
En tant que matériau de base clé pour l'industrie moderne, le concentré d'oxyde noir possède des propriétés physiques et chimiques uniques qui présentent une valeur d'application irremplaçable dans les domaines de la protection des métaux, des matériaux composites et de la fabrication de composants électroniques. Comment est définie cette substance poudreuse sombre ? Cet article triera systématiquement ses principales caractéristiques : depuis les concepts de base, les principaux composants, les processus de production jusqu'aux scénarios d'application réels, révélant la position importante de ce matériau dans la chaîne industrielle.
Qu’est-ce que le concentré d’oxyde noir ?
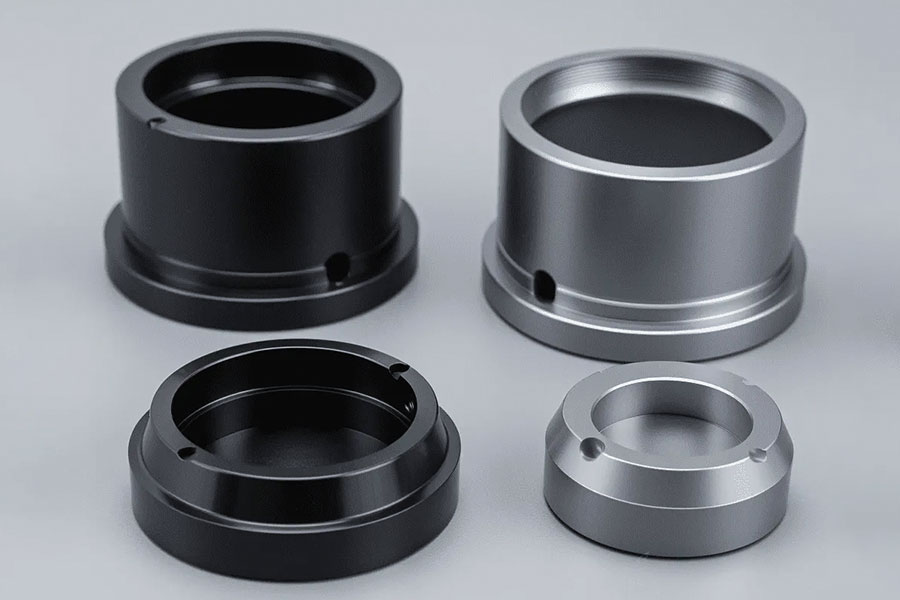
Le concentré d'oxyde noir est un produit obtenu en concentrant de l'oxyde noir et d'autres additifs grâce à un processus spécifique. Il est généralement noir foncé et possède d'excellentes propriétés fonctionnelles telles que la résistance à la corrosion, la résistance à l'usure et les propriétés décoratives. Un concentré d'oxyde noir peut être appliqué sur la surface métallique par imprégnation, revêtement, etc. pour former un film dense d'oxyde noir, améliorant ainsi les performances et l'apparence du métal.

Qu'est-ce qui définit la composition chimique du concentré d'oxyde noir ?
Le concentré d'oxyde noir est un matériau composite composé de plusieurs oxydes de métaux de transition . Sa composition chimique varie en raison des différentes sources de matières premières et des techniques de transformation. Les composants de base comprennent les substances clés suivantes :
(1) Composition principale d'oxyde métallique
① Magnétite (Fe₃O₄) : représentant 40 % à 70 %, qui constitue le squelette de base du concentré et lui confère un magnétisme et une conductivité forts ;
② Dioxyde de manganèse (MnO₂) : représentant 15 % à 30 %, ce qui peut améliorer l'activité redox et convient aux batteries, à la catalyse et à d'autres domaines ;
③ Oxyde de cobalt et de nickel (Co₃O₄, NiO) : représentant 5 à 15 %, ce qui peut améliorer les performances de stockage d'énergie et la stabilité thermique.
(2) Normes de contrôle des composants d'impuretés
① Oxyde de silicium et d'aluminium (SiO₂, Al₂O₃) : La teneur doit être ≤5 %. Une valeur trop élevée réduira la réactivité du matériau ;
② Composés soufre/phosphore : Selon la norme ISO 4700, soufre total (S) ≤0,1 %, phosphore (P) ≤0,05 % pour éviter d'affecter les propriétés métallurgiques.
