

Sul tornio, la pietra angolare ditaglio del metallo, L'attuatore principale che gli dà la possibilità di "mangiare" il metallo è chiamato "strumento di svolta". Dietro questo termine generico apparentemente semplice c'è una grande e sofisticata famiglia di strumenti. Dalla lavorazione cilindrica ruvida e potente, alla fine noiosa delle cavità profonde, alla modellatura precisa dei fili, ogni compito di svolta specifico corrisponde a uno strumento di svolta speciale con una struttura, angolo e materiale diverso.
Che si tratti dei tradizionali strumenti di acciaio ad alta velocità integrali o dei moderni inserti indicizzabili in carburo mainstream, comprendere il nome generale "strumento di svolta" e la ricca varietà e le caratteristiche dietro di essa è la chiave principale per padroneggiare la tecnologia di svolta e migliorare l'efficienza e l'accuratezza della lavorazione della lavorazione. Questo articolo ti fornirà un'analisi sistematica del tornio Questo "tailo di ferro" si basa sul lavoro dei "denti" - il mondo diStrumenti di taglio del tornio.
Quali sono i nomi comuni per gli utensili da taglio del tornio?
Quello che segue è un chiaro riassunto delNomi comuni di strumenti per il tornioe il loro sistema di denominazione principale, combinato con scenari tecnici e applicazioni pratiche:
1. Nomi comunemente usati e punti tecnici degli strumenti del tornio
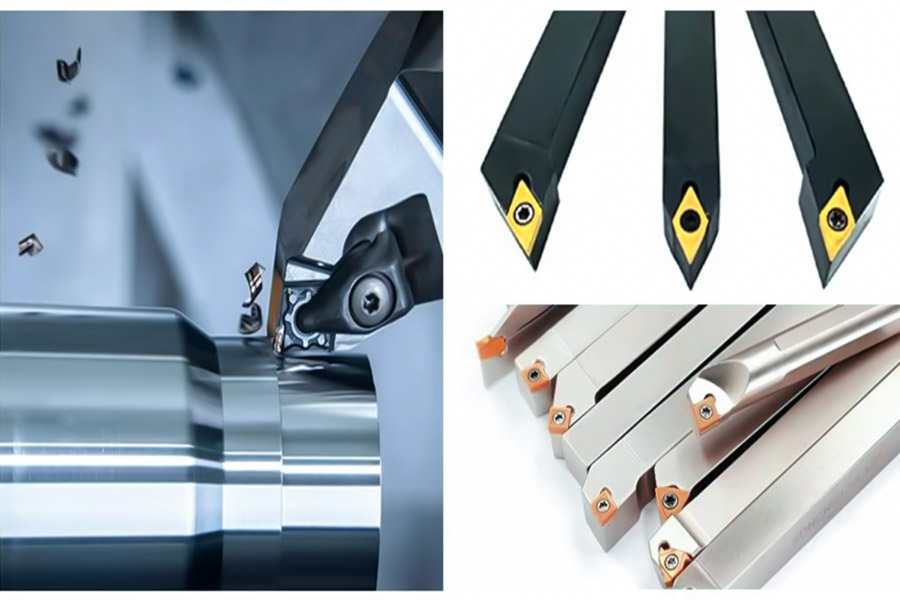
(1) Strumento di svolta esterno (strumento di svolta)
Funzione principale:
Girare il cerchio esterno, la faccia di fine, il cono e la superficie del gradino.
Secondo la tipologia di angolo di offset principale: strumento di offset a 90 ° (buona rigidità, asse di rottura), strumento a gomito 45 ° / 75 ° (versatilità, tenendo conto del cerchio esterno e della faccia di fine).
Struttura tipica:
Cutter Body:acciaio al carboniogambo (economico) o gambo in carburo (alta resistenza alle vibrazioni).
Mainstream moderno: inserti indicizzabili (ad es. Serie CNMG/ DNMG standard ISO), supportando un rapido cambiamento dei bordi di taglio.
(2) Tagliare il coltello (strumento di separazione)
Parametri core:
Larghezza bit: 3-6 mm (design a fessura stretta riduce i rifiuti di materiale).
Materiale speciale: lama rivestita in acciaio inossidabile / in lega di titanio (ad esempio placcatura tialn, resistenza ad alta temperatura).
