
Injection molding service by LS Manufacturing is a certified high-precision manufacturing solution, which directly achieves SPI A-1 surface finishes and eliminates critical mass-production defects like gate blush and warpage. Most overseas development teams, who do not understand crucial SPI surface finish standards, continue to experience severe dimensional warpage exceeding 0.50% and repetitive mold tool modifications because of unregulated resin anisotropy and improper heat distribution inside the mold cavity.
Our process guarantees cosmetic compliance and consistent manufacturing. This means that you will have reliable and large-scale manufacturing with consistent cosmetic surface finishes within SPI A-1 criteria, as a result of our unique and proprietary dynamic heat control and accurate mold design, allowing for minimal warpage of up to 0.15% and maintaining absolute Ra value below 0.05μm. Join LS Manufacturing’s Senior Manufacturing Director on how we ensure consistent cosmetic performance.

Injection Molding: Achieving SPI Surface Finish In Mass Production
| Critical Factor | Mass Production Solution | Key Outcome |
| Mold Steel & Polishing | High quality injection mold tooling and robotic polishing to a specified sequence of grits. | Supplies reliable high gloss surface finish (SPI A-1, A-2). |
| Draft for Texture | Use minimum draft: 1° per 0.025mm of texture depth. | Helps retain surface texture detail (SPI C-1, D-1) through millions of cycles. |
| Precision Venting | Use micromachining technology (<0.015mm deep) to vent last-to-fill areas. | Prevents burn marks and other defects in Class A surfaces. |
| Process Stability | Control all thermal factors and cavity pressure in closed loop. | Provides batch consistency in the SPI surface finish. |
| Preventive Maintenance | Periodic ultrasonic vent cleaning and cavity re-polishing. | Helps ensure SPI finish remains in place throughout tool lifetime. |
Key Takeaways:
- Finish is Built into the Tool: Reaching a certain SPI level begins with using proper mold steel and surface finishes.
- Draft is Non-Negotiable: Proper draft must be employed to prevent mold damage upon each ejection cycle.
- Venting is Part of the Finish: Surface finishing is impossible without proper venting of cavities.
- Consistency Requires Control: The surface finish can only be maintained through the controlled injection molding process.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
You may look up the definition of what SPI surface finishes mean. This guide stands apart because it is written by our tool polishers and process engineers who have practically reached and maintained this type of finish on millions of iterations. Our complete approach to developing the idea of achieving SPI-A1 surface finish in actual manufacturing is based on the solid foundation laid out by the Plastics Industry Association (SPI).
We manufacture parts where the integrity of the surface matters: automobile interior parts which need to look perfect, sterile parts of medical devices with no possibility of bacteria retention, and optical light guides which require the highest transparency level. Our validation of surface finish durability and consistency during the service life of a tool matches the highest engineering and surface quality requirements set by the German professional organization called Verein Deutscher Ingenieure (VDI).
Real-world engineering expertise ensures your production risks are mitigated through proven data, including the exact sequential application of diamond paste for SPI-B1 grades, automated coolant stabilization at 20±1°C to prevent gloss loss in POM machining, and rigid ejection stroke calculations that eliminate cosmetic drag marks on highly polished cavities. We provide this practical, process-proven experience to help you produce the specified surface finish consistently, thus avoiding the extra costs for scrap materials and defective items.

Figure 1: A robotic arm handles polymer parts on a conveyor for high-volume assembly in an injection molding service.
Which Specific Tool Steel Selection Governs The Variance Of SPI Surface Finish Standards?
The ability to consistently deliver SPI surface finish standards is a materials issue, not an application one. For manufacturers, the answer is controlling the source material to ensure consistency of both longevity and cosmetics in mass production injection molding, affecting both your price and quality of results.
Steel Specification for Optical Finishes
Producing high gloss injection molding to Grade A-1 (Ra≤0.025μm) demands VAR tool steel that can be hardened to HRC ≥52. It will ensure you eliminate minute inclusions resulting in pitting, providing you a mold with the capacity to maintain polish during 500k+ shots, giving you assured aesthetics and avoiding costly mold repairs, essential for consumer injection molding.
Material Uniformity for Semi-Gloss Consistency
When consistency of semi-gloss is required, the need to control any natural defects arising from texturing demands steel that responds uniformly to etching and polishing processes. This allows a consistent matte/satin finish on all parts, important when producing automotive injection molding interior parts. This provides you with no visible difference between the first and last part.
