

على المخرطة ، حجر الزاوية منقطع المعادن، يسمى المشغل الأساسي الذي يمنحه القدرة على "تناول الطعام" المعدن "أداة الدوران". وراء هذا المصطلح العام البسيط على ما يبدو عائلة كبيرة ومتطورة من الأدوات. من الآلات الأسطوانية الخشنة والقوية ، إلى الممل الدقيق للتجويف العميق ، إلى التشكيل الدقيق للخيوط ، تتوافق كل مهمة تحول محددة مع أداة تحول خاصة مع بنية وزاوية ومواد مختلفة.
سواء كانت الأدوات الصلب التقليدية عالية السرعة ، أو إدراج كربيد السائد الحديثة القابلة للفهرسة ، فإن فهم الاسم العام "أداة الدوران" والتنوع الغني والخصائص وراءها هو المفتاح الأساسي لإتقان تقنية الدوران وتحسين كفاءة الآلات ودقة. ستوفر لك هذه المقالة تحليلًا منهجيًا للمخرطة التي يعتمد عليها "خياط الحديد" على عمل "الأسنان" - عالمأدوات قطع المخرطة.
ما هي الأسماء الشائعة لأدوات قطع المخرطة؟
فيما يلي ملخص واضح لـأسماء شائعة لأدوات المخرطةونظام التسمية الأساسي الخاص بهم ، إلى جانب السيناريوهات الفنية والتطبيقات العملية:
1. الأسماء الشائعة الاستخدام والنقاط الفنية لأدوات المخرطة
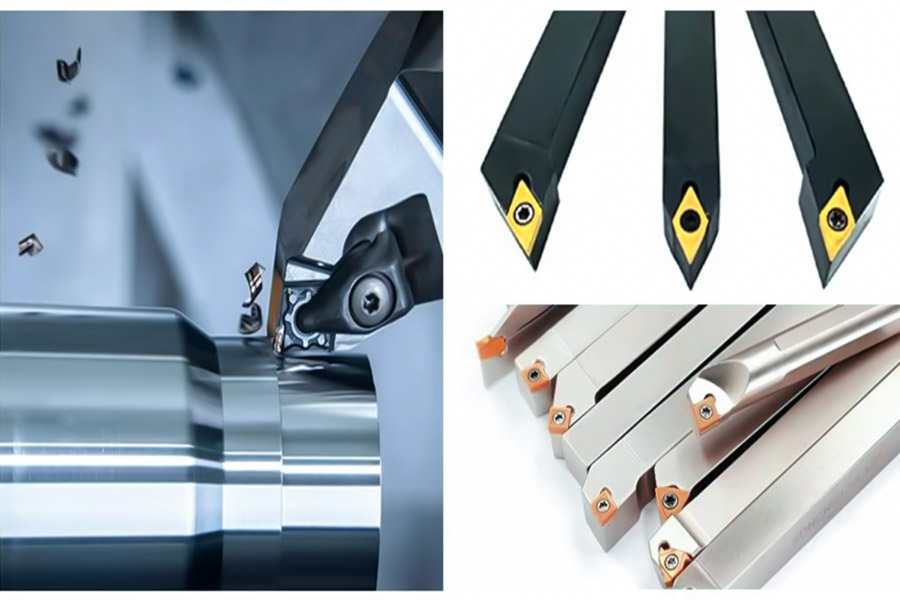
(1) أداة الدوران الخارجية (أداة الدوران)
الوظيفة الأساسية:
تحول الدائرة الخارجية ، الوجه النهائي ، تفتق وسطح الخطوة.
وفقًا لتصنيف زاوية الإزاحة الرئيسية: أداة إزاحة 90 درجة (صلابة جيدة ، محور خطوة الدوران) ، أداة كوع 45 درجة / 75 درجة (براعة ، مع الأخذ في الاعتبار الدائرة الخارجية والوجه النهائي).
الهيكل النموذجي:
جسم القاطع:الصلب الكربونيشانك (اقتصادي) أو كربيد شانك (مقاومة اهتزاز عالية).
التيار الرئيسي الحديث: إدراج قابلة للفهرسة (مثل سلسلة CNMG/ DNMG القياسية ISO) ، ودعم التغيير السريع في حواف القطع.
