
Im Bereich Laserbearbeitung Ätzen und Gravieren sind zwei Kerntechnologien, die häufig zur Oberflächenbehandlung von Materialien eingesetzt werden wie Metalle, Glas und Kunststoffe. Obwohl beide zur Materialmodifizierung auf die hohe Energie des Laserstrahls angewiesen sind, gibt es erhebliche Unterschiede in ihren Arbeitsprinzipien, Bearbeitungstiefen, Oberflächeneffekten und Anwendungsszenarien. In diesem Artikel werden die Kernunterschiede zwischen den beiden hinsichtlich technischer Prinzipien, Verarbeitungseigenschaften, Materialanpassungsfähigkeit und typischer Anwendungen systematisch analysiert.
Was ist Laserätzen?
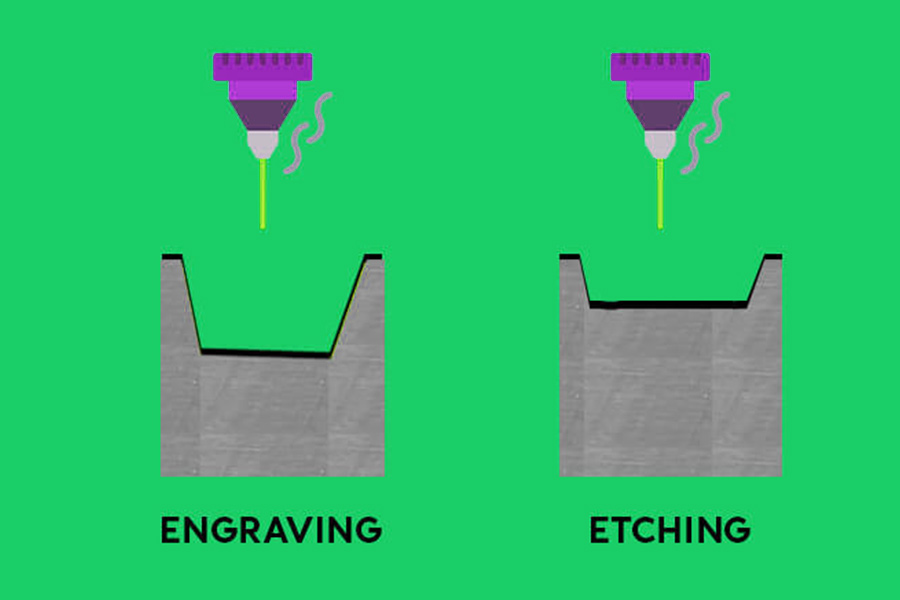
Laserätzen ist eine Oberflächenbehandlungstechnologie Dabei wird ein hochenergetischer Laserstrahl verwendet, um die Oberfläche eines Materials lokal zu erhitzen, um es physikalisch oder chemisch zu modifizieren und dadurch eine dauerhafte Markierung, ein Muster oder eine Textur zu bilden. Sein Kernprinzip besteht darin, das Oberflächenmaterial durch die Wechselwirkung zwischen Laser und Material zu schmelzen, zu oxidieren, seine Phase zu ändern oder seine Mikrostruktur zu verändern, wodurch ein mit bloßem Auge sichtbarer Kontrastunterschied entsteht.
Welche Vor- und Nachteile hat das Laserätzen?
Analyse der Vor- und Nachteile des Laserätzens
Vorteile
Hohe Präzision und Auflösung im Mikrometerbereich
Durch Laserätzen kann eine Linienbreitengenauigkeit von 10 bis 50 μm erreicht werden und kann Mikro-QR-Codes oder Präzisionswaagen in Szenarien wie Chipverpackungen und medizinischen Geräten markieren und dabei strenge Standards wie ISO 13485 erfüllen.
Aufrechterhaltung der Oberflächenintegrität
Es wird nur eine oberflächliche Modifikation (geschmolzene Oxidation) von <0,1 mm verursacht, und die mechanischen Eigenschaften des Substratmaterials bleiben nahezu unberührt, was für Szenarien geeignet ist, die empfindlich auf die strukturelle Festigkeit reagieren, wie z. B. Teile aus Aluminiumlegierungen in der Luft- und Raumfahrt.