Design speciale:
Struttura delle costole di rinforzo: migliorare la rigidità del corpo del taglierina e prevenire il taglio delle vibrazioni.
Spegnere la punta della lama: riduce il rischio di scheggiare e prolunga la vita della lama.
AltroStrumento di svolta ad alta frequenzaNomi e posizionamento tecnico
| Tipo di strumento | Funzione core | Caratteristiche tecniche |
|---|---|---|
| Strumento di svolta interno (strumento noioso) | Elaborazione di fori profondi/pareti interne | Barra degli strumenti snella (rapporto di sbalzo ≤4: 1), micro lame (come CCMT) |
| Strumento di svolta del filo | Taglio di fili metrici/imperiali | L'angolo della punta dello strumento corrisponde accuratamente al profilo del dente (60 °, 55 °), acciaio/carburo ad alta velocità |
| Strumento di grooving | Rotazione scanalature assiali/radiali | Design a doppio taglio (mangime sinistro e destro), l'interruttore del chip ottimizza la rimozione del chip |
| Formando lo strumento di svolta | Turna una tantum di superfici curve complesse (sferiche/circolari) | Contour da contorno personalizzato all'avanguardia, alta efficienza ma costosa |
La logica principale del sistema di denominazione
Naming orientato alla funzione:
Direttamente correlato agli oggetti di lavorazione (ad es. "Cilindrico", "filo", "taglio") per evitare l'ambiguità.
Etichettatura del materiale e della struttura:
Il materiale del corpo dell'utensile (acciaio al carbonio/carburo) e il tipo di rivestimento (ad es. Tin/Tialn) sono indicati per chiarire gli scenari di applicazione.
Marcatura parametrica:
Le dimensioni chiave (larghezza del taglierine, angolo di offset principale) sono scritte nel nome per migliorare l'efficienza della selezione (esempio: cutter da 6 mm).
La denominazione diGli strumenti del tornio sono una combinazione precisa di "funzione + struttura + parametri", come" Strumento di svolta esterno (carburo, angolo di deflessione principale a 75 °) "o" utensile di taglio speciale in acciaio inossidabile da 4 mm ". Padroneggiare questo sistema può abbinare rapidamente gli strumenti con i requisiti di elaborazione e raggiungere una situazione vantaggiosa di efficienza e precisione.
Quali strumenti creano funzionalità interne?
Di seguito sono riportati gli strumenti principali utilizzati per creare funzionalità interne sui torni e sui loro parametri tecnici chiave, coprendo processi chiave come la produzione di uova di precisione e l'internataglio del filo:
Sistema di strumenti per la lavorazione della superficie interna della superficie interna
1. Barra barra
Caratteristiche principali:
Allevamento foro di precisione, correzione dell'eccentricità del foro, rotazione di superfici cilindriche interne/superfici coniche
Diametro del foro minimo: fino a Ø2mm (barra noiosa ultra-fini + inserti micro)
Caratteristiche tecniche:
Design di smorzamento delle vibrazioni:
Gambo in carburo/metallo pesante (densità ≥16g/cm³)
Rapporto di sbalzo ≤4: 1 (Esempio: la lavorazione di un foro profondo da 50 mm richiede un diametro del gambo ≥12,5 mm)
Tipo di inserisci:
CCMT060204 (diamante a 80 °, punta R0,2 mm, finitura)
DCMT11T302 (diamante a 55 °, resistenza all'impatto noioso ruvido)
Grado di precisione:
MACCHINAZIONE DEL CECCHIO IT7 TOLLERANZA DI GRADO (± 0,015 mm)
