

Terminar o pesadelo de "um corte e um desperdício"
Todo operador de torno manual teve momentos tensos de operação: prendendo a respiração e olhando para o mostrador,virandoA roda de mão cuidadosamente, e se preocupando em cortar demais. A depuração da roda manual, a leitura incorreta de linhas gravadas, fadiga mental e a menor negligência podem fazer com que peças de trabalho caras sejam descartadas. Esta é a ansiedade remanescente dos operadores de torno.
E se houver uma tecnologia que possa exibir de forma clara e intuitiva a posição exata da dica da ferramenta na peça de trabalho como olhar para um relógio digital? A resposta é umaDispositivo de leitura digital (DRO).
Simplificando,Dro é o "olho inteligente" e "régua de precisão" instalado no torno. Ele mede o deslocamento do suporte da ferramenta do torno em tempo real através de sensores de precisão e o exibe na tela em forma digital clara (precisa para o nível de mícron).
O valor central do DRO é transformar o deslocamento sutil e o erro sutil originalmente "invisíveis" na operação de torno em informações digitais "visíveis", encerrando a incerteza de confiar na estimativa de olho nu, combater a liberação do volante manual e medição manual repetida e trazerusinagem de precisãona era digital. Esta não é apenas uma atualização de ferramentas, mas também uma revolução nos conceitos operacionais.
Para economizar tempo, aqui está uma rápida visão geral das conclusões principais sobre o DRO em tornos de metal.
Resumo do núcleo do dro resumo no torno de metal
| Itens de comparação | Dial de roda manual tradicional (mostradores manuais) "Círculos de contagem", "sentindo sentindo" | Sistema de leitura digital (DRO) "régua digital", "GPS de torno" |
|---|---|---|
| Princípio de posicionamento | Contagem mecânica: gire o número da roda de mão de vezes x alimentação teórica por círculo | O sensor eletrônico mede o deslocamento real do suporte da ferramenta em tempo real |
| Ponto de dor no núcleo | Liberação de dentes/reação (reação) Os erros não podem ser evitados: a lacuna precisa ser "comida" ao se mover na direção inversa, o que é muito fácil de cortar demais | Elimine completamente a influência do erro de depuração dos dentes: mostra a posição real do suporte da ferramenta, que não tem nada a ver com a marcha lenta da roda manual |
| Precisão | Depende da experiência, visão e desgaste do operador do operador, e erros são fáceis de acumular | Alto e estável: geralmente até 0,005 mm - 0,01 mm (0,0002 " - 0,0004") |
| Eficiência | Lento: desligamento frequente, retração da ferramenta, medição, corte de teste e correções repetidas são necessárias | Fast: mova diretamente o suporte da ferramenta para o tamanho do alvo, reduzindo bastante o número de medições, e basicamente nenhum corte de teste é necessário |
| Erro acumulado | Muito fácil de ocorrer (ligação com vários eixos, reversão múltipla) | Calcule e exiba automaticamente a posição absoluta para eliminar erros cumulativos |
| Operações complexas | Difícil (como aflição, arcos, perfuração de coordenadas), exigindo excelentes habilidades e cálculos | Simples: função de cálculo interno, fácil de lidar com contornos complexos e coordenar o posicionamento |
O DRO não é apenas uma atualização de ferramentas, mas também uma revolução nos conceitos operacionais. Trazgiro de precisãoDe um campo altamente dependente de "sensação" e "sorte" para uma era digital quantificável, repetível, mais segura e mais eficiente. Este guia lhe dirá claramente o que Dro significa, revelará como funciona e usará um caso real para provar por que, em muitos casos, você realmente precisaInstale um DRO no seu torno.
Aqui está o que você aprenderá
- Segredos DRO:Como os "GPS" do torno retornam erros de processamento para zero?
- Três componentes de precisão trabalham juntos:"Olhos", "nervos" e "cérebro" de Dro
- Mecanismo operacional para resolver os três pontos principais dos tornos:Por que Dro é um artefato obrigatório?
- Superando o reparo do eixo do rotor "órfão":Como aconteceDro alcança um erro zeroem engenharia reversa de peça única?
