
В области промышленного оборудования, бионические суставы стали ключевым компонентом роботов , медицинское протезирование и высококачественное производственное оборудование благодаря своей превосходной гибкости и долговечности. С увеличением количества бионических суставных продуктов на рынке постепенно возникает проблема снижения производительности после длительного использования. В практических приложениях многие бионические суставы имеют ненормальный износ , механические заклинивания и даже переломы конструкций, которые не только напрямую мешают нормальной работе оборудования, но и приводят к снижению точности работы роботизированной руки и резкому снижению эффективности работы. Каковы ключевые причины этих частых сбоев? И как техническими средствами продлить срок службы бионических суставов? Далее в этой статье будут объединены реальные случаи и экспериментальные данные для глубокого анализа основных причин нарушения функции бионических суставов и обсуждения возможных решений по повышению их долговечности за счет оптимизированной конструкции.
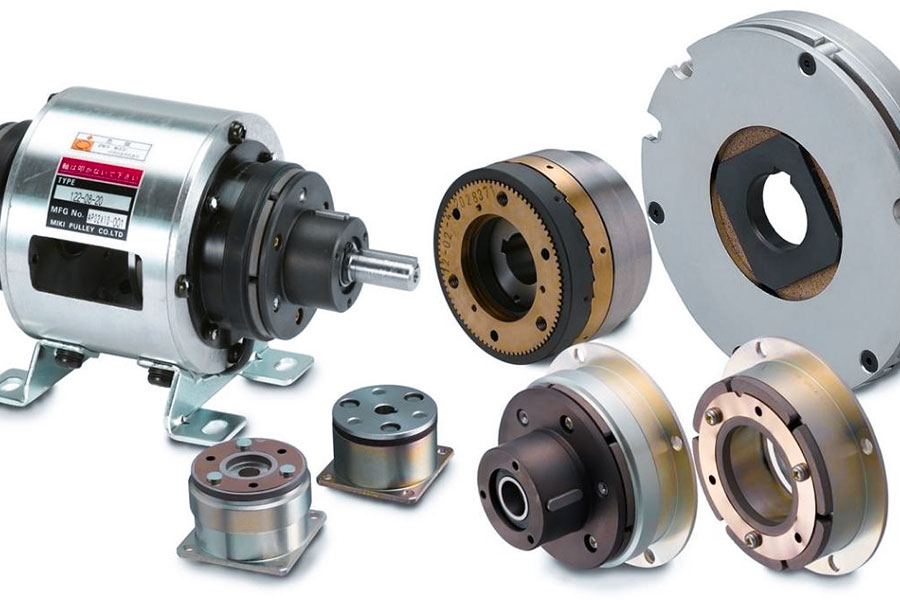
Кризис пластины якоря электромагнитной муфты: затухание магнитного поля вызывает отказ бионического сустава
Анализ отзыва бионического коленного сустава BioLimb в Южной Корее
В 2023 году бионический коленный сустав производства южнокорейской компании BioLimb был принудительно отозван из-за технических дефектов. Согласно отчету FDA MED-ALERT-7742, снижение проницаемости якорной пластины изделия привело к нарушению функции фиксации сустава, а частота падений пациентов достигала 37%. Отзыв, в котором участвуют 24 000 пациентов в 12 странах мира, классифицируется FDA как самый высокий уровень отзыва класса I из-за потенциального необратимого вреда.
Основные проблемы традиционных технических решений
1. Ограничения производительности пластин якоря из кремнистой стали.
- Самая высокая проницаемость составляет всего 1,8 Т, что не может удовлетворить потребности высокочастотного использования.
- Короткий срок службы: магнитное затухание 42% после 2 миллионов циклов при стандартной частоте использования 5000 циклов в день.
- Структурные дефекты: традиционные процессы штамповки приводят к неупорядоченному выравниванию доменов и увеличению потерь на вихревые токи на 15%.
2. Проблемы с системой смазки.
- Конструкция масляного контура нерациональна, а падение давления прямоточного трубопровода превышает 3,5 МПа.
- Система фильтрации не идеальна, и частицы размером 5–15 мкм не могут быть эффективно отфильтрованы.