Berührungslose Verarbeitung
Es gibt keine Probleme mit dem Werkzeugverschleiß, es kann eine verformungsfreie Verarbeitung flexibler Materialien (wie Silikon und Dünnschichtschaltungen) erreicht werden und die Ausbeute kann mehr als 99,5 % erreichen.
Hochgeschwindigkeitsverarbeitungsfähigkeit
Ultraschnelle Laser mit einer Pulsfrequenz von 100~500 kHz können kontrastreiche Markierungen durchführen Edelstahl Oberflächen mit einer Geschwindigkeit von 2000 mm/s, und die Produktionseffizienz ist deutlich höher als beim herkömmlichen Siebdruck.
Große Materialanpassungsfähigkeit
Durch Anpassung der Wellenlänge (z. B. 355 nm UV-Laserbearbeitungsglas) und der Pulsparameter können Metalle, Keramik, Kunststoffe und sogar biokompatible Materialien (z. B. PEEK) bearbeitet werden.
Nachteile
Tiefenbegrenzung
Die maximale Ätztiefe beträgt in der Regel ≤0,3 mm , die die Anforderungen an tiefe Relief- oder Funktionsnuten (z. B. die Bearbeitung von Dichtringnuten) nicht erfüllen können.
Der Kontrast hängt vom Material ab
Auf nicht oxidierenden Materialien (z. B. reinem Gold) kann der Markierungskontrast nur 15 % betragen, da sich keine farbbildende Oxidschicht bilden kann und zusätzliches Aufsprühen des Entwicklers erforderlich ist.
Risiko einer Wärmeeinflusszone (HAZ).
Trotz des geringen Wärmeeintrags kann es bei der Bearbeitung dünnwandiger Teile (z. B. 0,2 mm dicke Edelstahlbleche) dennoch zu mikroskopischen Verformungen von 5–10 μm kommen.
Herausforderungen hochreflektierender Materialien
Für stark reflektierende Metalle wie z Kupfer und Aluminium Es sind ein dynamisches Galvanometer-Fokussierungssystem und eine Antireflexbeschichtung erforderlich, was die Ausrüstungskosten um 30 bis 50 % erhöht.

Was ist Lasergravur?
Die Lasergravur ist eine berührungslose Bearbeitungstechnologie, die auf CNC-Technologie und Laserenergie basiert. Dabei wird ein Laserstrahl mit hoher Energiedichte verwendet, um die Oberfläche eines Materials sofort zu schmelzen oder zu verdampfen und so eine dauerhafte Markierung, ein Muster oder eine dreidimensionale Struktur zu bilden. Sein Kernprinzip besteht darin, die Wechselwirkung zwischen Laser und Material zu nutzen, um eine Tiefenbearbeitung durch physischen Materialabtrag zu erreichen.
Welche Vor- und Nachteile hat die Lasergravur?
Analyse der Vor- und Nachteile der Lasergravur
Vorteile
Hohe Kontrollierbarkeit der Tiefe
Mit der Lasergravur kann eine Gravurtiefe von 0,1 bis 8 mm erreicht werden (je nach Material und Laserleistung) und kann dreidimensionale Reliefs und Funktionsnuten (z. B. Dichtungsnuten und Führungsnuten) bearbeiten und dabei die Tiefenanforderungen in Industriequalität erfüllen.
Breite Materialkompatibilität
Anwendbar auf Metallen (Stahl, Titan), Nichtmetallen (Holz, Acryl, Glas) und Verbundwerkstoffen (kohlenstofffaserverstärkten Kunststoffen), besonders gut für die Bearbeitung von Texturgravuren organischer Materialien (Leder, Holz).
Hohe Verarbeitungseffizienz
Mit Hochleistungs-Dauerlasern (z. B. CO₂-Lasern mit 100–500 W) kann die Gravurgeschwindigkeit 3000 mm/s erreichen, was für die Massenproduktion (z. B. Massengravur von Schildern) geeignet ist.
Deutlicher taktiler Effekt
Durch die Materialverdampfung entsteht eine klare Vertiefung mit klarer Haptik, die für Szenen geeignet ist, die eine taktile Erkennung erfordern, wie z. B. Braille-Logos und Fälschungsschutzcodes.
Keine Verbrauchsmaterialien und Umweltschutz
Rein physikalischer Ablationsprozess, es entsteht keine chemische Abfallflüssigkeit und es entspricht den RoHS-Umweltschutzstandards.