Proactive Sourcing for Predictable Results
The key is proactive material certification, which necessitates procedures such as VAR testing and hardness verification prior to machining. With this solid basis, you can confidently undertake precision injection molding and injection molding service because it guarantees no failure during polishing. This gives you certainty of predictable schedules, impeccable finishing standards, and constant unit cost.
In our approach, we employ material science knowledge to solve the issue of finish inconsistency from its source. The benefit lies in identifying the precise steel alloy and processing method required for the delivery of your specified SPI surface finish standards and long-lasting production, delivering consistent superior results through your high-volume injection molding projects. Define the SPI standard and production longevity for your critical components. To validate the right steel and process, engage our team for a material certification review and a strategic production plan.

How Do Dynamic Multi-Zone Heat Parameters Resolve Read-Through Risks In Custom Injection Molding Service?
Read-through defects are visible fiber patterns on a part surface and happen whenever the reinforcing fibers protrude as a result of differentials in shrink rates. In this paper, a detailed approach to overcoming this defect through thermal management is explained below, providing perfect injection molding surface quality for your custom injection molding service:
Core Challenge: Incompatible Material Behavior
- Problem: The shrinkage differential in materials such as PA66+30%GF is greater than 3x, leading to read-through in the finished part.
- Result for You: Poor surface quality and increased time spent developing the mold, jeopardizing the possibility of project delays and cost overrun, which is simply unacceptable in injection molding.
Technical Mechanism: Dynamic Thermal Control
- Process: Application of the Rapid Heat Cycle Molding (RHCM). During injection, the cavity surface temperature is raised up to 130°C to 150°C.
- Key Action: This forms a resin-rich layer that envelops the fiber before cooling occurs.
- Client Benefit: You get a process that ensures your products do not suffer from read-through in their surfaces, guaranteeing SPI finish injection molding results for fiberglass injection molding.
Direct Client Results: Predictable, High-Quality Output
- Quality Outcome: Surface gloss non-uniformity is minimized to ≤3% tolerance levels, complying with exacting aesthetic standards for tight-tolerance injection molding.
- Risk Mitigation: This method addresses the possibility of batch rejection outright, meeting stringent demands by the automotive industry and consumer electronics industries and allowing for reliable engineered injection molding of complicated parts.
This method provides clear management of a common problem area. Our precision injection molding service uses dynamic thermal controls to address read-through, ensuring surface quality as well as dimensional stability for fiber-filled material. This ensures your difficult molding needs are met as a predictable and scalable manufacturing process for your critical components.
Why Does Precision Injection Molding Service Necessitate Micrometric Evacuation Venting For Grade A Glossy Parts?
A perfect Grade A finish of high gloss injection molding entails a microscopic approach to air evacuation. Gases trapped within high-pressure (≥100 mm/s) cause adiabatic compression, resulting in surface defects or burns. This presentation highlights the significance of micrometer venting as an imperative practice in precision injection molding to ensure optimum injection molding surface quality in a precision injection molding service that will affect your production yields.
| Aspect | Standard Venting Practice | Precision Micrometric Venting |
| Design Philosophy | Monolithic, often added as an afterthought. | Strategically designed, step-wise vents in last-to-fill spots. |
| Vent Depth | 0.03mm - 0.05mm, risk of flash. | 0.015mm - 0.022mm, CNC machined to avoid flash; vital for complex geometry injection molding. |
| Pressure Control | Highly restrictive, turbulence, gas entrapment. | Laminar flow pattern, reduced back pressure by ~78%. |
| Result (FTY) | High defect levels; low average FTY (<92%). | Gas defect eliminated, with an FTY of 98.5%. |
Venting is raised to become an essential part of the whole injection molding process system in this case. As far as you are concerned, it guarantees the absence of cosmetics rejects, provides predictable high output rate, and lowers the cost, since it helps achieve maximum quantity of good parts per injection cycle. It allows obtaining absolute reliability in terms of producing flawless and highly valuable parts through high-performance injection molding.

Figure 2: The automated press with vertical rams applies force to a workpiece for precision injection molding service.
How Can Dynamic Fluid Mechanics Analysis Eliminate Melt-Front Flow Lines In Mass Production Injection Molding?
