

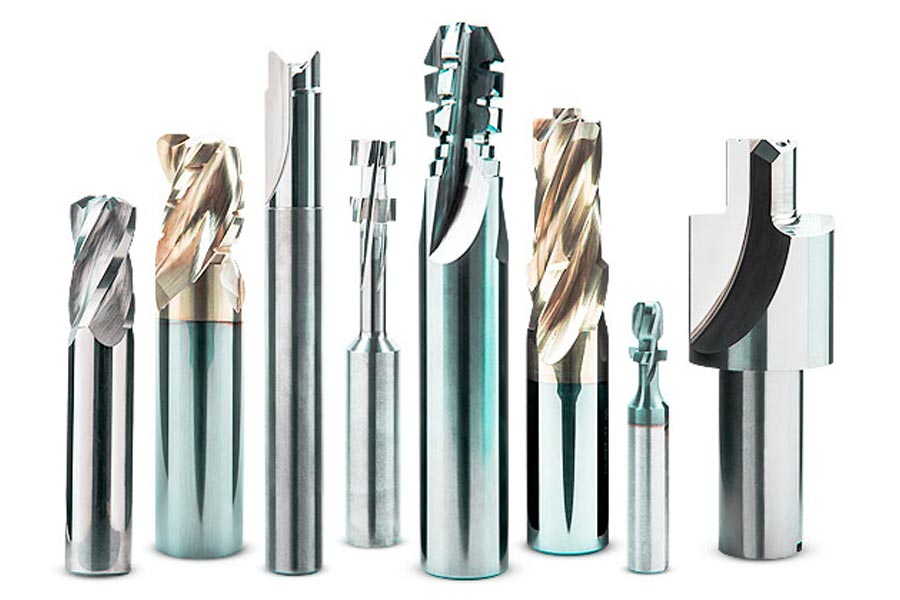
En el torno, la piedra angular decorte de metal, el actuador central que le da la capacidad de "comer" metal se llama "herramienta de giro". Detrás de este término genérico aparentemente simple hay una familia de herramientas grande y sofisticada. Desde el mecanizado cilíndrico áspero y potente, hasta el fino aburrido de las cavidades profundas, hasta la configuración precisa de los hilos, cada tarea de giro específica corresponde a una herramienta de giro especial con una estructura, ángulo y material diferentes.
Ya sea las herramientas de acero integrales de alta velocidad integrales tradicionales, o los insertos indexables modernos de carburo convencional, comprender la "herramienta de giro" general y la rica variedad y las características detrás de ella es la clave principal para dominar la tecnología de giro y mejorar la eficiencia y precisión del mecanizado. Este artículo le proporcionará un análisis sistemático del torno de este "sastre de hierro" se basa en el trabajo de los "dientes", el mundo deherramientas de corte de torno.
¿Cuáles son los nombres comunes para las herramientas de corte de torno?
El siguiente es un resumen claro delNombres comunes de herramientas de tornoy su sistema de nomenclatura principal, combinado con escenarios técnicos y aplicaciones prácticas:
1. Nombres de uso común y puntos técnicos de herramientas de torno
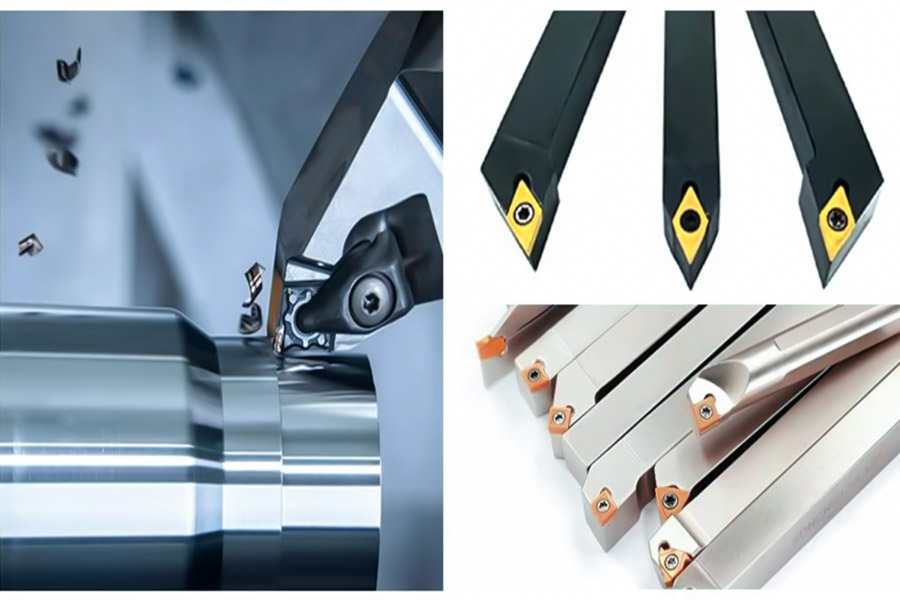
(1) Herramienta de giro externa (herramienta de giro)
Función central:
Girando el círculo externo, la cara del extremo, la cónica y la superficie del paso.