(2) قطع السكين (أداة فراق)
المعلمات الأساسية:
عرض بت: 3-6 مم (تصميم الفتحة الضيقة يقلل من نفايات المواد).
مادة خاصة: شفرة مغلف من الفولاذ المقاوم للصدأ / من التيتانيوم (مثل الطلاء tialn ، ومقاومة العصي درجات الحرارة العالية).
تصميم خاص:
تعزيز بنية الضلع: تعزيز صلابة الجسم القاطع ومنع القطع الاهتزاز.
شطب نصيحة الشفرة: يقلل من خطر تقطيع وإطالة حياة النصل.
آخرأداة تحول عالية الترددالأسماء والمواقع التقنية
| نوع الأداة | الوظيفة الأساسية | الميزات الفنية |
|---|---|---|
| أداة الدوران الداخلي (أداة مملة) | معالجة الثقوب العميقة/الجدران الداخلية | شريط الأدوات النحيف (نسبة التراكيب ≤4: 1) ، شفرات صغيرة (مثل CCMT) |
| أداة تحول الموضوع | قطع المقياس/المواضيع الإمبراطورية | تتوافق زاوية طرف الأداة بدقة مع ملف تعريف الأسنان (60 درجة ، 55 درجة) ، فولاذ/كربيد عالي السرعة |
| أداة الأخدود | تحول الأخاديد المحورية/الشعاعية | تصميم مزدوج الحدين (التغذية اليسرى واليمنى) ، يحسن قاطع الرقائق إزالة الرقائق |
| تكوين أداة تحول | تحول لمرة واحدة من الأسطح المنحنية المعقدة (كروية/دائرية) | مخصصة محيط متطورة ، كفاءة عالية ولكن باهظة الثمن |
المنطق الأساسي لنظام التسمية
تسمية الوظيفة الموجه نحو الوظيفة:
مرتبطة مباشرة بكائنات الآلات (مثل "أسطوانية" ، "موضوع" ، "قطع") لتجنب الغموض.
وضع العلامات على المواد والهيكل:
يشار إلى مادة جسم الأداة (الصلب الكربوني/كربيد) ونوع الطلاء (على سبيل المثال ، TIN/Tialn) لتوضيح سيناريوهات التطبيق.
علامة حدودية:
تتم كتابة الأبعاد الرئيسية (عرض القاطع ، زاوية الإزاحة الرئيسية) بالاسم لتحسين كفاءة الاختيار (مثال: قاطع 6 مم).
تسميةأدوات المخرطة هي مزيج دقيق من "وظيفة + بنية + معلمات"، مثل" أداة الدوران الخارجي (كربيد ، زاوية انحراف رئيسية 75 درجة) "أو" أداة قطع خاصة من الفولاذ المقاوم للصدأ 4 مم ". يمكن أن يتقن هذا النظام الأدوات بسرعة مع متطلبات المعالجة وتحقيق وضع فوز في الكفاءة والدقة.
ما هي الأدوات التي تنشئ ميزات داخلية؟
فيما يلي الأدوات الأساسية المستخدمة لإنشاء ميزات داخلية على المخارط والمعلمات الفنية الرئيسية ، والتي تغطي العمليات الرئيسية مثل صنع الدقة والداخليةقطع الموضوع:
مخرطة نظام أدوات آلات السطح الداخلي
1. شريط ممل
الميزات الأساسية:
توسيع ثقب الدقة ، تصحيح غريب الأطوار ، تحول الأسطح الأسطوانية الداخلية/الأسطح المدببة
قطر الثقب الأدنى: ما يصل إلى Ø2mm (شريط ممل فائق الفائق + إدراج صغير)
الميزات الفنية:
تصميم تخميد الاهتزاز:
كربيد/سترانك المعادن الثقيلة (الكثافة ≥16g/cm³)
نسبة المتراكمة ≤4: 1 (مثال: يتطلب تصنيع ثقب عميق 50 مم قطرًا عرقلة ≥12.5 مم)
إدراج نوع:
CCMT060204 (80 درجة الماس ، طرف R0.2 مم ، الانتهاء)
