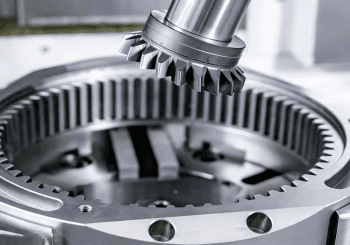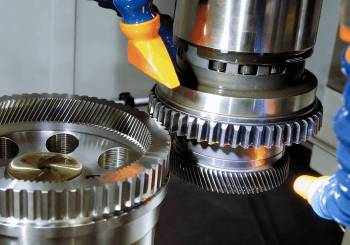
Fresagem de engrenagens
Resolva o desafio de manter a consistência e a operação silenciosa em longas tiragens de produção. Nosso serviço de fresagem de engrenagens oferece dentes cortados com precisão com ruído e vibração mínimos, garantindo que seus acionamentos automotivos ou industriais transmitam potência de maneira suave e confiável, lote após lote.
Obtenha orçamento instantâneo