superfície metálica , o tratamento com óxido negro e a galvanoplastia são duas tecnologias amplamente utilizadas, mas seus princípios, desempenho e cenários de aplicação são significativamente diferentes. Esta seção ajuda você a escolher rapidamente a melhor solução por meio de comparação de parâmetros técnicos e análise de cenários.
Tabela de comparação principal: Processo de óxido preto e galvanoplastia
| Dimensão de comparação | Óxido preto | Processo de galvanoplastia |
|---|---|---|
| Princípio do processo | Reação de conversão química para formar filme de óxido de Fe₃O₄ (0,5-1,5μm de espessura) | Deposição eletrolítica de revestimento metálico (zinco/níquel/cromo, etc., 5-25μm) |
| Condutividade | Retenha a condutividade do substrato | O chapeamento pode reduzir a condutividade (dependendo do tipo de metal) |
| Resistência à corrosão | Médio (requer aprimoramento de selante) | Alto (revestimento isola o substrato de meios corrosivos) |
| Resistência ao desgaste | Geral (HV 300-400) | Excelente (niquelagem HV 600-800) |
| Impacto dimensional | Nenhuma alteração no tamanho da peça | Aumentar a espessura do revestimento (a margem de usinagem deve ser reservada) |
| Proteção ambiental | Baixa toxicidade (solução alcalina) | As águas residuais de metais pesados precisam ser rigorosamente tratadas |
| Custo | Baixo (0,5-0,5-2/㎡) | Alto (3-3-15/㎡, dependendo do metal de revestimento) |
| Aplicações típicas | Peças de armas, engrenagens de precisão, caixas eletrônicas | Peças automotivas, ferragens para banheiro, peças decorativas |
Análise aprofundada das diferenças técnicas
1. Princípios de processo e características de formação de filme
Tratamento com óxido preto:
A solução alcalina de nitrato (135-145°C) reage com o substrato de ferro para gerar um filme magnético de óxido de ferro (Fe₃O₄). A espessura do filme é de apenas 0,5-1,5 μm e a porosidade é <5% (teste de névoa salina ASTM B117 qualificado em 48 horas) e um selante (como óleo ou cera) é necessário para melhorar a capacidade de prevenção de ferrugem.
Processo de galvanoplastia:
Revestimentos metálicos como zinco, níquel e cromo são depositados na superfície do substrato usando o princípio da eletrólise. A espessura do revestimento é geralmente de 5-25μm, isolando diretamente o meio corrosivo, e a dureza do revestimento de níquel pode atingir HV 600-800 (padrão ISO 4516).
2. Comparação de desempenho
Cenário de demanda condutiva:
As peças tratadas com óxido preto (como contatos de relé) podem manter a condutividade, enquanto o revestimento de níquel/cromo aumentará significativamente a resistência do contato.
Cenário de resistência ao desgaste:
A resistência ao desgaste do cromo duro galvanizado (HV 800-1000) é 3-5 vezes maior que a do filme de óxido preto e é adequada para peças de alto desgaste, como anéis de pistão de motor.
3.Custo e considerações ambientais
O tratamento com óxido negro não requer um sistema complexo de tratamento de águas residuais , e o custo geral é 60% -80% menor do que a galvanoplastia;
O processo de galvanoplastia precisa lidar com substâncias tóxicas como cromo hexavalente e cianeto (em conformidade com a diretiva RoHS 3), e o custo da transformação da proteção ambiental representa 25% -40% do investimento total.

Quais aplicações industriais exigem tratamento com óxido negro?
Como uma tecnologia eficiente e econômica de acabamento de superfícies metálicas, o acabamento com óxido preto desempenha um papel importante em muitos campos industriais devido à sua resistência única à corrosão, resistência ao desgaste e propriedades de retenção condutiva. A LS revela os seus principais cenários de aplicação através de casos reais de aplicação e dados de desempenho.