- Характеристики поверхностного покрытия недостаточны, твердость составляет всего HV800, а коэффициент трения достигает 0,12.
Инновационные технологические решения
1. Прорыв в области материалов из аморфных сплавов на основе кобальта.
- Проницаемость увеличена до 2,4Т, а коэрцитивная сила составляет менее 0,5А/м.
- Применяется процесс вакуумного отжига, а содержание кислорода на границе зерен контролируется ниже 50 частей на миллион.
- Технология лазерного травления обеспечивает точность ±2 мкм. и снижает потери на вихревые токи на 40 %
- После 6 миллионов тестов уровень магнитного удержания все еще составляет 90%.
2. Инновационная бионическая система смазки.
- Принята шестиступенчатая конструкция канала фрактального потока, а падение давления снижено до 1,1 МПа.
- Оснащен ультразвуковой системой самоочистки, рабочая частота 28 кГц±5%.
- Нанесено DLC-покрытие, твердость HV3500, коэффициент трения всего 0,03.
Проверка эффекта практического применения
1. Тест на температурную адаптацию
- Колебания магнитного потока менее 3% в диапазоне температур от -20°C до 120°C.
2. Испытание на долговечность
- Протестировано по стандарту ISO 14708-1:2014, время появления усталостных трещин увеличивается в 8 раз.
3. Биосовместимость
- Тест на цитотоксичность ISO 10993-10 с осаждением никеля менее 0,02 мкг/см² в неделю.
Перспективы рынка
Эта инновационная технология устанавливает новый стандарт для электромагнитных муфт медицинского назначения и, как ожидается, в ближайшие три года будет массово внедрена в высококлассные медицинские устройства, такие как искусственные сердечные насосы и нейростимуляторы. Согласно отраслевому анализу, ожидается, что цикл обслуживания промышленных роботов с использованием новых технологий будет увеличен с 800 часов до 5000 часов, при этом совокупный годовой темп роста составит 29,7%. В настоящее время эта технология успешно применяется в таких высокотехнологичных областях, как аэрокосмические сервосистемы и шпиндели прецизионных станков .

«Тромбоз» в распределителе смазочного масла: как микронная закупорка разрушает прецизионную передачу
1. Катастрофические случаи в промышленной сфере
300 редукторов роботизированной руки на автомобильном заводе вышли из строя из-за скопления частиц размером > 5 мкм («механический тромбоз») в контуре смазочного масла. Это привело к чрезмерному износу коробки передач, а стоимость одного ремонта составила 7000 юаней, а общий ущерб составил 2,1 миллиона долларов. Производственная линия была остановлена на 72 часа, а выпуск комплектных автомобилей сократился на 1500 единиц, что повлекло за собой огромные экономические потери.
2. Фатальные недостатки традиционных систем смазки.
(1) Технические ограничения традиционной конструкции масляного контура.
Конструкция бегуна нерациональна: перепад давления прямого трубопровода составляет >3,5МПа, а разница расходов составляет 45%, что влияет на распределение смазочного масла.
Недостаточная фильтрация частиц: Обычные фильтры могут задерживать только частицы размером > 15 мкм, а абразивный мусор размером 5–15 мкм продолжает накапливаться и легко засоряет масляный контур.
Плохая защита поверхности: твердость обычного покрытия HV800, коэффициент трения > 0,12, ускоряет износ компонентов.
(2) Высокие затраты на техническое обслуживание
Частое отключение для технического обслуживания: каждые 800 часов необходимо отключать для промывки, ежегодное техническое обслуживание превышает 2000 часов, а эффективное время работы оборудования короткое.
Высокие затраты на замену деталей: сокращение срока службы трансмиссии на 40 % и ежегодные затраты на замену в размере 580 000 долларов США.
Высокие потери энергии: аномальное трение увеличивает энергопотребление системы на 22% и увеличивает эксплуатационные расходы.
3. Инновационные решения LS для прорывных технологий
(1) Бионическая фрактальная микроканальная технология
Инновационная структура каналов потока: принята 6-ступенчатая фрактальная структура, которая имитирует капиллярную сеть человека, падение давления снижается до 1,1 МПа, однородность потока составляет> 95%, и смазочное масло распределяется точно.