DCMT11T302 (55 درجة الماس ، مقاومة تأثير مملة خشنة)
درجة الدقة:
تحمل ثقب Machining IT7 التحمل درجة (± 0.015 مم)
خشونة السطح RA0.8μm (مرآة ممل)
2. أداة الخيط الداخلي (أداة الخيط الداخلي)
الوظيفة الأساسية:
قطع متري/Imperial Internal Threads (أعمى/من خلال الثقوب)
زاوية الأسنان القياسية: 60 درجة (مقياس) / 55 درجة (إمبراطورية)
الميزات الفنية:
صلابة حامل الأدوات المعززة:
تصميم قناة التبريد الداخلي (تبريد مباشرة إلى طرف الأداة وإزالة الرقائق والتبريد)
ساق مخادع حلزوني (قمع الاهتزاز لخيوط الثقب العميق)
إدراج نوع:
16er AG60 (إدراج الأسنان الكاملة ، خيط مقياس لقطة واحد)
16ir 0.5p (رقائق رقمية على شكل حرف V ، يقمع تشابك رقاقة الفولاذ المقاوم للصدأ)
دقة الآلات:
التسامح مع قطر المركز 6G/6H (معيار GB)
خشونة السطح: RA3.2μm (بدون تقليم الحافة)
الأدوات الممتدة: معالجة السطح الداخلي المعقدة
| نوع الأداة | وظيفة | التكنولوجيا الرئيسية |
|---|---|---|
| أداة أخدود الثقب الداخلي | تحول أخدود الختم الداخلي/التراجع الأخدود | آلية قفل الإسفين الشعاعية (زادت صلابة بنسبة 200 ٪) |
| أداة ممل عكسية | معالجة الثقب/الوجه الداخلي الطرف الداخلي | تصميم العكس العكسي (التوسع بعد إدخال رأس الأداة) |
| أداة التكوين الداخلية | تحول السطح الكروي الداخلي/التجويف الخاص على شكل خاص | ملف تعريف شفرة مخصصة (CAD/CAM ما قبل التحميل المطلوب) |
القاعدة الذهبية للاختيار
"بالنسبة للثقوب الصغيرة ، اختر قضبان رقيقة ؛ بالنسبة للثقوب العميقة ، اختر تقليل الاهتزاز ؛ بالنسبة للخيوط ، اختر زاوية الأسنان ؛ للدقة ، اختر نصيحة الأداة"
معالجة Ø2 ~ 5mm الثقوب الصغيرة:
مادة شريط ممل: تنغستن الصلب متجانسة (معامل مرن ≥ 650GPA)
شفرة: TCMT020204 (TIP 0.2 مم TIP R Angle)
معالجة الخيوط الداخلية من الفولاذ المقاوم للصدأ:
طلاء الشفرة: طلاء مركب Tialn+Mos₂ (معامل الاحتكاك <0.3)
سرعة قطع: VC = 60m/min (مع مستحلب ارتفاع الضغط الداخلي) التبريد الداخلي)
حلول نقطة ألم الصناعة
| مشاكل | حلول الأدوات | تحسين المعلمة |
|---|---|---|
| علامات الاهتزاز العميق (L/D > 5) | تخفيف الاهتزاز شريط ممل | قمع السعة > 90 ٪ (> 2000 هرتز) |
| كسر الأسنان الخيط الداخلي | شفرة الملف الشخصي الكامل + قطع طبقة محورية | انخفاض عمق القطع: 0.5p → 0.1p (التشطيب الدقيق) |
| تسامح خشونة ثقب صغير | أداة ممل الماس + تبريد الكيروسين | يمكن أن تصل RA إلى 0.1μm (درجة المرآة) |
الأدوات الأساسية لمخرطة معالجة السطح الداخلية هي قواطع مملة وقواطع الخيوط الداخلية ، ويعتمد أدائها على تصميم صلابة شريط الأدوات ودقة هندسة الشفرة وتحسين ديناميات القطع. يمكن أن يؤدي إتقان "تقنية تقليل الاهتزاز الممل الدقيقة" و "التحكم الكامل في الخيط الداخلي" إلى اختراق 80 ٪ من اختناقات معالجة الميزات الداخلية.

