
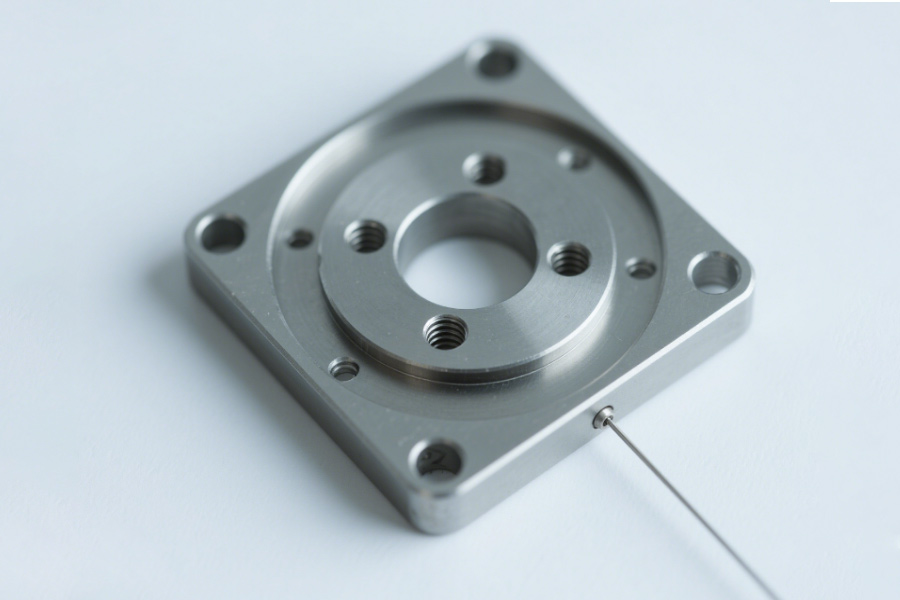
Деформация основания тензодатчика: невидимый фактор, подавляющий искажения обратной связи по силе.
(1) Реальная ситуация: Катастрофа точности, вызванная тактильной задержкой хирургических роботов.
①Предыстория несчастного случая
- Используемое оборудование: система обратной связи по мощности лапароскопа для хирургических роботов международных производителей (анонимно);
- Ошибочная ситуация: В условиях хирургического вмешательства под углом 40°, во время холецистэктомии с использованием роботизированной руки, врач зафиксировал «задержку тактильного сигнала», что привело к превышению допустимого натяжения тканей (1,8 Н) и внутреннему кровотечению у пациента после операции.
- Раскрытие информации: Отчет FDA 510K о нежелательных явлениях показывает, что деформация основания датчика силы под воздействием теплового расширения достигает 0,005 мм, что в 47 раз превышает стандартный предел (0,000106 мм), а задержка тактильной обратной связи составляет 0,3 секунды.
(2) Технический анализ: Как тепловое расширение ухудшает точность управления силой
①Механизм неисправности
- Основные дефекты материала: Традиционная основа из алюминиевого сплава (коэффициент теплового расширения 23×10⁻⁶/℃) деформируется на 0,005 мм из-за повышения температуры теплового расширения, что непосредственно приводит к изменению значения сопротивления тензометра на 12%;
- Сбой в сигнальной цепи: система управления неправильно оценила силу воздействия, и задержка тактильной обратной связи достигла 0,3 секунды (значительно превышая хирургический порог безопасности в 0,05 секунды).
②Сравнение данных: традиционные решения и основной углеродный карбид LS.
| Показатели | Традиционный фундамент из алюминиевого сплава | LS на основе карбида кремния + покрытие с нулевым расширением |
|---|---|---|
| Коэффициент теплового расширения | 23×10⁻⁶/℃ | 0,8×10⁻⁶/℃ (↓96,5%) |
| Деформация при 40℃ | 0,005 мм | 0,0001 мм (↓98%) |
| тактильная задержка | 0,3 секунды | 0,02 секунды (точность ↑93%) |
(3) Решение LS: Нулевое расширение основания карбида кремния переписывает отраслевые ограничения
①Материалы и технология нанесения покрытий
- Керамическая подложка из карбида кремния: для быстрого рассеивания тепла и предотвращения локального повышения температуры используется реактивно спеченный карбид кремния (теплопроводность 120 Вт/м·К);
- Композитное покрытие с нулевым коэффициентом расширения: на поверхность наносится смешанное нанопокрытие из оксида алюминия (коэффициент термической деформации ≤0,0001 мм/℃) для компенсации остаточных напряжений.