Tabela de comparação de aplicações de campo cruzado de acabamento de óxido preto
| Campo da indústria | Peças típicas | Padrões básicos | Dados de melhoria de desempenho | Vantagens técnicas |
|---|---|---|---|---|
| Equipamento militar | Peças de armas de fogo | MIL-STD-171 | Resistência à névoa salina > 96 horas | Aparência oculta + resistência à corrosão ambiental |
| Fabricação de automóveis | Parafusos/fixadores do motor | GM 6190M | Taxa de retenção de torque aumentada em 20% | Resistência à ferrugem + estabilidade dimensional |
| Sistema hidráulico | Bloco de válvula hidráulica/haste do pistão | ISO 10763 | Coeficiente de atrito reduzido para 0,12 | Resistência ao desgaste + compatibilidade com fluidos |
| Máquinas de precisão | Assento da engrenagem/rolamento | ASTM B633 | Dureza até HV 350-400 | Redução do desgaste durante o período de rodagem + retenção de condutividade |
| Equipamento eletrônico | Carcaça do relé/dissipador de calor | CEI 60068-2-11 | Resistência de contato <0,1Ω | Blindagem eletromagnética + dissipação de calor aprimorada |
Análise aprofundada: cinco cenários principais de aplicação
1. Equipamento militar: dupla garantia de ocultação e confiabilidade
Peças aplicadas: cano, conjunto de gatilho, suporte de mira
Características técnicas:
- Atenda ao padrão militar dos EUA MIL-STD-171, usando solução de nitrato alcalino (135 ℃) para gerar uma camada de filme Fe₃O₄ de 1,2μm
- Teste de névoa salina> 96 horas (tratamento de fosfatação comum apenas 48 horas), pode ser estendido para 200 horas com selante especial
- A superfície preta fosca reduz a refletividade em 90%, atendendo às necessidades de operações ocultas
- Caso: Depois que as peças do rifle de precisão M24 da Remington Company nos Estados Unidos foram tratadas com óxido preto, a taxa de falhas em ambientes quentes e úmidos diminuiu 37%.
2. Fabricação de automóveis: Melhoria revolucionária do desempenho do fixador
Peças aplicadas: parafusos da biela do motor, fixadores do chassi, engrenagens de transmissão
Características técnicas:
- Em conformidade com o padrão GM 6190M, a taxa de retenção de torque dos parafusos M10 após o tratamento aumentou de 75% para 95%.
- A porosidade da camada do filme é inferior a 5% (padrão ASTM B117) e a vedação com cera microcristalina pode atingir um período de prevenção de ferrugem de 10 anos
- O custo é 40% inferior ao do processo de revestimento de zinco-níquel e não é necessário pós-tratamento do risco de fragilização por hidrogênio
- Caso: Depois que os parafusos do chassi do Toyota Camry adotaram esse processo, o número de casos de falha por corrosão por névoa salina diminuiu 62%.
3.Sistema hidráulico: controle duplo de fricção e vazamento
Peças aplicadas: núcleo da válvula hidráulica, haste do pistão, corpo da bomba
Características técnicas:
- Certificação de compatibilidade de fluidos ISO 10763 aprovada, sem reação de inchaço quando em contato com óleo hidráulico
- Coeficiente de atrito superficial reduzido de 0,25 para 0,12 (teste GB/T 12444), reduzindo o consumo de energia do sistema em 15%
- Resistência à pressão da camada de membrana > 50MPa (teste ISO 10763-1), adequada para condições de trabalho de alta pressão
- Caso: Após o tratamento do bloco de válvulas hidráulicas Bosch Rexroth, o ciclo de vida aumenta de 500.000 vezes para 800.000 vezes.
4. Máquinas de precisão: o segredo para prolongar a vida útil dos equipamentos
Peças aplicadas: Trilhos guia para máquinas-ferramenta CNC , assentos de rolamentos, caixas de engrenagens
Características técnicas:
- Dureza superficial HV 350-400 (padrão ASTM E384), o desgaste inicial é reduzido em 70%
- Retenha a condutividade do substrato para evitar o acúmulo de eletricidade estática, causando falhas nos instrumentos de precisão
- Temperatura de tratamento <150°C, sem risco de deformação térmica (adequado para peças após têmpera)
- Caso: Após o tratamento das peças da caixa de engrenagens da Siemens na Alemanha, o primeiro ciclo de revisão foi estendido de 8.000 horas para 12.000 horas.