Rugosità superficiale RA0,8μm (noioso specchio)
2. Strumento thread interno (strumento thread interno)
Funzione principale:
Taglio di fili interni metrici/imperiali (ciechi/fori)
Angolo di denti standard: 60 ° (metrico) / 55 ° (imperiale)
Caratteristiche tecniche:
Rigidità rinforzata dei titolari di strumenti:
Design del canale di raffreddamento interno (refrigerante direttamente sulla punta dell'utensile, rimozione del chip e raffreddamento)
Gambo elicoidale (soppressione delle vibrazioni per filettatura del foro profondo)
Tipo di inserisci:
16er AG60 (inserto full dente, filo metrico a un colpo)
16IR 0,5p (chipformer a V, sopprime l'entanglement del chip in acciaio inossidabile)
Accuratezza della lavorazione:
Tolleranza del diametro centrale del filo 6G/6H di grado (standard GB)
Rugosità superficiale: RA3.2μm (senza taglio del bordo)
Strumenti estesi: elaborazione complessa della superficie interna
| Tipo di strumento | Funzione | Tecnologia chiave |
|---|---|---|
| Strumento di scanalatura del foro interno | Girare la scanalatura di tenuta interna/retratto di scanalatura | Meccanismo di bloccaggio a cuneo radiale (rigidità aumentata del 200%) |
| Strumento noioso inverso | Elaborazione della faccia del foro/fine interiore | Progettazione di alimentazione inversa (in espansione dopo aver inserito la testa dell'utensile) |
| Strumento di formazione interna | Girare la superficie sferica interna/cavità di forma speciale | Profilo lama personalizzato (preimulazione CAD/CAM richiesta) |
Regola di selezione d'oro
"Per piccoli fori, scegli aste sottili; per fori profondi, scegli la riduzione delle vibrazioni; per i fili, scegli l'angolo del dente; per la precisione, scegli la punta dell'utensile"
Elaborazione di Ø2 ~ 5 mm micro-buche:
Materiale a barre noioso: monolitico in acciaio di tungsteno (modulo elastico ≥ 650GPA)
Blade: TCMT020204 (punta dell'utensile 0,2 mm R angolo)
Elaborazione di fili interni in acciaio inossidabile:
Rivestimento in lama: rivestimento composito Tialn+Mos₂ (coefficiente di attrito <0,3)
Velocità di taglio: VC = 60 m/min (con raffreddamento interno ad alta pressione emulsione)
Soluzioni del dolore del settore
| Problemi | Soluzioni per gli strumenti | Ottimizzazione dei parametri |
|---|---|---|
| Segni di vibrazione del foro profondo (L/D > 5) | Smorzamento della barra noiosa riduzione delle vibrazioni | Soppressione dell'ampiezza > 90% (> 2000Hz) |
| Rottura del filo interno | Blade del profilo del dente completo + taglio a strati assiale | Diminuzione della profondità di taglio: 0,5p → 0,1p (finitura fine) |
| Tolleranza alla rugosità del piccolo foro | Strumento noioso Diamond + raffreddamento del cherosene | L'AR può raggiungere 0,1 μm (grado specchio) |
Gli strumenti fondamentali per l'elaborazione della superficie interna del tornio sono cutter noiosi e taglierini interni e le loro prestazioni dipendono dalla progettazione della rigidità della barra degli strumenti, dall'accuratezza della geometria della lama e dall'ottimizzazione delle dinamiche di taglio. Mastering "Tecnologia di riduzione delle vibrazioni noiose micro-buco" e "filo intero del filo interno Controllo di formazione" può sfruttare l'80% delle bottiglia di elaborazione delle caratteristiche interne.

Quali strumenti maneggiano il taglio del filo?