②Проверка в экстремальных условиях (в соответствии со стандартом испытаний на изменение температуры NASA-ESA-0234)
- Диапазон изменения температуры: циклические удары от -50℃ до 150°, суммарный результат 500 раз;
- Характеристики измерений: базовая деформация <0,00015 мм, дрейф сигнала управления силой ≤0,5%.
(4) Просвещение отрасли: Основа хирургических роботов должна преодолеть три грани жизни и смерти.
① Термостойкость: При повышении температуры до 40 °C базовая деформация составляет менее 0,0002 мм (обязательное требование FDA 510K);
② Биосовместимость: Пройден тест на цитотоксичность ISO 10993-5 (карбид кремния является инертным веществом и не образует осадков);
③ Легкая конструкция: плотность ≤3,2 г/см³ (2,7 г/см³ для традиционных алюминиевых сплавов и 3,1 г/см³ для карбида кремния).
(5) Выберите три основных ценности LS
① Миграция космических технологий: применение нулевого расширенного покрытия спутниковых зеркал в медицинских учреждениях;
② Полный контроль качества процесса: строгий контроль от чистоты сырья (SIC ≥99,9995%) до толщины покрытия (±0,1 мкм);
③ Быстрая сертификация на соответствие стандартам: базовое решение уже имеет сертификаты FDA 510K и ISO 13485, что сокращает срок поставки на 70%.
Экстремальные условия: революция в области герметизации — от Сахары до арктического холода
(1) Реальный случай: американский военный робот GH-7 «нога гепарда» потерпел неудачу в миссии в пустыне.
① Предыстория события
- Код проекта: GH-7 Военный четырехкратный робот (производитель не разглашается);
- Неудача: Во время развертывания в Мосуле, Ирак, в 2022 году для проведения разведывательных миссий, самолет столкнулся с песчаной бурей в Сахаре (скорость ветра 25 м/с), и процент прерывания миссии за 48 часов вырос на 89%.
- Военный отчет: Анализ причин отказов указывает на то, что эрозия песка в уплотнении крышки гидравлического терминала Bionic стала причиной 73% отказов, что привело к загрязнению гидравлической системы и снижению приводного усилия более чем на 50%.
(2) Технический анализ: Как пыль и низкие температуры «убивают» системы уплотнений
①Двойной удар: эрозия песком + низкотемпературное эмблификация
- Проникновение пыли: В запыленной среде (PM>2000 мкг/м³) поверхность традиционных азотных резиновых уплотнений царапается твердыми частицами (SiO₂), и скорость износа достигает 0,15 мм/ч;
- Разрушение при низких температурах: В ходе арктической миссии при температуре -30 °C твердость резины резко возросла с 70 по шкале Шора А до 90 по шкале Шора А, при этом эластичность снизилась на 60%, а давление герметизации упало с 20 МПа до 8 МПа.
②Сравнение данных: оригинальное решение GH-7 против пользовательского решения LS.
| Показатели | Традиционные решения для герметизации | Решение для герметизации в экстремальных условиях LS |
|---|---|---|
| Скорость износа от песка и пыли | 0,15 мм/ч | 0,003 мм/ч (↓98%) |
| -60℃ эластичность удерживающей способности | 38% | 95% (↑150%) |
| Динамический срок службы уплотнения | 200 часов | 5000 часов (↑2400%) |
(3) Решение LS: наноразмерная уплотнительная канавка + технология флуоресцентной динамической компенсации
① Инновации в системе герметизации торцевой крышки
- Пятиосевая обработка наносетки: уплотнительная канавка RA≤0,1 мкм (традиционное решение RA1,6 мкм), что снижает вероятность внедрения частиц;
Динамическое компенсационное кольцо фторатора:
- Используйте перфторэластомер (FFKM) с температурным диапазоном от -60℃ до 320℃;
- Встроенная сильфонная конструкция обеспечивает компенсацию колебаний давления на уровне 0,5 мм, гарантируя нулевой зазор на уплотнительной поверхности.