- Respostas autorizadas a 4 perguntas de alta frequência:Perguntas frequentes práticas sobre o torno
- Conclusão final:Por que o DRO é o investimento mais interessante para tornos manuais?
Por que confiar neste guia? Insights do LS CNC e especialistas em usinagem de precisão
Olá, sou Gloria e trabalho em usinagem de precisão na LS há mais de 15 anos. Aqui, não estamos falando de trabalho "aproximadamente" ou "quase".Nosso trabalho diário é uma "luta estreita" com tolerâncias de um milésimo de polegada (0,025 mm) ou até menor.Qual é o diâmetro de um cabelo? Cerca de 0,003 polegadas (0,076 mm). A precisão com a qual lidamos é muitas vezes muito mais exigente do que isso. Um pequeno desvio pode fazer com que peças caras sejam descartadas, equipamentos de precisão para parar e até afetar o sucesso ou falha de todo o projeto.
O núcleo do nosso LS é de fatoUsinagem CNCe essas máquinas -ferramentas de precisão altamente automatizadas são a nossa força principal. Mas muitos de nossos engenheiros e técnicos vieram passo a passo da era de sacudir manualmente a roda e olhar para o mostrador.Temos um profundo entendimento de como a tecnologia de usinagem de precisão evoluiu passo a passo para hoje. Esse entendimento nos faz entender que a tecnologia não é uma eliminação de qualquer um, mas uma camada e fusão. E Dro (dispositivo de leitura digital), na minha opinião,é uma ponte crucial neste processo de evoluçãos.
Esta ponte traz a alma do CNC - "Feedback preciso da posição em tempo real" - de volta às máquinas -ferramentas manuais com as quais estamos familiarizados.Por que sãoMachine Tools CNCTão preciso? Uma das principais razões é que eles conhecem a posição exata de suas ferramentas a qualquer momento. O DRO oferece equipamentos manuais os mesmos "olhos" e "capacidade de percepção". Imagine girar um eixo em um torno manual. No passado, você tinha que parar constantemente e medir repetidamente com pinças e micrômetros, que não eram apenas ineficientes, mas também propensos a erros humanos. Com o DRO, você só precisa olhar para a tela digital clara para saber em tempo real, onde a ferramenta foi e a distância do tamanho do alvo.Isso não é apenas conveniente, mas também uma revolução que impulsiona "adivinhação" e "estimativa" da usinagem de precisão.
Confie neste guia porque vem da nossa experiência prática de lutar "entre milímetros"Todo dia, de nossa profunda visão da evolução deTecnologia de usinagem de precisão, e de histórias reais de nós confiando no DRO para superar os perigos e alcançar uma precisão perfeita inúmeras vezes.
O que é Dro em um torno de metal?
"Dro é uma abreviação muito intuitiva, que significa leitura digital. "É um equipamento -chave indispensável no modernoOficinas de usinagem de precisão, especialmente torneiras, máquinas de moagem e trituradores.
1. Conceitos principais
(1) Não é um controlador:
O DRO não move automaticamente o suporte da ferramenta, a mesa de trabalho ou o eixo do torno.
É essencialmente umSistema de medição e exibição extremamente preciso. Sua tarefa principal é dizer ao operador a posição atual atual das peças móveis da máquina (como o suporte da ferramenta) em relação aoponto de referência.
(2) É o "GPS" do torno:
- Operação tradicional do torno sem DRO:Imagine dirigir em uma cidade sem mapas e GPs. Você só pode estimar onde está contando quantas voltas você fez (quantas grades o disco da roda de mão girou) e há quanto tempo você andou (sentindo). Isso depende muito de experiência, propenso a erros e é impossível conhecer as coordenadas exatas em tempo real. Ao operar um torno, você precisa verificar constantemente o anel de escala na roda da mão (que pode ter uma escala vernier) e contar manualmente o número de voltas e grades para estimar a posição da ponta da ferramenta. Esse processo é complicado e propenso a erros acumulados.
