

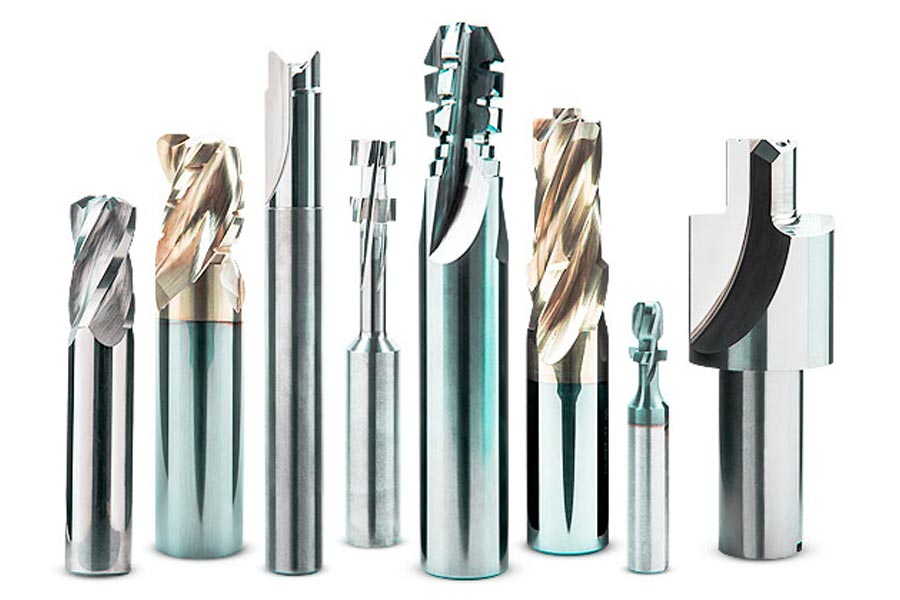
No torno, a pedra angular deCorte de metal, o atuador principal que lhe dá a capacidade de "comer" o metal é chamado de "ferramenta de torneamento". Por trás desse termo genérico aparentemente simples, há uma família grande e sofisticada de ferramentas. Desde a usinagem cilíndrica áspera e poderosa, até a fina chata das cavidades profundas, até a modelagem precisa dos roscas, cada tarefa de torneamento específica corresponde a uma ferramenta de torneamento especial com uma estrutura, ângulo e material diferente.
Seja as ferramentas de aço de alta velocidade integral tradicionais ou as inserções indexíveis de carboneto moderno, entendendo o nome geral "Turning Tool" e a rica variedade e características por trás dela é a chave principal para dominar a tecnologia de torneamento e melhorar a eficiência e a precisão da usinagem. Este artigo fornecerá uma análise sistemática do torno que esse "alfaiate de ferro" depende do trabalho dos "dentes" - o mundo doFerramentas de corte de torno.
Quais são os nomes comuns para ferramentas de corte de torno?
A seguir é um resumo claro donomes comuns de ferramentas de tornoe seu principal sistema de nomeação, combinado com cenários técnicos e aplicações práticas:
1. Nomes comumente usados e pontos técnicos das ferramentas de torno
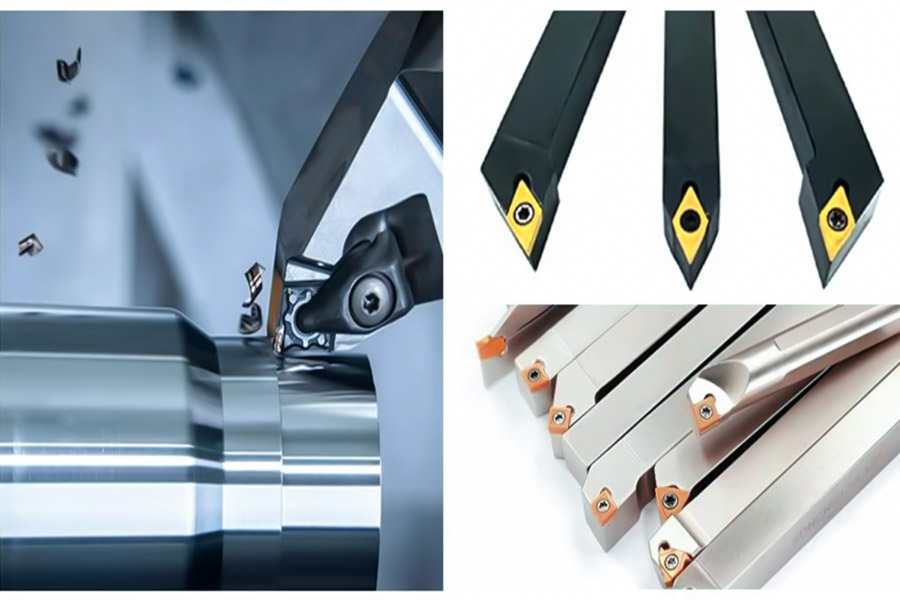
(1) Ferramenta de torneamento externo (ferramenta de girar)
Função central:
Turnando o círculo externo, a face final, a superfície do parto e a etapa.