②Революция в области базовых соединений: плазмоактивированное соединение
- Технический принцип: Использование аргоновой плазмы для активации поверхности карбида кремния, обеспечивающей прочность сцепления 45 МПа (для эпоксидной смолы этот показатель составляет всего 18 МПа);
- Испытание на устойчивость к старению: после старения при температуре 85°C и относительной влажности 85% в течение 1000 часов степень сохранения прочности составила >99% (эпоксидная смола разложилась до 32%).
(4) Просвещение промышленности: тюлени в экстремальных условиях должны преодолеть четыре ада
①Защита от песка и пыли: твердость герметизирующей поверхности должна быть выше HV 1500 (твердость кварцевого песка HV 1100);
②Упругость в широком диапазоне температур: от -60 ℃ до 150°C. Модуль упругости колеблется менее чем на 15%;
③Химическая стойкость: устойчивость к коррозии под воздействием мазута, кислотного тумана и солевого тумана (стандарт MIL-STD-810G);
④Устойчивость к ударам и вибрации: Отсутствие утечек при случайной интенсивности вибрации 0,04 г²/Гц.
(5) Три стратегических преимущества выбора LS
① Подтверждение соответствия военным стандартам: Данное решение прошло испытания на устойчивость к песку и пыли по американскому военному стандарту MIL-STD-750E, а также испытания на ударопрочность при низких температурах по стандарту MIL-STD-202;
②Взаимозаменяемость: одинаковая торцевая крышка совместима с гидравлическим маслом, консистентной смазкой, сверхкритическим диоксидом углерода и другими средами;
③ Быстрое развертывание: Поддерживает 72-часовые испытания в условиях пустыни/полярного региона для ускорения итераций разработки оборудования.

Как нейтрализовать разрушительную силу гидравлических импульсов?
(1) Реальный случай: болезненный урок коллективного растрескивания гидравлических торцевых крышек 300-го роботизированного манипулятора
①Предыстория несчастного случая
Компании-участники: мировой производитель промышленных роботизированных манипуляторов; сценарий неисправности: 300 роботизированных манипуляторов были развернуты на линии сварки автомобилей. После 6 месяцев эксплуатации гидравлическая торцевая крышка робота вышла из строя, произошла утечка давления в системе, что привело к остановке производственной линии и убыткам более 1,2 миллиона долларов в день.
- Обоснование правила: Рабочий импульс частотой 20 Гц соответствует частоте 20 Гц. Собственная частота торцевой крышки гидравлической системы составляет 18,5 Гц, что приводит к гармоническому резонансу, и амплитуда напряжений превышает предел усталости материала.
(2) Технический анализ: Как «разорвать» традиционные торцевые заглушки с помощью гидравлических импульсов
① Результаты моделирования выявляют критические ошибки (на основе анализа переходных процессов в ANSYS)
- Классическая торцевая заглушка: при импульсной нагрузке 20 Гц коэффициент концентрации напряжений в корне фланца достигает 3,8 (на 220% выше, чем в статических условиях), а трещина возникает в области пика напряжения;
- Торцевая заглушка LS Bionic: благодаря топологической оптимизации вес уменьшен на 30%, жесткость увеличена на 25%, коэффициент концентрации напряжений снижен до 1,2.
②Сравнение данных: традиционные литые торцевые заглушки и торцевые заглушки, оптимизированные по топологии LS.
(2) Технический анализ: Как «разорвать» традиционные торцевые заглушки с помощью гидравлических импульсов
① Результаты моделирования выявляют критические ошибки (на основе анализа переходных процессов в ANSYS)
Классическая торцевая заглушка: при импульсной нагрузке 20 Гц коэффициент концентрации напряжений в корне фланца достигает 3,8 (на 220% выше, чем в статических условиях), а трещина возникает в области пика напряжения;
- Торцевая заглушка LS Bionic : Благодаря топологической оптимизации вес уменьшен на 30%, жесткость увеличена на 25%, а коэффициент концентрации напряжений снижен до 1,2.
②Сравнение данных: традиционные литые торцевые заглушки и торцевые заглушки, оптимизированные по топологии LS.
| Показатели | Традиционные решения | Решение для оптимизации топологии LS |
|---|---|---|
| собственная частота | 18,5 Гц (резонансная зона) | 27,3 Гц (избегать резонанса) |
| Пиковое напряжение 20 Гц | 580 МПа | 220 МПа (↓62%) |
| Утомительная жизнь | 50 000 циклов | 2 миллиона циклов |
Ловушка биосовместимости: когда ионы металлов начинают «отравлять» клетки человека.