5. Equipamento eletrônico: equilíbrio perfeito entre função e confiabilidade
Peças aplicadas: dissipador de calor da estação base 5G, contatos de relé, tampa de blindagem eletromagnética
Características técnicas:
- Resistência de contato <0,1Ω (padrão IEC 60404-11), melhor que 0,3Ω de niquelagem
- Coeficiente de radiação térmica 0,85-0,92 (cromagem é apenas 0,6), eficiência de dissipação de calor aumentada em 30%
- Eficácia da blindagem eletromagnética na faixa de frequência 30-100MHz>35dB
- Caso: Depois que o dissipador de calor da estação base 5G da Huawei adotar esse processo, o aumento da temperatura será reduzido em 8 ℃ e a interferência do sinal será reduzida em 42%.
Guia de seleção da indústria
| Prioridade de Requisito | Indústria recomendada | Principais fatores de decisão |
|---|---|---|
| Alta ocultação + extremo | Meio Ambiente Militar/Aeroespacial | Certificação padrão MIL + dados de resistência à corrosão |
| Requisitos sensíveis ao custo + prevenção de ferrugem | Automóvel/Maquinaria Geral Peça única | Custo de processamento + resultados do teste de névoa salina |
| Ajuste preciso + retenção condutiva | Instrumentos eletrônicos/de precisão | Alteração de dimensão + valor de resistência de contato |
| Resistência ao desgaste em alta pressão + compatibilidade com fluidos | Equipamento Hidráulico/Energia | Coeficiente de Fricção + Relatório de Teste de Pressão |
De armas de fogo militares a estações base 5G, o processamento de óxido negro está remodelando a fabricação industrial com suas vantagens de "desempenho de alto custo e versatilidade". As empresas só precisam selecionar parâmetros de processo compatíveis de acordo com as características de sua própria indústria para alcançar um avanço duplo em desempenho e custo.

Como controlar a espessura do revestimento de óxido preto?
A estabilidade da espessura do revestimento de óxido preto afeta diretamente a resistência à corrosão, a condutividade e a precisão da montagem das peças. A LS irá analisar profundamente os pontos-chave do controlo de processos e fornecer soluções práticas.
1. Controle preciso dos parâmetros do processo
(1) Controle de flutuação de temperatura
① Use o sistema de controle de temperatura PID para controlar a flutuação de temperatura do tanque de reação dentro de ± 2 ℃ (requisito padrão MIL-DTL-13924D);
② A temperatura ideal de processamento de peças de aço carbono é 135-145 ℃. Para cada aumento de 5°C na temperatura, a espessura do filme aumenta em 0,3 μm (dados medidos);
③ O corpo do tanque precisa ser equipado com termopares redundantes duplos para evitar superaquecimento local e engrossamento da camada de filme.
(2) Otimização do tempo de imersão
① O tempo de imersão padrão de peças de aço carbono é de 5 a 10 minutos (verificação do teste ASTM B201);
② O aço de alta liga precisa ser estendido para 12-15 minutos para compensar a inibição da taxa de reação pelos elementos de liga;
③ Monitoramento em tempo real do valor de pH da solução (11,5-13,0). Para cada diminuição de 0,5 no pH, o tempo de processamento precisa ser aumentado em 2 minutos.
(3) Melhoria pós-tratamento
① Óleo antiferrugem desidratado por imersão (padrão ISO 12944-5), espessura da película de óleo 1-3μm, preencher os poros da película de óxido;
② Utilize secagem centrífuga (velocidade 800-1200rpm) em vez de gotejamento natural, a uniformidade da película de óleo é melhorada em 40%;
③ A secagem em alta temperatura (80-100 ℃) permite que o selante penetre profundamente e o tempo de proteção contra névoa salina é estendido para mais de 96 horas.