De acordo com a tipologia do ângulo de deslocamento principal: ferramenta de deslocamento de 90 ° (boa rigidez, etapa de giro), ferramenta de cotovelo de 45 ° / 75 ° (versatilidade, levando em consideração o círculo externo e a face final).
Estrutura típica:
Corpo de corte:aço carbonohaste (econômica) ou haste de carboneto (alta resistência à vibração).
Mainstream moderno: inserções indexáveis (por exemplo, série ISO Standard CNMG/ DNMG), suportando uma rápida mudança de bordas de corte.
(2) Cortar a faca (ferramenta de despedida)
Parâmetros principais:
Largura do bit: 3-6mm (o design de slot estreito reduz o desperdício de material).
Material especial: lâmina revestida de aço inoxidável / liga de titânio (por exemplo, revestimento tialn, resistência à aderência de alta temperatura).
Design especial:
Estrutura da costela de reforço: aumente a rigidez do corpo do cortador e evite a vibração de corte.
A chanfro da ponta da lâmina: reduz o risco de lascar e prolonga a vida útil da lâmina.
OutroFerramenta de torneamento de alta frequêncianomes e posicionamento técnico
| Tipo de ferramenta | Função central | Recursos técnicos |
|---|---|---|
| Ferramenta de torneamento interno (ferramenta de chato) | Processando buracos profundos/paredes internas | Barra de ferramentas esbelta (proporção de overhang ≤4: 1), micro lâminas (como CCMT) |
| Ferramenta de giro de thread | Cortando fios métricos/imperiais | Ângulo da ponta da ferramenta corresponde com precisão ao perfil de dente (60 °, 55 °), aço/carboneto de alta velocidade |
| Ferramenta de ranhura | Grooves axiais/radiais de girar | Design de dois gumes (alimentação esquerda e direita), o quebra-chip otimiza a remoção de chips |
| Formando a ferramenta de torneamento | Voltação única de superfícies curvas complexas (esféricas/circulares) | Vanguarda de contorno personalizada, alta eficiência, mas caro |
A lógica principal do sistema de nomenclatura
Nomeação orientada para a função:
Diretamente relacionado aos objetos de usinagem (por exemplo, "cilíndrico", "thread", "corte") para evitar a ambiguidade.
Rotulagem de material e estrutura:
O material do corpo da ferramenta (aço/carboneto de carbono) e o tipo de revestimento (por exemplo, TIN/Tialn) são indicados para esclarecer os cenários de aplicação.
Marcação paramétrica:
As dimensões -chave (largura do cortador, ângulo de deslocamento principal) são gravadas no nome para melhorar a eficiência da seleção (exemplo: cortador de 6 mm).
A nomeação deFerramentas de torno é uma combinação precisa de "função + estrutura + parâmetros", como" Ferramenta de torneamento externo (carboneto, ângulo de deflexão principal de 75 °) "ou" Ferramenta de corte especial de aço inoxidável de 4 mm ". Dominar esse sistema pode corresponder rapidamente ferramentas aos requisitos de processamento e obter uma situação de eficiência e precisão em todos os ganhos.
Quais ferramentas criam recursos internos?