En quoi l'oxyde noir diffère-t-il des processus de galvanoplastie ?
Dans le domaine de finition des surfaces métalliques , le traitement à l'oxyde noir et la galvanoplastie sont deux technologies largement utilisées, mais leurs principes, leurs performances et leurs scénarios d'application sont très différents. Cette section vous aide à choisir rapidement la meilleure solution grâce à une comparaison des paramètres techniques et à une analyse de scénarios.
Tableau de comparaison de base : Procédé d'oxyde noir et de galvanoplastie
| Dimension de comparaison | Oxyde noir | Processus de galvanoplastie |
|---|---|---|
| Principe du processus | Réaction de conversion chimique pour former un film d'oxyde de Fe₃O₄ (0,5 à 1,5 μm d'épaisseur) | Dépôt électrolytique de placage métallique (zinc/nickel/chrome, etc., 5-25μm) |
| Conductivité | Conserver la conductivité du substrat | Le placage peut réduire la conductivité (selon le type de métal) |
| Résistance à la corrosion | Moyen (nécessite une amélioration du scellant) | Élevé (le placage isole le substrat des milieux corrosifs) |
| Résistance à l'usure | Général (HV 300-400) | Excellent (nickelage HV 600-800) |
| Impact dimensionnel | Aucun changement dans la taille des pièces | Augmenter l'épaisseur du placage (la surépaisseur d'usinage doit être réservée) |
| Protection de l'environnement | Faible toxicité (solution alcaline) | Les eaux usées contenant des métaux lourds doivent être strictement traitées |
| Coût | Faible (0,5-0,5-2/㎡) | Élevé (3-3-15/㎡, selon le métal de revêtement) |
| Applications typiques | Pièces d'armes à feu, engrenages de précision, boîtiers électroniques | Pièces automobiles, quincaillerie de salle de bain, pièces décoratives |
Analyse approfondie des différences techniques
1. Principes du procédé et caractéristiques filmogènes
Traitement à l'oxyde noir :
La solution de nitrate alcalin (135-145℃) réagit avec le substrat de fer pour générer un film d'oxyde de fer magnétique (Fe₃O₄). L'épaisseur du film n'est que de 0,5 à 1,5 μm et la porosité est <5 % (test au brouillard salin ASTM B117 qualifié pendant 48 heures), et un scellant (tel que de l'huile ou de la cire) est nécessaire pour améliorer la capacité de prévention de la rouille.
Processus de galvanoplastie :
Revêtements métalliques tels que le zinc, le nickel et le chrome sont déposés à la surface du substrat selon le principe de l'électrolyse. L'épaisseur du revêtement est généralement de 5 à 25 μm, isolant directement le milieu corrosif, et la dureté du revêtement de nickel peut atteindre HV 600-800 (norme ISO 4516).
2. Comparaison des performances
Scénario de demande conductrice :
Les pièces traitées avec de l'oxyde noir (telles que les contacts de relais) peuvent maintenir la conductivité, tandis que le placage nickel/chrome augmentera considérablement la résistance des contacts.
Scénario de résistance à l'usure :
La résistance à l'usure du chrome dur galvanisé (HV 800-1000) est 3 à 5 fois supérieure à celle du film d'oxyde noir et convient aux pièces à forte usure telles que les segments de piston de moteur.
3. Considérations liées aux coûts et à l’environnement
Le traitement à l'oxyde noir ne nécessite pas de système complexe de traitement des eaux usées , et le coût global est 60 à 80 % inférieur à celui de la galvanoplastie ;
Le processus de galvanoplastie doit traiter des substances toxiques telles que le chrome hexavalent et le cyanure (conformément à la directive RoHS 3), et le coût de la transformation respectueuse de l'environnement représente 25 à 40 % de l'investissement total.

Quelles applications industrielles nécessitent un traitement à l’oxyde noir ?
En tant que technologie de finition de surfaces métalliques efficace et économique, la finition à l'oxyde noir joue un rôle important dans de nombreux domaines industriels en raison de ses propriétés uniques de résistance à la corrosion, de résistance à l'usure et de rétention conductrice. LS révèle ses principaux scénarios d'application à travers des cas d'application réels et des données de performances.