De acuerdo con la tipología del ángulo de desplazamiento principal: herramienta de compensación de 90 ° (buena rigidez, eje de paso de giro), herramienta de codo de 45 ° / 75 ° (versatilidad, teniendo en cuenta el círculo externo y la cara final).
Estructura típica:
Cuerpo de cortador:acero carbonovástago (económico) o vástago de carburo (alta resistencia a la vibración).
Moderna corriente principal: insertos indexables (por ejemplo, serie ISO estándar CNMG/ DNMG), admitiendo un cambio rápido de los bordes de corte.
(2) cortar cuchillo (herramienta de separación)
Parámetros del núcleo:
Ancho de bit: 3-6 mm (el diseño de ranura estrecha reduce los desechos del material).
Material especial: cuchilla recubierta de acero inoxidable / aleación de titanio (por ejemplo, recubrimiento de tialn, resistencia a la pegatina a alta temperatura).
Diseño especial:
Estructura de costillas de refuerzo: mejore la rigidez del cuerpo del cortador y evite la vibración de corte.
Chaflán de punta de cuchilla: reduce el riesgo de astillarse y prolonga la vida útil de la cuchilla.
OtroHerramienta de giro de alta frecuenciaNombres y posicionamiento técnico
| Tipo de herramienta | Función central | Características técnicas |
|---|---|---|
| Herramienta de giro interna (herramienta de perforación) | Procesamiento de agujeros profundos/paredes interiores | Barra de herramientas delgadas (relación voladizo ≤4: 1), micro hojas (como CCMT) |
| Herramienta de giro de subprocesos | Hilos métricos/imperiales | El ángulo de la punta de la herramienta combina con precisión el perfil del diente (60 °, 55 °), acero/carburo de alta velocidad |
| Herramienta de ranura | Girando ranuras axiales/radiales | Diseño de doble filo (alimentación izquierda y derecha), el interruptor de chips optimiza la eliminación de chips |
| Formando la herramienta de giro | Giro único de superficies curvas complejas (esféricas/circulares) | Contour de vanguardia personalizada, alta eficiencia pero costosa |
La lógica central del sistema de nombres
Naming orientado a funciones:
Directamente relacionado con objetos de mecanizado (por ejemplo, "cilíndrico", "hilo", "corte") para evitar la ambigüedad.
Etiquetado de material y estructura:
El material del cuerpo de la herramienta (acero al carbono/carburo) y el tipo de recubrimiento (por ejemplo, estaño/tialn) se indican para aclarar los escenarios de aplicación.
Marcado paramétrico:
Las dimensiones clave (ancho del cortador, ángulo de compensación principal) se escriben en el nombre para mejorar la eficiencia de la selección (ejemplo: cortador de 6 mm).
El nombre deHerramientas de torno es una combinación precisa de "función + estructura + parámetros", como" Herramienta de giro externo (carburo, ángulo de desviación principal de 75 °) "o" herramienta de corte especial de acero inoxidable de 4 mm ". El dominio de este sistema puede igualar las herramientas rápidamente con los requisitos de procesamiento y lograr una situación de eficiencia y precisión en beneficio beneficioso para ganar.
¿Qué herramientas crean características internas?