Abaixo estão as principais ferramentas usadas para criar recursos internos nos tornos e seus principais parâmetros técnicos, abrangendo processos -chave, como a criação de peixes de precisão e internacorte de thread:
Sistema de ferramentas de usinagem de superfície interna do torno
1. Barato de Borda
Recursos principais:
República do orifício de precisão, correção da excentricidade do furo, giro de superfícies cilíndricas internas/superfícies cônicas
Diâmetro mínimo do orifício: até Ø2mm (barra de perfuração ultrafina + inserções micro)
Recursos técnicos:
Design de amortecimento de vibração:
Haste de carboneto/metal pesado (densidade ≥16g/cm³)
Razão Overhang ≤4: 1 (Exemplo: A usinagem de um furo profundo de 50 mm requer um diâmetro de haste ≥12,5 mm)
Inserir tipo:
CCMT060204 (Diamante de 80 °, ponta R0,2mm, acabamento)
DCMT11T302 (diamante de 55 °, resistência a impacto idiota)
Grau de precisão:
Usinagem do orifício do rolamento Tolerância de grau IT7 (± 0,015 mm)
Rugosidade da superfície RA0.8μm (espelho chato)
2. Ferramenta de rosca interna (ferramenta de rosca interna)
Função central:
Cortando fios internos métricos/imperiais (cegos/através de orifícios)
Ângulo de dente padrão: 60 ° (métrica) / 55 ° (imperial)
Recursos técnicos:
Rigidez do detentor de ferramentas reforçado:
Design de canal de resfriamento interno (refrigerante diretamente para a ponta da ferramenta, remoção de chips e resfriamento)
Haste helicoidal de moto (supressão de vibração para rosqueamento de buracos profundos)
Inserir tipo:
16er ag60 (inserção de dente completa, fio métrico de um tiro)
16ir 0,5p (Chipformer em forma de V, suprime o entenimento de chip de aço inoxidável)
Precisão de usinagem:
Tolerância do diâmetro do diâmetro do thread 6g/6h grau (padrão GB)
Rugosidade da superfície: RA3.2μm (sem coragem de arestas)
Ferramentas estendidas: processamento de superfície interna complexa
| Tipo de ferramenta | Função | Tecnologia -chave |
|---|---|---|
| Ferramenta de ranhura interna do orifício | Groove de vedação interno/ranhura de retração | Mecanismo de bloqueio de cunha radial (a rigidez aumentou em 200%) |
| Ferramenta de chato reversa | Processamento Erso escalonado/face interna | Design de alimentação reversa (expandindo depois de inserir a cabeça da ferramenta) |
| Ferramenta de formação interna | Turnando a superfície esférica interna/cavidade em forma de especial | Perfil de lâmina personalizado (pré-simulação CAD/CAM necessária) |
Regra de seleção de ouro
"Para pequenos orifícios, escolha hastes finas; para orifícios profundos, escolha redução de vibração; para fios, escolha o ângulo do dente; para precisão, escolha a ponta da ferramenta"
Processamento de Ø2 ~ Micro-Holes de 5 mm:
Material da barra de chato: monolítico de aço de tungstênio (módulo elástico ≥ 650gpa)
Blade: TCMT020204 (ângulo da ponta da ferramenta de 0,2 mm)
Processamento de fios internos de aço inoxidável:
Revestimento de lâmina: tialn+mos₂ revestimento composto (coeficiente de atrito <0,3)
Velocidade de corte: Vc = 60m/min (com emulsão de alta pressão de resfriamento interno)
Soluções de Ponto de Ponto da Indústria
| Problemas | Soluções de ferramentas | Otimização de parâmetros |
|---|---|---|
| Marcas de vibração do orifício profundo (l/d > 5) | Barra de perfuração de redução de vibração de amortecimento | Supressão de amplitude > 90% (> 2000Hz) |
| Quebra de dente de rosca interna | Lâmina de perfil de dente completo + corte em camadas axial | Redução da profundidade de corte: 0,5p → 0,1p (acabamento fino) |
| Tolerância de rugosidade de pequenos orifícios | Diamond Boration Tool + Cooling de querosene | RA pode atingir 0,1μm (grau de espelho) |
As ferramentas principais para o processamento interno da superfície do torno são cortadores chatos e cortadores de roscas internas, e seu desempenho depende do design da rigidez da barra de ferramentas, precisão da geometria da lâmina e otimização da dinâmica de corte. Dominar "Tecnologia de redução de vibração de Boragem Micro-Buracto" e "Controle de formação de perfil completo interno" pode romper 80% dos gargalos internos de processamento de recursos.

Quais ferramentas lidam com o corte de roscas?