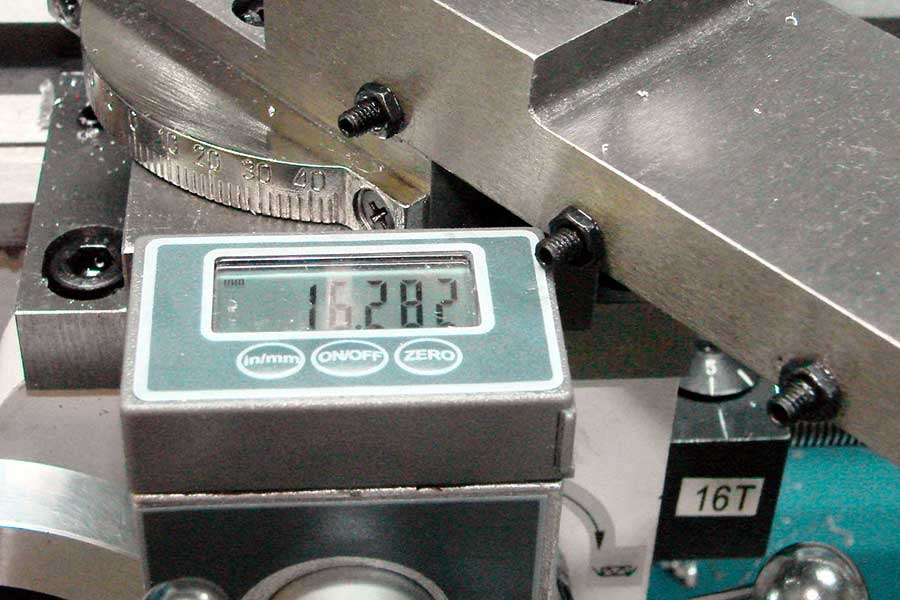
- Operando um torno equipado com DRO:É como ter um navegador GPS de alta precisão instalado no seu carro. Ele diz emtempo real, continuamente e com precisão: "Sua dica de ferramenta está agora emX eixo: +125.358 mm, eixo z: -50,127 mm". O operador não precisa mais contar e fazer cálculos mentais e pode ver a posição atual rapidamente, simplificando bastante o processo de posicionamento e controle dimensional.
2. Princípio de trabalho:
O núcleo do sistema DRO consiste em duas partes:
(1) Sensores de alta precisão (escalas de grade ou escalas magnéticas)
Esses sensores em forma de escala são montados direta e firmemente nas principais partes móveis do torno. Os mais comuns são:
Eixo z (lâmina de sela/longitudinal):Mede o movimento do suporte da ferramenta ao longo do eixo do eixo (direção do comprimento).
Eixo x (slide cruzado/slide cruzado):Mede o movimento do suporte da ferramenta perpendicular ao eixo do eixo (diâmetro/direção radial).
(Para maisMáquina -ferramenta complexa, também pode haver um eixo y, etc.)
(2) Unidade de exibição (Leitura Head/Display):
A cabeça de leitura montada no elemento móvel (por exemplo, slide) detecta o sensor fixo correspondente (escala magnética/escala de grade) em tempo real.
A cabeça de leitura detecta a pequena alteração da escala ou pólos magnéticos no sensor e converte o deslocamento físico em um sinal elétrico.
Eles são transmitidos para a unidade de exibição (que pode ser uma caixa com botões, montada em uma posição conveniente para o operador visualizar).
O processador dentro da unidade de exibição calcula com precisão o deslocamento e exibe as coordenadas presentes de posição (os valores X e Z usuais) em tempo real na tela da tela na forma de números digitais distintos e legíveis.
Valor central:Esse processo remove completamente o mostrador tradicional da roda de mão e a contagem/estimativa manual do operador e fornece leitura direta de alta precisão e posição contínua.
O DRO não substitui o operador para controlar automaticamente o movimento da máquina-ferramenta, mas oferece ao operador um par de "olhos eletrônicos precisos" e um "painel de posição em tempo real". Ele lê o sinal do sensor de deslocamento de alta precisão conectado diretamente ao corpo da máquina-ferramenta e indica a localização física do suporte da ferramenta de torno em tempo real e com alta precisão. Basicamente, resolve a agonia do posicionamento tradicional baseado no torno de mostradores e contagem. É um software inovador para aumentar a eficiência do processamento, precisão e simplicidade da operação.