ما هي الأدوات التي تتعامل مع قطع الموضوع؟
فيما يلي الأدوات الأساسية والمواصفات الفنية لخيط قطع على المخارط، تغطية المواضيع الخارجية ، الخيوط الداخلية وحلول المعالجة الفعالة:
نظام أدوات قطع الموضوع
1. أداة الخيط الخارجي
الوظائف الأساسية:
تحول الخيوط الخارجية لأجزاء العمود/الأنبوب (القياس ، الإمبراطوري ، الخيوط شبه المنحرفة)
نطاق المعالجة: M3 ~ M100+ (بعيدًا عن حد الصنبور ، M30 وما فوق له مزايا كبيرة)
الخصائص الفنية:
دقة زاوية الأسنان في شفرة:
60 درجة (موضوع متري)
55 ° (موضوع إمبراطوري ويتوورث)
30 درجة (خيط شبه منحرف ، مثل TR40 × 7)
نوع الهيكل:
إدراج الفهرسة: الحل السائد ، إدراج نموذج مثال:
16er AG60 (إدراج الأسنان الكاملة ، مؤشر ترابط M20 × 2.5 لمرة واحدة)
16NR P1.5 (قاطع الرقائق على شكل V ، خاص للفولاذ المقاوم للصدأ)
أداة كربيد متكاملة: معالجة الخيط الصغير (مثل أدناه M3)
2. يموت حامل
الوظائف الأساسية:
يموت جولة التثبيت (Round Die) معالجة الخيوط الخارجية القياسية منخفضة الدقة
السيناريوهات المعمول بها: ورشة صيانة/دفعة صغيرة M6 ~ M24 مؤشرات الترابط
القيود الفنية:
الدقة هي مستوى 7H/7G فقط (أقل من المستوى 6 للدوران)
تعتمد قوة القطع على شريحة أداة الآلة للدفع ، من السهل الاهتزاز
غير قابل للتطبيق: مواد يصعب قطعها مثل الفولاذ المقاوم للصدأ/سبيكة التيتانيوم
الأدوات الموسعة: حلول معالجة مؤشرات الترابط الفعالة
| نوع الأداة | وظيفة | المزايا الفنية |
|---|---|---|
| قاطع الخيط الداخلي | تحول المكسرات/صمامات الصمامات الداخلية | حامل الأدوات الصارم + تصميم سائل التبريد الداخلي (ينطبق على الثقوب العميقة والثقوب العميقة) |
| خيط طحن القاطع | مركز مركب التحول والطحن خمسة محاور لمعالجة الخيوط الخاصة على شكلها | يمكن معالجة ملفات تعريف الأسنان غير القياسية وخيوط الملعب الكبيرة |
| رأس طحن الإعصار | معالجة دفعة فعالة للمسامير/البراغي الرصاص | زادت كفاءة القطع بمقدار 5 ~ 8 مرات (قطع متزامن متعدد اللمعان) |
دليل اختيار أداة معالجة الموضوع
وفقا لمتطلبات المواد والدقة
| ظروف العمل | الأدوات المفضلة | المعلمات الرئيسية |
|---|---|---|
| موضوع خارجي لإنهاء أجزاء الصلب (درجة IT6) | قاطع الخيط الخارجي القابل للفهرسة | إدراج: كربيد المغلفة TICN |
| الخيط الداخلي الثقب العميق (L/D> 3) | قاطع الخيط الداخلي + شريط أداة تخميد الاهتزاز | سرعة قطع VC = 25m/min |
| خيط صغير من الفولاذ المقاوم للصدأ (M2) | قاطع خيط كربيد صلب | زاوية أشعل النار γ = 15 ° (تحسين كسر الرقائق) |
وفقا لمتطلبات كفاءة الإنتاج
قطعة واحدة/دفعة صغيرة: قاطع الخيط الخارجي + طريقة قطع الطبقة المحورية (انخفاض عمق القطع)
دفعة كبيرة: رأس طحن الإعصار + قاطع مشط متعدد الأسنان (تشكيل تمرير واحد)
حلول نقطة ألم الصناعة
| مشكلة | حل الأداة | تحسين المعلمة |
|---|---|---|
| الموضوع الاهتزاز | شريط أداة تقليل الاهتزاز كربيد | سرعة المغزل ≤800 دورة في الدقيقة |
| أداة ملتصقة من الفولاذ المقاوم للصدأ | أداة خيط المبرد الداخلي + طبقة تشحيم EP | معدل التغذية = الملعب × 0.95 |
| تنظيف الجذر لخيط الفتحة العمياء | شفرة الأسنان الكاملة مع أخدود دعم | TIP R Angle ≤0.1p (P = Pitch) |
تفضل أدوات تحويل مؤشرات الترابط عالية الدقة/صعبة المعالجة.