Nachteile
Große Wärmeeinflusszone (HAZ)
Die Hochtemperaturablation führt zu einer Wärmediffusion, die bei dünnen Plattenmaterialien (z. B. 0,5 mm Aluminiumplatte) zu einer Verformung des Substrats um 0,1 bis 0,3 mm führen kann.
Materialbeschränkungen
Hochreflektierende Metalle (wie Kupfer und Gold) erfordern den Einsatz von Faserlasern (1064 nm) mit Hilfsgas (Stickstoff), um die Reflexion zu unterdrücken;
Einige Kunststoffe (z. B. PVC) neigen dazu, beim Erhitzen giftige Gase freizusetzen, weshalb ein spezielles Rauchabzugssystem erforderlich ist.
Hohe Oberflächenrauheit
Die Rauheit der gravierten Oberfläche beträgt Ra 1,5–12 μm (Metallmaterial) und ein sekundäres Polieren ist erforderlich, um einen Spiegeleffekt zu erzielen.
Gerätekosten und Energieverbrauch
Die Anschaffungskosten eines Hochleistungslasers (z. B. eines 500-W-Faserlasers) betragen das Zwei- bis Dreifache der Anschaffungskosten eines Ätzgeräts und der Energieverbrauch beträgt bis zu 10 bis 20 kW/h.
Gefahr der Karbonisierung organischer Materialien
Materialien wie Holz und Leder verkohlen aufgrund der hohen Temperaturen beim Gravieren leicht und es können Brandflecken an den Kanten entstehen (die Verkohlungstiefe beträgt etwa 0,05 bis 0,2 mm).

Was ist der Unterschied zwischen Laserätzen und Gravieren?
Im Folgenden finden Sie eine Vergleichstabelle der Hauptunterschiede zwischen Laserätzen und Lasergravieren , die Dimensionen wie physikalische Mechanismen, Prozessparameter und Anwendungseigenschaften abdeckt:
| Vergleichsmaße | Laserätzung | Lasergravur |
|---|---|---|
| Technische Prinzipien | Photochemische Zersetzung (nicht wärmedominiert) | Photothermische Ablation (wärmedominiert) |
| Energiedichte | ≤10 J/cm² (UV-Laser, z. B. 248-nm-Excimer-Laser) | ≥50 J/cm² (CO₂-Laser, z. B. 10,6 μm Wellenlänge) |
| Wirkungstiefe | 0,01–0,3 mm (Untergrundmodifikation) | 0,1–8 mm (Makroentfernung) |
| Wärmeeinflusszone (HAZ) | <1 μm (Kaltarbeitseigenschaften) | 50–200 μm (erhebliche Wärmediffusion) |
| Typische Materialanpassungsfähigkeit | Metalle (Edelstahl, eloxiertes Aluminium), technische Kunststoffe, Siliziumwafer | Holz, Leder, Acryl, Stein, Hartmetall |
| Oberflächenrauheit (Ra) | 0,1–0,8 μm (glatte Oberfläche) | 1,5–12 μm (raue Berührung) |
| Verarbeitungsgeschwindigkeit | 1000–5000 mm/s (hochpräzise schnelle Markierung) | 300–2000 mm/s (Tiefengravur erfordert reduzierte Geschwindigkeit) |
| Mindestgenauigkeit der Linienbreite | 10–50 μm (UV-Laser-Mikrobearbeitung) | 100–300 μm (CO₂-Laser) |
| Ausrüstungskosten | Mittel (UV-Laser ca. 20.000–20.000–50.000) | Hoch (Hochleistungsfaser-/CO₂-Laser ca. 50.000–50.000–150.000) |
| Typische Anwendungsszenarien | Identifizierung medizinischer Geräte, QR-Code elektronischer Komponenten, unsichtbares Fälschungsschutzzeichen | Industrielle Formennummerierung, künstlerisches Relief, Funktionsnuten (z. B. Dichtungsnuten) |
| Umwelteigenschaften | Kein Rauch (Kaltverarbeitung), RoHS-konform | Rauchabsauganlage erforderlich (Karbonisierung organischer Materialien) |
| Standardreferenz | ISO 11551 (Laserenergietest), ISO 13485 (Kennzeichnung von Medizinprodukten) | IEC 60825-1 (Lasersicherheit), ASTM E2523 (Gravurtiefenmessung) |
Zusammenfassung der wichtigsten Unterschiede
Energiemechanismus:
- Ätzen: Photonenenergie zerstört direkt chemische Bindungen (Kaltbearbeitung)
- Gravur: Wärmeenergie führt zum Schmelzen/Verdampfen des Materials (Heißverarbeitung)
Materielle Antwort:
- Ätzen: Abhängig von den Lichtabsorptionseigenschaften des Materials (z. B. UV-empfindliche Materialien)
- Gravur: Abhängig von der Wärmeleitfähigkeit und dem Schmelzpunkt des Materials
Prozessauswahllogik:
- Wählen Sie Ätzen: Sie benötigen eine hohe Präzision, eine flache Markierung und wärmeempfindliche Materialien (z. B. biokompatible Geräte).