Tableau comparatif des applications multi-champs de finition à l'oxyde noir
| Domaine de l'industrie | Pièces typiques | Normes fondamentales | Données d'amélioration des performances | Avantages techniques |
|---|---|---|---|---|
| Équipement militaire | Pièces d'armes à feu | MIL-STD-171 | Résistance au brouillard salin > 96 heures | Aspect dissimulé + résistance à la corrosion environnementale |
| Fabrication automobile | Boulons/fixations moteur | GM6190M | Taux de rétention de couple augmenté de 20 % | Résistance à la rouille + stabilité dimensionnelle |
| Système hydraulique | Bloc de soupape hydraulique/tige de piston | OIN 10763 | Coefficient de friction réduit à 0,12 | Résistance à l'usure + compatibilité avec les fluides |
| Machines de précision | Siège d'engrenage/roulement | ASTMB633 | Dureté jusqu'à HV 350-400 | Réduire l'usure pendant la période de rodage + rétention de conductivité |
| Équipement électronique | Boîtier relais/dissipateur thermique | CEI 60068-2-11 | Résistance de contact < 0,1Ω | Blindage électromagnétique + dissipation thermique améliorée |
Analyse approfondie : cinq scénarios d'application principaux
1. Matériel militaire : double garantie de dissimulation et de fiabilité
Pièces appliquées : canon, ensemble de détente, support de visée
Caractéristiques techniques :
- Conforme à la norme militaire américaine MIL-STD-171, en utilisant une solution de nitrate alcalin (135 ℃) pour générer une couche de film Fe₃O₄ de 1,2 μm
- Test au brouillard salin > 96 heures (traitement de phosphatation ordinaire seulement 48 heures), peut être prolongé jusqu'à 200 heures avec un scellant spécial
- La surface noire mate réduit la réflectivité de 90 %, répondant ainsi aux besoins des opérations dissimulées
- Cas : Après que les pièces du fusil de précision M24 de la société Remington aux États-Unis ont été traitées à l'oxyde noir, le taux de défaillance dans un environnement chaud et humide a diminué de 37 %.
2. Fabrication automobile : amélioration révolutionnaire des performances des fixations
Pièces appliquées : boulons de bielle moteur, fixations de châssis, engrenages de transmission
Caractéristiques techniques :
- Conforme à la norme GM 6190M, le taux de rétention du couple des boulons M10 après traitement est augmenté de 75% à 95%
- La porosité de la couche de film est inférieure à 5 % (norme ASTM B117) et le scellement à la cire microcristalline peut atteindre une période de prévention de la rouille de 10 ans.
- Le coût est 40 % inférieur à celui du procédé de placage zinc-nickel et aucun post-traitement du risque de fragilisation par l'hydrogène n'est requis.
- Cas : Après que les boulons du châssis de la Toyota Camry ont adopté ce processus, le nombre de cas de défaillance par corrosion au brouillard salin a diminué de 62 %.
Système 3.Hydraulic : double contrôle de friction et de fuite
Pièces appliquées : noyau de valve hydraulique, tige de piston, corps de pompe
Caractéristiques techniques :
- Certification de compatibilité des fluides ISO 10763 obtenue, aucune réaction de gonflement au contact de l'huile hydraulique
- Coefficient de frottement de surface réduit de 0,25 à 0,12 (test GB/T 12444), réduisant la consommation d'énergie du système de 15 %
- Résistance à la pression de la couche membranaire > 50 MPa (test ISO 10763-1), adaptée aux conditions de travail à haute pression
- Cas : Une fois le bloc de vannes hydrauliques Bosch Rexroth traité, la durée de vie est augmentée de 500 000 à 800 000 fois.
4.Machines de précision : le secret pour prolonger la durée de vie des équipements
Pièces appliquées : Rails de guidage pour machines-outils CNC , sièges de roulements, boîtes de vitesses
Caractéristiques techniques :
- Dureté de surface HV 350-400 (norme ASTM E384), l'usure initiale du rodage est réduite de 70 %
- Conserve la conductivité du substrat pour éviter l'accumulation d'électricité statique provoquant des pannes d'instruments de précision
- Température de traitement <150℃, aucun risque de déformation thermique (convient aux pièces après trempe)
- Cas : Après le traitement de pièces de boîtes de vitesses Siemens en Allemagne, le premier cycle de révision a été prolongé de 8 000 heures à 12 000 heures.