المعالجة السريعة للأجزاء القياسية منخفضة الدقة → استخدام محدود لأصحاب القالب (فقط لخيوط الصلب الكربوني صغير الحجم)
الإنتاج الضخم عالي الكفاءة → استخدام تقنية طحن الدوران أو طحن الخيط
كيف يتم تعريف أدوات الحزن؟
تعتبر أدوات الأخدود والقطع مصطلحًا جماعيًا للأدوات المصممة لتحويل الأخاديد المحورية/الشعاعية على أسطح الشغل الدوارة أو لقطع قطع العمل. الميزة الأساسية الخاصة بهم عرض رأس أوسع بكثير من المعتادأدوات الدورانوالتي تتيح فصل المواد وتشكيل الأخدود عن طريق حافة ضيقة وقوية.
التصنيف الفني ومعلمات أدوات الأخبار
1. أداة الأخبار المستقيمة
الوظيفة الأساسية:
تحول الأخاديد المستطيلة ذات العرض المتساوي (أخاديد الختم ، أخاديد التراجع ، أخاديد الزيت)
قطع الدقة (عرض الأداة ≤ 3MM)
المعلمات الفنية الرئيسية:
نطاق عرض الأخدود: 0.5 ~ 5mm (عرض رأس القاطع = عرض الأخدود)
تعزيز الحافة:
شطب مزدوج الوجه (مضاد للتشويش)
تحسين الأخدود المكسرة (T-type/V-type Groove قسري المتداول)
التحكم الدقيق:
تحمل عرض الفتحة ± 0.02 مم (إدراج الأرض الدقيقة)
خشونة السطح السفلي للأخدود RA≤1.6μm
2. أداة الأخبار على شكل V
الوظيفة الأساسية:
الأخاديد الزخرفية للآلات (مثل الخطوط المضادة للانزلاق وخطوط الزيت)
تحول خاتم الختم على شكل حرف V(بنية O-Ring قبل الضغط)
المعلمات الفنية الرئيسية:
معيار الزاوية: 90 درجة (الغرض العام) / 120 درجة (ختم ثقيل) / 60 درجة (ختم الهواء الدقيق)
هيكل طرف السكين:
حدين متماثل مزدوج (حواف القطع اليسرى واليمنى بزوايا متساوية)
TIP R Angle R0.1 ~ 0.3mm (لمنع تركيز الإجهاد)
سيناريو التطبيق:
أخدود قضيب المكبس الهيدروليكي (90 درجة)
أخدود ختم صمام الضغط العالي (60 درجة)
نوع الامتداد: أداة التقشين الخاصة
| يكتب | وظيفة | اختراق فني |
|---|---|---|
| أداة الشريحة الشعاعية | التغذية الشعاعية لتحويل فتحة الوجه النهائي | آلية دوران الجسم القاطع (± 90 درجة توجيه) |
| أداة انقطاع الثقب الداخلي | معالجة أخدود حلقة الجدار الداخلية | شريط أدوات التشوه المرن (التعويض التلقائي لعمق الفتحة) |
| أداة انتشار مزيج متعدد الأسنان | لمرة واحدة تشكيل فتحات متوازية متعددة | مجموعة شفرة قابلة للتعديل (تباعد ± 0.05 مم) |
أربعة عناصر من تصميم أدوات الشريحة
دقة عرض القطع → تحدد مباشرة تحمل عرض الفتحة (± 0.02 مم يتطلب طحن الشفرة)
صلابة جسم الأداة → نسبة العرض إلى العمق ≥1: 3 (على سبيل المثال ، يتطلب عمق فتحة 5 مم من سماكة جسم الأداة ≥15mm)
القدرة على إزالة الرقائق → ثقب سائل التبريد الداخلي عالي الضغط يثقب طرف الأداة مباشرة (الضغط> 70bar)
طبقة متطورة → Tialn (الصلب) / طبقة الماس (المعادن غير الحديدية)
حلول نقطة ألم الصناعة
| مشكلة | حل الأداة | معلمات العملية |
|---|---|---|
| اهتزاز أخدود عريض (> 8 مم) | رقاقة تقسيم الشفرة | قطع الطبقات: كل عمق قطع طبقة ≤2mm |
| انسداد رقاقة أخدود عميق | تبريد داخلي أداة حقن مباشرة قضيب + الهواء المضغوط | التبريد المختلط السائل في الهواء (ضغط الهواء> 0.8 ميجا باسا) |
| تقطيع كربيد | تصميم زاوية أشعل النار السلبي (γ = -5 °) | سرعة قطع VC = 80M/دقيقة |