Flow and weld lines resulting from two distinct melt fronts failing to join correctly in the cooler regions of the tool directly violate SPI finish injection molding standards. Mass production injection molding is negatively impacted by this problem through inconsistencies and high waste generation. This paper outlines how using flow simulation, sequencing gates, and thermal management prevent this defect from occurring entirely during your injection molding service.
| Aspect | Conventional Cooling | Conformal Temperature Control |
| Junction Temperature | Straight-drilled coolant paths far from cavity geometry keeps junction cool. | Temperature of melt in localized area increases 15°C due to conformal paths. |
| Design Basis | Uses conventional design standards; weld lines are reactive. | Based on 3D thermal/flow simulation prior to machining; allows robust complex-part injection molding. |
| Final Part Quality | Weak, visible weld lines; often requires post-molding treatment or scrap. | Minimal weld line visibility with strength equivalent to nominal wall thicknesses. |
This methodology turns what would have been a defect into a controllable result. Your precision injection molding service will thus benefit with guaranteed cosmetic uniformity, one less cause of scrap and reduced part cost. Engineering confidence is crucial when it comes to value-added production through high-cavitation injection molding and structural-part injection molding.
Which Angular Draft Calculations Preserve Textured Integrity In SPI Finish Injection Molding Workflows?
For reliable texture replication in SPI finish injection molding, correct draft angle calculation is necessary to ensure that the part does not stick to the mold during the ejection process. In textured part injection molding, it's even more important since the slightest abrasion will destroy its aesthetic appearance. This paper outlines the technical guidelines that must be strictly followed to ensure that all textures stay consistent throughout injection molding surface quality in your custom injection molding service:
The Core Rule: Texture Depth Dictates Draft Angle
It’s simple math: every extra 0.025mm of depth texture needs at least 1.5° of draft, while the absolute minimum draft is 3° on each side, meaning that the textured surface is released without any “white marks” or mechanical tearing. This will guarantee you texture integrity without any cosmetic touch-ups and help to meet your company’s requirements regarding surface quality.
Reinforcing Side-Action Mechanisms Against Deflection
Texturing on slides or lifters is a critical operation as these parts suffer the most from deformation under pressure. High rigidity and hardening of the slides or lifters, as well as hydraulic locking mechanisms, will protect them from deforming under the pressure above 100 MPa, resulting in micro scratches on your parts. You get consistent parts without any cosmetic defects, especially when it comes to industrial injection molding applications.
Proactive Design Validation Before Tooling
The value is implemented by mandating this draft analysis during the initial 3D design review. Moldflow analysis simulates ejection forces on textured areas, validating the draft calculations before steel is cut. This proactive step converts a major production risk into a controlled factor. You gain a predictable timeline, avoid costly mold rework, and achieve production-ready quality from the first trials for appliance injection molding.
For our methodology, we use a deterministic engineering methodology that incorporates the exact calculation of the required draft angles based on the depth of the texture. Your company is guaranteed an unparalleled performance in terms of high-volume production with perfect textures without any issues, such as ejection damage, that would require reworking of SPI Grade D.

Figure 3: Two large tool steel mold inserts with keyed cavities are presented for a custom injection molding service.
Case Study: How Did LS Manufacturing Craft A Flawless Mirror-Like Medical Display Bezel For A Fortune 500 Diagnostics Manufacturer?
In this case study, a process-driven approach is outlined that led to overcoming the significant surface imperfections in a precision medical display bezel, thereby saving a troubled manufacturing line by improving its performance to industry standards. The problem centered around producing high gloss injection molding of a Fortune 500 diagnostic manufacturer's device. Several failed attempts from other suppliers made the client concerned about product launch in their application-critical injection molding.
Client Challenge
A perfect mirror-like bezel was required for an ultrasound monitor that had to be produced out of PC+ABS. An already existing mold from an unsuccessful supplier produced a flow mark and a gate blush, which brought down the first pass yield to 64.2%, meaning that the defect rate was 35.8%. In order to save this manufacturing operation, the client needed help with their custom injection molding service problem.
LS Manufacturing Solution
Our approach involved a total overhaul starting at the substrate level. An ESR refined S136 steel hardened to HRC 54 was selected. The optimal ratio of the fan gate was set at 60% of wall thickness, with ±1.5°C accurate conformal cooling channels being employed. Together, this system regulated by a highly responsive servo machine was what we needed for medical device injection molding, allowing us to address the root causes of defects.
Results and Value
The outcome was a bezel with surface roughness Ra ≤0.03 μm, better than required. The cycle time improvement was 26%, while the defect rate fell to less than 0.15% per 100,000 components. From our customer's perspective, this meant guaranteed schedule compliance, no scrap loss, and the award of a multi-year contract to develop three more product lines, highlighting the benefits of using an experienced injection molding service.
This project clearly demonstrates how embedded production problems can be solved by material sciences and process control. We offer certification on the stability of manufacturing, making our projects easy to scale. It is only this engineering know-how that gives OEMs a clear edge in high-reliability injection molding where cosmetics, certainty, and costs matter most.