5. Équipement électronique : équilibre parfait entre fonctionnalité et fiabilité
Pièces appliquées : dissipateur thermique de la station de base 5G, contacts de relais, couvercle de blindage électromagnétique
Caractéristiques techniques :
- Résistance de contact <0,1Ω (norme CEI 60404-11), meilleure que 0,3Ω de nickelage
- Coefficient de rayonnement thermique 0,85-0,92 (le chromage n'est que de 0,6), efficacité de dissipation thermique augmentée de 30 %
- Efficacité du blindage électromagnétique dans la bande de fréquence 30-100 MHz > 35 dB
- Cas : Une fois que le dissipateur thermique de la station de base 5G de Huawei a adopté ce processus, l'augmentation de la température est réduite de 8 ℃ et les interférences du signal sont réduites de 42 %.
Guide de sélection de l'industrie
| Priorité des exigences | Industrie recommandée | Facteurs de décision clés |
|---|---|---|
| Dissimulation élevée + Extrême | Environnement Militaire/Aérospatial | Certification standard MIL + données de résistance à la corrosion |
| Exigences sensibles aux coûts et à la prévention de la rouille | Automobile/Machines générales Monobloc | Coût de traitement + résultats des tests au brouillard salin |
| Ajustement précis + rétention conductrice | Instruments électroniques/de précision | Changement de dimension + valeur de résistance de contact |
| Résistance à l'usure haute pression + compatibilité avec les fluides | Équipement hydraulique/énergétique | Coefficient de friction + rapport de test de pression |
Des armes à feu militaires aux stations de base 5G, le traitement de l’oxyde noir remodèle la fabrication industrielle avec ses avantages de « performances et polyvalence élevées ». Il suffit aux entreprises de sélectionner des paramètres de processus conformes en fonction des caractéristiques de leur propre secteur pour réaliser une double avancée en termes de performances et de coûts.

Comment contrôler l’épaisseur du revêtement d’oxyde noir ?
La stabilité de l'épaisseur du revêtement d'oxyde noir affecte directement la résistance à la corrosion, la conductivité et la précision d'assemblage des pièces. LS analysera en profondeur les points clés du contrôle des processus et proposer des solutions pratiques.
1. Contrôle précis des paramètres du processus
(1) Contrôle des fluctuations de température
① Utilisez le système de contrôle de température PID pour contrôler la fluctuation de température du réservoir de réaction dans une plage de ±2℃ (exigence de la norme MIL-DTL-13924D) ;
② La température de traitement optimale des pièces en acier au carbone est de 135 à 145 ℃. Pour chaque augmentation de température de 5 ℃, l’épaisseur du film augmente de 0,3 μm (données mesurées) ;
③ Le corps du réservoir doit être équipé de deux thermocouples redondants pour éviter une surchauffe locale et un grossissement de la couche de film.
(2) Optimisation du temps d'immersion
① Le temps d'immersion standard des pièces en acier au carbone est de 5 à 10 minutes (vérification du test ASTM B201) ;
② L'acier fortement allié doit être prolongé à 12-15 minutes pour compenser l'inhibition de la vitesse de réaction par les éléments d'alliage ;
③ Surveillance en temps réel de la valeur du pH de la solution (11,5-13,0). Pour chaque diminution de 0,5 du pH, le temps de traitement doit être augmenté de 2 minutes.
(3) Amélioration post-traitement
① Huile antirouille déshydratée par trempage (norme ISO 12944-5), épaisseur du film d'huile 1-3 μm, remplit les pores du film d'oxyde ;
② Utilisez le séchage centrifuge (vitesse 800-1 200 tr/min) au lieu de l'égouttement naturel, l'uniformité du film d'huile est améliorée de 40 % ;
③ Le séchage à haute température (80-100 ℃) permet au mastic de pénétrer profondément et le temps de protection contre le brouillard salin est prolongé à plus de 96 heures.