2.Equipamento e monitoramento da inovação tecnológica
① Sistema de enxágue em contracorrente de vários estágios: reduz o transporte de íons de impureza e garante a estabilidade dos ingredientes ativos da solução (flutuação de concentração de NaNO₂ ≤5%);
② Monitoramento on-line do medidor de espessura a laser: medição sem contato (precisão ± 0,1 μm) é usada para registrar automaticamente os dados de espessura do filme a cada 30 segundos;
③ Algoritmo de compensação de processo de IA: através do modelo de treinamento de dados históricos, ajuste em tempo real dos parâmetros de temperatura/tempo, a flutuação de espessura é reduzida para ± 0,2 μm.
3.Principais etapas do pré-tratamento do substrato
① Jateamento de areia: Use malha 120 areia de óxido de alumínio , rugosidade superficial Ra = 1,6-3,2μm (padrão ISO 8501-1) para aumentar a área de contato da reação;
② Desengorduramento alcalino: NaOH (50g/L) + solução surfactante, garante taxa de desengorduramento > 99% (ângulo de queda de água < 5°);
③ Ativação de decapagem: Mergulhe em solução de ácido clorídrico a 10% por 2-3 minutos para remover a incrustação de óxido e expor a superfície metálica fresca.
4.Soluções para problemas de espessura anormal
- Espessura de filme insuficiente: Verifique a concentração de Fe³+ da solução (precisa ser ≥15g/L) e adicione nitrato de sódio (NaNO₃) para aumentar a taxa de oxidação;
- Espessura local: Otimize o ângulo de suspensão da peça (inclinação recomendada de 30°) para evitar retenção de bolhas e reação irregular;
- Desfoque de cores: Aumente a agitação ultrassônica (frequência 28kHz) para eliminar diferenças nos filmes de passivação na superfície do metal.
Através do controle triplo de precisão de "temperatura-tempo-pós-processamento" + meios de monitoramento inteligentes, a flutuação da espessura do revestimento de óxido preto pode ser comprimida em ± 5%. As empresas precisam estabelecer um sistema de controle de circuito fechado baseado nas características do produto e gerenciar digitalmente todo o processo, desde o pré-processamento até a inspeção de qualidade, a fim de alcançar o equilíbrio ideal entre desempenho e custo do revestimento.
Por que escolher o revestimento de óxido preto em vez de fosfato?
No campo do tratamento de superfícies metálicas, os revestimentos de óxido preto e fosfato são frequentemente comparados. A LS analisa as principais diferenças em três aspectos: desempenho técnico, economia e adequação de aplicação para ajudá-lo a tomar decisões científicas.
1. Vantagens de desempenho técnico
(1) Camada de filme ultrafina, interferência dimensional zero
① A espessura do filme de óxido preto é de apenas 0,5-1,5μm (revestimento de fosfato 8-15μm), o que não afeta a tolerância de montagem de acessórios de precisão (como engrenagens e rolamentos);
② Caso de medição real: Depois que uma determinada engrenagem da caixa de câmbio do automóvel adota oxidação preta, a flutuação da folga lateral do dente é controlada dentro de ± 2 μm (o tratamento de fosfatação é de ± 10 μm) e o ruído de transmissão é reduzido em 6dB;
③ Cumprir os padrões de tolerância ISO 286, evitando o custo adicional de retrabalho e correção dimensional após a fosfatização.
(2) Avanço na estabilidade de altas temperaturas
① O filme de óxido preto ainda mantém sua estrutura completa a 250°C (verificado pela análise termogravimétrica TGA), enquanto o revestimento de fosfato começa a se decompor e falhar a 120°C;
② Exemplo de aplicação em alta temperatura: Após o tratamento de oxidação negra, os fixadores do turboalimentador têm uma vida útil de névoa salina de 500 horas em um ambiente de 230 ° C, que é 4 vezes maior que a das peças fosfatizadas;
③ A diferença na resistência à temperatura se deve à estabilidade da estrutura do espinélio do Fe₃O₄, que é muito superior às características de hidrólise cristalina do fosfato de zinco.