A continuación se muestran las herramientas centrales utilizadas para crear características internas en los tornos y sus parámetros técnicos clave, que cubren procesos clave como Holemaking de Precision y Internocorte de hilo:
Sistema de herramientas de mecanizado de superficie interna en torno
1. Baring Bar
Características centrales:
Reaming del orificio de precisión, corrección de la excentricidad del agujero, giro de superficies cilíndricas internas/superficies cónicas
Diámetro mínimo del orificio: hasta Ø2 mm (barra ultra fina + micro insertos)
Características técnicas:
Diseño de amortiguación de vibración:
Vástago de carburo/metal pesado (densidad ≥16 g/cm³)
Relación de voladizo ≤4: 1 (Ejemplo: mecanizar un agujero profundo de 50 mm requiere un diámetro de vástago ≥12.5 mm)
Tipo de inserción:
CCMT060204 (diamante de 80 °, punta R0.2 mm, acabado)
DCMT11T302 (diamante de 55 °, resistencia al impacto aburrido en bruto)
Grado de precisión:
Tolerancia de grado IT7 Mecanizado de IT7 (± 0.015 mm)
Rugosidad de la superficie RA0.8 μm (Mirror Boring)
2. Herramienta de rosca interna (herramienta de rosca interna)
Función central:
Corte de hilos internos métricos/imperiales (ciegos/a través de agujeros)
Ángulo de diente estándar: 60 ° (métrica) / 55 ° (Imperial)
Características técnicas:
Rigidez de soporte de herramientas reforzadas:
Diseño de canal de enfriamiento interno (refrigerante directamente a la punta de la herramienta, eliminación de chips y enfriamiento)
Vástago helicoidal (supresión de vibración para roscas de agujeros profundos)
Tipo de inserción:
16er AG60 (inserto de diente completo, un hilo métrico de una toma)
16IR 0.5p (formador de chips en forma de V, suprime el enredo de chips de acero inoxidable)
Precisión de mecanizado:
Tolerancia al diámetro del centro de hilo 6G/6H Grado (estándar GB)
Aspereza de la superficie: Ra3.2μm (sin recorte de borde)
Herramientas extendidas: procesamiento de superficie interna compleja
| Tipo de herramienta | Función | Tecnología clave |
|---|---|---|
| Herramienta de ranura del agujero interno | Girando ranura de sellado interno/ranura retractante | Mecanismo de bloqueo de cuña radial (rigidez aumentó en un 200%) |
| Herramienta aburrida inversa | Procesamiento de orificio escalonado/cara de extremo interior | Diseño de alimentación inversa (expandirse después de insertar el cabezal de la herramienta) |
| Herramienta de formación interna | Girar la superficie esférica interna/cavidad de forma especial | Perfil de cuchilla personalizado (requerido la presimulación CAD/CAM) |
Regla de oro de la selección
"Para agujeros pequeños, elija varillas delgadas; para agujeros profundos, elija reducción de vibraciones; para roscas, elija el ángulo del diente; para precisión, elija la punta de la herramienta"
Procesamiento de microholes Ø2 ~ 5 mm:
Material de la barra de aburrimiento: monolítico de acero de tungsteno (módulo elástico ≥ 650GPA)
Blade: TCMT020204 (punta de la herramienta de 0.2 mm rócula)
Procesamiento de roscas internas de acero inoxidable:
Cubro de cuchilla: recubrimiento compuesto Tialn+MOS₂ (coeficiente de fricción <0.3)
Velocidad de corte: VC = 60m/min (con refrigeración interna de alta presión de emulsión)
Soluciones de puntos de dolor de la industria
| Problemas | Soluciones de herramientas | Optimización de parámetros |
|---|---|---|
| Marcas de vibración del agujero profundo (L/D > 5) | Reducción de vibraciones de amortiguación barra aburrida | Supresión de amplitud > 90% (> 2000Hz) |
| Rotura del diente de rosca interna | Cuchilla de perfil de diente completo + corte axial en capas | Disminución de la profundidad de corte: 0.5p → 0.1p (acabado fino) |
| Tolerancia a la aspereza del agujero pequeño | Herramienta de perforación de diamantes + enfriamiento de queroseno | La AR puede alcanzar 0.1 μm (grado de espejo) |
Las herramientas centrales para el procesamiento de superficie interna del torno son los cortadores aburridos y los cortadores internos de hilos, y su rendimiento depende del diseño de rigidez de la barra de herramientas, precisión de la geometría de cuchillas y optimización de dinámica de corte. Dominar la "Tecnología de reducción de vibraciones de vibración de microhole" y el "control de formación de perfil completo de hilo interno" puede romper el 80% de los cuellos de botella de procesamiento de características internas.

¿Qué herramientas manejan el corte de hilo?