I seguenti sono gli strumenti fondamentali e le specifiche tecniche perDiscussione che taglia i torni, Coprendo thread esterni, thread interni e soluzioni di elaborazione efficienti:
Sistema di utensili da taglio del filo
1. Strumento del thread esterno
Funzioni di base:
Discussioni esterne di ricambio di parti dell'albero/tubo (filetti metrici, imperiali, trapezoidali)
Intervallo di elaborazione: M3 ~ M100+ (ben oltre il limite di rubinetto, M30 e superiore hanno vantaggi significativi)
Caratteristiche tecniche:
Accuratezza dell'angolo dei denti della lama:
60 ° (filo metrico)
55 ° (thread imperiale di Whitworth)
30 ° (filo trapezoidale, come TR40 × 7)
Tipo di struttura:
Inserto indicizzabile: soluzione mainstream, inserimento del modello Esempio:
16er AG60 (inserto full dente, una tantum forma m20 × 2,5)
16NR P1.5 (interruttore a forma di V, speciale per acciaio inossidabile)
Strumento di carburo integrale: elaborazione del thread micro (come sotto M3)
2. Titolare
Funzioni di base:
Morsetti rotondi (mazzi rotondi) Elaborazione thread esterni standard a bassa precisione
Scenari applicabili: workshop di manutenzione/batch piccolo m6 ~ m24 thread
Limitazioni tecniche:
La precisione è solo livello 7H/7G (inferiore al livello 6 per la rotazione)
La forza di taglio dipende dalla vetrina della macchina per spingere, facile da vibrare
Non applicabile: materiali difficili da tagliare come lega in acciaio inossidabile/titanio
Strumenti estesi: soluzioni di elaborazione dei thread efficienti
| Tipo di strumento | Funzione | Vantaggi tecnici |
|---|---|---|
| Cutter di filo interno | Discussione del corpo dei dadi/valvola | Higid Toolholder + Design del refrigerante interno (applicabile a fori profondi e buchi ciechi) |
| Cutter di fresatura a filo | Centro composto di rotazione e fresatura a cinque assi per l'elaborazione di fili di forma speciale | Può elaborare profili dei denti non standard e filettature di grandi dimensioni |
| Tornado Testa di fresatura | Efficiente elaborazione batch di viti/viti di piombo | L'efficienza di taglio è aumentata di 5 ~ 8 volte (taglio sincrono multi-nero) |
Guida alla selezione dello strumento di elaborazione del thread
Secondo i requisiti materiali e di precisione
| Condizioni di lavoro | Strumenti preferiti | Parametri chiave |
|---|---|---|
| Discussione esterna per la finitura di parti in acciaio (grado IT6) | Cutter di filo esterno indicizzabile | Inserisci: in carburo rivestito di ticn |
| Discussione interna del foro profondo (L/D> 3) | Taglierina filo interno + barra dello strumento di smorzamento delle vibrazioni | Velocità di taglio VC = 25m/min |
| Micro filo in acciaio inossidabile (M2) | Taglierina in carburo solido | Angolo di rastrello γ = 15 ° (ottimizzazione di rottura del chip) |
Secondo i requisiti di efficienza della produzione
BATCH SINGOLO/PICCOLO: taglierina filettatura esterna + metodo di taglio a strati assiale (profondità di taglio che diminuisce)
Grande lotto: testa di fresatura ciclone + pettine multi-dogoittle (formatura a un passaggio)
Soluzioni del dolore del settore
| Problema | Soluzione degli strumenti | Ottimizzazione dei parametri |
|---|---|---|
| Vibrazione del filo | Barra degli strumenti di riduzione delle vibrazioni in carburo | Velocità del mandrino ≤800rpm |
| Strumento di attacco in acciaio inossidabile | Strumento filo del refrigerante interno + rivestimento lubrificante EP | Velocità di avanzamento = pitch × 0,95 |
| Pulizia della radice del filo del foro cieco | Lama da dente pieno con scanalatura di supporto | Tip R Angle ≤0.1p (p = tono) |
Fili materiali ad alta precisione/difficile da procedere → Strumenti di rotazione della filettatura indicizzabile (taglieri esterni/taglienti interni) sono preferiti
Elaborazione rapida di parti standard a bassa precisione → Uso limitato di portabicali (solo per filettature in acciaio al carbonio di piccole dimensioni)
Produzione in serie ad alta efficienza → Usa fresatura vorticosa o tecnologia di fresatura
Come vengono definiti gli strumenti di scanalatura?
Gli strumenti di scanalatura e cut-off sono un termine collettivo per gli strumenti progettati per girare scanalature assiali/radiali sulle superfici in rotazione del pezzo o per tagliare i pezzi. La loro caratteristica principale è una larghezza della testa significativamente più ampia del normaleStrumenti di svolta, che consente la separazione dei materiali e la modellatura della scanalatura per mezzo di un tagliente stretto e duro.