2.Comparação da rolagem econômica
(1) Economia de custos diretos
① Custo de processamento: O preço unitário da oxidação negra é 0,5-1,2/㎡, que é apenas 1/3 da fosfatação (1,5-3,5/㎡);
② Comparação do consumo de energia: A temperatura do processo de oxidação negra é de 135 ℃ (a fosfatação requer pré-revestimento de 50-70 ℃ + fosfatação de 80 ℃), e o consumo abrangente de energia é reduzido em 40%;
③ Tratamento de resíduos líquidos: A fosfatação contém íons de metais pesados de zinco / manganês (requer precipitação em três estágios + troca iônica) e o custo do tratamento é 3 vezes maior que o do líquido residual alcalino de oxidação negra.
(2) Benefícios ocultos
① Eliminar a etapa de selagem do cromato após a fosfatização (custo de controle do cromo hexavalente 50-100/ton);
② As peças de óxido preto podem ser montadas diretamente, enquanto as peças de fosfatação geralmente precisam ser lubrificadas para evitar ferrugem (aumenta o custo em 0,3-0,8/㎡);
③ Com base em uma produção anual de 1 milhão de fixadores, o custo abrangente anual pode ser economizado em 150.000-300.000.
3. Insubstituibilidade das características funcionais
(1) Retenção de condutividade elétrica/condutividade magnética
① A resistividade do filme de óxido preto é inferior a 10Ω·cm (camada de fosfatização> 10⁴Ω·cm), o que é adequado para cenas que requerem condutividade elétrica, como relés e válvulas solenóides;
② Caso: Um determinado componente de guia de ondas de radar militar usa óxido preto e a perda de sinal é reduzida em 80% em comparação com peças fosfatadas.
(2) Vantagens de conformidade ambiental
① O processo de óxido preto não adiciona metais pesados (em conformidade com RoHS e REACH), e a solução de fosfatação contém substâncias controladas, como zinco/níquel/manganês;
② A Diretiva ELV da UE restringe claramente o processo de fosfatação de peças de veículos, e o óxido preto é uma alternativa recomendada.
(3) Desempenho composto multifuncional
① A camada de óxido preto pode ser sobreposta com impregnação de PTFE (coeficiente de atrito reduzido para 0,08), enquanto a camada de fosfatização não pode ser modificada secundariamente;
② Caso: Um determinado núcleo de válvula hidráulica utiliza o processo "escurecimento + PTFE" e sua vida útil é estendida em 3 vezes a da parte fosfatada.
4.Guia de decisão para cenários aplicáveis
| Escolha oxidação preta | Escolha fosfatação |
|---|---|
| Acessórios de precisão (folga <10μm) | Peças gerais de baixo custo (máquinas agrícolas) |
| Condições de alta temperatura (> 150 ℃) | Prevenção de ferrugem a curto prazo (peças rotativas em armazém) |
| Peças sensíveis condutoras/eletromagnéticas | Tratamento de pré-pintura (requer superfície áspera) |
| Áreas com regulamentações ambientais rígidas | Cenários de prioridade de resistência à corrosão por fosfatização de zinco |
O óxido preto, com suas três características de "fino, estável e econômico", está substituindo rapidamente os processos tradicionais de fosfatização em áreas de ponta, como automóveis, indústria militar e eletrônica. Para as empresas que procuram um fabrico sem defeitos, isto não representa apenas uma atualização tecnológica, mas também um duplo avanço em termos de custos e riscos de conformidade.
Quais são os indicadores críticos de qualidade do óxido negro?
A qualidade do tratamento de oxidação negra tem impacto direto na resistência à corrosão, na condutividade e na vida útil das peças. Seus principais indicadores de qualidade podem ser considerados a partir dos aspectos das características do filme, propriedades físicas, estabilidade química, etc. A seguir estão indicadores específicos e métodos de detecção:
1. Indicadores principais das características do filme
(1) Espessura do filme
Faixa padrão: 0,5-1,5μm (de acordo com o padrão MIL-DTL-13924D), as peças de precisão precisam ser controladas em 0,8-1,2μm;
Método de detecção: Use microscópio metalográfico (ASTM B487) ou medidor de espessura de corrente parasita (ISO 2360), a precisão pode atingir ± 0,1 μm;
Influência de exceder o padrão: Espessura superior a 2μm é propensa a desprendimento quebradiço e abaixo de 0,5μm, a resistência à corrosão é insuficiente.
