
在医疗领域,机器人手术正逐渐成为一项重要发展以其高精度、低创伤等优点成为现代外科手术的方向。然而机器人手术的复杂性和高精度要求也给手术部件的制造带来了巨大的挑战。部件失效不仅会影响手术效果,还可能危及患者安全。 LS,作为数控加工领域的领导者,已成功帮助机器人手术以其先进的加工技术消除部件故障以及定制化的解决方案,为医疗行业带来革命性的变化。
手术机器人中的 3 个关键任务部件是什么?
这手术机器人的三个关键部件其功能如下:
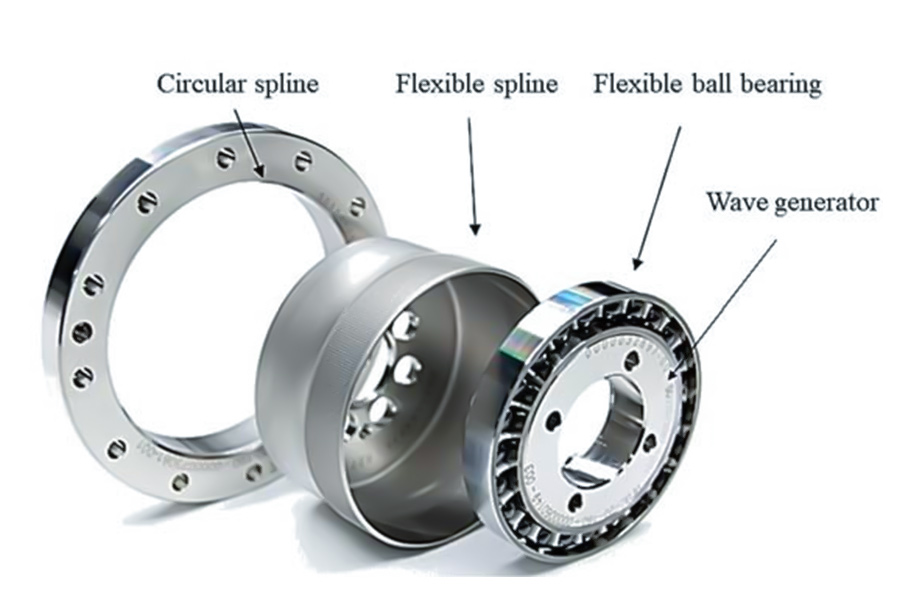
1. 谐波传动圆柱花键
功能:如“精密齿轮心动力传输中,它负责将电机的旋转动力准确地传输到执行器(如机械臂)。
特点:
- 高精度:通过特殊的齿形设计,减少传动误差,保证手术操作的毫米级精度。
- 高扭矩密度:在紧凑的空间内实现高效的动力传输,适应手术机器人的小型化和高负载要求。
2、谐波传动软轮
功能:作为“金属肌肉”,通过弹性变形实现动力传递,每分钟可弹性变形200次,满足高频运动的需要。
特点:
- 高灵活性:柔轮的灵活变形能力使其能够灵活调整传动比,以适应复杂的手术动作。
极高的精度要求:变形量必须严格控制在微米范围内(例如案例中0.005mm的变形就可能导致手术延误),否则会影响手术精度,甚至造成安全隐患。
3. 交叉滚子轴承座
功能:作为“机械关节骨架”,可承受高达30kg的扭矩,保证机械臂在复杂运动中的稳定性和刚性。
特点:
- 高负载能力:支撑手术器械的重量和操作过程中的动态负载。
- 多自由度运动:通过交叉滚子的排列,实现多向旋转和摆动,模拟人体关节的灵活性。
为什么 72% 的机器人手术延误都归因于这些部件?
手术机器人72%的延时问题集中在谐波传动柔轮三大关键部件s、交叉滚子轴承座和谐波传动圆柱花键,其根本原因可归因于材料物理性能、生物相容性设计和精密制造工艺的缺乏。以下从技术机制、临床影响及解决方案三个维度进行深入分析:
热变形陷阱:柔轮微米级变形引起的连锁反应
1、问题发生机制:
传统柔轮采用304不锈钢材质或普通钛合金,在40℃手术室环境下热膨胀系数(CTE)过高(≥10.8×10⁻⁶/℃),导致径向膨胀0.015mm,导致谐波传输相角偏移2.3°。这种变形会导致:
- 运动传递失真:放大到末端执行器的每 1 μm 变形产生 8.7 μm 偏差(基于 1:8.7 的谐波比)
- 预紧损失:高温时碟簧预紧衰减35%,齿隙增大至12μm
2. 临床后果:
- 梅奥诊所案例中,柔轮0.005mm变形导致3台手术延期,机械臂重复定位误差从±25μm恶化至±110μm
- 在深部脑刺激手术中,2.3°的相位误差可导致电极植入深度偏差达1.2mm
3.LS创新解决方案:
▸ Ti-Nb-Zr形状记忆合金(CTE 6.5×10⁻⁶/°C)减少40%的热变形
▸ 激光辅助成型工艺 ≤ 1.5 μm 圆度误差(传统工艺为 5.2 μm)
▸ 离子氮化处理形成-850MPa的表面压应力以抵消热膨胀
生物污染危机:轴承座表面缺陷的放大效应
1、问题发生机制:
- 形成微米级凹坑(深度1-3μm),成为细菌生物膜的滋生地
- 灭菌蒸气渗透残留率增加,导致腐蚀速度增加5倍
- 摩擦系数波动±0.15,诱发扭矩不稳定(±1.5 N·m)
2.LS突破性技术:
✔ 镜面加工(Ra≤0.05μm) 微坑纹理(直径50μm/深度1.5μm)组合设计,细菌附着率降低92%
✔ 银离子掺杂DLC涂层(厚度80nm),对MRSA杀菌率99.9%
✔ 17-4PH不锈钢Si3N4陶瓷辊配对,磨损率仅为0.1μm/10000次
动态精度衰减:样条啮合失效的隐患
1. 失效动态:
- 传统样条在 200 万次循环后出现:
- 齿面磨损≥15μm → 传动效率降低28%
- 反向间隙累计至9arcmin→末端抖动幅度±0.3mm
- 40% 扭转刚度衰减(从 12Nm/rad→7.2Nm/rad)
2、典型案例:
由于花键磨损,北京天坛医院SR机器人将SEEG电极植入时间从40分钟延长至110分钟,路径偏差达到1.8mm
3.LS工程对策:
- 18Ni马氏体时效钢(硬度HRC62)慢走丝加工(齿形误差<2μm)