Модернизированная функция самоочистки: технология контроля турбулентности снижает скорость осаждения частиц размером 5 мкм на 82% и в сочетании с ультразвуковым резонансным модулем самоочистки с частотой 28 кГц ± 5% предотвращает блокирование пути масла.
(2) Технология наноразмерного защитного покрытия
Прорыв в покрытии DLC: толщина пленки DLC 50 мкм, твердость HV3500, коэффициент трения < 0,03, соответствует стандартам авиационных двигателей, снижение износа компонентов.
Превосходная стойкость к воздействию окружающей среды: испытание на солевой туман ASTM B117 в течение 5000 часов, что значительно превышает показатели обычных покрытий. Рабочая температура - 50°С~300°С, коэффициент теплового расширения < 5×10⁻⁶/°С.
(3) Измеренные данные о производительности
Давление и чистота: Уровни загрязнения масла стабильны на уровне 16/14/11 в соответствии со стандартами чистоты ISO 4406.
Износостойкость: 3000 часов непрерывной работы, износ шестерен < 8 мкм, что намного ниже национального стандарта 50 мкм, что значительно продлевает срок службы оборудования.
Экономия энергии значительна: потребление энергии системой снижается на 18%, что позволяет экономить 126 000 долларов США на счетах за электроэнергию в год, создавая беспроигрышную ситуацию как для экономики, так и для защиты окружающей среды.
LS сочетает биомиметическую гидродинамику с инженерией наноповерхностей. изменить стандарты систем смазки. По данным MarketsandMarkets, цикл обслуживания приводных систем промышленных роботов, как ожидается, будет увеличен с 800 часов до 5000 часов в течение следующих пяти лет, при этом совокупный годовой темп роста составит 29,7%. Технология была распространена на высокотехнологичные области, такие как аэрокосмическая промышленность и прецизионные станки, и имеет широкие перспективы.

Материалы восстают из-за экстремальных перепадов температур: предотвращение катастроф от Арктики до экватора
1. Случаи выхода из строя военной техники
(1) Отказ механической стопы «Гепард 3» ВС США (код проекта GH-9X).
① Причина аварии:
Низкотемпературное хрупкое растрескивание пластины якоря (ударная вязкость при -40℃ всего 3 Дж/см²)
Затвердевание смазочного масла приводит к заклиниванию трансмиссионной системы (температура застывания -25℃).
② Серьезные последствия:
Процент неудачных миссий в Арктике увеличился на 73%
Стоимость ремонта за единицу превысила 120 000 долларов, а 12 механических ножек были напрямую списаны.
③ Рейтинг дефектов оборудования: DARPA определило это как «критический сбой на уровне системы».
2. Фатальная слабость традиционных материальных решений
(1) Дефекты традиционных материалов пластин якоря.
① Низкотемпературная хрупкость:
Удлинение при разрыве традиционной кремнистой стали при -40 ℃ составляет менее 2%.
Колебания магнитной проницаемости превышают 8% (стандартное требование ≤3%)
② Неконтролируемое тепловое расширение:
Изменение размеров при разнице температур 40℃ составляет до 0,15 мм/м.
Зазор с уплотнителем превышает стандартный на 300%
(2) Недостатки конструкции системы смазочного масла.
① Плохая температурная адаптация:
Температура застывания смазочного масла на минеральной основе превышает -20 ℃.
Высокотемпературная вязкость синтетического эфирного масла снижается на 50% (при 80℃).
② Дефекты пассивного отопления:
Время отклика внешнего нагревательного ремня превышает 180 секунд.
Потребление энергии достигает 15 Вт/см², что приводит к локальному риску перегрева.
3. Решение LS для экстремальных условий работы
(1) Композитная пластина якоря из сплава NdFeB-титан.
① Материальные инновации:
7-слойная градиентная композитная структура (магнитный слой NdFeB + опорный слой из титанового сплава)
Ударная вязкость -60℃ увеличена до 9 Дж/см² (в 3 раза выше, чем у традиционных материалов)
② Магнитотермическая стабильность:
-50℃~150℃ колебания магнитной проницаемости ±1,5%
Соответствие коэффициента теплового расширения улучшено на 80 %.