A seguir, são apresentadas as principais ferramentas e especificações técnicas paraCorte de tópicos em torno, cobrindo fios externos, fios internos e soluções de processamento eficientes:
Sistema de ferramentas de corte de rosca
1. Ferramenta de rosca externa
Funções principais:
Girando fios externos de peças de eixo/tubo (fios métricos, imperiais, trapezoidais)
Faixa de processamento: M3 ~ M100+ (muito além do limite da torneira, M30 e acima têm vantagens significativas)
Características técnicas:
Precisão do ângulo dos dentes da lâmina:
60 ° (fio métrico)
55 ° (Thread Whitworth Imperial)
30 ° (fio trapezoidal, como TR40 × 7)
Tipo de estrutura:
Inserção indexável: solução mainstream, inserir modelo de modelo:
16er AG60 (inserção de dente completa, formação única M20 × 2.5 Thread)
16nr P1.5 (disjuntor de chip em forma de V, especial para aço inoxidável)
Ferramenta de carboneto integral: Processamento de Micro Thread (como abaixo do M3)
2. Die Holder
Funções principais:
Clamando matrizes redondas (matriz redonda) Processando fios externos padrão de baixa precisão
Cenários aplicáveis: workshop de manutenção/lotes pequenos m6 ~ m24 threads
Limitações técnicas:
A precisão é de apenas 7h/7g de nível (menor que o nível 6 para girar)
A força de corte depende do slide da máquina -ferramenta para empurrar, fácil de vibrar
Não aplicável: materiais difíceis de cortar, como liga de aço inoxidável/titânio
Ferramentas estendidas: soluções de processamento de roscas eficientes
| Tipo de ferramenta | Função | Vantagens técnicas |
|---|---|---|
| Cortador de rosca interna | Porcas de giro/corpo de válvula fios internos | Ponto de ferramentas rígidas + projeto interno de líquido de arrefecimento (aplicável a buracos profundos e orifícios cegos) |
| Cortador de moagem de rosca | Centro de composto de giro e moagem de cinco eixos para processamento de tópicos em forma especial | Pode processar perfis dentários não padrão e fios de inclinação grandes |
| Cabeça de moagem de tornado | Processamento eficiente do lote de parafusos/parafusos | A eficiência de corte aumentou 5 ~ 8 vezes (corte síncrono de várias lâminas) |
Guia de seleção de ferramentas de processamento de threads
De acordo com os requisitos de material e precisão
| Condições de trabalho | Ferramentas preferidas | Parâmetros -chave |
|---|---|---|
| Tópico externo para finalizar peças de aço (nota IT6) | Cortador de rosca externa indexível | Inserir: carboneto revestido de ticn |
| Frea interna do buraco profundo (l/d> 3) | Cortador de rosca interna + barra de ferramentas de amortecimento de vibração | Velocidade de corte VC = 25m/min |
| Micro Linha de Aço Axtual (M2) | Cortador de roscas de carboneto sólido | Ângulo de ancinho γ = 15 ° (otimização de quebra de chip) |
De acordo com os requisitos de eficiência de produção
Peça única/lote pequeno: cortador de roscas externas + método de corte em camadas axial (profundidade de corte diminuindo)
Batch grande: cabeça de moagem de ciclone + cortador de pente de vários dentes (formação de uma passagem)
Soluções de Ponto de Ponto da Indústria
| Problema | Solução de ferramenta | Otimização de parâmetros |
|---|---|---|
| Vibração da linha | Barra de ferramentas de redução de vibração de carboneto | Velocidade do eixo ≤800rpm |
| Ferramenta de aderência de aço inoxidável | Ferramenta de rosca de líquido de arrefecimento interna + EP de revestimento lubrificante | Taxa de alimentação = pitch × 0,95 |
| Limpeza de raiz do fio do orifício cego | Lâmina de dente cheia com ranhura de apoio | Dica r ângulo ≤0.1p (p = pitch) |
Material de alta precisão/difícil de processar fios → Ferramentas de giro de rosca indexíveis (cortadores de rosca externos/cortadores de rosca interna) são preferidos
Processamento rápido de peças padrão de baixa precisão → Uso limitado de suportes de matriz (apenas para fios de aço carbono de pequeno porte)
Produção em massa de alta eficiência → Use moução de moagem ou tecnologia de moagem de threads
Como as ferramentas de grooving são definidas?