Las siguientes son las herramientas básicas y las especificaciones técnicas paraCorte de hilos en los tornos, cubriendo hilos externos, hilos internos y soluciones de procesamiento eficientes:
Sistema de herramientas de corte de subprocesos
1. Herramienta de rosca externa
Funciones centrales:
Girando las roscas externas del eje/piezas del tubo (hilos métricos, imperiales, trapezoidales)
Rango de procesamiento: M3 ~ M100+ (mucho más allá del límite de grifo, M30 y superior tienen ventajas significativas)
Características técnicas:
Precisión del ángulo del diente de la cuchilla:
60 ° (hilo métrico)
55 ° (hilo imperial Whitworth)
30 ° (hilo trapezoidal, como TR40 × 7)
Tipo de estructura:
Inserto indexable: Solución convencional, Insertar Ejemplo del modelo:
16er AG60 (inserto de diente completo, un hilo de forma única M20 × 2.5)
16NR P1.5 (interruptor de chips en forma de V, especial para acero inoxidable)
Herramienta integral de carburo: procesamiento de micro hilos (como debajo de M3)
2. Die Solder
Funciones centrales:
Aprovechamiento de troqueles redondos (troqueles redondos) Procesamiento de subprocesos externos estándar de baja precisión
Escenarios aplicables: Taller de mantenimiento/Lote pequeño M6 ~ M24 Hilos
Limitaciones técnicas:
La precisión es de solo 7H/7 g (inferior al nivel 6 para girar)
La fuerza de corte depende del deslizamiento de la máquina herramienta para empujar, fácil de vibrar
No aplicable: materiales difíciles de cortar como acero inoxidable/aleación de titanio
Herramientas extendidas: soluciones eficientes de procesamiento de subprocesos
| Tipo de herramienta | Función | Ventajas técnicas |
|---|---|---|
| Cortador de hilo interno | Tuercas giratorias/roscas internas del cuerpo de la válvula | Tallador de herramientas rígido + diseño interno de refrigerante (aplicable a agujeros profundos y agujeros ciegos) |
| Cortador de fresado de hilos | Centro de compuestos de giro y fresado de cinco ejes para procesar hilos de forma especial | Puede procesar perfiles de dientes no estándar y hilos de tono grandes |
| Cabeza de fresa de tornado | Procesamiento de lotes eficiente de tornillos/tornillos de plomo | La eficiencia de corte aumentó en 5 ~ 8 veces (corte sincrónico múltiple) |
Guía de selección de herramientas de procesamiento de subprocesos
De acuerdo con los requisitos de materiales y de precisión
| Condiciones de trabajo | Herramientas preferidas | Parámetros clave |
|---|---|---|
| Hilo externo para las piezas de acero de acabado (grado IT6) | Cortador de hilo externo indexable | Insertar: carburo recubierto de TICN |
| Hilo interno del agujero profundo (L/D> 3) | Cortador de rosca interna + Barra de herramientas de amortiguación de vibración | Velocidad de corte VC = 25m/min |
| Micro hilo de acero inoxidable (M2) | Cortador de hilo de carburo sólido | Ángulo de rastrillo γ = 15 ° (optimización de ruptura de chips) |
De acuerdo con los requisitos de eficiencia de producción
Pieza única/lote pequeño: cortador de rosca externa + método de corte en capas axiales (disminución de la profundidad de corte)
Gran lote: cabezal de fresado de ciclones + cortador de peine múltiple (formación de un paso)
Soluciones de puntos de dolor de la industria
| Problema | Solución de herramientas | Optimización de parámetros |
|---|---|---|
| Vibración de hilo | Barra de herramientas de reducción de vibraciones de carburo | Velocidad del huso ≤800 rpm |
| Herramienta de pegatinas de acero inoxidable | Herramienta de rosca de refrigerante interna + EP Lubricating Coating | Velocidad de alimentación = Pitch × 0.95 |
| Limpieza de raíz de rosca de agujeros ciegos | Cuchilla de diente completa con ritmo de respaldo | Consejo R Ángulo ≤0.1p (P = Pitch) |
Se prefieren las hilos de material de alta precisión/difícil de procesar → Se prefieren
Procesamiento rápido de piezas estándar de baja precisión → Uso limitado de titulares de troqueles (solo para roscas de acero de carbono de tamaño pequeño)
Producción en masa de alta eficiencia → Usar fresado giratorio o tecnología de fresado de hilos
¿Cómo se definen las herramientas de ranura?