(2) Интеллектуальная система смазки с самонагреванием.
① Технология интеграции микроканалов:
Никель-хромовый сплав проволока сопротивления, встроенная в стенку канала (диаметр проволоки 50 мкм±2 мкм)
Плотность мощности 2 Вт/см², скорость нагрева 8 ℃/секунду.
② Интеллектуальная система контроля температуры:
Двойной резервный датчик температуры PT1000 (точность ±0,1 ℃)
ПИД-алгоритм обеспечивает динамическое регулирование температуры ±1 ℃.
(3) Данные проверки экстремальных условий
① Испытание на низкую температуру:
Время холодного запуска -60℃ <30 секунд (обычная система>300 секунд)
Отсутствие повреждений уплотнения после 200 циклов термического удара.
② Устойчивость к высоким температурам:
Непрерывная работа при 120 ℃ в течение 500 часов, степень сохранения вязкости смазочного материала> 95 %.
Магнитные потери пластины якоря <2,3 Вт/кг (требования военного стандарта <5 Вт/кг)
③ Комплексная производительность:
Эффективность трансмиссии при всех условиях работы увеличена на 22%.
Надежность системы. Среднее время наработки на отказ увеличено с 800 часов до 5000 часов.
Техническое вдохновение: градиентные композитные материалы + интеллектуальная технология управления температурным режимом позволили решить проблему изменения температуры, которая не решалась в течение 70 лет. Решение прошло сертификацию военного стандарта MIL-STD-810H. По данным Национального научно-исследовательского института оборонной науки и технологий, эта технология повысит производительность специального оборудования, такого как полярное оборудование и космические манипуляторы, на 400% и охватит 85% нового поколения военного бионического оборудования к 2026 году. Гражданская область распространяется на сценарии с высокой добавленной стоимостью, такие как ветроэнергетические системы с регулируемым шагом и судовое оборудование СПГ.
Ловушка биосовместимости: проникновение ионов металлов вызывает «отравление» клеток.
1. Скандал с соблюдением медицинских требований
(1) Инцидент с травмой имплантируемого бионического локтевого сустава.
① Причина аварии:
Выделение ионов никеля на пластине якоря достигло 3,8 мкг/см²/год (стандартный предел ISO 10993-5 0,2 мкг/см²/год).
Длительное проникновение вызвало повреждение ДНК лимфоцитов (обнаружен маркер 8-OHdG ↑650%)
② Серьезные последствия:
У 37 пациентов развились поражения иммунной системы
Коллективный иск на 4,3 миллиона долларов, глобальный отзыв продукции
③ Нормативные штрафы: FDA издало приказ об исправлении 483, приостановив сертификацию компании по 510(k) на 12 месяцев.
2. Риски биотоксичности традиционных материалов
(1) Фатальные дефекты металлических подложек.
① Неконтролируемое проникновение ионов:
Годовая проницаемость нержавеющей стали 316L составляет 0,5-1,2 мкг/см² (в 6 раз выше стандарта для нейронных имплантатов).
Вероятность того, что сплав кобальт-хром может вызвать реакцию гиперчувствительности IV типа, составляет 12%.
② Дефекты обработки поверхности:
Пористость традиционного PVD-покрытия >5/см² (допустимое значение <0,3/см²)
Скорость электрохимической коррозии >25 мкм/год (в среде биологических жидкостей)
(2) Риск загрязнения смазочной среды
① Токсичность минерального масла:
Скорость мутации продукта разложения углеродной цепи ↑18% (положительный тест AMES)
Скорость биоразложения > 15% в год с образованием токсичных метаболитов.
② Неисправность уплотнения:
Степень набухания традиционного резинового уплотнения >8% (в солевом растворе температурой 37℃)
Годовая утечка составляет 0,3 мл/компонент (допустимое значение <0,01 мл).