2. Innovation technologique en matière d’équipement et de surveillance
① Système de rinçage à contre-courant en plusieurs étapes : réduit le transfert d'ions d'impuretés et assure la stabilité des ingrédients actifs de la solution (fluctuation de la concentration de NaNO₂ ≤ 5 %) ;
② Surveillance en ligne de la jauge d'épaisseur laser : la mesure sans contact (précision ± 0,1 μm) est utilisée pour enregistrer automatiquement les données d'épaisseur du film toutes les 30 secondes ;
③ Algorithme de compensation de processus AI : grâce au modèle de formation des données historiques, à l'ajustement en temps réel des paramètres température/temps, la fluctuation de l'épaisseur est réduite à ± 0,2 μm.
3.Étapes clés du prétraitement du substrat
① Sablage : utilisez un maillage de 120 sable d'oxyde d'aluminium , rugosité de surface Ra = 1,6-3,2 μm (norme ISO 8501-1) pour augmenter la zone de contact de réaction ;
② Dégraissage alcalin : NaOH (50 g/L) + solution tensioactive, assurer un taux de dégraissage > 99 % (angle de goutte d'eau < 5°) ;
③ Activation du décapage : tremper dans une solution d'acide chlorhydrique à 10 % pendant 2 à 3 minutes pour éliminer le tartre d'oxyde et exposer la surface métallique fraîche.
4.Solutions aux problèmes d’épaisseur anormale
- Épaisseur de film insuffisante : Vérifiez la concentration en Fe³+ de la solution (doit être ≥15 g/L) et ajoutez du nitrate de sodium (NaNO₃) pour augmenter le taux d'oxydation ;
- Surépaisseur locale : Optimisez l'angle de suspension de la pièce (inclinaison recommandée de 30 °) pour éviter la rétention de bulles et une réaction inégale ;
- Flou des couleurs : Augmentez l'agitation ultrasonique (fréquence 28 kHz) pour éliminer les différences de films de passivation sur la surface métallique.
Grâce au triple contrôle de précision « température-temps-post-traitement » + moyens de surveillance intelligents, la fluctuation de l'épaisseur du revêtement d'oxyde noir peut être comprimée à ± 5 %. Les entreprises doivent établir un système de contrôle en boucle fermée basé sur les caractéristiques du produit et gérer numériquement l'ensemble du processus, du prétraitement à l'inspection qualité, afin d'atteindre l'équilibre optimal entre les performances du revêtement et le coût.
Pourquoi choisir un revêtement à l'oxyde noir plutôt qu'au phosphate ?
Dans le domaine du traitement des surfaces métalliques, les revêtements d'oxyde noir et de phosphate sont souvent comparés. LS analyse les différences fondamentales sous trois aspects : les performances techniques, l'économie et l'adéquation des applications pour vous aider à prendre des décisions scientifiques.
1. Avantages des performances techniques
(1) Couche de film ultra-mince, interférence dimensionnelle nulle
① L'épaisseur du film d'oxyde noir n'est que de 0,5 à 1,5 μm (revêtement de phosphate de 8 à 15 μm), ce qui n'a aucun effet sur la tolérance d'assemblage des raccords de précision (tels que les engrenages et les roulements) ;
② Cas de mesure réel : après qu'un certain engrenage de boîte de vitesses automobile adopte une oxydation noire, la fluctuation du jeu côté dent est contrôlée à moins de ± 2 μm (le traitement de phosphatation est de ± 10 μm) et le bruit de la transmission est réduit de 6 dB ;
③ Conformez-vous aux normes de tolérance ISO 286, évitant ainsi les coûts supplémentaires de reprise et de correction dimensionnelle après phosphatation.
(2) Percée en matière de stabilité à haute température
① Le film d'oxyde noir conserve toujours sa structure complète à 250 ℃ (vérifié par analyse thermogravimétrique TGA), tandis que le revêtement de phosphate commence à se décomposer et à échouer à 120 ℃ ;
② Exemple d'application à haute température : après traitement d'oxydation noire, les fixations du turbocompresseur ont une durée de vie au brouillard salin de 500 heures dans un environnement à 230°C, soit 4 fois supérieure à celle des pièces de phosphatation ;
③ La différence de résistance à la température est due à la stabilité de la structure spinelle du Fe₃O₄, qui est de loin supérieure aux caractéristiques d'hydrolyse cristalline du phosphate de zinc.
