

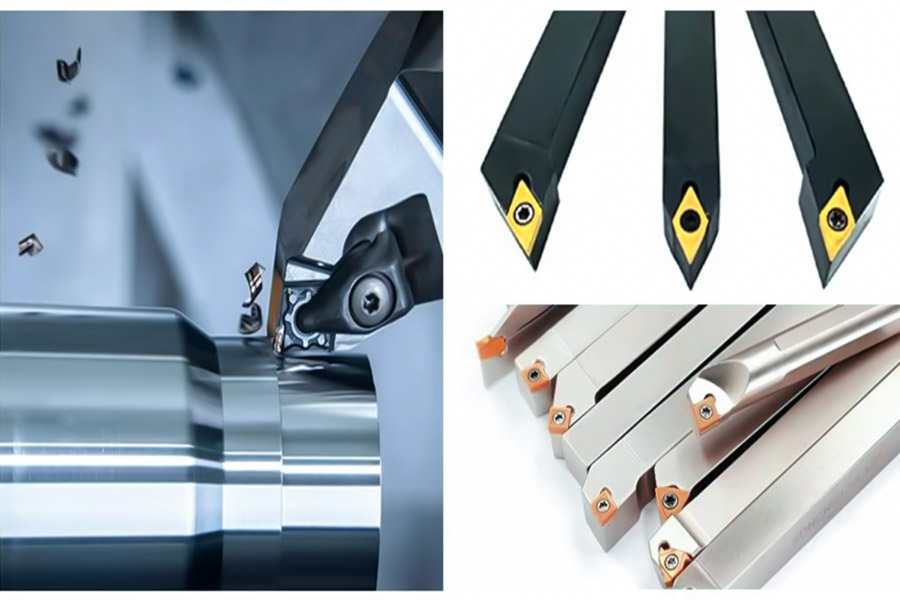
Sur le tour, la pierre angulaire decoupe de métaux, l'actionneur de base qui lui donne la possibilité de «manger» du métal est appelé «outil de virage». Derrière ce terme générique apparemment simple se trouve une grande famille d'outils sophistiqués. De l'usinage cylindrique rugueux et puissant, à l'alésage fin des cavités profondes, à la mise en forme précise des fils, chaque tâche de virage spécifique correspond à un outil de tournant spécial avec une structure, un angle et un matériau différents.
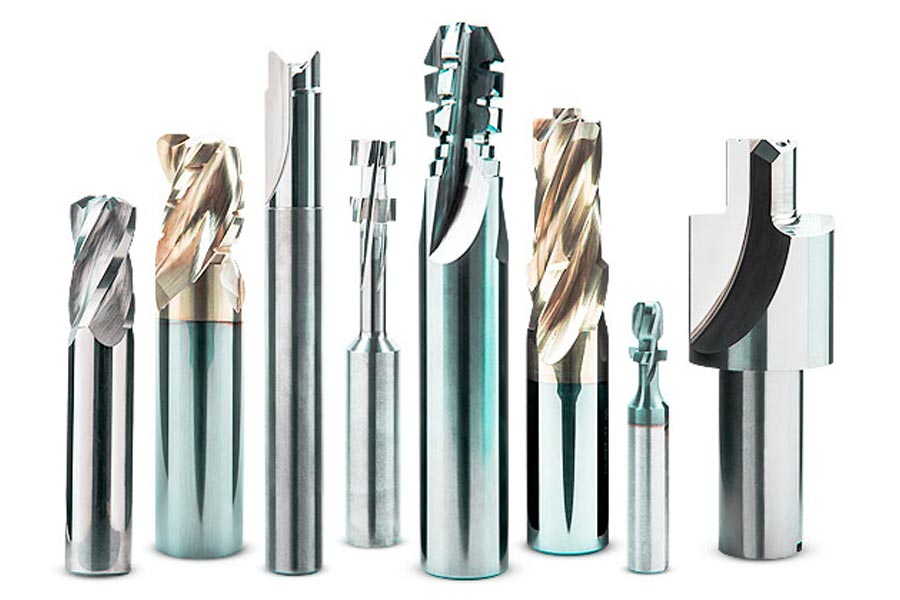
Qu'il s'agisse des outils traditionnels en acier à haut débit intégral, ou des inserts indexables du carbure traditionnels modernes, la compréhension du nom général «Turning Tool» et la riche variété et les caractéristiques derrière lui est la principale clé de la maîtrise de la technologie de virage et de l'amélioration de l'efficacité et de la précision de l'usinage. Cet article vous fournira une analyse systématique du tour que ce «tailleur de fer» s'appuie sur le travail des «dents» - le monde deoutils de coupe de tour.