Las herramientas de ritmo y corte es un término colectivo para herramientas diseñadas para convertir las ranuras axiales/radiales en las superficies de la pieza de trabajo giratoria o para cortar piezas de trabajo. Su característica central es un ancho de cabeza significativamente más amplio de lo normalHerramientas de giro, que permite la separación del material y la forma de la ranura por medio de una vanguardia estrecha y resistente.
Clasificación técnica y parámetros de herramientas de ranura
1. Herramienta de ranura directa
Función central:
Girando ranuras rectangulares de igual ancho (ranuras de sellado, ranuras de retiro, ranuras de aceite)
Corte de precisión (ancho de herramienta ≤ 3 mm)
Parámetros técnicos clave:
Rango de ancho de la ranura: 0.5 ~ 5 mm (ancho de la cabeza del cortador = ancho de la ranura)
Fortalecimiento del borde:
Bisuga de doble cara (anti-chisporroteo)
Optimización del surco de rango de chips (type T-type/V
Control de precisión:
Tolerancia al ancho de la ranura ± 0.02 mm (inserto de tierra de precisión)
Roughness de la superficie del fondo del surco RA≤1.6 μm
2. Herramienta de ranura en forma de V
Función central:
Mecanizado de surcos decorativos (por ejemplo, líneas antidolores, líneas de aceite)
Gurra de ranura en forma de sellado en forma de V(Estructura de pre-compresión de junta tórica)
Parámetros técnicos clave:
Estándar de ángulo: 90 ° (propósito general) / 120 ° (sello de servicio pesado) / 60 ° (sello de aire de precisión)
Estructura de punta de cuchillo:
Symétrico de doble filo (bordes de corte izquierdo y derecho en ángulos iguales)
Punta r ángulo R0.1 ~ 0.3 mm (para evitar la concentración de tensión)
Escenario de aplicación:
Rango decorativo de varilla de pistón hidráulico (90 °)
Rango de sellado de válvula de alta presión (60 °)
Tipo de extensión: herramienta de ranura especial
| Tipo | Función | Avance técnico |
|---|---|---|
| Herramienta de ranura radial | Alimento radial para girar la ranura para la cara final | Mecanismo de rotación del cuerpo del cortador (dirección de ± 90 °) |
| Herramienta de ranura de agujeros internos | Procesamiento de ritmo de anillo de pared interno | Barra de herramientas de deformación elástica (compensación automática de la profundidad de la ranura) |
| Herramienta de ranura de combinación de múltiples dientes | Formación única de múltiples espacios paralelos | Conjunto de cuchillas ajustable (espaciado ± 0.05 mm) |
Cuatro elementos del diseño de herramientas de ranura
El ancho de corte Precisión → Determina directamente la tolerancia al ancho de la ranura (± 0.02 mm requiere molienda de la cuchilla)
Rigidez del cuerpo de la herramienta → Relación de ancho a profundidad ≥1: 3 (por ejemplo, la profundidad de la ranura de 5 mm requiere el espesor del cuerpo de la herramienta ≥15 mm)
Capacidad de eliminación de chip → El orificio de refrigerante interno de alta presión golpea directamente la punta de la herramienta (presión> 70BAR)
Recubrimiento de vanguardia → tialn (acero) / recubrimiento de diamantes (metales no ferrosos)
Soluciones de puntos de dolor de la industria
| Problema | Solución de herramientas | Parámetros de proceso |
|---|---|---|
| Vibración de ritmo ancho (> 8 mm) | Cuchilla de paso de chips | Corte en capas: cada profundidad de corte de capa ≤2 mm |
| Bloqueo de eliminación de chips de ranura profunda | Riolina de inyección directa de enfriamiento interno + aire comprimido | Enfriamiento mixto de aire-líquido (presión de aire> 0.8MPA) |
| Astillado de carburo | Diseño de ángulo de rastrillo negativo (γ = -5 °) | Velocidad de corte VC = 80m/min |
Ganero funcional (sellado/retractación) → Elija un cortador de ranuras rectas, preste atención a la precisión del ancho de la cuchilla y el diseño de la ruptura de chips
Groove decorativo/sellado → Use el cortador de ranura V, bloquea la tolerancia del ángulo y el acabado de la superficie
Condiciones de trabajo extremas (surco profundo/materiales difíciles de procesar) → Confiar en el mecanismo de alimentación radial y el sistema de enfriamiento interno de alta presión

¿Qué herramientas realizan separación de precisión?
