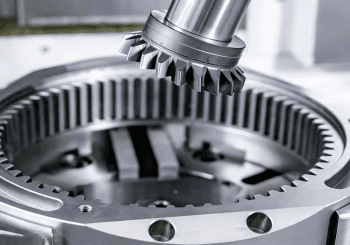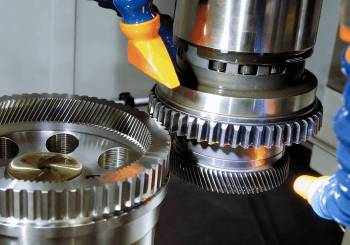
Fraisage des engrenages
Relevez le défi du maintien de la cohérence et d’un fonctionnement silencieux sur de longues séries de production. Notre service de taillage d'engrenages fournit des dents taillées avec précision avec un minimum de bruit et de vibrations, garantissant ainsi que vos entraînements automobiles ou industriels transmettent la puissance de manière fluide et fiable, lot après lot.
Obtenez un devis instantané