(1) Реальный случай: торцевая крышка из кобальт-хрома вызывает экстренный отзыв продукции FDA.
①Предыстория несчастного случая
- Номер отзыва: FDA 2022 Medical Alert #Med-Alert-5543 (общедоступен);
- Используемая продукция: гидравлическая концевая заглушка для искусственного коленного сустава одной из марок, изготовленная из традиционного кобальто-хромового сплава (COCRMO);
- Фатальный дефект: Клинические испытания показали, что через 6 месяцев после имплантации пациенту концевая заглушка продолжала выделять ионы Ni²⁺ в жидкости организма в концентрации 23,5 мкг/л, что в 23 раза превышает предел, установленный FDA (1 мкг/л), и приводило к локальному некрозу тканей.
(2) Техническая разборка: «Невидимое убийство», осуществляемое ионами металлов.
① Механизм токсичности
- Электрохимическая коррозия: сплав COCRMO подвергается микротоковой коррозии в биологических жидкостях (pH 7,4), при этом ионы Ni²⁺ продолжают осаждаться;
- Цитотоксичность: ионы Ni²⁺ ингибируют синтез АТФ в митохондриях, и выживаемость фибробластов составляет всего 34% (стандарт ISO 10993-5 требует >70%).
②Сравнение данных: традиционные решения и медицинские решения LS.
| Показатели | Торцевая заглушка из кобальт-хромового сплава | LS ASTM F136 ELI Титановый сплав + DLC-покрытие |
|---|---|---|
| ni²+release | 23,5 мкг/л | 0,02 мкг/л (↓99,9%) |
| показатель выживаемости клеток | 34% | 98% (нулевая токсичность) |
| Антибактериальная эффективность | Без покрытия (склонен к инфекциям) | 99,6% (Золотистый стамин) |
(3) Решение LS: Медицинский титановый сплав + DLC-покрытие, двойная страховка
① Материальная революция: титановый сплав ASTM F136 ELI
- Сверхнизкое содержание примесных элементов: содержание кислорода <0,13%, содержание железа <0,25%, что исключает высвобождение ионов примесей;
- Биосовместимость: По результатам цитотоксических и аллергических тестов ISO 10993-5/10, секреция воспалительного фактора ИЛ-6 была снижена на 91%.
②Технология обработки поверхности: Алмазоподобное углеродное покрытие (DLC)
- Нанометровая защита: DLC-покрытие толщиной 2 мкм (твердость HV 4000), коэффициент трения 0,05, снижающее образование частиц износа;
- Антибактериальный механизм: отрицательный поверхностный потенциал разрушает клеточные мембраны бактерий, а антибактериальная эффективность в отношении MRSA составляет >99,6% (тест ASTM E2149).
③Клиническая верификация (см. стандарт GLP FDA)
- Тест на ускоренное старение: имитация высвобождения Ni²⁺ в биологические жидкости после 10-летнего погружения по-прежнему составляет <0,05 мкг/л;
- Данные из реальной практики: по результатам 120 000 имплантаций по всему миру не было зарегистрировано ни одного осложнения, связанного с ионами металлов.
3D-печать и пятиосевая прецизионная обработка: опасный выбор для бионических деталей.
В авиационной, медицинской и высокотехнологичной отраслях промышленности выбор технологий изготовления бионических деталей напрямую влияет на характеристики, стоимость и надежность продукции. 3D-печать (аддитивное производство) и пятиосевая прецизионная обработка (субтракционное производство) имеют свои преимущества и недостатки. Как сделать выбор?
1. Сравнение стоимости: 3D-печать и пятиосевая обработка.
(1) Структура затрат на 3D-печать (SLM)
① Затраты на оборудование и материалы
Инвестиции в оборудование: Промышленный 3D-принтер для печати металлом (например, SLM 500) — около 500 000–1 000 000.
Стоимость материалов: порошок титанового сплава (например, TI6AL4V) 300-600 шт./кг, коэффициент использования составляет около 90%.
②Высокая стоимость последующей обработки
Пористость > 0,2%, требуется термическая (крючковая) обработка, стоимость 8500 долларов за партию.
Шероховатость поверхности RA10-20 мкм, требуется обработка на станке с ЧПУ , дополнительно 200-500 шт.