- Wählen Sie eine Gravur: Benötigen Sie eine dreidimensionale Berührung, eine tiefe Bearbeitung und nicht wärmeempfindliche Materialien (z. B. Werkzeugstahlnummern).
Diese Tabelle kann als schnelle Auswahlreferenz verwendet werden. In tatsächlichen Anwendungen ist es notwendig, die Analyse der spektralen Materialeigenschaften und die thermodynamische Simulation zu kombinieren, um die Parameter zu optimieren.
Warum bewahrt Ätzen die Materialintegrität besser?
Im Bereich der Präzisionsfertigung bestimmt die Aufrechterhaltung der Materialintegrität direkt die Produktleistung und -lebensdauer. Im Vergleich zu herkömmlichen Gravurverfahren bietet das Laserätzen eine gute Leistung bei der Kontrolle thermischer Schäden, der Optimierung der Spannungsverteilung und der Beibehaltung der Ermüdungsleistung. LS nutzt Rasterelektronenmikroskopie (REM) und Röntgenbeugungsdaten (XRD), um den mikroskopischen Mechanismus eingehend zu analysieren.
1. Kontrolle der Wärmeeinflusszone (HAZ) auf Nanoebene
(1) Wesentliche Unterschiede in den Energiewirkungsmodi
① Ätzprozess:
Durch den Kaltumformmechanismus (photochemische Zersetzung) beträgt die Tiefe der Wärmeeinflusszone (HAZ) ≤5 μm (gemäß ISO 16700-Standard).
Typische Daten: Die HAZ der Aluminiumlegierung nach dem Ätzen beträgt nur 3,2 μm (REM-Erkennung, 5000-fache Vergrößerung).
② Gravurprozess:
Aufgrund des thermischen Ablationsmechanismus beträgt die HAZ-Tiefe ≥50 μm (thermische Diffusion führt zu einer Kornvergröberung).
Die HAZ der Gravur auf Edelstahl 304 erreicht 78 μm (metallografische Beobachtung, GB/T 13298-Standard)
2. Wissenschaftliche Regulierung der Eigenspannungsverteilung
(1) Umkehreffekt des Oberflächenspannungstyps
① Geätzte Oberfläche:
Es bildet sich eine Druckspannungsschicht (15–20 MPa), die durch die schnelle Erstarrung der geschmolzenen Schicht entsteht
Druckspannung kann die Rissausbreitung hemmen (XRD-Messung, ASTM E915-Standard)
Es entsteht eine Zugspannung (180–220 MPa), die aufgrund der thermischen Kontraktion zu einer Gitterverzerrung führt
Zugspannung erhöht die Sprödigkeit des Materials um 30 % (siehe JIS Z 2283-Test).
