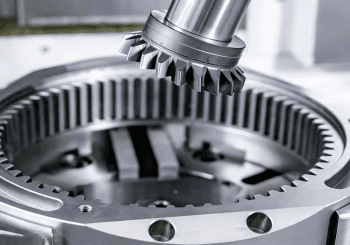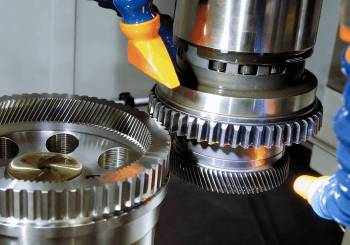
Tallado de engranajes
Resuelva el desafío de mantener la coherencia y el funcionamiento silencioso en tiradas de producción largas. Nuestro servicio de tallado de engranajes ofrece dientes cortados con precisión con un mínimo de ruido y vibración, lo que garantiza que sus transmisiones automotrices o industriales transmitan potencia con suavidad y confiabilidad, lote tras lote.
Obtenga una cotización instantánea