Classificazione tecnica e parametri degli strumenti di scanalatura
1. Strumento di scanalatura dritta
Funzione principale:
Girare scanalature rettangolari di uguale larghezza (scanalature di sigillatura, scanalature di ritiro, scanalature a petrolio)
Taglio di precisione (larghezza dell'utensile ≤ 3 mm)
Parametri tecnici chiave:
Groove Width Range: 0,5 ~ 5 mm (larghezza della testa del taglio = larghezza della scanalatura)
Rafforzamento del bordo:
Smaltimento a doppia faccia (anti-chipping)
Ottimizzazione della scanalatura di chipbreaking (rotola di chip forzata di tipo T/V-Type Groove)
Controllo di precisione:
Tolleranza alla larghezza della slot ± 0,02 mm (inserto di precisione)
Rugosità della superficie inferiore della scanalatura Ra≤1,6μm
2. Strumento di scanalatura a forma di V
Funzione principale:
Scanalature decorative in lavorazione (ad es. Linee anti-skid, linee di olio)
Giro di tenuta a forma di groove a V(Struttura di pre-compressione O-ring)
Parametri tecnici chiave:
Standard angolo: 90 ° (scopo generale) / 120 ° (sigillo pesante) / 60 ° (sigillo dell'aria di precisione)
Struttura della punta del coltello:
Simmetrico a doppio taglio (bordi di taglio sinistra e destra ad angoli uguali)
Punta r angolo r0,1 ~ 0,3 mm (per prevenire la concentrazione di sollecitazione)
Scenario dell'applicazione:
Scanalatura decorativa a bordo pistone idraulico (90 °)
Scanalatura di tenuta della valvola ad alta pressione (60 °)
Tipo di estensione: strumento di slotting speciale
| Tipo | Funzione | BUSHTROGGIO TECNICA |
|---|---|---|
| Strumento di slot radiale | Alimentazione radiale per girare la fessura della faccia finale | Meccanismo di rotazione del corpo cutter (sterzo ± 90 °) |
| Strumento di slot del foro interno | Elaborazione dell'anello murale interno scanalatura | Barra degli strumenti di deformazione elastica (compensazione automatica della profondità dello slot) |
| Strumento di slot combinato multi-dogco | Formazione una tantum di più slot paralleli | Set di lama regolabile (spaziatura ± 0,05 mm) |
Quattro elementi della progettazione di strumenti di slotting
Accuratezza della larghezza di taglio → Determina direttamente la tolleranza alla larghezza della slot (± 0,02 mm richiede la macinazione della lama)
Rigidità del corpo dello strumento → Rapporto larghezza-profondità ≥1: 3 (ad esempio la profondità dello slot 5 mm richiede spessore del corpo dell'utensile ≥15 mm)
Capacità di rimozione del chip → Il foro del liquido di raffreddamento interno ad alta pressione punta direttamente la punta dell'utensile (pressione> 70 bar)
Veste da taglio → Tialn (acciaio) / rivestimento diamante (metalli non ferrosi)
Soluzioni del dolore del settore
| Problema | Soluzione degli strumenti | Parametri di processo |
|---|---|---|
| Vibrazione di scanalatura ampia (> 8mm) | Lama graduale di chip | Tagliare a strati: ogni profondità di taglio dello strato ≤2mm |
| Blocco di rimozione del chip di scanalatura profonda | Strumento di iniezione diretta di raffreddamento interno + aria compressa | Raffreddamento misto ad aria-liquido (pressione dell'aria> 0,8 MPA) |
| Scheggiatura in carburo | Design di angolo di rastrello negativo (γ = -5 °) | Velocità di taglio VC = 80 m/min |
Grooving funzionale (sigillazione/retrazione) → Scegli un taglierina di scanalatura dritta, presta attenzione all'accuratezza della larghezza della lama e al design della rottura dei chip
Scanalatura decorativa/sigillata → Usa taglierina a V-Groove, bloccare la tolleranza all'angolo e la finitura superficiale
Condizioni di lavoro estreme (scanalatura profonda/materiali difficili da elaborare) → Fai affidamento sul meccanismo di alimentazione radiale e sul sistema di raffreddamento interno ad alta pressione

Quali strumenti eseguono una separazione di precisione?