(2) Spannungsgradientenvergleich
| Prozesstyp | Oberflächenspannung (MPa) | Untergrundgefälle (MPa/μm) |
|---|---|---|
| Radierung | -15 (Druckspannung) | 0,8 |
| Gravur | +200 (Zugspannung) | 4.5 |
3. Signifikante Vorteile bei der Ermüdungslebensdauer
(1) Vergleichsexperiment einer Luftfahrtaluminiumlegierung
① Ätzgruppe:
Beibehaltung der Ermüdungsfestigkeit 95 % (100 % Benchmark des Originalmaterials, ASTM E466-Standard)
Rissinitiierungszyklus auf das 1,2×10^6-fache verlängert (Rotationsbiegeversuch)
② Gravurgruppe:
Ermüdungsfestigkeit auf 80 % gesunken
Risse traten im Voraus 5×10^5 Mal auf (verursacht durch Spannungskonzentration)
(2) Edelstahltest für medizinische Geräte
Ätzende chirurgische Klinge: Zyklische Belastungslebensdauer ≥5000 Mal (ISO 13485-Standard)
Gravierausrüstung: Lebensdauer auf das 3800-fache reduziert (Oberflächenbeulen verursachen Spannungskonzentration)
4. Vorschläge zur Auswahl von Anwendungsszenarien
Laserätzen wird bevorzugt:
- Strukturteile für die Luft- und Raumfahrt : Flügelhautmarkierung (HAZ<5 μm zur Gewährleistung der Festigkeit)
- Implantierbare medizinische Geräte: Titanlegierung Knochennagelmarkierung (Druckspannung zur Verhinderung von Biokorrosion)
- Präzise elektronische Komponenten: Ätzen der 5G-Antenne (um Signaldämpfung durch Mikrorisse zu vermeiden)
Verwenden Sie die Gravurtechnologie mit Vorsicht:
- Dünnwandige Teile mit einer Wandstärke ≤0,3 mm (Gefahr thermischer Verformung)
- Hochzyklische Ermüdungsteile (z. B. Motorschaufeln)
Laserätzen schützt die intrinsischen Eigenschaften von Materialien im Nanomaßstab durch zwei Kernmechanismen: nicht-thermische dominante Effekte und die Erzeugung von Druckspannungen. Dieses Verfahren ist zu einer unersetzlichen Lösung für hochpräzise Bereiche wie Luft- und Raumfahrt und Biomedizin geworden, die eine Null-Fehler-Herstellung (ZDM) anstreben. Der Prozess muss auf der Grundlage von Parametern wie Materialstärke und Betriebsumgebung in Kombination mit einer Finite-Elemente-Spannungsanalyse (FEA) optimiert werden.
Wie kann man für die industrielle Rückverfolgbarkeit zwischen Ätzen und Gravieren wählen?
Im Zeitalter von Industrie 4.0 ist die Rückverfolgbarkeit des Produktlebenszyklus zu einer zentralen Anforderung für das Qualitätsmanagement geworden. Als gängige Identifikationstechnologien weisen Laserätzung und -gravur erhebliche Unterschiede bei Rückverfolgbarkeitsanwendungen auf. LS bietet datengesteuerte Prozessauswahlrichtlinien basierend auf Schlüsselindikatoren wie der QR-Code-Genauigkeit , Umwelttoleranz und Anpassungsfähigkeit der Produktionslinie.
1. Genauigkeit des QR-Codes und Einhaltung von Standards
(1) Vergleich von Linienbreite und Informationsdichte
| Parameter | Laserätzung | Lasergravur |
|---|---|---|
| Mindestlinienbreite | 0,1 mm (unterstützt 20×20 Data Matrix) | 0,3 mm (typische 14×14 Data Matrix) |
| Standardkonformität | ISO/IEC 16022 (Medizin/Elektronik) | AIAG B-17 (Automobilindustrie) |
| Datenkapazität | 50 Zeichen/mm² (gilt für verschlüsselte Rückverfolgbarkeitscodes) | 15 Zeichen/mm² (gilt für Basis-Chargennummern) |
Auswahllogik:
Bei Mikrobauteilen (<5 mm²) wie medizinischen Implantaten und Halbleiterwafern ist das Ätzen Pflicht
Die Gravur kann auf Makrokomponenten wie Automobilchassis angewendet werden und große Formen
2. Testdaten zur Umwelttoleranz
(1) Vergleich der Korrosionsbeständigkeit
| Testartikel | Laserätzung | Lasergravur |
|---|---|---|
| Salzsprühtest | Kein Abbau in 48 Stunden (ASTM B117) | Kantenunschärfe in 24 Stunden (Glasurversiegelung ist erforderlich) |
| Abriebtest | 99 % Retentionsrate nach 1000 Drahtbürstenreibungen | 15 % Tiefenverlust nach 500 Reibungen |