As ferramentas de ranhura e corte são um termo coletivo para ferramentas projetadas para girar ranhuras axiais/radiais nas superfícies rotativas da peça de trabalho ou para cortar peças de trabalho. Sua característica principal é uma largura da cabeça significativamente mais ampla do que o normalTurning Tools, que permite a separação de materiais e a modelagem de sulcos por meio de uma aresta de corte estreita e resistente.
Classificação técnica e parâmetros de ferramentas de grooving
1. Ferramenta de ranhura direta
Função central:
Grooves retangulares de torneamento de igual largura (ranhuras de vedação, ranhuras de retirada, ranhuras de óleo)
Corte de precisão (largura da ferramenta ≤ 3mm)
Parâmetros técnicos -chave:
Faixa de largura da ranhura: 0,5 ~ 5mm (largura da cabeça do cortador = largura da ranhura)
Fortalecimento da borda:
Chanfro de dupla face (anti-chipping)
Otimização de groove de chipbroking (groove do tipo t/v-g rolling de chip forçado)
Controle de precisão:
Tolerância à largura do slot ± 0,02 mm (inserção do solo de precisão)
A rugosidade do ranhura da superfície inferior Ra≤1,6μm
2. Ferramenta de ranhura em forma de V
Função central:
Grooves decorativas de usinagem (por exemplo, linhas anti-skid, linhas de óleo)
Groove de seleração em forma de vedação em V(Estrutura de pré-compressão do anel O)
Parâmetros técnicos -chave:
Padrão de ângulo: 90 ° (finalidade geral) / 120 ° (vedação para serviço pesado) / 60 ° (vedação de ar de precisão)
Estrutura da ponta da faca:
Bordas de corte de dois gumes duplos simétricas (arestas de corte esquerda e direita em ângulos iguais)
Dica R ângulo R0.1 ~ 0,3 mm (para evitar a concentração de tensão)
Cenário de aplicação:
Groove decorativo hidráulico do pistão (90 °)
Ranhura de vedação da válvula de alta pressão (60 °)
Tipo de extensão: Ferramenta de slotting especial
| Tipo | Função | Avanço técnico |
|---|---|---|
| Ferramenta de slotting radial | Alimentação radial para virar o slot da face final | Mecanismo de rotação corporal do cortador (± 90 ° de direção) |
| Ferramenta de sloting de orifício interno | Processando ranhura do anel da parede interna | Barra de ferramentas de deformação elástica (compensação automática da profundidade do slot) |
| Ferramenta de slotting de combinação de vários dentes | Formação única de vários slots paralelos | Conjunto de lâmina ajustável (espaçamento ± 0,05 mm) |
Quatro elementos do design da ferramenta de slotting
A precisão da largura do corte → determina diretamente a tolerância à largura do slot (± 0,02mm requer a moagem da lâmina)
Rigidez do corpo da ferramenta → proporção de largura / profundidade ≥1: 3 (por exemplo, profundidade do slot de 5 mm requer espessura do corpo da ferramenta ≥15 mm)
Capacidade de remoção de chips → orifício interno de líquido de arrefecimento de alta pressão atinge diretamente a ponta da ferramenta (pressão> 70bar)
Revestimento de ponta → tialn (aço) / revestimento de diamante (metais não ferrosos)
Soluções de Ponto de Ponto da Indústria
| Problema | Solução de ferramenta | Parâmetros de processo |
|---|---|---|
| Vibração de ranhura larga (> 8mm) | Lâmina de etapa de divisão de chip | Corte em camadas: cada profundidade de corte da camada ≤2mm |
| Bloqueio de remoção de chips de ranhura profunda | Roda de injeção direta de resfriamento interno Haste + ar comprimido | Resfriamento misto de ar-líquido (pressão do ar> 0,8MPa) |
| CHAMPING DE CARBIDO | Projeto de ângulo de ancinho negativo (γ = -5 °) | Velocidade de corte vc = 80m/min |
Grooving funcional (vedação/retração) → Escolha o cortador de ranhura reto, preste atenção à precisão da largura da lâmina e design de quebra de chips
Groove decorativo/selado → Use cortador de groove em V, trave a tolerância do ângulo e o acabamento da superfície
Condições de trabalho extremas (ranhura profunda/materiais difíceis de processar) → Confie no mecanismo de alimentação radial e no sistema de resfriamento interno de alta pressão

Quais ferramentas executam a separação de precisão?