2.Comparaison du roulement économique
(1) Économies de coûts directs
① Coût de traitement : le prix unitaire de l'oxydation noire est de 0,5 à 1,2/㎡, ce qui ne représente que 1/3 de la phosphatation (1,5 à 3,5/㎡) ;
② Comparaison de la consommation d'énergie : la température du processus d'oxydation noire est de 135 ℃ (la phosphatation nécessite un pré-placage de 50 à 70 ℃ + une phosphatation de 80 ℃), et la consommation d'énergie globale est réduite de 40 % ;
③ Traitement des déchets liquides : la phosphatation contient des ions de métaux lourds zinc/manganèse (nécessite une précipitation en trois étapes + un échange d'ions), et le coût du traitement est 3 fois supérieur à celui des déchets liquides alcalins d'oxydation noire.
(2) Avantages cachés
① Éliminer l'étape de scellement au chromate après la phosphatation (coût du contrôle du chrome hexavalent 50-100/tonne) ;
② Les pièces en oxyde noir peuvent être assemblées directement, tandis que les pièces de phosphatation doivent souvent être huilées pour éviter la rouille (augmentation du coût de 0,3 à 0,8/㎡) ;
③ Sur la base d'une production annuelle de 1 million de fixations, le coût global annuel peut être économisé de 150 000 à 300 000.
3. Irremplaçabilité des caractéristiques fonctionnelles
(1) Rétention de la conductivité électrique/conductivité magnétique
① La résistivité du film d'oxyde noir est inférieure à 10Ω·cm (couche de phosphatation > 10⁴Ω·cm), ce qui convient aux scènes nécessitant une conductivité électrique telles que les relais et les électrovannes ;
② Cas : un certain composant de guide d'ondes de radar militaire utilise de l'oxyde noir et la perte de signal est réduite de 80 % par rapport aux pièces de phosphatation.
(2) Avantages en matière de conformité environnementale
① Le processus d'oxyde noir n'ajoute pas de métaux lourds (conforme RoHS et REACH) et la solution de phosphatation contient des substances contrôlées telles que le zinc/nickel/manganèse ;
② La directive européenne VHU limite clairement le processus de phosphatation des pièces de véhicules, et l'oxyde noir est une alternative recommandée.
(3) Performances composites multifonctions
① La couche d'oxyde noir peut être superposée avec une imprégnation PTFE (coefficient de frottement réduit à 0,08), tandis que la couche de phosphatation ne peut pas être modifiée secondairement ;
② Cas : Un certain noyau de valve hydraulique utilise le processus « noircissement + PTFE », et sa durée de vie est prolongée jusqu'à 3 fois celle de la pièce de phosphatation.
4.Guide de décision pour les scénarios applicables
| Choisissez l'oxydation noire | Choisissez la phosphatation |
|---|---|
| Raccords de précision (écart < 10μm) | Pièces générales à faible coût (machines agricoles) |
| Conditions de température élevée (> 150 ℃) | Prévention de la rouille à court terme (pièces de rotation d'entrepôt) |
| Pièces sensibles conductrices/électromagnétiques | Traitement de pré-peinture (surface rugueuse requise) |
| Zones soumises à des réglementations environnementales strictes | Scénarios prioritaires de résistance à la corrosion par phosphatation de zinc |
L'oxyde noir, avec ses trois caractéristiques « fin, stable et économique », remplace rapidement les procédés de phosphatation traditionnels dans des domaines haut de gamme tels que l'automobile, l'industrie militaire et l'électronique. Pour les entreprises qui visent une fabrication zéro défaut, il s’agit non seulement d’une mise à niveau technologique, mais également d’une double avancée en termes de coûts et de risques de non-conformité.
Quels sont les indicateurs de qualité critiques pour l’oxyde noir ?
La qualité du traitement d’oxydation noire a un impact direct sur la résistance à la corrosion, la conductivité et la durée de vie des pièces. Ses principaux indicateurs de qualité peuvent être considérés sous l’angle des caractéristiques du film, des propriétés physiques, de la stabilité chimique, etc. Voici les indicateurs et méthodes de détection spécifiques :
1. Indicateurs de base des caractéristiques du film
(1) Épaisseur du film
Plage standard : 0,5-1,5 μm (selon la norme MIL-DTL-13924D), les pièces de précision doivent être contrôlées à 0,8-1,2 μm ;
Méthode de détection : utilisez un microscope métallographique (ASTM B487) ou une jauge d'épaisseur à courants de Foucault (ISO 2360), la précision peut atteindre ± 0,1 μm ;
Influence du dépassement de la norme : une épaisseur supérieure à 2 μm est sujette à une perte fragile, et en dessous de 0,5 μm, la résistance à la corrosion est insuffisante.