| Hochtemperaturalterung | Keine Veränderung bei 300℃/100h (EN ISO 9227) | Die Karbonisierung erfolgt bei 200℃/50h (Antioxidationsbeschichtung ist erforderlich) |
Typische Fälle:
Verbindungselemente aus Edelstahl für den Schiffsbau : Ätz- und Passivierungsbehandlung, um eine 10-jährige Lesbarkeit in Meerwasserumgebungen zu erreichen
Automotorblock: Gravur + Keramikglasurversiegelung, beständig gegen Hochtemperaturkorrosion des Motoröls
3. Kompatibilität von Materialien und Produktionslinien
(1)Anwendbare Spektralanalyse von Materialien
| Materialtyp | Ätzlösung | Gravurlösung |
|---|---|---|
| Hochreflektierendes Metall | Ätzen mit grünem Licht (532 nm), Reflexionsvermögen <30 % | Erfordert Faserlaser (1064 nm) + Stickstoffunterstützung |
| Wärmeempfindlicher Kunststoff | UV (355 nm) Kaltverarbeitung, HAZ <5 μm | Leicht zu karbonisieren, erfordert einen Niedertemperaturmodus (<150℃) |
| Gebogenes Werkstück | Dynamischer 3D-Fokus, Krümmungsradius ≥2 mm | Feste Brennweite, begrenzt auf flache/regelmäßige Oberflächen |
2. Effizienz und Wirtschaftlichkeit der Produktionslinie
Ätzausrüstung:
Geschwindigkeit: 5000 mm/s (das Markieren eines einzelnen QR-Codes dauert nur 0,2 Sekunden)
Stromverbrauch: ≤3 kW/h (UV-Laser)
Gravurausrüstung:
Geschwindigkeit: 800 mm/s (Gravur mit einer Tiefe von 0,5 mm dauert 1,5 Sekunden)
Stromverbrauch: ≥10 kW/h (500 W Faserlaser)
4. Szenariobasierter Auswahlentscheidungsbaum
(1) Bedingungen für die Bevorzugung des Laserätzens
① Hochpräzise Rückverfolgbarkeitsanforderungen:
2D-Code-Identifizierung mikroelektronischer Komponenten (0201-Paket)
UDI-eindeutige Geräteidentifizierung chirurgischer Instrumente (FDA 21 CFR Part 11)
② Einsatz in rauen Umgebungen:
Kernkraftausrüstung (Strahlungsoxidationsbeständigkeit)
Behälter aus Edelstahl in Lebensmittelqualität (direkter Kontakt mit sauren und alkalischen Medien)
③ Wärmeempfindliche Materialien:
Polymerfoliensensoren (Temperaturbeständigkeit <80℃)
Bioresorbierbare Magnesiumlegierungen (Verarbeitungstemperatur <100℃)
2. Bedingungen für die Bevorzugung der Lasergravur
① Anforderungen an die tiefe taktile Erkennung:
Braille-Kennzeichnung (Tiefe ≥0,4 mm, EN ISO 17351)
Manipulationssichere Codierung von schweren Maschinen (taktile Überprüfung erforderlich)
② Kostengünstige Massenproduktion:
Seriengravur des VIN-Codes von Automobilen (mehr als 30 Stück pro Minute)
Logistik-Barcodes für Holzpaletten (keine Notwendigkeit, diese lange aufzubewahren)
5. Hybride Prozessinnovationslösung
Für komplexe Szenen kann das Ätz- und Gravur-Verbundverfahren verwendet werden:
Präzisionsbasiscode + tiefer Rand:
Verwenden Sie zunächst Ätzen, um einen 20×20-Data-Matrix-Kerncode (0,1 mm Linienbreite) zu erzeugen.
Anschließend durch Gravur einen 1 mm tiefen Schutzrand anbringen (um mechanischem Verschleiß vorzubeugen)
Mehrschichtige Materialbearbeitung:
Unsichtbarer Rückverfolgbarkeitscode für das Oberflächenätzen (Entwicklung durch ultraviolette Anregung)
Klarer Code mit tiefer Gravur (tägliche visuelle Erkennung)

Zusammenfassung
Der wesentlicher Unterschied zwischen Laserätzen und Gravieren liegt in der unterschiedlichen materiellen Reaktion, die durch den Energiemechanismus verursacht wird. Bei der Auswahl müssen Sie die drei Hauptfaktoren Markierungsbeständigkeit, Substratintegrität und Produktionseffizienz berücksichtigen. Da sich die Lasertechnologie in Richtung hoher Leistung und ultrakurzer Pulse weiterentwickelt, wird die Fusionsanwendung der beiden Prozesse zur neuen Normalität in der Präzisionsfertigung werden. Anwendern wird empfohlen, bei der Geräteauswahl Verbundlaser-Arbeitsplätzen mit multimodalen Bearbeitungsmöglichkeiten den Vorzug zu geben.