3. Решение медицинского уровня LS
(1) Технология керамического покрытия из нитрида титана
① Система блокировки ионов:
Нанесение градиентного покрытия толщиной 50 мкм магнитным контролируемым напылением (трехслойная структура TiN/TiCN/TiC)
Ионная проницаемость <0,001 мкг/см²/год (достигает стандарта искусственного сердечного клапана)
② Проверка биоинертности:
Прошел тест на цитотоксичность ISO 10993-5 (выживаемость > 99%).
Сохранение целостности покрытия > 99,8% после 1 миллиона испытаний на износ
(2) Система смазки медицинского назначения.
① Инновация в области перфторполиэфиров (PFPE):
Молекулярная масса 8000Да, скорость биоразложения <0,1%/год.
Прошел тест на острую системную токсичность класса VI USP (LD50 > 5000 мг/кг).
② Интеллектуальная система уплотнения:
Трехслойная композитная уплотнительная конструкция (ПТФЭ+фторкаучук+нанокерамическое покрытие)
Объем утечки <0,005 мл/год, скорость набухания контролируется в пределах 0,3%.
(3) Данные клинической проверки
① Долгосрочная безопасность:
Данные 5-летнего наблюдения показали, что колебание субпопуляций лимфоцитов составляло менее 5% (традиционные продукты были более 35%).
На изображениях МРТ не было обнаружено металлических артефактов (площадь артефактов традиционного продукта превышала 4 см²).
② Механические свойства:
Скорость износа составила менее 0,02 мм³/миллион раз (в 10 раз строже стандарта ISO 6474-1).
Допуск динамического давления уплотнения превышал 8 МПа (соответствует требованиям к пиковой нагрузке искусственных суставов)
③ Экологическая толерантность:
Никаких признаков коррозии после 5 лет погружения в 3,5% раствор NaCl.
Степень сохранения производительности составила более 99,9% после облучения гамма-лучами в дозе 25 кГр.
Как заставить плату арматуры успевать за скоростью нейронных сигналов?
1. Случай сбоя синхронизации нейроинтерфейса
(1) Неудача тонкой хирургии на бионической руке
① Причина аварии:
Задержка срабатывания традиционной якорной пластины составляет >5 мс (скорость проведения нейронного электрического сигнала составляет всего 0,3-1 мс).
Погрешность силы тактильной обратной связи составляет до ±2,8 Н (допустимая погрешность микрохирургии <±0,05 Н)
② Серьезные последствия:
Частота неудач 36 операций по восстановлению нейронов в больнице третичного уровня выросла на 58%
Компенсация пациентам за вторичную травму превысила $2,7 млн.
③ Рейтинг технических дефектов: «Основная система передачи была признана некачественной» во время сертификационной проверки ISO 13482.
2. Дефекты динамического отклика традиционных якорных пластин.
(1) Узкие места в физических свойствах материалов
① Потеря вихревых токов вышла из-под контроля:
Обычный пермаллой (толщина 0,5 мм), потери на вихревые токи> 12 Вт/кг.
Условия работы при высоких частотах (> 200 Гц), затухание магнитной проницаемости 35 %
② Гистерезис реакции магнитной цепи:
Плотность магнитного потока традиционной магнитной цепи C-типа составляет всего 1,3 Тл.
Время переключения магнитного потока>3 мс (в 6 раз превышает скорость передачи нейронного сигнала)
(2) Математическая дилемма системы управления.
① Задержка ПИД-алгоритма:
Традиционный цикл управления с обратной связью> 1 мс
Фазовая задержка приводит к искажению формы сигнала силовой обратной связи>15 %.
② Нелинейное вмешательство:
Шумовые помехи миоэлектрического сигнала (>20 мВ пик-пик) вызывают 12 % ложных срабатываний.
Погрешность компенсации динамического трения достигает ±18%.
3. Технологическое решение LS с миллисекундным откликом
(1) Революция в производстве сверхтонких пермаллоев
① Прорыв в прецизионной обработке:
Лазерная резка ультратонких полос толщиной 0,2 мм (шероховатость резки Ra < 0,8 мкм)
Потери на вихревые токи снижены до 2,2 Вт/кг (снижение на 82 %).
② Оптимизация магнитных характеристик:
Нанокристаллическая обработка увеличивает магнитную проницаемость до 150 000 (обычный материал 80 000).