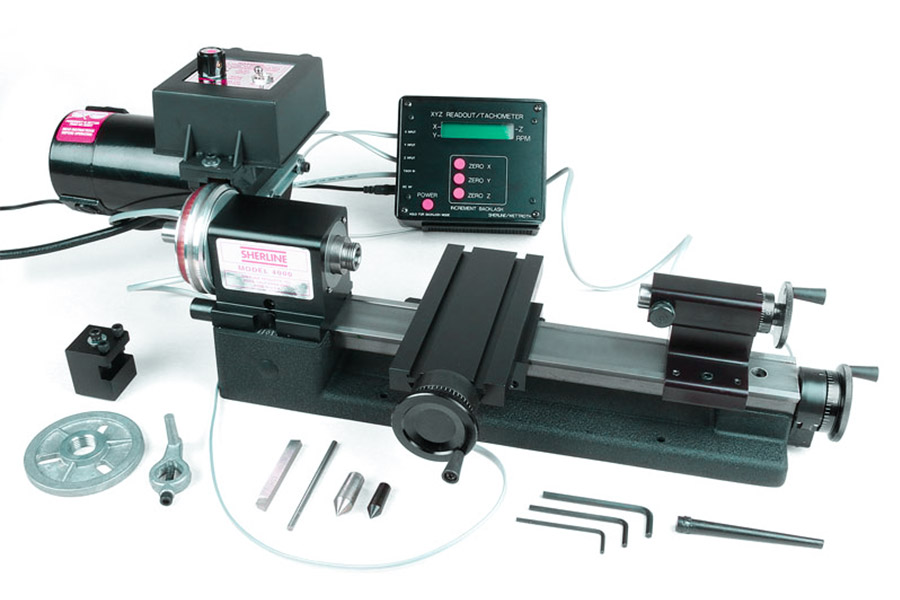
Os três principais componentes do sistema DRO: olhos, nervos e cérebro
Imagine instalar um "assistente inteligente" em um torno antiquado, para que possa dizer a posição exata da ponta da ferramenta em tempo real e ajudá-lo com cálculos complexos. Este é umUnidade de exibição digital (DRO). É fundado em um sistema corporal do tipo humano com três unidades principais: "Olhos", "Nervos" e "Brain", funcionando juntos:
1. Régua de medição - os "olhos" do sistema (veja a posição)
O que é isso? São os "olhos" do sistema, isto é, sentir o movimento de todos os eixos da máquina -ferramenta com precisão. Eles geralmente são montados em:
Eixo z: ao longo da direção da cama (da caixa do eixo até o estoque).
X eixo: ao longo da direção da lâmina cruzada (controle a profundidade do corte).
Como é feito?
O régua em si é altamente preciso, inscrito com grade ultrafina (ou pólos magnéticos) que não podem ser vistos a olho nu.
Tipos de aplicação geral:
Régua de grade de vidro: Como uma regra de vidro ultra-precisão, utiliza as variações de luz e escuro introduzidas pela progressão da luz através das linhas inscritas para "ver" a posição, o máximo grau de precisão, mas relativamente sensível ao ambiente (manchas de óleo, vibração).
Régua magnética: Assim como uma "faixa magnética" especial, ele usa uma cabeça magnética para sentir a mudança do campo magnético para mostrar a leitura. É resistente a óleo pesado e poeira, particularmente adequado para ambientes de oficina, e tem alta precisão. Agora é o mainstream.
Simplificando: sem esse "par de olhos", o sistema é "cego" e não tem idéia de até que ponto o detentor da ferramenta viajou.
2. Cabeça de leitura - o "nervo" do sistema (sinais de transmissão)
O que está fazendo? Este componente é como um "final nervoso" e "fibra nervosa". Ele monta junto com o suporte da ferramenta (ou slide) e patina sobre o "olho" (régua de medição).