Quels sont les noms communs des outils de coupe de tour?
Ce qui suit est un résumé clair duNoms communs des outils de touret leur système de dénomination central, combiné avec des scénarios techniques et des applications pratiques:
1. Noms et points techniques couramment utilisés des outils de tour
(1) outil de rotation externe (outil de virage)
Fonction de base:
Tourner le cercle externe, la face d'extrémité, le coniloir et la surface de pas.
Selon la typologie de l'angle de décalage principal: outil de décalage à 90 ° (bonne rigidité, axe de pas de virage), outil de coude 45 ° / 75 ° (polyvalence, en tenant compte du cercle externe et de la face finale).
Structure typique:
Corps de coupe:carbonetige (économique) ou tige de carbure (résistance élevée aux vibrations).
MODERNEAUX MODI La série CNMG / DNMG ISO Standard Inserts (par exemple.
(2) couper le couteau (outil de séparation)
Paramètres centraux:
Largeur du bit: 3-6 mm (la conception étroite de l'emplacement réduit les déchets de matériaux).
Matériau spécial: Blade revêtu d'alliage en acier inoxydable / titane (par exemple le placage de tialn, résistance à collage à haute température).
Conception spéciale:
Structure des côtes de renforcement: améliorez la rigidité du corps de la coupe et empêchez les vibrations de coupe.
Chamfering à pointe de la lame: réduit le risque d'écaillage et prolonge la durée de vie de la lame.
Autreoutil de virage haute fréquenceNoms et positionnement technique
| Type d'outil | Fonction de base | Caractéristiques techniques |
|---|---|---|
| Outil de tournage interne (outil d'ennui) | Traitement des trous profonds / murs intérieurs | Barre d'outils minces (rapport surplomb ≤4: 1), micro lames (comme CCMT) |
| Outil de retournement du fil | Coupe de fils métriques / impériaux | L'angle de pointe de l'outil correspond avec précision au profil dentaire (60 °, 55 °), en acier / carbure à grande vitesse |
| Outil de rainure | Tournant axial / radial | Conception à double tranchant (alimentation gauche et droite), le disjoncteur de puce optimise le retrait des puces |
| Formation de l'outil de retournement | Retard unique des surfaces incurvées complexes (sphérique / circulaire) | Contour personnalisé à la pointe, à haute efficacité mais coûteuse |
La logique principale du système de dénomination
Dénomination axée sur la fonction:
Directement lié aux objets d'usinage (par exemple «cylindrique», «thread», «coupé») pour éviter l'ambiguïté.
Étiquetage des matériaux et de la structure:
Le matériau du corps de l'outil (acier au carbone / carbure) et le type de revêtement (par exemple, l'étain / tialn) sont indiqués pour clarifier les scénarios d'application.
Marquage paramétrique:
Les dimensions clés (largeur de coupe, angle de décalage principal) sont écrites dans le nom pour améliorer l'efficacité de la sélection (exemple: coupeur 6 mm).
La dénomination deLathe Tools est une combinaison précise de "fonction + structure + paramètres", tels que" outil de virage externe (carbure, angle de déviation principal à 75 °) "ou" outil de coupe spécial en acier inoxydable 4 mm ". La maîtrise de ce système peut rapidement faire correspondre les outils avec les exigences de traitement et atteindre une situation gagnant-gagnant d'efficacité et de précision.
Quels outils créent des fonctionnalités internes?