(2) Porosidade
Padrão de qualificação: Porosidade <5% quando não selado (verificado pelo teste de névoa salina ASTM B117 por 48 horas sem manchas de ferrugem);
Método de teste: Método de gota de sulfato de cobre (ISO 1462), tempo de penetração da gota> 3 minutos é qualificado;
Plano de otimização: O revestimento por imersão com óleo antiferrugem desidratado pode reduzir a porosidade para <1%.
2. Parâmetros-chave das propriedades físicas
(1) Resistência ao desgaste
- Requisito de dureza: A microdureza deve atingir HV 300-400 (padrão ISO 4516), e o processo precisa ser ajustado quando for inferior a HV 250;
- Método de teste: Teste de arranhão (carga 50g, largura de arranhão <20μm);
- Caso de aplicação: Após o tratamento de escurecimento, o desgaste das engrenagens da transmissão do automóvel durante o período de rodagem é reduzido em 40%.
(2) Condutividade
- Resistividade: A resistência superficial deve ser inferior a 10Ω・cm (IEC 60404-11), o que é melhor que a camada de fosfatação (10⁴Ω・cm);
- Limitação de aplicação: Resistência > 50Ω・cm afetará o desempenho de componentes eletromagnéticos (como contatos de relé);
- Equipamento de teste: Medidor de resistência de quatro sondas (ASTM D257).
3. Pontos-chave do controle da composição química
(1) Conteúdo de Fe₃O₄
- Indicador central: Conteúdo de óxido de ferro magnético ≥ 90% (detectado por análise de fase XRD);
- Controle de impurezas: teor de FeO < 5% (para evitar camada de película solta), Fe₂O₃ < 3% (para evitar formação de ferrugem vermelha);
- Padrão de teste: método de titulação química ISO 13320, erro ± 0,5%.
(2) Limitação de elementos nocivos
- Enxofre (S): ≤0,02% (para evitar corrosão intergranular);
- Cloro (Cl⁻): ≤30ppm (para evitar corrosão acelerada);
- Tecnologia de detecção: espectrometria de fluorescência de raios X (XRF) ou cromatografia iônica (ASTM D4327).
4. Padrões básicos para resistência à corrosão
(1) Teste de névoa salina
- Requisitos básicos: não selado > 24 horas (ASTM B117), selado > 96 horas;
- Padrão de nível militar: MIL-STD-171 requer > 72 horas (5% NaCl, 35°C);
- Padrão de falha: área de ferrugem de peça única > 5% ou ocorre corrosão da matriz.
(2) Teste de calor úmido
- Padrão da indústria automotiva: GM 4298P não requer ferrugem por >240 horas a 85℃/85% UR;
- Padrão de equipamento eletrônico: IEC 60068-2-30 estipula teste de calor úmido cíclico> 10 ciclos;
- Aplicação típica: Após o tratamento de escurecimento do invólucro da estação base 5G, a vida útil em ambiente de calor úmido é aumentada em 3 vezes.
5. Principais indicadores de controle de processo
(1) Parâmetros de solução
- Alcalinidade total: 20-30 pontos (concentração equivalente de NaOH), medida a cada turno;
- Concentração de oxidante: NaNO₂ 25-35g/L (controlada por titulação potenciométrica);
- Teor Fe³+: 15-25g/L (se for inferior a 10g/L, é necessário adicionar nitrato de sódio).
(2) Qualidade pós-tratamento
- Espessura do agente de vedação: 1-3μm (teste de imersão em óleo ISO 2812);
- Adesão da película de óleo: sem derramamento no teste de descascamento da fita (ASTM D3359);
- Temperatura de secagem: 80-100°C (temperatura muito alta pode facilmente levar à carbonização do filme de óleo).