Como isso é feito? Enquanto o suporte da ferramenta está se movendo, a cabeça de leitura "digitaliza" ou "sente" a escala de precisão no movimento do governante de medição em tempo real. Possui um dispositivo de detecção muito sensível (óptico ou magnético) dentro, que é capaz de "clicar" e "contar" a quantidade de escalas mínimas atravessadas. Em seguida, transmite a alteração do sinal elétrico de posição diretamente para a tela através do cabo.
Versão curta:
É um "agente de inteligência" que corretamente e em tempo real envia as informações de posição visíveis para o "olho" para o "cérebro". Sem ele, o sinal está quebrado.
3. Exibir - sistema "cérebro" (computação e exibição)
O que isso faz?
Este é o "cérebro inteligente" e o "centro de comando" com o qual os operadores interagem o dia-a-dia. Ele executa o seguinte:
- Exibição de tradução:Aceite o sinal elétrico original do "nervo" (cabeça de leitura), calcule o valor real da posição de uma só vez e exiba -o de maneira concisa na tela. (Geralmente, ovalores de eixo x e eixo z coordenam.)
Controle do núcleo: defina o ponto de origem, alterne o modo de coordenada, etc. através de seus botões. - Cálculo inteligente (um recurso tão útil!):É o "espírito" do novo Dro! Ele não apenas exibe números, mas possui uma calculadora poderosa construída dentro e pode ajudá -lo a calcular muitas coisas irritantes que você teve que procurar o manual e tocar na calculadora antes:
- Centraling com um clique:Encontre o ponto central da barra circular? Toque nele e a posição será calculada automaticamente, economizando tempo e esforço!
- Conversão de unidade métrica/imperial:Substitua a unidade de desenho. Clique apenas e o número será substituído automaticamente, nenhum erro de cálculo para temer.
- Comutação de coordenadas absolutas/incrementais:Veja o ponto absoluto ou o deslocamento em relação a um determinado ponto? Mudar à vontade, manuseio mais flexível.
- Cálculo da indexação do orifício do parafuso:Querperfure um círculo de buracosno flange? Digite o número de orifícios e diâmetro e ele informará automaticamente o ângulo ou o local de cada orifício, economizando o inconveniente da cabeça de indexação.
- Assistência ao cálculo do cone:Virando afunilamentos? Digite o tamanho e o comprimento das cabeças grandes e pequenas, e isso ajudará a calcular o ângulo necessário ou a diferença de coordenar, o que facilita muito o ajuste do suporte da ferramenta.
Brevemente:Ele transforma coordenadas digitais monótonas em informações amigáveis e intuitivas e fornece um "assistente inteligente" para melhorar bastante a eficiência, a precisão e a conveniência do processamento. Os olhos e as mãos do operador são livres e podem se concentrar mais na operação em si.
Resumo:
- Governante de medição (olhos):Sinta o movimento com precisão.
- Leitura Head (Nerve):Leia e passe sinais de posição em tempo real.
- Exibição (cérebro):Calcule e exiba coordenadas e forneça poderosas funções de assistência inteligente.
Esses três elementos funcionam juntos em conjunto, como instalar uma "calculadora GPS + Smart de alta precisão" na máquina-ferramenta, tornando mais fácil e preciso para os operadores experientes trabalharem e também permitir que os iniciantes comecem a trabalhar mais rapidamente. É uma excelente ferramenta para melhorar a eficiência eprecisão do processamento do torno!
Por que precisamos de Dro? Como isso pode resolver os pontos problemáticos fundamentais na usinagem do torno?
Otornos manuais tradicionaisCom a configuração do mostrador de parafuso, é atormentado por pontos de dor que afetam a precisão e a eficiência do processo. O sistema de exibição de leitura digital (DRO) foi projetado para resolver esses problemas e melhorar a experiência operacional.
Ponto de dor 1: Elimine o erro de "depuração reversa"
- Causa do problema:Há uma "folga reversa" entre a porca e o parafuso dotorno manual. Ao reverter, o parafuso precisa ser imóvel para eliminar a folga e, portanto, há uma diferença entre a leitura do mostrador e a viagem real do suporte da ferramenta e pode facilmente resultar em erros de tamanho do Newbiew.