Turn 35.8% defect rates into 0.15% with mirror-like finishes. To replicate this for your medical display, submit your bezel design for a surface flow analysis and a formal quote.

Why Do Micro-Diamond Buffing Protocols Dominate The Replication Accuracy Of High Gloss Injection Molding?
Accuracy in achieving the perfect finish is dependent on the final mold surface finish. Inconsistencies during manual polish results in minute scratches, causing streaks. The following is a guide to micro-diamond polishing process that delivers complete accuracy in high gloss injection molding and ensures all parts attain SPI surface finish standards.
Protocol Foundation: Eliminating Manual Variance
- The Process: 7 Step progression from 1200 grit to 0.25 µm diamond compound.
- Your Benefit: Mold-to-mold consistency, an important consideration in your precision injection molding service and high volume electronic injection molding jobs.
Precision Execution: Controlled Parameters for Perfect Results
- The Method: Uni-directional, flow-alignment polishing under constant pressure of 0.15 MPa.
- Your Benefit: Prevention of cross-hatch marks, providing flawless mirror finishing that is required when producing components using low pressure injection molding.
Quantifiable Outcome: From Art to Certified Science
- The Result: A reliable procedure guaranteeing perfectly aligned surface texture of the mold.
- Your Benefit: FTY of over 99% from the cosmetic standpoint; no need for any reworking for the most stringent applications such as automotive parts injection molding.
What sets us apart is that we have figured out how to codify the last and most crucial step in mold finishing. In doing so, we replace art with micro-polishing science to overcome the issue of gloss inconsistencies. You can be sure that your project will offer optical perfection with consistent batches, which is what makes LS Manufacturing your solution to premium quality and low costs of quality.
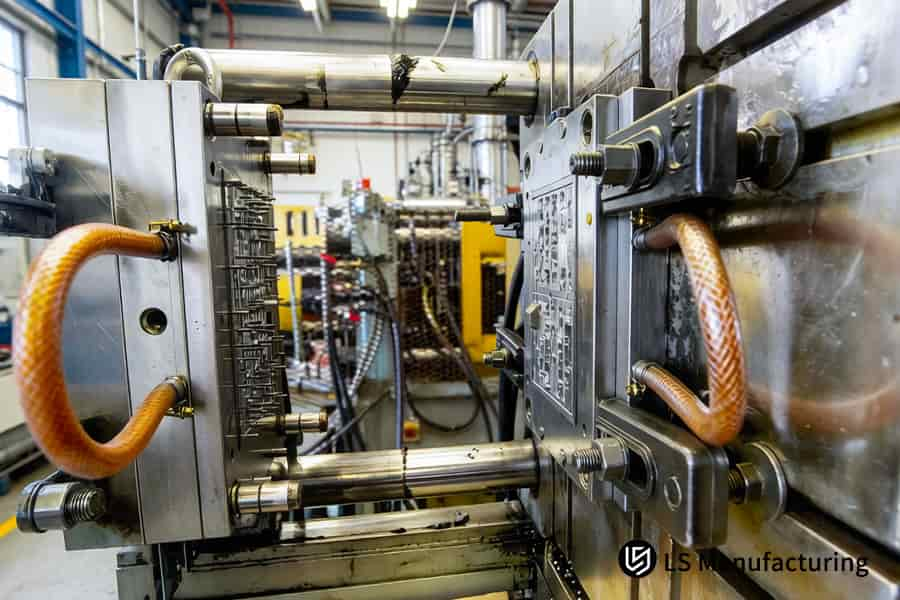
Figure 4: The large steel molding machine with orange hydraulic hoses operates to ensure injection molding surface quality.
Why Is LS Manufacturing The Premier B2B Manufacturer For Cost-Efficient Custom Injection Molding Service Contracts
The selection of a manufacturing partner needs to be backed by absolute confidence in quality, timelines, and costs involved. LS Manufacturing is the ultimate manufacturing partner to choose for custom injection molding service, as our extensive list of certifications and superior equipment guarantee top-notch performance from prototype injection molding to complete manufacturing of high volume parts.
Certified Systems for Guaranteed Outcomes
LS Manufacturing stands out due to its double-certification (ISO 9001:2015 and IATF 16949:2016). The certifications do not only imply that your project will operate according to established standards but also assure you of consistent quality of parts produced as well as guaranteed safety and stability of the manufacturing process. This will eliminate additional steps usually associated with the qualification of a supplier for mass production injection molding.
Precision Machinery for Superior Part Integrity
Our presses include all-electric machines, such as Fanuc, Nissei, able to ensure that the tolerance range will be as narrow as ±0.01mm. This helps to avoid accumulated errors characteristic of hydraulics. As an end result, you receive increased dimensional accuracy throughout the entire run of parts, less need for any secondary operations, and decreased cost per item, resulting in efficient injection molding service.