حزن وظيفي (ختم/تراجع) → اختر قاطع الأخدود المستقيم ، انتبه إلى دقة عرض الشفرة وتصميم كسر الرقائق
الأخدود المزخرف/المختومة → استخدم قطع V-Groove ، وقفل تحمل الزاوية والانتهاء من السطح
ظروف عمل متطرفة (أخدود عميق/يصعب معالجة المواد) → الاعتماد على آلية التغذية الشعاعية ونظام التبريد الداخلي للضغط العالي

ما هي الأدوات التي تؤدي فراق الدقة؟
فيما يلي دليل تقني مفصل ودليل تطبيقأدوات قطع الدقة، تغطية المعلمات الأساسية ومنطق الاختيار لحلول القطع الصناعية من الدرجة الصناعية:
نظام أدوات قطع الدقة
1. أداة قطع كربيد
المزايا الأساسية:
صلابة عالية (HRA ≥ 92) ومقاومة التآكل ، متوسط العمر المتوقع لأدوات القطع الفولاذية عالية السرعة 3 ~ 5 مرات
المواد المعمول بها:الفولاذ المقاوم للصدأ ، سبيكة الصلب ، سبيكة التيتانيوموغيرها من المواد التي يصعب قطعها
المعلمات الفنية الرئيسية:
إدراج سماكة: 2-4 مم (تزيد الصلابة باطراد بسماكة)
2mm: قطع شريط القطر الدقيق الدقيق (Ø ≤ 20mm)
4mm: قطع الخدمة الثقيلة (Ø> 50 مم)
سرعة القطع (VC): 30-80 م/دقيقة
الفولاذ الطري: 60-80 م/دقيقة
سبيكة التيتانيوم: 30-40 م/دقيقة (طلاء Tialn مطلوب)
تقنية تعزيز الحافة:
تصميم زاوية أشعل النار السلبي (γ = -6 °) لتحسين مقاومة التأثير
تخميل الحافة على مستوى الميكرون (مضاد للتسوية)
2. أداة قطع الصلب عالية السرعة (أداة قطع HSS)
تحديد المواقع الأساسية:
الحل الاقتصادي (1/3 من تكلفة كربيد).
مناسبة للمواد الناعمة مثل الألومنيوم ، الفولاذ الطري ، سبائك النحاس ، إلخ.
قيود الأداء:
صلابة حمراء سيئة (> 600 ℃ تليين) ، الحد من السرعة VC≤40 م/دقيقة.
مقاومة التآكل غير الكافية ، متوسط العمر المتوقع حوالي 20 ~ 30 ٪ من كربيد الأسمنت.
المؤشرات الأساسية لقطع الدقة
| حدود | أداة كربيد | أداة فولاذية عالية السرعة |
|---|---|---|
| خشونة السطح | RA≤1.6μm (قطع الدقة) | ra≤3.2μm |
| العمودي من سطح القطع | ≤0.02mm/10mm | ≤0.05mm/10mm |
| ارتفاع لدغ | ≤0.05mm | ≤0.1mm |
حل قطع فائق الدقة
أداة قطع مغلفة بالماس (أداة قطع PCD)
السيناريوهات المعمول بها:
قطع المرآة للمعادن غير الحديدية (سبيكة الألومنيوم ، سبيكة النحاس)
القطع الدقيقة للمواد المركبة/أقطاب الجرافيت
معيار الأداء:
خشونة السطح RA≤0.4μm
سرعة القطع VC = 300-500 م/دقيقة (سبيكة الألومنيوم)
أداة قطع السيراميك (أداة قطع السيراميك)
السيناريوهات المعمول بها:
القطع الجاف من الصلب المتصل (HRC55+)
قطع عالية السرعة لسبائك درجات الحرارة العالية(Inconel 718)
المعلمات الفنية:
VC = 150-250 م/دقيقة
TIP R Angle R0.2mm (لقمع التقطيع)
المعلمات الرئيسية لتحسين العملية
| مشكلة | حل | تعديل المعلمة |
|---|---|---|
| قطع سطح سطح | ارتفاع نصيحة ارتفاع ± 0.01mm معايرة | شريط الأدوات verhang ≤1.5 مرات عرض الأداة |
| غلاف رقاقة | ضغط التبريد الداخلي ≥70bar | معدل التغذية f ≥0.1mm/rev |
| أداة تقطيع | قطع طبقة خطوة بخطوة | عمق القطع لكل طبقة ≤2mm |
يتطلب القطع الدقيقة اختيار الأدواتبناءً على ثلاثة أبعاد: صلابة المواد ، ودقة السطح ، وميزانية التكلفة. تلبي أدوات كربيد 80 ٪ من الاحتياجات الصناعية ، والأدوات المغطاة بالماس هي الخيار الأول للآلات الدقيقة للغاية.