- Solução DRO:O DRO lê diretamente a posição real do suporte da ferramenta com uma régua de grade linear de alta precisão ou régua de grade magnética e a exibe em tempo real. Nenhuma medição depende da virada do parafuso. A tela exibe as verdadeiras coordenadas de posição absoluta da ponta da ferramenta o tempo todo, eliminando completamente o erro de posicionamento devido à liberação reversa.
Ponto de dor 2: "movimento relativo" para "posicionamento absoluto"
- Causa do problema:A operação mecânica convencional envolve cálculos repetitivos de "movimento relativo". No processo de manusear peças de trabalho complexas em vários processos, os cálculos cumulativos repetitivos são propensos a produzir imprecisões e causar erros dimensionais ou rejeições de peças de trabalho.
- Solução DRO:O DRO suporta o princípio do "sistema de coordenadas absolutos" e pode estabelecer o "ponto zero de peça de trabalho". O valor de coordenada absoluto da ponta da ferramenta do ponto zero é exibido na tela. O operador posiciona a ponta da ferramenta para a coordenada de destino diretamente sem o cálculo cumulativo, com a melhor confiabilidade do posicionamento e a facilidade de uso.
Ponto de dor 3: Melhorando a eficiência do processamento e a confiança do operador
- Efeitos: Os pontos problemáticos acima são resolvidos através de um salto na eficácia do processamento e aumento da confiança do operador. Reduza a frequência de medição, não é mais frequentemente interromper para medir, calcular e corrigir; O operador pode alimentar com confiança, empurrar o suporte da ferramenta diretamente para uma posição próxima ao tamanho do alvo e tomar uma estratégia de semi-acabamento/desbastamento de um passo para reduzir o ciclo do processo, reduzir o tempo de acabamento e a vida útil da ferramenta; Controle preciso da posição da ponta da ferramenta e remoção de erros de reação minimizam a incerteza do processo, suavizam o processo de processamento e o tornem mais controláveis e reduzem a pressão psicológica.
Se você achar esses problemas preocupantes ou planejando atualizar sua capacidade de processamento de oficina, bem -vindo a aprender, eu teria o privilégio de trazê -lo para lá para experimentar o poderosoSistema LS DRO!
Estudo de caso prático: Relembrando o eixo do rotor "órfão" de uma bomba desatualizada
Quando as vantagens teóricas são submetidas ao engajamento com a extrema pressão de "sem falha, apenas sucesso", seu valor é realmente ofuscante. É uma situação de manutenção real que vimos com nossos próprios olhos e foi realizada exatamente em condições desesperadas.
Desafio do cliente:Reparando um "órfão" essencial, sprint de vida e morte sem desenhos e peças de reposição
Antecedentes do projeto:Uma das bombas importadas mais críticas, a vida de uma planta química, falhou de repente. A causa foi a degradação severa de seu eixo crítico do rotor escalonado. A bomba não é mais produzida após décadas, seus desenhos originais são perdidos e as peças de reposição não estão em lugar algum. Toda a linha de produção parou, e todos os dias de tempo de inatividade soletraram uma perda econômica impressionante e enorme.
Dificuldade em situações críticas:A única opção de fuga do cliente da situação era copiar um novo eixo de rotor com precisão. A estrutura desse eixo é complicada e sofisticada: cinco vários estágios de diâmetros, um assento de alta precisão e um cone de precisão estendido (cone). A medição é extremamente estranha e complicada no uso de tornos manuais à moda antiga. Qualquer erro leve no tamanho da etapa (mesmo agregado a 0,01 mm) leva à rejeição da barra de aço de liga cara no local, e a pressão de custo e tempo aumenta o coletor. Não é tanto um problema técnico, mas também um jogo de alto risco de corrida contra o tempo e o custo.
Avanço LS: Dro + torno manual, ataque reverso de baixo custo e alta precisão
Insight Key:A dificuldade dessa batalha não é a falta de cortada, mas garantir a precisão da cadeia de dimensões e o risco de cálculo manual e implementação de reduções complexas.Empregar um CNC caro direto é preciso, mas para um único reparo, seu custo e lead time (programação, ferramentas) são muitas vezes mais do que o nível de tolerância do cliente.