A seguir, é apresentado um guia detalhado de análise técnica e aplicação paraFerramentas de corte de precisão, Cobrindo os parâmetros do núcleo e a lógica de seleção para soluções de corte industrial:
Sistema de ferramentas de corte de precisão
1. Ferramenta de corte de carboneto
Vantagens principais:
Alta dureza (HRA ≥ 92) e resistência ao desgaste, expectativa de vida das ferramentas de corte de aço de alta velocidade 3 ~ 5 vezes
Materiais aplicáveis:Aço inoxidável, aço de liga, liga de titânioe outros materiais difíceis de cortar
Parâmetros técnicos -chave:
Insira a espessura: 2-4 mm (a rigidez aumenta exponencialmente com a espessura)
2mm: corte de barras de micro-diâmetro de precisão (Ø ≤ 20 mm)
4mm: corte pesado (Ø> 50mm)
Velocidade de corte (VC): 30-80 m/min
Aço suave: 60-80 m/min
Liga de titânio: 30-40 m/min (revestimento tialn necessário)
Tecnologia de fortalecimento de borda:
Projeto de ângulo de ancinho negativo (γ = -6 °) para melhorar a resistência ao impacto
Passivação de borda no nível de mícrons (anti-lança)
2. Ferramenta de corte de aço de alta velocidade (ferramenta de corte HSS)
Posicionamento do núcleo:
Solução econômica (1/3 do custo do carboneto).
Adequado para materiais macios, como alumínio, aço macio, ligas de cobre, etc.
Limitações de desempenho:
Má dureza vermelha (> 600 ℃ amolecimento), limitando a velocidade vc≤40 m/min.
Resistência a desgaste insuficiente, a expectativa de vida é de cerca de 20 a 30% do carboneto cimentado.
Indicadores de núcleo de corte de precisão
| Parâmetros | Ferramenta de carboneto | Ferramenta de aço de alta velocidade |
|---|---|---|
| Rugosidade da superfície | Ra≤1,6μm (corte de precisão) | Ra≤3,2μm |
| Verticalidade da superfície cortada | ≤0,02mm/10mm | ≤0,05mm/10mm |
| Altura da rebarba | ≤0,05 mm | ≤0,1 mm |
Solução de corte de ultra-precisão
Ferramenta de corte revestida de diamante (ferramenta de corte PCD)
Cenários aplicáveis:
Corte de espelhos de metais não ferrosos (liga de alumínio, liga de cobre)
Corte de precisão de materiais compósitos/eletrodos de grafite
Benchmark de desempenho:
A rugosidade da superfície RA≤0,4μm
Velocidade de corte vc = 300-500 m/min (liga de alumínio)
Ferramenta de corte de cerâmica (ferramenta de corte de cerâmica)
Cenários aplicáveis:
Corte a seco de aço endurecido (HRC55+)
Corte de alta velocidade de liga de alta temperatura(Inconel 718)
Parâmetros técnicos:
VC = 150-250 m/min
Dica r ângulo R0.2mm (para suprimir lascas)
Parâmetros -chave para otimização do processo
| Problema | Solução | Ajuste do parâmetro |
|---|---|---|
| Corte a inclinação da superfície | Altura da ponta da ferramenta ± 0,01 mm de calibração | Overhang da barra de ferramentas ≤1,5 vezes a largura da ferramenta |
| Embrulho de chip | Pressão de resfriamento interna ≥70bar | Taxa de alimentação f ≥0,1mm/rel |
| Lascas de ferramentas | Corte em camadas passo a passo | Profundidade de corte por camada ≤2mm |
O corte de precisão requer a seleção de ferramentasCom base em três dimensões: dureza do material, precisão da superfície e orçamento de custos. As ferramentas de carboneto atendem a 80% das necessidades industriais, e as ferramentas revestidas com diamantes são a primeira opção para usinagem por ultra-precisão.