Di seguito è riportato un'analisi tecnica dettagliata e una guida all'applicazione perStrumenti di taglio di precisione, coprendo i parametri core e la logica di selezione per soluzioni di cut-off di livello industriale:
Sistema di utensili da taglio di precisione
1. Strumento di taglio in carburo
Vantaggi fondamentali:
Elevata durezza (HRA ≥ 92) e resistenza all'usura, aspettativa di vita per utensili da taglio in acciaio ad alta velocità 3 ~ 5 volte
Materiali applicabili:acciaio inossidabile, acciaio in lega, lega di titanioe altri materiali difficili da tagliare
Parametri tecnici chiave:
Inserire lo spessore: 2-4 mm (la rigidità aumenta esponenzialmente con lo spessore)
2 mm: taglio a barre di micro-diametro di precisione (Ø ≤ 20 mm)
4mm: taglio pesante (Ø> 50mm)
Velocità di taglio (VC): 30-80 m/min
Acciaio dolce: 60-80 m/min
Lega di titanio: 30-40 m/min (rivestimento TIALN richiesto)
Tecnologia di rafforzamento dei bordi:
Design di angolo di rastrello negativo (γ = -6 °) per una migliore resistenza all'impatto
Passivazione del bordo a livello micron (anti-chipping)
2. Strumento di cut-off in acciaio ad alta velocità (strumento di cut-off HSS)
Posizionamento centrale:
Soluzione economica (1/3 del costo del carburo).
Adatto per materiali morbidi come alluminio, acciaio dolce, leghe di rame, ecc.
Limitazioni delle prestazioni:
Scarsa durezza rossa (> 600 ℃ Ammorbidimento), velocità limitante VC≤40 m/min.
Resistenza all'usura insufficiente, l'aspettativa di vita è di circa il 20 ~ 30% del carburo cementato.
Indicatori fondamentali del taglio di precisione
| Parametri | Strumento in carburo | Strumento in acciaio ad alta velocità |
|---|---|---|
| Rugosità superficiale | RA≤1,6μm (taglio di precisione) | Ra≤3,2μm |
| Verticalità della superficie tagliata | ≤0,02 mm/10 mm | ≤0,05 mm/10 mm |
| Altezza di bava | ≤0,05 mm | ≤0,1 mm |
Soluzione di taglio ultra-precisione
Strumento di taglio rivestito con diamante (strumento di cut-off PCD)
Scenari applicabili:
Tagliare specchio di metalli non ferrosi (lega di alluminio, lega di rame)
Taglio di precisione di materiali compositi/elettrodi di grafite
Performance Benchmark:
Rugosità superficiale ra≤0,4μm
Velocità di taglio VC = 300-500 m/min (lega di alluminio)
Strumento di taglio in ceramica (strumento di taglio in ceramica)
Scenari applicabili:
Taglio a secco di acciaio temprato (HRC55+)
Tagliato ad alta velocità di lega ad alta temperatura(Inconel 718)
Parametri tecnici:
VC = 150-250 m/min
Punta r angolo r0,2 mm (per sopprimere la chipping)
Parametri chiave per l'ottimizzazione del processo
| Problema | Soluzione | Regolazione dei parametri |
|---|---|---|
| Tagliare l'inclinazione della superficie | Altezza della punta dell'utensile ± 0,01 mm calibrazione | STANG CARRA DELL'UTTENZIONE ≤1,5 volte larghezza dello strumento |
| Avvolgimento di chip | Pressione di raffreddamento interno ≥70 bar | Velocità di alimentazione f ≥0,1 mm/rev |
| Chipping degli strumenti | Taglio a strati passo-passo | Tagliare la profondità per strato ≤2mm |
Il taglio di precisione richiede la selezione degli strumentiBasato su tre dimensioni: durezza dei materiali, accuratezza superficiale e budget dei costi. Gli strumenti di carburo soddisfano l'80% delle esigenze industriali e gli strumenti rivestiti di diamanti sono la prima scelta per la lavorazione ultra-precisione.

Riepilogo
Il nome principale degli utensili da taglio del tornio è la rotazione dello strumento,Ma questo è solo il punto di partenza della cognizione. Dal forte strumento di deflessione per la svolta cilindrica esterna alla barra noiosa di precisione per il diametro del foro profondo, dall'inserto indicizzabile efficiente e flessibile allo strumento di formazione con contorno personalizzato, lo "strumento di svolta" è in realtà un centro di esecuzione di elaborazione dei metalli che integra la diversità funzionale, l'innovazione strutturale e la tecnologia dei materiali. La rivoluzione di precisione ed efficienza nella produzione moderna deriva dalla padronanza approfondita del tecnicoCaratteristiche degli strumenti di svolta. Solo abbinando accuratamente gli angoli geometrici, le caratteristiche di rivestimento e le condizioni di lavoro dello strumento possono il tornio, il "ballerino di metallo", ritagliata l'arte industriale di livello millimetro sulla fase rotante con chip come ritmo. Comprendere gli strumenti di svolta è comprendere la forza fondamentale della tecnologia di svolta.