Vous trouverez ci-dessous les outils de base utilisés pour créer des fonctionnalités internes sur les tours et leurs paramètres techniques clés, couvrant des processus clés tels que la précision de la création et la création internecoupure de fil:
Système d'outils d'usinage de surface interne de tour
1. Barreau
Caractéristiques de base:
Ramage du trou de précision, correction de l'excentricité du trou, tournant des surfaces cylindriques internes / surfaces effilées
Diamètre minimum du trou: jusqu'à Ø2 mm (barre d'alésage ultra-fin + micro inserts)
Caractéristiques techniques:
Conception d'amortissement des vibrations:
Tige de carbure / heavy métal (densité ≥16 g / cm³)
Ratio de surplomb ≤4: 1 (exemple: l'usinage d'un trou profond de 50 mm nécessite un diamètre de tige ≥12,5 mm)
Type d'insertion:
CCMT060204 (diamant 80 °, pointe r0,2 mm, finition)
DCMT11T302 (diamant à 55 °, résistance à l'impact de l'alésage rugueux)
Grade de précision:
Usinage du trou de roulement Tolérance à la qualité (± 0,015 mm)
Rugosité de surface RA0,8 μm (miroir ennuyeux)
2. Outil de thread interne (outil de thread interne)
Fonction de base:
Coupe de fils internes métriques / impériaux (aveugles / à travers les trous)
Angle dentaire standard: 60 ° (métrique) / 55 ° (impérial)
Caractéristiques techniques:
Rimidité des détenteurs d'outils renforcés:
Conception du canal de refroidissement interne (liquide de refroidissement directement à la pointe de l'outil, retrait et refroidissement)
Couchée cannelée hélicoïdale (suppression des vibrations pour le filetage des trous profonds)
Type d'insertion:
16er AG60 (insert de dent complet, filetage métrique d'un coup)
16ir 0,5p (Fipwormer en forme de V, supprime l'enchevêtrement en acier inoxydable)
Précision d'usinage:
Tolérance diamètre du centre de filetage 6G / 6H Grade (GB Standard)
Rugosité de surface: RA3,2 μm (sans coupe de bord)
Outils étendus: traitement de surface interne complexe
| Type d'outil | Fonction | Technologie clé |
|---|---|---|
| Outil de rainure de trou interne | Tournant rainure interne d'étanchéité / rainure rétractante | Mécanisme de verrouillage du coin radial (la rigidité a augmenté de 200%) |
| Outil d'alternance inversé | Traitement Face à parts / fin intérieure | Conception des aliments inversés (en expansion après l'insertion de la tête de l'outil) |
| Outil de formation interne | Tournant surface sphérique interne / cavité de forme spéciale | Profil de lame personnalisé (pré-simulation CAO / CAM requis) |
Règle de sélection d'or
"Pour les petits trous, choisissez des tiges minces; pour des trous profonds, choisissez la réduction des vibrations; pour les fils, choisissez l'angle dentaire; pour précision, choisissez la pointe de l'outil"
Traitement de micro-trous Ø2 ~ 5 mm:
Matériau de barre d'alésage: monolithique en acier en tungstène (module élastique ≥ 650gpa)
Blade: TCMT020204 (angle de pointe de l'outil 0,2 mm)
Traitement des fils internes en acier inoxydable:
Revêtement de la lame: Tialn + MOS₂ revêtement composite (coefficient de frottement <0,3)
Vitesse de coupe: VC = 60 m / min (avec émulsion refroidissement interne à haute pression)
Solutions de point de douleur de l'industrie
| Problèmes | Solutions à outils | Optimisation des paramètres |
|---|---|---|
| Marques de vibration des trous profonds (L / D > 5) | Barre d'amortissement de réduction des vibrations | Suppression d'amplitude > 90% (> 2000 Hz) |
| Breakage des dents de filetage interne | Blade de profil de dent complet + coupe axiale | DÉPONSE DE COUPE DE COUPE: 0,5p → 0,1p (finition fine) |
| Tolérance à la rugosité de petit trou | Outil d'alésage en diamant + refroidissement du kérosène | La PR peut atteindre 0,1 μm (grade miroir) |
Les outils de base pour le traitement de surface interne du tour sont les coupeurs ennuyeux et les coupe-file interne, et leurs performances dépend de la conception de rigidité de la barre d'outils, de la précision de la géométrie des pales et de l'optimisation de la dynamique de coupe. La maîtrise de la «technologie de réduction des vibrations de modémie de micro-trous» et du «contrôle de formage de profil complet du fil interne» peut percer 80% des goulots d'étranglement de traitement des fonctionnalités internes.