Resumo
O nome central das ferramentas de corte de torno é a ferramenta de girar,Mas este é apenas o ponto de partida da cognição. A partir da forte ferramenta de deflexão para o cilíndrico externo que se volta para a barra de perfuração de precisão para diâmetro profundo do orifício, desde a inserção indexável eficiente e flexível até a ferramenta de formação com contorno personalizado, a "ferramenta de torneamento" é na verdade um centro de execução de processamento de metal que integra a diversidade funcional, a inovação estrutural e a tecnologia de material. A revolução de precisão e eficiência na fabricação moderna é derivada do domínio profundo do técnicoCaracterísticas de Turning Tools. Somente combinando com precisão os ângulos geométricos, as características de revestimento e as condições de trabalho da ferramenta podem o torno, o "dançarino de metal", criando arte industrial em nível de milímetro no estágio rotativo com fichas como ritmo. Entender as ferramentas de girar é para entender a força do núcleo de girar a tecnologia.

📞 Telefone: +86 185 6675 9667
📧 E -mail: info@longshengmfg.com
🌐 Site:https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos.Série LSNenhuma representações ou garantias de qualquer tipo, expressa ou implícita, é feita quanto à precisão, integridade ou validade das informações. Não se deve inferir que os parâmetros de desempenho, tolerâncias geométricas, recursos específicos de design, qualidade e tipo de material ou mão de obra que o fornecedor ou fabricante de terceiros fornecerá através da rede Longsheng. Esta é de responsabilidade do compradorPeça uma cotação por peçasPara determinar os requisitos específicos para essas peças.Entre em contato conosco Saiba mais informações.
Equipe LS
LS é uma empresa líder do setorConcentre -se em soluções de fabricação personalizadas. Com mais de 20 anos de experiência atendendo a mais de 5.000 clientes, nos concentramos em alta precisãoUsinagem CNC, Assim,Fabricação de chapa metal, Assim,Impressão 3D, Assim,Moldagem por injeção, Assim,carimbo de metal,e outros serviços de fabricação única.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração e é certificada ISO 9001: 2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para os clientes em mais de 150 países em todo o mundo. Seja a produção de baixo volume ou a personalização em massa, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolherLS TechnologySignifica escolher eficiência, qualidade e profissionalismo.
Para saber mais, visite nosso site:www.lsrpf.com

Perguntas frequentes
1. Qual é o nome padrão da ferramenta de corte do torno?
O nome profissional comum para ferramentas de corte de torno é a ferramenta de girar, que é uma ferramenta executiva instalada no torno para girar peças de trabalho rotativas e é subdividida de acordo com sua função para incluir ferramentas de torneamento cilíndrico, ferramentas de corte, ferramentas de encadeamento, ferramentas de perfuração, etc., que juntam a tarefa de corte e formação de metal.
2. Como as ferramentas de corte de torno são categorizadas?
As ferramentas de giro são categorizadas principalmente de acordo com três dimensões: funcionalmente, elas são divididas em ferramentas de torneamento cilíndrico (para eixos de processamento), ferramentas de corte (para materiais de divisão), ferramentas de giro de rosca (para cortar roscas) e ferramentas de chato (para usinagem interna); A estrutura inclui indexível soldado, integral e pisado de máquina (mainstream moderno); e o material cobre o aço de alta velocidade, o carboneto cimentado (o dominante), as ferramentas de corte de cerâmica e super-hard (CBN/diamante).
3. Quais são os tipos mais comuns de ferramentas usadas nos tornos modernos?
In modern manufacturing, indexable machine chucked turning tools are the absolute mainstream, which use standardized carbide inserts (e.g. ISO model CNMG120408) and are mechanically clamped to achieve rapid edge change, with advantages including 50% higher efficiency (no sharpening), stable insert life, 30% lower cost (reuse of toolholder), and are suitable for high-speed cutting of steel, cast iron, high-temperature ligas e outros materiais.
4. Como escolher as ferramentas de girar de acordo com as necessidades de usinagem?
A seleção deve seguir a regra do triângulo “Material-função-precisão”: primeiro, de acordo com o material da peça de trabalho para determinar a matriz da ferramenta (aço com carboneto, aço endurecido com cerâmica/CBN, metais não ferrosos com diamante); Então, de acordo com as características de usinagem da seleção do tipo de função (ferramenta de torneamento cilíndrico para girar o contorno, toque da ferramenta de rosqueamento tipo de toque, grooving grooving); E, finalmente, de acordo com os requisitos da otimização da precisão dos finalmente, os parâmetros são otimizados de acordo com os requisitos de precisão (ângulo de 0,2 mm da ponta da ferramenta para acabamento, resfriamento interno de alta pressão para obter a superfície do espelho RA0.8μm).