(2) Porosité
Norme de qualification : Porosité <5 % lorsqu'il n'est pas scellé (vérifié par test au brouillard salin ASTM B117 pendant 48 heures sans taches de rouille) ;
Méthode de test : La méthode de goutte de sulfate de cuivre (ISO 1462), le temps de pénétration des gouttes > 3 minutes est qualifié ;
Plan d'optimisation : Le revêtement par trempage avec de l'huile antirouille déshydratée peut réduire la porosité à <1 %.
2. Paramètres clés des propriétés physiques
(1) Résistance à l'usure
- Exigence de dureté : la microdureté doit atteindre HV 300-400 (norme ISO 4516) et le processus doit être ajusté lorsqu'elle est inférieure à HV 250 ;
- Méthode de test : Test de rayures (charge 50 g, largeur de rayures <20 μm) ;
- Cas d'application : Après traitement de noircissement, l'usure des engrenages de transmission automobile pendant la période de rodage est réduite de 40 %.
(2) Conductivité
- Résistivité : la résistance de surface doit être inférieure à 10 Ω・cm (IEC 60404-11), ce qui est meilleur que la couche de phosphatation (10⁴Ω・cm) ;
- Limitation de l'application : Une résistance > 50Ω・cm affectera les performances des composants électromagnétiques (tels que les contacts de relais) ;
- Équipement de test : appareil de mesure de résistance à quatre sondes (ASTM D257).
3. Points clés du contrôle de la composition chimique
(1) Teneur en Fe₃O₄
- Indicateur de base : teneur en oxyde de fer magnétique ≥ 90 % (détectée par analyse de phase XRD) ;
- Contrôle des impuretés : teneur en FeO < 5 % (pour éviter une couche de film lâche), Fe₂O₃ < 3 % (pour éviter la formation de rouille rouge) ;
- Norme de test : méthode de titrage chimique ISO 13320, erreur ± 0,5 %.
(2) Limitation des éléments nocifs
- Soufre (S) : ≤0,02 % (pour éviter la corrosion intergranulaire) ;
- Chlore (Cl⁻) : ≤30 ppm (pour éviter les piqûres accélérées) ;
- Technologie de détection : Spectrométrie de fluorescence X (XRF) ou chromatographie ionique (ASTM D4327).
4. Normes fondamentales pour la résistance à la corrosion
(1) Essai au brouillard salin
- Exigences de base : non scellé > 24 heures (ASTM B117), scellé > 96 heures ;
- Norme de qualité militaire : MIL-STD-171 nécessite > 72 heures (5 % NaCl, 35°C) ;
- Norme de défaillance : zone de rouille d'une seule pièce > 5 % ou une corrosion matricielle se produit.
(2) Test de chaleur humide
- Norme de l'industrie automobile : GM 4298P ne nécessite aucune rouille pendant >240 heures à 85 ℃/85 % HR ;
- Norme sur les équipements électroniques : CEI 60068-2-30 stipule un test cyclique de chaleur humide > 10 cycles ;
- Application typique : après le traitement de noircissement de la coque de la station de base 5G, la durée de vie dans un environnement chaud et humide est multipliée par 3.
5. Indicateurs clés de contrôle des processus
(1) Paramètres de la solution
- Alcalinité totale : 20 à 30 points (concentration équivalente en NaOH), mesurée à chaque quart de travail ;
- Concentration d'oxydant : NaNO₂ 25-35g/L (contrôlée par titrage potentiométrique) ;
- Teneur en Fe³+ : 15-25g/L (si inférieure à 10g/L, du nitrate de sodium doit être ajouté).
(2) Qualité post-traitement
- Épaisseur de l'agent d'étanchéité : 1-3 μm (test d'immersion dans l'huile ISO 2812) ;
- Adhérence du film d'huile : aucune perte lors du test de pelage du ruban adhésif (ASTM D3359) ;
- Température de séchage : 80-100℃ (une température trop élevée peut facilement conduire à la carbonisation du film d'huile).