Quels outils gèrent la découpe du fil?
Voici les outils de base et les spécifications techniques pourcoup de fil sur les tours, couvrant des threads externes, des threads internes et des solutions de traitement efficaces:
Système d'outils de coupe de thread
1. outil de thread externe
Fonctions de base:
Travail des filetages externes des pièces d'arbre / tube (métriques, impériaux, filetages trapézoïdaux)
Plage de traitement: M3 ~ M100 + (bien au-delà de la limite de robinet, M30 et plus présentent des avantages significatifs)
Caractéristiques techniques:
Précision de l'angle dentaire lame:
60 ° (fil métrique)
55 ° (Thread Imperial Whitworth)
30 ° (filetage trapézoïdal, comme TR40 × 7)
Type de structure:
Insert indexable: solution grand public, exemple de modèle d'insertion:
16er AG60 (insert de dent complet, formage unique M20 × 2,5)
16NR P1.5 (disjoncteur de puce en forme de V, spécial pour l'acier inoxydable)
Outil de carbure intégral: Micro Thread Processing (comme ci-dessous M3)
2. Porte-mat
Fonctions de base:
Grampage des matrices rondes (DIE ROUND) Traitement des threads externes standard à faible précision
Scénarios applicables: Atelier de maintenance / petit lot M6 ~ M24 Threads
Limites techniques:
La précision n'est que de 7h / 7g (inférieure au niveau 6 pour le tour)
La force de coupe dépend de la diapositive de la machine à pousser, facile à vibrer
Non applicable: des matériaux difficiles à couper tels que l'alliage en acier inoxydable / titane
Outils étendus: solutions de traitement de thread efficaces
| Type d'outil | Fonction | Avantages techniques |
|---|---|---|
| Cutter de filetage interne | Tourn noix / Corps de vanne Filetages internes | Holder à outils rigide + conception de liquide de refroidissement interne (applicable aux trous profonds et trous aveugles) |
| Frappeur de filetage | Centre composé de virage et de fraisage à cinq axes pour le traitement des fils de forme spéciale | Peut traiter les profils dentaires non standard et les grands fils de pitch |
| Tête de mouche de tornade | Traitement efficace par lots des vis / vis de plomb | L'efficacité de la coupe a augmenté de 5 ~ 8 fois (coupe synchrone multi-billes) |
Guide de sélection des outils de traitement de thread
Selon les exigences matérielles et de précision
| Conditions de travail | Outils préférés | Paramètres clés |
|---|---|---|
| Fil externe pour les pièces en acier de finition (Grade IT) | Cutter de filetage externe indexable | Insert: carbure enduit de ticn |
| Fil interne de trou profond (L / D> 3) | Cutter de filetage interne + barre d'outil d'amortissement de vibration | VC de coupe VC = 25m / min |
| Micro filetage en acier inoxydable (M2) | Cutter de filetage en carbure massif | Angle de râteau γ = 15 ° (optimisation de rupture des puces) |
Selon les exigences d'efficacité de la production
Pièce unique / petit lot: Cutter de filetage externe + Méthode de coupe en couches axiale (profondeur de coupe décroissante)
Grand lot: tête de frappe cyclone + coupe-peigne multi-dents (formage à une passe)
Solutions de point de douleur de l'industrie
| Problème | Solution d'outils | Optimisation des paramètres |
|---|---|---|
| Vibration du fil | Barre d'outils de réduction des vibrations en carbure | Vitesse de broche ≤ 800 tr / min |
| Outil de collation en acier inoxydable | Outil de filetage de liquide de refroidissement interne + revêtement de lubrification EP | Taux d'alimentation = tangage × 0,95 |
| Nettoyage des racines de filetage de trou aveugle | Lame de dent complète avec rainure de support | Angle de pointe r ≤0,1p (p = tangage) |
Les threads de matériaux de haute précision / difficiles à traiter → Les outils de virage indexable (coupeurs de filetages externes / coupe-filettes internes) sont préférés
Traitement rapide des pièces standard de faible précision → Utilisation limitée des détenteurs de matrices (uniquement pour les fils en acier de carbone de petite taille)
Production de masse à haute efficacité → Utiliser la technologie de broyage de tourbillon ou de fraisage de filetage
Comment les outils de rainure sont-ils définis?