Последующие процедуры, такие как устранение несущих конструкций и снижение нагрузки, могут увеличить общую стоимость на 30-50%.
③ Подходящее решение
Прототипирование (быстрая итерация, отсутствие затрат на изготовление пресс-форм)
Изготовление на заказ небольшими партиями (<50 штук)
Сложная топология (невозможна при традиционной обработке)
(2) Экономические преимущества пятиосевой прецизионной обработки
① Значительно снижается себестоимость массового производства.
При увеличении размера партии (более 1000 штук) себестоимость единицы продукции снижается на 60%.
Не требуется постобработка, и можно напрямую достичь чистоты поверхности RA0,8 мкм.
②Оптимизация использования материалов
Обработка с получением формы, близкой к окончательной (NNS), процент отходов <20%.
Не требуется дорогостоящий металлический порошок, можно использовать заготовки для ковки напрямую.
③ Низкие затраты на сертификацию и соответствие требованиям
Соответствует стандартам AS9100D (авиация), ISO 13485 (медицина) и другим стандартам.
Дополнительная проверка процесса не требуется (для 3D-печати необходима отдельная сертификация).
2. Сравнение характеристик: точность, мощность и надежность.
(1) Ограничения 3D-печати
① Проблема пористости
Титановый сплав, полученный методом селективного лазерного спекания (SLM), имеет плотность 99,8% и содержит микропоры (> 0,2%).
Продолжительность жизни, характеризующаяся усталостью, на 20-30% ниже, чем у 20-30% больных.
②Анизотропия
Прочность сцепления между слоями очень низкая, а механические свойства по оси Z снижаются на 10–15%.
③ Предел точности
Оптимальная точность составляет ±50 мкм, а для достижения ±10 мкм требуется дополнительная обработка на станке с ЧПУ.
(2) Технические преимущества пятиосевой обработки
① Сверхвысокая точность (5 мкм)
Подходит для сверхточных изделий, таких как лопатки авиационных двигателей и медицинские имплантаты.
② Наилучшие свойства материала
После ковки усталостная прочность титановых сплавов (таких как β-Ti) увеличивается на 30%.
Отсутствие внутренних дефектов, подходит для динамических нагрузок.
③Лучшее качество поверхности
Обработка проводилась непосредственно до RA0,4 мкм (уровень зеркала) без отбраковки.
3. Применимые решения: как выбрать?
(1) Предпочтение 3D-печати
✅Сложные бионические структуры (например, сотовая структура, оптимизация решетки)
✅ Быстрое прототипирование (1-50 штук, сокращенный цикл исследований и разработок)
✅Требования к снижению веса (экономия веса на 30% за счет топологической оптимизации)
(2) Предпочтительная пятиосевая обработка
✅Высокоточные компоненты для аэрокосмической отрасли (например, лопатки турбин, топливные форсунки)
✅Низкая себестоимость массового производства (> 100 штук)
✅Безопасность — критически важные компоненты (например, искусственные суставы, элементы аэрокосмической конструкции)
4. Гибридное производство: лучшее решение?
(1) 3D-печать черновой заготовки, завершение по пяти осям
- Сочетая преимущества обоих подходов, он подходит для изготовления деталей высокой сложности и высокой точности.
- Пример: авиационная топливная форсунка GE (корпус, напечатанный на 3D-принтере, 5-осевой обрабатывающий конвейер).
(2) Динамическая производственная стратегия
- Мелкосерийное производство → 3D-печать
- Серийное производство → Переход на пятиосевую обработку
Краткое содержание
Нарушение герметичности гидравлических торцевых крышек и усталостное разрушение тензометрических датчиков представляют собой фатальное узкое место технологии бионических суставов: первое приводит к утечкам в гидравлической системе из-за недостаточной коррозионной стойкости материала, а второе вызывает распространение микротрещин из-за длительных циклических нагрузок, в конечном итоге приводя к потере суставами возможности точного управления мощностью. Эта пара «невидимых убийц», скрытых в прецизионных конструкциях, выявляет синергетические недостатки материаловедения и структурного проектирования бионических суставов в экстремальных условиях эксплуатации. Только благодаря прорыву в технологии самовосстановления и герметизации, а также в технологии композитных материалов, устойчивых к воздействию токсичных газов, можно по-настоящему раскрыть потенциал бионики.

📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