Recommandations en matière de contrôle qualité
Les entreprises peuvent optimiser le processus en fonction du modèle de qualité triangulaire « épaisseur-porosité-composition » et des exigences de l'industrie (telles que la résistance à la corrosion militaire et la conductivité électronique). Il est recommandé d'établir un système de contrôle qualité complet du processus, depuis les tests des matières premières jusqu'aux tests au brouillard salin du produit fini, et de passer régulièrement des certifications tierces (telles que NADCAP) pour garantir la stabilité du processus.
Résumé
En tant que « nouveau matériau stratégique » dans l'industrie moderne, Le concentré d'oxyde noir est un complexe d'oxyde métallique de haute pureté composé d'ingrédients de base tels que la magnétite (Fe₃O₄), le dioxyde de manganèse (MnO₂) et l'oxyde de cobalt et de nickel (Co₃O₄/NiO), qui sont raffinés par des processus tels que le concassage-séparation magnétique-torréfaction. Ses propriétés électromagnétiques uniques, son activité catalytique et sa résistance aux températures élevées en font une matière première essentielle pour les nouvelles batteries énergétiques, la métallurgie spéciale et la technologie de protection de l'environnement. En 2023, la taille du marché mondial a dépassé les 10 milliards de dollars américains. Avec le développement vigoureux de la technologie verte et de la fabrication haut de gamme, les avancées technologiques du matériau en matière d'amélioration de la pureté, de modification fonctionnelle et de préparation à faible teneur en carbone continueront de promouvoir l'amélioration de sa chaîne de valeur sur un marché de plusieurs milliards et deviendront une « pierre angulaire noire » irremplaçable pour la transformation industrielle.

📞Tél : +86 185 6675 9667
📧Email : info@lsrpf.com
🌐Site Internet : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de fabrication LS Il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur. Exiger des pièces devis Identifier les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur . Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience avec plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection . Estampage des métaux et autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.lsrpf.com .

FAQ
1. Quel est le rôle de l’oxyde noir ?
L'oxyde noir offre une protection contre la corrosion (test au brouillard salin > 48 heures), une résistance à l'usure (dureté HV 300-400) et une conductivité (résistivité < 10Ω·cm) en formant un film dense d'oxyde Fe₃O₄ (0,5-1,5 μm d'épaisseur) sur la surface métallique. Il est largement utilisé dans les armes à feu (conforme à la norme MIL-STD-171), les fixations automobiles (taux de rétention de couple augmenté de 20 %) et les radiateurs 5G (réduction de température de 8 ℃), tout en conservant les propriétés électromagnétiques du substrat.
2. L’oxyde noir est-il le même que l’acier au carbone ?
L'oxyde noir est la couche d'oxyde de surface (Fe₃O₄) générée par le traitement chimique de l'acier au carbone, tandis que l'acier au carbone est un substrat en alliage fer-carbone (teneur en carbone de 0,02 % à 2,1 %). La résistance à la corrosion de l'acier au carbone traité est multipliée par 3 (comme les pièces standard GM 6190M), mais les propriétés mécaniques du substrat restent inchangées. Les deux sont dans une relation « substrat-revêtement ».
3.Quels sont quelques exemples d’oxydes de métaux ferreux ?
Les oxydes de métaux ferreux typiques comprennent la magnétite (Fe₃O₄, utilisée dans les matériaux magnétiques), le dioxyde de manganèse (MnO₂, cathode de batterie), le tétraoxyde de cobalt (Co₃O₄, cathode de batterie au lithium) et l'oxyde de nickel (NiO, catalyseur). Leur couleur sombre provient de la transition électronique dd des ions métalliques, qui possède à la fois une activité catalytique élevée et des propriétés électromagnétiques.
4. Qu'est-ce que le noircissement ?
Le noircissement est un processus dans lequel le métal subit une transformation chimique dans une solution alcaline de nitrate (135-145°C) pour former un film de Fe₃O₄. Le processus comprend un dégraissage par sablage (Ra=1,6-3,2 μm), une réaction d'immersion (5-15 minutes) et un traitement de scellement (huile antirouille déshydratée). Ce processus répond aux normes militaires (MIL-DTL-13924D), automobiles (GM 6190M) et autres pour assurer la prévention de la rouille, le matage et la modification fonctionnelle.