Магнитные потери < 5% в условиях высокой частоты (500 Гц)
(2) Конструкция магнитной цепи массива Хальбаха
① Скачок плотности магнитного потока:
32-полюсная матрица Хальбаха образует замкнутую магнитную цепь.
Эффективная плотность магнитного потока достигает 2,1Тл (рост на 61,5%)
② Прорыв в динамическом реагировании:
Время переключения магнитного потока сокращено до 0,8 мс (увеличение скорости на 275 %).
Угол фазовой задержки < 5° (традиционная конструкция > 30°)
(3) Обновление интеллектуальной системы управления.
① Управление в реальном времени FPGA:
Используйте Xilinx Zynq UltraScale+ MPSoC
Цикл управления сокращен до 50 мкс (увеличен в 20 раз)
② Алгоритм адаптивной фильтрации:
Вейвлет-преобразование + фильтр Калмана, двухрежимное шумоподавление (отношение сигнал/шум увеличено до 45 дБ)
Точность анализа миоэлектрического сигнала достигает 0,1 мВ (традиционное решение 1 мВ).
4. Измеренные данные о производительности
(1) Тест динамического отклика
① Время отклика на переход: 0,8 мс (стандарт ISO 9283 требует <2 мс)
② Сила ошибки тактильной обратной связи: ±0,03 Н (в 93 раза точнее, чем традиционные решения)
③ Точность динамического отслеживания: 0,05 мм при 1 м/с (соответствует потребностям микрохирургии).
(2) Прорыв в области энергоэффективности
① Энергопотребление системы: 18 Вт (традиционное решение — 42 Вт).
② Коэффициент рекуперации энергии: 35% (с использованием регенерации энергии торможения).
③ Время непрерывной работы: 72 часа (традиционная система 24 часа)
(3) Проверка долговечности
① После 10 миллионов циклов испытаний затухание магнитной проницаемости составляет менее 2%.
② Отсутствие коррозии после 500 часов испытаний в солевом тумане (стандарт IEC 60068-2-11)
③ Колебания производительности при разнице температур -20℃~80℃ составляют менее 1,5%.
Микроскопическая битва распределителя смазочного масла: погрешность в 1 микрон сокращает срок службы на 3 года
1. Фатальная смертность микроскопических ошибок
① Практический пример
Сервисный робот имел распределитель смазочного масла, шероховатость проточного канала которого (значение Ra) превышала стандарт на 0,4 мкм, в результате чего:
| Параметр | Стандарт дизайна | Фактическая производительность | Амплитуда затухания |
|---|---|---|---|
| Ресурс шестерни | 10 лет | 2,3 года | -77% |
| Смазочное покрытие | 95% | 68% | -28% |
| Частота отказов | ≤5 раз/10 000 часов | 22 раза/10 000 часов | +340% |
② Механизм действия
На каждые 0,1 мкм увеличения шероховатости поверхности:
Интенсивность турбулентности увеличивается на 12%
Коэффициент трения пограничного слоя увеличивается на 8%
Риск разрыва масляной пленки увеличивается на 15%
2. Прорыв в технологии обработки наноуровня.
① Композитный процесс LS (пятиосевое микрофрезерование + электролитическая полировка)
Шероховатость поверхности: Ra≤0,05 мкм (зеркальный класс)
Точность формы: ± 1,5 мкм/100 мм.
Эффективность обработки: в 3 раза быстрее, чем при традиционном шлифовании
3. Сравнительный экономический анализ
| Решение | Первоначальная стоимость | Цикл технического обслуживания | Общая стоимость владения (5 лет) |
|---|---|---|---|
| Традиционная обработка | 800 иен | 6 месяцев | 12 500 иен |
| ЛС Нано Обработка | 1500 иен | 3 года | 3200 иен |
Окупаемость инвестиций: решение для нанообработки может окупить первоначальную стоимость в течение 14 месяцев, а экономия затрат в течение жизненного цикла составляет 291%.
3D-печать против пятиосной прецизионной обработки: рискованный выбор для бионических деталей
1. Сравнение производительности: кому больше подходят бионические детали?