La siguiente es un análisis técnico detallado y una guía de aplicación paraHerramientas de corte de precisión, cubriendo los parámetros centrales y la lógica de selección para soluciones de corte de grado industrial:
Sistema de herramientas de corte de precisión
1. Herramienta de corte de carburo
Ventajas del núcleo:
Alta dureza (HRA ≥ 92) y resistencia al desgaste, esperanza de vida para herramientas de corte de acero de alta velocidad 3 ~ 5 veces
Materiales aplicables:acero inoxidable, acero de aleación, aleación de titanioy otros materiales difíciles de cortar
Parámetros técnicos clave:
Espesor de inserto: 2-4 mm (la rigidez aumenta exponencialmente con grosor)
2 mm: corte de barra de micro-diámetro de precisión (Ø ≤ 20 mm)
4 mm: corte de servicio pesado (Ø> 50 mm)
Velocidad de corte (VC): 30-80 m/min
Acero suave: 60-80 m/min
Aleación de titanio: 30-40 m/min (requerido recubrimiento de tialn)
Tecnología de fortalecimiento de borde:
Diseño de ángulo de rastrillo negativo (γ = -6 °) para mejorar la resistencia al impacto
Pasación de borde a nivel de micrones (anti-chisporroteo)
2. Herramienta de corte de acero de alta velocidad (herramienta de corte HSS)
Posicionamiento del núcleo:
Solución económica (1/3 del costo del carburo).
Adecuado para materiales blandos como aluminio, acero suave, aleaciones de cobre, etc.
Limitaciones de rendimiento:
Pobre dureza roja (> 600 ℃ ablandamiento), velocidad limitante VC≤40 m/min.
Resistencia al desgaste insuficiente, la esperanza de vida es aproximadamente 20 ~ 30% del carburo cementado.
Indicadores centrales de corte de precisión
| Parámetros | Herramienta de carburo | Herramienta de acero de alta velocidad |
|---|---|---|
| Aspereza de la superficie | RA≤1.6 μm (corte de precisión) | Ra≤3.2 μm |
| Verticalidad de la superficie cortada | ≤0.02 mm/10 mm | ≤0.05 mm/10 mm |
| Altura de las rebabas | ≤0.05 mm | ≤0.1 mm |
Solución de corte de ultra precisión
Herramienta de corte recubierta de diamantes (herramienta de corte PCD)
Escenarios aplicables:
Corte de espejo de metales no ferrosos (aleación de aluminio, aleación de cobre)
Corte de precisión de materiales compuestos/electrodos de grafito
Benchmark de rendimiento:
Rugosidad de la superficie Ra≤0.4 μm
Velocidad de corte VC = 300-500 m/min (aleación de aluminio)
Herramienta de corte de cerámica (herramienta de corte de cerámica)
Escenarios aplicables:
Corte seco de acero endurecido (HRC55+)
Corte de aleación de alta temperatura(Inconel 718)
Parámetros técnicos:
VC = 150-250 m/min
Consejo R Angle R0.2 mm (para suprimir el chippado)
Parámetros clave para la optimización de procesos
| Problema | Solución | Ajuste de parámetros |
|---|---|---|
| Tiltil de superficie cortada | Altura de la punta de la herramienta ± 0.01 mm de calibración | Barra de herramientas Overhang ≤1.5 veces el ancho de la herramienta |
| Envoltura de chips | Presión de enfriamiento interna ≥70 bar | Tasa de alimentación F ≥0.1 mm/rev |
| Astillado de herramientas | Corte paso a paso | Profundidad de corte por capa ≤2 mm |
El corte de precisión requiere la selección de herramientasBasado en tres dimensiones: dureza del material, precisión de la superficie y presupuesto de costos. Las herramientas de carburo satisfacen el 80% de las necesidades industriales, y las herramientas recubiertas de diamantes son la primera opción para el mecanizado de ultra precisión.