Les outils de rainure et de coupure sont un terme collectif pour les outils conçus pour tourner les rainures axiales / radiales sur les surfaces de pièce rotative ou pour couper les pièces. Leur caractéristique principale est une largeur de tête nettement plus large que la normaleoutils de virage, ce qui permet la séparation des matériaux et la mise en forme des rainures au moyen d'un tranchant étroit et dur.
Classification technique et paramètres des outils de rainure
1. outil de rainure droite
Fonction de base:
Tournant des rainures rectangulaires de largeur égale (rainures d'étanchéité, rainures de retraite, rainures d'huile)
Coupe de précision (largeur de l'outil ≤ 3 mm)
Paramètres techniques clés:
Plage de largeur de rainure: 0,5 ~ 5 mm (largeur de la tête de coupe = largeur de rainure)
Renforcement du bord:
Chamfering double face (anti-chic)
Optimisation du groove de chip (rainure de type T / V forcé la gibine forcée)
Contrôle de précision:
Tolérance à la largeur de l'emplacement ± 0,02 mm (insert de terre de précision)
Rugosité de la surface inférieure de la rain
2. outil de rainure en forme de V
Fonction de base:
Usinage des rainures décoratives (par ex.
Retour scellant en forme de vide en V(Structure de pré-compression du joint torique)
Paramètres techniques clés:
Angle Standard: 90 ° (usage général) / 120 ° (joint lourd) / 60 ° (joint d'air de précision)
Structure de la pointe du couteau:
Bords de coupe à double tranchant symétrique (tranches gauche et droite à des angles égaux)
Angle de pointe R R0,1 ~ 0,3 mm (pour prévenir la concentration de contrainte)
Scénario d'application:
Rainure décorative de tige de piston hydraulique (90 °)
Raintille de scellage à haute pression (60 °)
Type d'extension: outil de fente spécial
| Taper | Fonction | Percée technique |
|---|---|---|
| Outil de fente radiale | Alimentation radiale pour tourner la fente du visage d'extrémité | Mécanisme de rotation du corps de la coupe (direction ± 90 °) |
| Outil de fente de trou intérieur | Traitement de la rainure de l'anneau mural intérieur | Barre d'outils de déformation élastique (compensation automatique de la profondeur de l'emplacement) |
| Outil à intervalle de combinaison multi-dents | Formage unique de plusieurs emplacements parallèles | Ensemble de lame réglable (espacement ± 0,05 mm) |
Quatre éléments de la conception de l'outil à fente
La précision de la largeur de coupe → détermine directement la tolérance à la largeur de la fente (± 0,02 mm nécessite du broyage de la lame)
Rigidité du corps de l'outil → Rapport de largeur / profondeur ≥ 1: 3 (par exemple la profondeur de l'emplacement de 5 mm nécessite une épaisseur du corps de l'outil ≥15 mm)
Capacité d'élimination des puces → Trou de liquide de refroidissement interne à haute pression perfore directement la pointe de l'outil (pression> 70bar)
Coulage de pointe → Tialn (acier) / revêtement en diamant (métaux non ferreux)
Solutions de point de douleur de l'industrie
| Problème | Solution d'outils | Paramètres de traitement |
|---|---|---|
| Vibration de rainure large (> 8 mm) | Lame d'étape de coupe de puces | Couper en couches: chaque profondeur de coupe de couche ≤2 mm |
| Blocage d'élimination des puces de rainure profonde | Tie à outil d'injection directe de refroidissement interne + air comprimé | Refroidissement mélangé à l'air-liquide (pression d'air> 0,8 MPa) |
| Écaillage en carbure | Conception négative de l'angle de râteau (γ = -5 °) | VC de coupe VC = 80m / min |
Rainure fonctionnelle (scellage / rétractation) → Choisissez le coupeur de rainure droite, faites attention à la précision de la largeur de la lame et à la conception de rupture des puces
Groove décoratif / scellé → Utiliser le coupeur de rainure en V, verrouiller la tolérance à l'angle et la finition de surface
Conditions de travail extrêmes (rainure profonde / Matériaux difficiles à traiter) → s'appuyer sur le mécanisme d'alimentation radiale et le système de refroidissement interne à haute pression

Quels outils effectuent une séparation de précision?