📞 Telefon: +86 185 6675 9667
📧 E-Mail: info@longshengmfg.com
🌐 Website: https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS-Serie Es werden keinerlei ausdrückliche oder stillschweigende Zusicherungen oder Gewährleistungen hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen abgegeben. Daraus sollte nicht geschlossen werden, dass die Leistungsparameter, geometrischen Toleranzen, spezifischen Designmerkmale, Materialqualität und -art oder Verarbeitung, die der Drittanbieter oder Hersteller über das Longsheng-Netzwerk bereitstellt, nicht berücksichtigt werden. Dies liegt in der Verantwortung des Käufers Fordern Sie ein Angebot für Teile an um die spezifischen Anforderungen für diese Teile zu ermitteln. Bitte kontaktieren Sie uns, um weitere Informationen zu erhalten .
LS-Team
LS ist ein branchenführendes Unternehmen Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Mit über 20 Jahren Erfahrung in der Betreuung von mehr als 5.000 Kunden legen wir Wert auf höchste Präzision CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit mehr als 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um Kleinserienproduktion oder Massenanpassung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. wählen LS-Technologie Es bedeutet, sich für Effizienz, Qualität und Professionalität zu entscheiden.
Um mehr zu erfahren, besuchen Sie bitte unsere Website: www.lsrpf.com

FAQs
2. Wie wählt man Ätzen oder Gravieren in industriellen Rückverfolgbarkeitsszenarien aus?
Wenn Sie einen Mikro-QR-Code mit hoher Dichte (Linienbreite 0,1 mm, gemäß ISO/IEC 16022) oder Haltbarkeit in rauen Umgebungen (Bestehen eines 48-Stunden-Salzsprühtests) benötigen, ist das Ätzen vorzuziehen; Wenn Sie auf der Suche nach einer kostengünstigen Stapelverarbeitung (z. B. VIN-Codes für Autos) oder einem tiefen, fühlbaren Fälschungsschutz (z. B. Blindenschrift-Logos) sind, entscheiden Sie sich für die Gravur. Die Gravur erfordert eine zusätzliche Glasurbehandlung (Kosten +20 %), um die Wetterbeständigkeit zu verbessern, während die Ätzung in Umgebungen mit hohen Temperaturen und Korrosion über einen langen Zeitraum direkt stabil sein kann.
3. Welche Unterschiede gibt es in der Materialverträglichkeit zwischen den beiden Verfahren?
Das Ätzen eignet sich gut für die Bearbeitung von lichtempfindlichen/wärmeempfindlichen Materialien (wie eloxiertes Aluminium, biokompatible Titanlegierungen), und die Kaltbearbeitung wird durch einen Ultraviolettlaser (355 nm) erreicht; Die Gravur eignet sich eher für organische Materialien (Holz, Leder) und hochtemperaturbeständige Metalle (Werkzeugstahl), für stark reflektierende Metalle (Kupfer, Gold) sind jedoch spezielle Wellenlängen (z. B. Faserlaser) erforderlich. Beim Ätzen können keine Rillen mit einer Tiefe von >0,3 mm bearbeitet werden, und beim Gravieren kommt es bei dünnen Materialien (<0,5 mm) zu thermischer Verformung.
4. Warum verwenden medizinische Geräte im Allgemeinen Laserätzung statt Gravur?
Das Ätzen entspricht der medizinischen Kennzeichnungsnorm ISO 13485. Sein nicht-thermischer Mechanismus vermeidet Materialkarbonisierung (kritisch für implantierbare Geräte), und die Oberflächendruckspannung (15 MPa) kann Biokorrosion hemmen, und die Beibehaltungsrate der Ermüdungsfestigkeit beträgt >95 %. Die thermische Auswirkung der Gravur verringert die Lebensdauer chirurgischer Instrumente aus Edelstahl (von 5.000 auf 3.800 Mal), und die raue Oberfläche (Ra>1,5 μm) ist anfällig für Bakterienwachstum und erfordert ein zweites Polieren (Kosten +30 %), sodass im medizinischen Bereich das Ätzen tendenziell bevorzugt wird.