ملخص
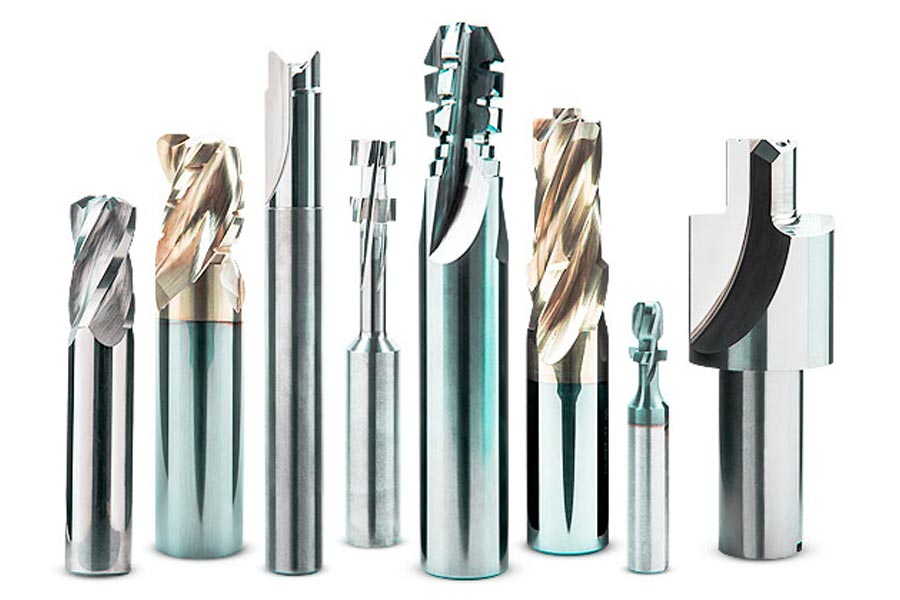
الاسم الأساسي لأدوات قطع المخرطة هو أداة تحول ،ولكن هذه ليست سوى نقطة انطلاق الإدراك. من أداة الانحراف القوية لتحويل أسطواني خارجي إلى شريط ممل الدقة لقطر الثقب العميق ، من الإدراج الفعال والمرن القابل للفهرسة إلى أداة التكوين مع محيط مخصص ، فإن "أداة الدوران" هي في الواقع مركز تنفيذ معالجة المعادن يدمج التنوع الوظيفي والابتكار الهيكلي وتكنولوجيا المواد. ثورة الدقة والكفاءة في التصنيع الحديث مستمدة من إتقان التقنية المتعمقةخصائص أدوات الدوران. فقط من خلال المطابقة بدقة للزوايا الهندسية ، وخصائص الطلاء وظروف العمل للأداة ، يمكن للمخرطة ، "الراقصة المعدنية" ، فنيًا صناعيًا على مستوى الملليمتر على مرحلة الدوران مع رقائق الإيقاع. فهم أدوات الدوران هو فهم القوة الأساسية لتحويل التكنولوجيا.

📞 الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@longshengmfg.com
🌐 الموقع:https://lsrpf.com/
تنصل
محتوى هذه الصفحة هو لأغراض إعلامية فقط.سلسلة LSلا يتم إجراء أي تمثيل أو ضمانات من أي نوع ، صريح أو ضمنيًا ، فيما يتعلق بدقة المعلومات أو اكتمالها أو صحة المعلومات. لا ينبغي استنتاج أن معلمات الأداء والتحمل الهندسي وميزات التصميم المحددة وجودة المواد ونوعها أو صنعة التي سيوفرها المورد أو الشركة المصنعة من الطرف الثالث من خلال شبكة Longsheng. هذه هي مسؤولية المشترياطلب عرض أسعار للأجزاءلتحديد المتطلبات المحددة لهذه الأجزاء.يرجى الاتصال بنا تعرف على المزيد من المعلومات.