Ce qui suit est une analyse technique détaillée et un guide d'application pourOutils de coupe de précision, couvrant les paramètres de base et la logique de sélection pour les solutions de coupure de qualité industrielle:
Système d'outils de coupe de précision
1. Outil de coupure en carbure
Avantages de base:
Haute dureté (HRA ≥ 92) et résistance à l'usure, espérance de vie pour outils de coupe en acier à grande vitesse 3 ~ 5 fois
Matériaux applicables:acier inoxydable, acier en alliage, alliage en titaneet d'autres matériaux difficiles à couper
Paramètres techniques clés:
Insérer l'épaisseur: 2-4 mm (la rigidité augmente de façon exponentielle avec l'épaisseur)
2 mm: coupe de bar à diamètre de précision (Ø ≤ 20 mm)
4 mm: coupe lourde (Ø> 50 mm)
Vitesse de coupe (VC): 30-80 m / min
Acier doux: 60-80 m / min
Alliage de titane: 30-40 m / min (revêtement tialn requis)
Technologie de renforcement des bords:
Conception négative de l'angle de râteau (γ = -6 °) pour une amélioration de la résistance à l'impact
Passivation du bord au niveau micron (anti-chic)
2. Outil de coupure en acier à grande vitesse (outil de coupure HSS)
Positionnement central:
Solution économique (1/3 du coût du carbure).
Convient pour les matériaux mous tels que l'aluminium, l'acier doux, les alliages de cuivre, etc.
Limites de performance:
Mauvaise dureté rouge (> 600 ℃ adoucissement), limitant la vitesse VC≤40 m / min.
Résistance à l'usure insuffisante, l'espérance de vie est d'environ 20 ~ 30% du carbure cimenté.
Indicateurs de base de la coupe de précision
| Paramètres | Outil en carbure | Outil en acier à grande vitesse |
|---|---|---|
| Rugosité de surface | RA≤1,6 μm (coupe de précision) | RA≤3,2 μm |
| Verticalité de la surface coupée | ≤0,02 mm / 10 mm | ≤0,05 mm / 10 mm |
| Hauteur de bavures | ≤0,05 mm | ≤0,1 mm |
Solution de coupe ultra-précis
Outil de coupure enduit de diamant (outil de coupure PCD)
Scénarios applicables:
Coupe miroir des métaux non ferreux (alliage d'aluminium, alliage de cuivre)
Coupe de précision des matériaux composites / électrodes en graphite
Benchmark Performance:
Rugosité de surface RA≤0,4 μm
VC de coupe VC = 300-500 m / min (alliage d'aluminium)
Outil de coupure en céramique (outil de coupure en céramique)
Scénarios applicables:
Coupe à sec de l'acier durci (HRC55 +)
Coupe à grande vitesse d'alliage à haute température(Inconel 718)
Paramètres techniques:
VC = 150-250 m / min
Pointe r angle r0,2 mm (pour supprimer l'écaillage)
Paramètres clés pour l'optimisation des processus
| Problème | Solution | Ajustement des paramètres |
|---|---|---|
| Couper l'inclinaison de la surface | Hauteur de la pointe de l'outil ± 0,01 mm d'étalonnage | Surplomb de barre d'outils ≤ 1,5 fois la largeur d'outil |
| Emballage des puces | Pression de refroidissement interne ≥70bar | Taux d'alimentation F ≥ 0,1 mm / Rev |
| Écaillage de l'outil | Coupe en couches étape par étape | Découpe de profondeur par couche ≤2 mm |
La coupe de précision nécessite de sélectionner des outilsSur la base de trois dimensions: dureté des matériaux, de la précision de la surface et du budget des coûts. Les outils en carbure répondent à 80% des besoins industriels, et les outils enduits de diamant sont le premier choix pour l'usinage ultra-précision.