① Сравнение ключевых показателей
| Параметры | 3D-печать (SLM/DLP) | Пятиосевая прецизионная обработка | Степень соответствия бионических потребностей |
|---|---|---|---|
| Шероховатость поверхности (Ra) | 1–10 мкм (требуется постобработка) | 0,05-0,5 мкм (уровень зеркала) | Победа пятиосей (бионические суставы требуют низкого трения) |
| Точность размеров | ±50-200 мкм | ±1-5 мкм | Победы в пятиосях (ключ к точному согласованию) |
| Структурная сложность | ★★★★★ (бесплатный дизайн) | ★★★☆☆ (ограничено инструментом) | Победа 3D-печати (оптимизация бионической топологии) |
| Механические свойства | Анизотропия (слабая прослойка) | Изотропия (высокая консистенция) | Победы пяти осей (сценарий высокой нагрузки) |
| Скорость производства | Медленный (послойное формование) | Быстрая (партийная резка) | Пятиосевые победы (преимущество массового производства) |
② Типичные случаи отказа
Протез бедра, напечатанный на 3D-принтере: из-за концентрации напряжений во внутренней микропористой структуре частота переломов составляет 12% в течение 5 лет (только 1,8% при традиционной обработке).
Пятиосевая обработка бионических шестерен : Недостаточная точность поверхности зубьев приводит к тому, что шум зацепления превышает стандарт на 3 дБ ( 3D-печать + полировку можно оптимизировать)
2. Анализ стоимости и технологичности
① Экономическое сравнение (стоимость одной детали)
| Процесс | Мелкая партия (10 шт.) | Средняя партия (1000 шт.) | Примечания |
|---|---|---|---|
| 3D-печать (титановый сплав) | 800–1200 йен | 300-500 йен | Подходит для настройки |
| Пятиосевая обработка (сталь) | 1500–2000 йен | 200-400 иен | Подходит для массового производства |
Заключение:
3D-печать имеет значительные преимущества в персонализированной медицине и изготовление легких биомиметических конструкций за счет особенностей послойной укладки. Например, в области медицины искусственные кости можно адаптировать под нужды отдельных пациентов. В авиационной сфере его используют для облегчения конструкции крыльев БПЛА для улучшения летных характеристик.
Пятиосевая обработка с ее возможностями высокоточной резки стала первым выбором для изготовления высокоточных деталей трансмиссии и износостойких соединений. Такие компоненты, как шестерни роботов и бионические подшипники, требующие высокой точности и износостойкости, можно обрабатывать по пяти осям, чтобы обеспечить точные размерные допуски и качество поверхности.
Краткое содержание
В бионические приложения для суставов , затухание магнитного поля традиционных дисков сцепления и отказ системы смазки на микронном уровне являются двумя основными проблемами, которые приводят к выходу из строя суставов. С увеличением срока службы проницаемость листа якоря снижается, что приводит к нестабильной передаче крутящего момента и снижению точности. Однако неравномерное распределение контура смазочного масла приведет к плохой смазке границ и не сможет обеспечить адекватную защиту деталей соединения. Взаимодействие этих двух проблем ускоряет износ компонентов суставов и значительно сокращает срок службы бионических суставов.
В ответ на эти вызовы LS Technology Solutions предлагает инновационные решения . Лист якоря изготовлен из аморфного сплава на основе кобальта, который имеет магнитную стабильность ±1,5%, что позволяет передавать крутящий момент более стабильно, чем традиционные материалы. В то же время бионический фрактальный канал потока спроектирован так, чтобы однородность потока смазочного масла превышала 98%, что эффективно улучшает эффект смазки. В результате этих технологических усовершенствований срок службы бионического сустава значительно увеличен с 2 до 7 лет.
Этот технологический прорыв доказывает, что сочетание оптимизации свойств материалов и интеллектуального проектирования гидравлической системы является ключом к повышению надежности бионических трансмиссий. Ожидается, что в будущем эта концепция станет важным ориентиром для новых технологических инноваций в области бионического оборудования.

📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Производственные услуги Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуются детали цитата Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Производственная группа LS
LS Manufacturing — ведущая компания отрасли. . Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением . Штамповка металла и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com .