فريق LS
LS هي شركة رائدة في الصناعةالتركيز على حلول التصنيع المخصصة. مع أكثر من 20 عامًا من الخبرة التي تخدم أكثر من 5000 عميل ، نركز على الدقة العاليةتصنيع CNCبورقة تصنيع المعادنبطباعة ثلاثية الأبعادبصب الحقنبختم المعادن ،وغيرها من خدمات التصنيع الشاملة.
تم تجهيز مصنعنا بأكثر من 100 مراكز تصنيع 5 محاور ، وهي معتمدة من ISO 9001: 2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة في جميع أنحاء العالم. سواء كان إنتاجًا منخفضًا أو تخصيصًا جماعيًا ، يمكننا تلبية احتياجاتك بأسرع تسليم في غضون 24 ساعة. يختارالتكنولوجيا LSوهذا يعني اختيار الكفاءة والجودة والكفاءة المهنية.
لمعرفة المزيد ، يرجى زيارة موقعنا على الويب:www.lsrpf.com

الأسئلة الشائعة
1. ما هو الاسم القياسي لأداة قطع المخرطة؟
الاسم المهني المشترك لأدوات قطع المخرطة هو أداة تحول الأداة ، وهي أداة تنفيذية مثبتة على المخرطة لتحويل قطع العمل الدوارة ، ويتم تقسيمها وفقًا لوظيفةها لتشمل أدوات تحول أسطوانية وأدوات قطع وأدوات الخيوط وأدوات مملة ، وما إلى ذلك ، والتي تتعرض معًا لمهمة القطع المعدني وتشكيله.
2. كيف يتم تصنيف أدوات قطع المخرطة؟
يتم تصنيف أدوات الدوران بشكل أساسي وفقًا لثلاثة أبعاد: من الناحية الوظيفية ، يتم تقسيمها إلى أدوات تحول أسطوانية (لأعمدة المعالجة) ، وأدوات القطع (لتقسيم مواد) ، وأدوات تحول الخيوط (لقطع مؤشرات الترابط) ، وأدوات ممل (لآلات الثقب الداخلي) ؛ يشمل الهيكل القابل لللحام ، المتكامل ، والمفهرس المليئة بالآلة (التيار الرئيسي الحديث) ؛ وتغطي المواد الصلب عالي السرعة ، والكربيد الأسمنت (المهيمن) ، والسيراميك ، والأدوات القاسية الفائقة (CBN/Diamond).
3. ما هي أكثر أنواع الأدوات شيوعًا المستخدمة في المخارط الحديثة؟
في التصنيع الحديث ، توجد أدوات تحول الماكينة القابلة للفهرسة هي التيار الرئيسي المطلق ، والتي تستخدم إدراج كربيد موحدة (مثل نموذج ISO CNMG120408) ويتم تثبيتها ميكانيكياً لتحقيق تغيير سريع ، مع مزايا ، بما في ذلك كفاءة أعلى بنسبة 50 ٪ (بدون شحذ) السبائك ، والمواد الأخرى.
4. كيفية اختيار أدوات الدوران وفقًا لاحتياجات الآلات؟
يجب أن يتبع الاختيار قاعدة مثلث "توصيل الوظائف": أولاً ، وفقًا للمواد الشغل لتحديد مصفوفة الأدوات (الصلب مع كربيد ، الصلب مع السيراميك/CBN ، المعادن غير الحديدية مع الماس) ؛ ثم وفقًا لخصائص التصنيع لاختيار نوع الوظيفة (أداة الدوران الأسطوانية لتحويل الكفاف ، نوع التنصت على أداة الترابط ، والأحجار الأليئة) ؛ وأخيراً ، وفقًا لمتطلبات تحسين دقة أخيرًا ، يتم تحسين المعلمات وفقًا لمتطلبات الدقة (0.2 مم زاوية R من طرف الأداة للتشطيب ، والتبريد الداخلي عالي الضغط لتحقيق سطح المرآة RA0.8μm).