Solução inovadora:Abandontamos a mentalidade inercial "puramente manual ou CNC" e escolhemos os terceiros meios eficientes: instalando um sistema de exibição de leitura digital de alto desempenho (DRO) em um torno manual preciso. Isso é semelhante ao fornecimento de "veterano" qualificado com "olhos digitais" e "cérebro inteligente" precisos.
Engenharia reversa de precisão:
- Prenda suavemente o velho eixo desgastado no torno.
- Use o indicador de discagem com o recurso de captura de coordenadas do DRO para medir e registrar com precisão cada uma das posições principais no eixo desgastado: posição inicial (z), coordenadas de posição de acabamento (z) e diâmetro (x) de todas as etapas. O DRO exibe o valor de coordenada absoluta diretamente e as informações são objetivas e confiáveis.
Processamento de coordenadas absolutas, erro de zero
- Ao usinar um novo eixo, posicione com precisão o ponto zero do eixo z na face da extremidade da barra.
- O operador não está mais dependendo do mostrador e da estimativa, mas está mudando totalmente o suporte da ferramenta diretamente para a posição de destino (x, z) de cada etapa de turno com base puramente no valor de coordenada absoluta exibida pelo DRO. O risco de erros cumulativos difíceis de evitar nos métodos tradicionais é completamente removido.
Ataque de cone inteligente
Para os mais difíceis de alpus de longa duração, a função de cálculo do cone integrado do DRO se torna a chave para o sucesso.
Simplesmente insira os valores das coordenadas e do diâmetro do ponto de iniciação do cone (x1, z1) e ponto de terminação (x2, z2), e o DRO determinará instantaneamente e automaticamente o ângulo preciso no qual o suporte da ferramenta precisa ser girado.
O operador pode modificar o suporte da ferramenta com precisão de acordo com esse ângulo para obter suave egiro precioso de conee reduzir substancialmente a probabilidade de erros no cálculo manual e operação instável.
Resultados e valor: sucesso único, transformando a maré
Entrega ideal: o eixo do rotor recém-fabricado passou a exigente teste de medição de três coordenadas (CMM) em tamanho real na primeira execução. As tolerâncias de todas as dimensões principais e do design original (após a reabilitação do desgaste) são mantidas estritamente dentro de 0,015 mm, perfeitas de acordo com os requisitos do equipamento.
Benefícios quantificados:
Scrap zero: processamento bem-sucedido de uma corrida, sem utilização deBarras de aço de liga preciosa e utilização máxima do tempo de processamento.
Entrega de raios: 2 dias desde a aquisição até a entrega! É extremamente, extremamente rápido em comparação com a procura de uma fonte secundária de bomba ouCNC Customizing, que pode levar semanas ou até meses.
Stop Loss e estabelecer benefícios: a linha de produção do cliente pode começar a produzir novamente em um ritmo super alto, basicamente evitando possíveis perdas de milhões de yuan de interrupções repetidas de produção, o que não tem preço.
Takeaway -chave:
Este caso compreende profundamente o valor de "aplicar a tecnologia certa na situação certa". Diante de projetos de alto valor, de peça única/pequena, engenharia reversa ou reparos não-dravos, a tecnologia DRO está longe de ser um "mostrador digital". Ele converte essencialmente as habilidades dos tornos manuais:
De "Experiência" a "baseada em dados":Os operadores são libertados da dependência excessiva da "sensação" e da aritmética mental complexa, e as decisões e ações são governadas por coordenadas digitais precisas.
Aproximando-se da precisão quase alta a baixo custo:Sua precisão e credibilidade de processamento são significativamente melhoradas com a ajuda de posicionamento de coordenadas absolutas e cálculos auxiliares inteligentes (como a cone), para se aproximar infinitamente doNível CNC,E o custo é uma fração deste último.
Equipamento legado capacitador:Ele revive os antigos tornos manuais generalizados que o pessoal experiente está acostumado e se transforma em uma maneira elástica, de baixo custo e confiável de abordar tarefas de precisão de peça única de ponta. Na idade de hoje em que a flexibilidade de fabricação e maximização de economia de custos e eficiência é a prioridade, essa teoria da "transformação inteligente de baixo custo" é de tremendo significado prático e significado promocional.