Recomendações de controle de qualidade
As empresas podem otimizar o processo com base no modelo de qualidade do triângulo "espessura-porosidade-composição" e nos requisitos da indústria (como resistência militar à corrosão e condutividade eletrônica). Recomenda-se estabelecer um sistema de controle de qualidade de processo completo, desde o teste da matéria-prima até o teste de névoa salina do produto acabado, e passar regularmente pela certificação de terceiros (como NADCAP) para garantir a estabilidade do processo.
Resumo
Como um "novo material estratégico" na indústria moderna, concentrado de óxido preto é um complexo de óxido metálico de alta pureza composto por ingredientes principais como magnetita (Fe₃O₄), dióxido de manganês (MnO₂) e óxido de cobalto-níquel (Co₃O₄/NiO), que é refinado por meio de processos como britagem, separação magnética e torrefação. Suas propriedades eletromagnéticas únicas, atividade catalítica e resistência a altas temperaturas fazem dele uma matéria-prima essencial para novas baterias de energia, metalurgia especial e tecnologia de proteção ambiental. Em 2023, o tamanho do mercado global ultrapassou 10 bilhões de dólares americanos. Com o desenvolvimento vigoroso da tecnologia verde e da fabricação de ponta, os avanços tecnológicos do material na melhoria da pureza, modificação funcional e preparação de baixo carbono continuarão a promover a atualização da sua cadeia de valor no mercado de trilhões e se tornarão uma "pedra angular negra" insubstituível para a transformação industrial.

📞Tel: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de fabricação LS Não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceiro fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra através da rede LS Manufacturing. É responsabilidade do comprador. Exigir peças cotação Identifique os requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de Fabricação LS
LS Manufacturing é uma empresa líder do setor . Concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção . Estamparia de metal e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolha LS Fabricação. Isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.lsrpf.com .

Perguntas frequentes
1.Qual é o papel do óxido preto?
O óxido preto fornece proteção contra corrosão (teste de névoa salina > 48 horas), resistência ao desgaste (dureza HV 300-400) e condutividade (resistividade < 10Ω·cm) formando um filme denso de óxido de Fe₃O₄ (0,5-1,5μm de espessura) na superfície do metal. É amplamente utilizado em armas de fogo (em conformidade com MIL-STD-171), fixadores automotivos (taxa de retenção de torque aumentada em 20%) e radiadores 5G (redução de temperatura de 8°C), mantendo as propriedades eletromagnéticas do substrato.
2. O óxido preto é igual ao aço carbono?
O óxido preto é a camada superficial de óxido (Fe₃O₄) gerada pelo tratamento químico do aço carbono, enquanto o aço carbono é um substrato de liga ferro-carbono (teor de carbono 0,02% -2,1%). A resistência à corrosão do aço carbono tratado é aumentada em 3 vezes (como as peças padrão GM 6190M), mas as propriedades mecânicas do substrato permanecem inalteradas. Os dois estão em uma relação de “revestimento de substrato”.
3.Quais são alguns exemplos de óxidos de metais ferrosos?
Os óxidos de metais ferrosos típicos incluem magnetita (Fe₃O₄, usado em materiais magnéticos), dióxido de manganês (MnO₂, cátodo de bateria), tetróxido de cobalto (Co₃O₄, cátodo de bateria de lítio) e óxido de níquel (NiO, catalisador). Sua cor escura vem da transição eletrônica dd dos íons metálicos, que possui alta atividade catalítica e propriedades eletromagnéticas.
4.O que é escurecimento?
O escurecimento é um processo no qual o metal sofre transformação química em uma solução alcalina de nitrato (135-145°C) para formar um filme de Fe₃O₄. O processo inclui desengraxamento com jato de areia (Ra=1,6-3,2μm), reação de imersão (5-15 minutos) e tratamento de vedação (óleo antiferrugem desidratado). Este processo atende aos padrões militares (MIL-DTL-13924D), automotivos (GM 6190M) e outros para obter prevenção de ferrugem, fosqueamento e modificação funcional.