Resumen
El nombre central de las herramientas de corte de torno es la herramienta de giro,Pero este es solo el punto de partida de la cognición. Desde la fuerte herramienta de deflexión para el giro cilíndrico externo hasta la barra de perforación de precisión para el diámetro de los agujeros profundos, desde el inserto indexable eficiente y flexible hasta la herramienta de formación con contorno personalizado, la "herramienta de giro" es en realidad un centro de ejecución de procesamiento de metales que integra diversidad funcional, innovación estructural y tecnología de materiales. La revolución de la precisión y la eficiencia en la fabricación moderna se deriva del dominio en profundidad de lo técnicoCaracterísticas de las herramientas de giro. Solo al hacer coincidir con precisión los ángulos geométricos, las características de recubrimiento y las condiciones de trabajo de la herramienta pueden el torno, el "bailarín de metal", surge el arte industrial a nivel de milímetro en el escenario giratorio con chips como ritmo. Comprender las herramientas de giro es comprender la fuerza central de la tecnología de giro.

📞 Teléfono: +86 185 6675 9667
📧 Correo electrónico: info@longshengmfg.com
🌐 Sitio web:https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos.Serie LSNo se hacen representaciones o garantías de ningún tipo, expresas o implícitas, en cuanto a la precisión, integridad o validez de la información. No se debe inferir que los parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra que el proveedor o fabricante de terceros proporcionará a través de la red Longsheng. Esta es responsabilidad del compradorSolicite una cotización para piezaspara determinar los requisitos específicos para estas partes.Póngase en contacto con nosotros. Obtenga más información.
Equipo de LS
LS es una empresa líder de la industriaCentrarse en soluciones de fabricación personalizadas. Con más de 20 años de experiencia atendiendo a más de 5,000 clientes, nos centramos en la alta precisiónMecanizado CNC,Fabricación de chapa,Impresión 3D,Moldura de inyección,estampado de metal,y otros servicios de fabricación individual.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación y tiene certificación ISO 9001: 2015. Proporcionamos soluciones de fabricación rápidas, eficientes y de alta calidad a los clientes en más de 150 países de todo el mundo. Ya sea que se trate de una producción de bajo volumen o personalización masiva, podemos satisfacer sus necesidades con la entrega más rápida dentro de las 24 horas. elegirTecnología LSSignifica elegir eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web:www.lsrpf.com

Preguntas frecuentes
1. ¿Cuál es el nombre estándar de la herramienta de corte de torno?
El nombre profesional común para las herramientas de corte de torno es la herramienta de giro, que es una herramienta ejecutiva instalada en el torno para convertir las piezas de trabajo giratorias, y se subdivide de acuerdo con su función para incluir herramientas de giro cilíndricas, herramientas de corte, herramientas de roscado, herramientas de perforación, etc., que juntas realizan la tarea de corte de metal y formación.
2. ¿Cómo se clasifican las herramientas de corte de torno?
Las herramientas de giro se clasifican principalmente de acuerdo con tres dimensiones: funcionalmente, se dividen en herramientas de giro cilíndricas (para ejes de procesamiento), herramientas de corte (para los materiales de división), herramientas de giro de roscas (para cortar hilos) y herramientas de perforación (para mecanizado de agujeros internos); La estructura incluye indexable soldado, integral y con la máquina (corriente principal moderna); y el material cubre acero de alta velocidad, carburo cementado (el dominante), cerámica y herramientas de corte súper duras (CBN/diamante).
3. ¿Cuáles son los tipos más comunes de herramientas utilizadas en los tornos modernos?
In modern manufacturing, indexable machine chucked turning tools are the absolute mainstream, which use standardized carbide inserts (e.g. ISO model CNMG120408) and are mechanically clamped to achieve rapid edge change, with advantages including 50% higher efficiency (no sharpening), stable insert life, 30% lower cost (reuse of toolholder), and are suitable for high-speed cutting of steel, cast iron, high-temperature aleaciones y otros materiales.
4. ¿Cómo elegir las herramientas de giro de acuerdo con las necesidades de mecanizado?
La selección debe seguir la regla del triángulo de la "precisión de la función de material": primero, según el material de la pieza de trabajo para determinar la matriz de herramientas (acero con carburo, acero endurecido con cerámica/CBN, metales no ferrosos con diamante); Luego, de acuerdo con las características de mecanizado de la selección del tipo de función (herramienta de giro cilíndrica para girar el contorno, el tipo de herramienta de roscado, el rango de la herramienta de ranura); y finalmente, de acuerdo con los requisitos de la optimización de la precisión de Finalmente, los parámetros se optimizan de acuerdo con los requisitos de precisión (ángulo de 0.2 mm de la punta de la herramienta para el acabado, enfriamiento interno de alta presión para lograr la superficie del espejo RA0.8 μm).