Résumé
Le nom central des outils de coupe de tour est l'outil de virage,Mais ce n'est que le point de départ de la cognition. De la forte outil de déviation pour le tournant cylindrique externe vers la barre d'ennui de précision pour le diamètre profond des trous, de l'insert indexable efficace et flexible à l'outil de formation avec un contour personnalisé, "l'outil de virage" est en fait un centre d'exécution de traitement des métaux qui intègre la diversité fonctionnelle, l'innovation structurelle et la technologie des matériaux. La révolution de la précision et de l'efficacité dans la fabrication moderne est dérivée de la maîtrise approfondie de la techniqueCaractéristiques des outils de tournage. Ce n'est qu'en correspondant avec précision aux angles géométriques, aux caractéristiques du revêtement et aux conditions de travail de l'outil que le tour peut le «danseur de métal», se tailler un art industriel au niveau des millimètres sur le stade rotatif avec des puces comme rythme. Comprendre les outils de rotation est de saisir la force centrale de la technologie de tournage.

📞 Téléphone: +86 185 6675 9667
📧 Courriel: info@longshengmfg.com
🌐 Site Web:https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information.Série LSAucune représentation ou garantie d'aucune sorte, expresse ou implicite, n'est faite quant à l'exactitude, à l'exhaustivité ou à la validité des informations. Il ne faut pas déduire que les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité du matériau et le type ou le travail que le fournisseur ou le fabricant tiers fournira via le réseau Longsheng. C'est la responsabilité de l'acheteurDemandez un devis pour les piècespour déterminer les exigences spécifiques pour ces pièces.Veuillez nous contacter pour apprendre plus d'informations.
Équipe LS
LS est une entreprise de pointeConcentrez-vous sur les solutions de fabrication personnalisées. Avec plus de 20 ans d'expérience en desservant plus de 5 000 clients, nous nous concentrons sur une haute précisionUsinage CNC,Fabrication de tôles,Impression 3D,Moulage par injection,estampage en métal,et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage à 5 axes de pointe et est certifié ISO 9001: 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité aux clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de production à faible volume ou de personnalisation de masse, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisirTechnologie LSCela signifie choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, veuillez visiter notre site Web:www.lsrpf.com

FAQ
1. Quel est le nom standard de l'outil de coupe du tour?
Le nom professionnel commun pour les outils de coupe de tour est l'outil de virage, qui est un outil exécutif installé sur le tour pour tourner les pièces rotatives, et est subdivisé en fonction de sa fonction pour inclure des outils de virage cylindriques, des outils de coupure, des outils de filetage, des outils ennuyeux, etc., qui entreprennent ensemble la tâche de coupe et de formation métalliques.
2. Comment les outils de coupe du tour sont-ils classés?
Les outils de virage sont principalement classés en fonction de trois dimensions: fonctionnellement, ils sont divisés en outils de rotation cylindriques (pour le traitement des arbres), des outils de coupure (pour les matériaux de division), des outils de retournement de threads (pour les threads de coupe) et des outils ennuyeux (pour l'achat de trous internes); La structure comprend l'indexable soudé, intégral et perplexe à la machine (traditionnel moderne); et le matériau couvre le carbure en acier à grande vitesse, cimenté (les outils dominants), en céramique et super dure (CBN / diamant).
3. Quels sont les types d'outils les plus courants utilisés sur les tours modernes?
In modern manufacturing, indexable machine chucked turning tools are the absolute mainstream, which use standardized carbide inserts (e.g. ISO model CNMG120408) and are mechanically clamped to achieve rapid edge change, with advantages including 50% higher efficiency (no sharpening), stable insert life, 30% lower cost (reuse of toolholder), and are suitable for high-speed cutting of steel, cast iron, high-temperature alliages et autres matériaux.
4. Comment choisir des outils de retournement en fonction des besoins d'usinage?
La sélection doit suivre la règle du triangle «matériau-fonction-fonction»: d'abord, selon le matériau de la pièce pour déterminer la matrice de l'outil (acier avec carbure, acier durci avec céramique / CBN, métaux non ferreux avec diamant); Ensuite, selon les caractéristiques d'usinage de la sélection du type de fonction (outil de virage cylindrique pour transformer le contour, type de taraudage d'outil de filetage, rainure de l'outil de rainure); Et enfin, selon les exigences de l'optimisation de la précision de la fin, les paramètres sont optimisés en fonction des exigences de précision (angle R 0,2 mm de la pointe de l'outil pour la finition, refroidissement interne à haute pression pour atteindre la surface du miroir RA0,8 μm).