Proactive Engineering and Transparent Partnership
Starting with your 3D CAD data, our engineers analyze the part for flow, cooling, and SPI surface finish standards compliance and deliver DFM reports within 24 hours. Thereby, no further corrections in the tool will be needed. With us, you get an honest price quote without any extra charges; you can secure your budget and timeline right away for your injection molding projects of any volume.
Our approach to de-risking your manufacturing process lies in the implementation of certified systems and precise resources. The solution to the central problem of cost-effectiveness is ensured through avoiding any mistake at the design phase, achieving production certainty, and offering total tooling services. This engineering-oriented collaboration ensures the quality, delivery times, and overall costs of the process that you require in metal injection molding and plastic parts production.
FAQs
1. What is LS Manufacturing's average tooling lead time for an SPI Grade A-1 high-gloss project?
It takes 28 to 35 days to manufacture and perform a multi-phase precise polishing process for optical-quality mirror finishes. However, using the approach based on DFM analysis and concurrent engineering, we can offer you the first T1 samples accompanied by CMM measurement reports within 14 days after your order.
2. Does a premium SPI Grade A finish dramatically increase the initial cost of the mold tool?
Yes, definitely. It will take premium materials such as S136 of ESR quality for obtaining an excellent mirror finish and multiple labor-intensive phases of manual polishing in cleanroom conditions. Thus, the premium quality tool will initially cost between 25% and 40% more than the regular one.
3. How does your injection molding service guarantee texture uniformity across a large-scale production run of 100,000 units?
Uniformity can be achieved through the use of molding machines that have closed-loop control of pressure and temperature, ensuring that cavity temperature is controlled to ±1°C. In addition, this is complemented by the use of very wear-resistant core inserts that are hard enough to reach HRC 54+ level so that the microscopic surface gloss and texture of the 100,000th product produced is exactly the same as the first one.
4. What is the minimum order quantity (MOQ) for high-gloss injection molding production at your factory?
To enable maximum flexibility in R&D and scale-up, we don't have any specific MOQ requirements. Instead, we offer our services starting from batch-size testing for 500 pieces for medical-grade applications to large-scale production exceeding 1,000,000 pieces, with volume-tiered discounts for all orders.
5. How do you prevent the leakage of confidential corporate data during the custom injection molding service review process?
Confidentiality is of utmost importance to us. The start of every cooperation begins with a legally binding Non-Disclosure Agreement (NDA). Client 3D files and any proprietary information is kept in completely isolated and encrypted servers with strict access permissions in place.
6. Can glass-filled engineering plastics safely achieve a smooth SPI Grade B-1 surface finish?
Indeed, but traditional methods may lead to read-through problems. LS Manufacturing makes use of RHCM temperature control technology, which involves rapid heating of the mold above the glass transition temperature of the material during the injection process, thus creating a 100% resin surface without visible glass fibers. To validate RHCM technology for your part, contact our molding experts for a surface quality review and a formal quotation.
7. What international Metrology and Quality compliance standards does LS Manufacturing adhere to?
We are ISO 9001:2015 and IATF 16949:2016 compliant and certified. For all shipments, we issue comprehensive PPAP (Production Part Approval Process) documents at Level 3 as well as SGS material certification reports upon request to satisfy strict requirements.
8. How do I choose between SPI Grade C-1 and Grade D-2 surface finish standards for my casing parts?
Grade C-1 refers to a matte look produced using stone polish treatment. It ensures a smooth feeling and hides small sink marks. On the other hand, grade D-2 is a dry-sandblasted textured surface that offers superior grip and scratch resistance.
Summary
Consistently meeting SPI surface finish criteria for mass production calls for a holistic process starting with pure mold steel, through digital twin fluid simulation, to micron-level polishing. LS Manufacturing is capable of defining all of these parameters – starting from ESR mirror-grade steel, valve-gate balance, draft angles and diamond grinding, to ensure a verifiable “quality moat,” avoiding the need for any rework and turning each component into a highly profitable one.
Struggling with issues like flow marks, weld lines, uneven gloss or ejection marks on your device casings, automotive grills or optical lenses? Don't let workshop-type manufacturers hold up your project. Click below to get your exclusive DFM report and quote. Simply upload your STEP/IGS/X_T files, and within 24 hours, our experts will give you a comprehensive injection molding DFM report along with a mold&production quotation guaranteeing you a 100% yield on your first injection run.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com