Perguntas frequentes - Respostas às suas perguntas sobre o processamento do torno
1. Por que o DRO é usado?
Dro é curto para leitura digital. É usado principalmente para mostrar a ferramenta ou a posição da peça de trabalho coordenadas em tempo real com precisão no processo de processamento do torno. Ele substitui a escala tradicional manual manual por uma digital para tornar conveniente para os operadores reduzirem erros humanos, melhorar a precisão e a eficiência do processamento e serem particularmente adequados para contorno complicado ou processamento de peças de alta precisão.
2. O que significa diminuir em um torno de metal?
Definição: Afulamento em um torno de metal é o processo de corte de uma superfície cônica (por exemplo, haste de hastes de diminuição ou furo de diminuição) alterando o deslocamento do torno do torno, usando um acessório de cone ou um programa CNC, para que a ferramenta se alimente em um ângulo especificado ao girar a peça de trabalho. É amplamente utilizado na fabricação de produtos com correspondência ou transmissão de torque.
3. Eu compro um torno ou uma máquina de moagem primeiro?
Escolher entre comprar um torno e uma máquina de moagem primeiro depende de suas necessidades, orçamento e nível de habilidade específicos: um torno é melhor para usinar componentes simétricos rotacionalmente de usinagem (eixos e mangas). É fácil de manusear e barato, por isso é ideal para iniciantes ou para quem trabalha principalmente com peças cilíndricas. Uma máquina de moagem é uma boa opção para cortar aviões, slots ou curvas tridimensionais complexas. É rico em recursos, mas caro. Se você preferir versatilidade ou tiver várias peças para máquina, poderá escolher uma máquina de moagem como sua primeira opção. É inteligente tomar uma decisão depois de examinar cuidadosamente tipos de projetos comuns e objetivos de longo prazo.
Resumo
Dro é uma inovação brilhante na história dos tornos manuais. Embora não revolucione a natureza de corte dos tornos, o DRO redefine os meios de interação entre máquinas e operadores com precisão na forma digital, para que o sucesso ou falha no processamento não seja mais "uma questão de experiência e sorte", mas de "dados e certeza".
Os tornos manuais equipados com DRO são muito superiores na produção única e em pequenos lotes. Mas quando o projeto exige maiores demandas de eficiência, repetibilidade e usinagem complexa de contorno, oOs serviços de usinagem CNC são a melhor aposta. Em LS, integramos profundamente a idéia de precisão de DRO em cadamáquina CNC automática de alto nível. Se você estiver ansioso para obter peças impecáveis e desejar obter o produto processado com urgência e a um preço acessível, envie seus arquivos de design agora para receber um instanteCitação de usinagem CNC!

📞 Telefone: +86 185 6675 9667
📧 E -mail: info@longshengmfg.com
🌐 Site:https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos.Série LSNenhuma representações ou garantias de qualquer tipo, expressa ou implícita, é feita quanto à precisão, integridade ou validade das informações. Não se deve inferir que os parâmetros de desempenho, tolerâncias geométricas, recursos específicos de design, qualidade e tipo de material ou mão de obra que o fornecedor ou fabricante de terceiros fornecerá através da rede LS. Esta é de responsabilidade do compradorPeça uma cotação por peçasPara determinar os requisitos específicos para essas peças.Entre em contato conosco Saiba mais informações.
Equipe LS
LS é uma empresa líder do setorConcentre -se em soluções de fabricação personalizadas. Com mais de 20 anos de experiência atendendo a mais de 5.000 clientes, nos concentramos em alta precisãoUsinagem CNC, Assim,Fabricação de chapa metal, Assim,Impressão 3D, Assim,Moldagem por injeção, Assim,carimbo de metal,e outros serviços de fabricação única.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração e é certificada ISO 9001: 2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para os clientes em mais de 150 países em todo o mundo. Seja a produção de baixo volume ou a personalização em massa, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolherLS TechnologySignifica escolher eficiência, qualidade e profissionalismo.
Para saber mais, visite nosso site:www.lsrpf.com