📞 Telefono: +86 185 6675 9667
📧 Email: info@longshengmfg.com
🌐 Sito web:https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è solo a scopo informativo.Serie LSNon vengono fatte dichiarazioni o garanzie di alcun tipo, espresso o implicito, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si dovrebbe dedurre che i parametri delle prestazioni, le tolleranze geometriche, le caratteristiche di progettazione specifiche, la qualità del materiale e il tipo o la lavorazione che il fornitore o il produttore di terze parti fornirà attraverso la rete Longsheng. Questa è la responsabilità dell'acquirenteChiedi un preventivo per le partiper determinare i requisiti specifici per queste parti.Si prega di contattarci per ulteriori informazioni.
Team LS
LS è un'azienda leader del settoreConcentrati su soluzioni di produzione personalizzate. Con oltre 20 anni di esperienza nel servizio di oltre 5.000 clienti, ci concentriamo sull'alta precisioneMACCHING CNC,Fabbricazione di lamiera,Stampa 3D,Stampaggio a iniezione,Stamping in metallo,e altri servizi di produzione unica.
La nostra fabbrica è dotata di oltre 100 centri di lavorazione a 5 assi all'avanguardia ed è certificato ISO 9001: 2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità ai clienti in oltre 150 paesi in tutto il mondo. Che si tratti di produzione a basso volume o personalizzazione di massa, possiamo soddisfare le tue esigenze con la consegna più veloce entro 24 ore. scegliereTecnologia LSSignifica scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito Web:www.lsrpf.com

FAQ
1. Qual è il nome standard dello strumento di taglio del tornio?
Il nome professionale comune per gli utensili da taglio del tornio è lo strumento di tornitura, che è uno strumento esecutivo installato sul tornio per trasformare i pezzi rotanti, ed è suddiviso in base alla sua funzione per includere strumenti di tornitura cilindrici, strumenti di taglio, strumenti di threading, strumenti di noiosi, ecc.
2. Come vengono classificati gli utensili da taglio del tornio?
Gli strumenti di tornitura sono principalmente classificati in base a tre dimensioni: funzionalmente, sono divisi in strumenti di tornitura cilindrici (per gli alberi di elaborazione), strumenti di cut-off (per i materiali di scissione), strumenti di svolta (per tagliare i fili) e strumenti noiosi (per la lavorazione del foro interno); La struttura include indicizzabili saldati, integrale e portata a macchina (mainstream moderno); e il materiale copre gli utensili da taglio in acciaio ad alta velocità, in carburo cementato (dominante), ceramica e super duri (CBN/diamante).
3. Quali sono i tipi più comuni di strumenti utilizzati sui torni moderni?
Nella produzione moderna, la macchina indicizzabile gli strumenti di tornitura soffocati sono il mainstream assoluto, che utilizzano inserti in carburo standardizzati (ad es. Modello ISO CNMG120408) e sono bloccati meccanicamente per ottenere un rapido cambiamento di bordo, con vantaggi al 50% di efficienza ad alta velocità, in gusto ad alta velocità, in gusto ad alta velocità, in passa in gusto ad alta velocità, in gusto ad alta velocità, in passa in gusto leghe e altri materiali.
4. Come scegliere gli strumenti di svolta in base alle esigenze di lavorazione?
La selezione dovrebbe seguire la regola del triangolo di "funzione-funzione": in primo luogo, secondo il materiale del pezzo per determinare la matrice dell'utensile (acciaio con carburo, acciaio temprato con ceramica/cbn, metalli non ferrosi con diamante); Quindi, secondo le caratteristiche di lavorazione della selezione del tipo di funzione (strumento di svolta cilindrica per trasformare il tipo di tappatura dello strumento di threading, strumento di scanalatura scanalatura); E infine, in base ai requisiti dell'ottimizzazione dell'accuratezza dell'infine, i parametri sono ottimizzati in base ai requisiti di precisione (angolo di 0,2 mm R della punta dello strumento per la finitura, il raffreddamento interno ad alta pressione per ottenere la superficie dello specchio RA0,8 μm).