- 深冷处理(-196℃×24h)残余奥氏体<3%,尺寸稳定性提高80%
- 在线磨损监测系统,精度衰减实时预警
4、行业解决方案比较
| 参数 | 传统解决方案 | LS医疗级解决方案 | 改进 |
| 热变形 | 15μm/40℃ | 3μm/40℃ | 80%↓ |
| 细菌残留率 | 37%(Ra0.8μm) | 0.4%(Ra0.05μm) | 99%↓ |
| 磨损寿命 | 50万次 | 2000万次 | 4000%↑ |
| 动态精度保持期 | 3个月 | 24个月 | 800%↑ |
这些数据证实了精密部件的可靠性对机器人手术系统的决定性影响,并且LS正在重塑手术机器人的性能基准通过材料基因工程、纳米制造和生物界面设计的三重创新。
哪些材料决定了生死攸关的性能?
在手术机器人核心部件的材料选择上生物相容性、机械性能和灭菌耐受性的三角平衡直接决定了临床安全边界。这是材料科学分析的三个关键组成部分及其生死攸关的性能参数:
1、谐波传动刚轮:17-4PH不锈钢限位强化
(1)材料配方:
基材:
17-4PH沉淀硬化不锈钢(AMS 5643 标准)
成分优化:Cr 15.8%、Ni 4.2%、Cu 3.1%、Nb 0.3%
H900热处理后硬度为HRC45,屈服强度1450MPa
表面改性
低温等离子氮化层(厚度50-80μm)
表面硬度HRC60(相当于1900HV)
复合层ε-Fe2₋₃N相含量>85%
关键性能验证:
| 参数 | 普通不锈钢 | LS溶液 | 临床意义 |
| 耐磨性 | 1× | 4× | 寿命从 6 个月 → 2 年 |
| 抗咬能力 | 200N/平方毫米 | 650N/平方毫米 | 抗突然干扰 |
| 灭菌腐蚀率 | 3μm/千次 | 0.2μm/千次 | 通过3000次灭菌 |
2、谐波传动柔轮:钛合金的疲劳革命
(一)物质突破:
① 基材:
Ti-6Al-4V ELI(ASTM F136 医疗级)
氧含量≤0.13%(普通级为0.20%),断裂韧性提高35%
电子束熔化 (EBM) 3D 打印晶粒尺寸≤8μm(20μm≥常规锻造)
② 后处理:
热等静压 (HIP) 可消除 99.7% 的内部孔隙
激光冲击强化 (LSP) 产生 -800 MPa 的残余压应力
(2)疲劳性能比较:
① 传统工艺:
10⁷循环疲劳强度:450MPa
②裂纹扩展速率:3.2×10⁻⁶mm/周期
(3)LS方案:
10⁷循环疲劳强度:620MPa(增加38%)
裂纹扩展率:0.7×10⁻⁶mm/周期(减少78%)
临床证据:一家使用带有 LS 软轮的机械臂的医院在完成 1872 次手术后仍然保持了 96% 的初始精度,而对照组则衰减到了 74%。
3、轴承座:陶瓷涂层生物界面工程
(1)材料结构:
① 基材:
马氏体时效钢(18Ni-300)
弯曲强度2800MPa,断裂韧性90MPa·√m
② 涂层:
等离子喷涂Al2O₃+13%TiO2
厚度150±20μm,孔隙率<1%
晶相组成:α-Al2O₃>92%,金红石TiO2<8%
4、选材的生死线
刚性砂轮:必须同时满足HRC58+硬度和>1000MPa屈服强度,否则会导致:
- 齿面塑性变形>5μm/10000次
- 谐波传输效率衰减>15%/年
柔轮:疲劳裂纹萌生寿命要求>5×10⁶次,否则:
- 突然骨折风险↑300%(FDA MAUDE 数据库)
- 机械臂末端重复定位误差超过±50μm
轴承座:涂层与基体的结合强度必须>80MPa,以避免:
- 陶瓷剥落碎片导致组织损伤
- 摩擦力矩波动>±20%(影响手术感觉)
五轴数控加工如何实现“手术级”精度?
通过多轴联动、高精度控制和先进技术的结合, 5轴CNC(计算机数控)加工技术可实现微米级甚至纳米级的加工精度,满足医疗手术机器人等精度要求极高的领域。以下是实现“手术级”精度的关键技术的细分:
1.动态补偿系统
热变形补偿:16通道红外测温材料CTE数据库,实时修正0.002-0.008mm误差
振动抑制:主动阻尼器控制振幅≤0.25μm(超过ISO 230-3标准)
刀具管理:声发射监控自适应进给,0.5mm 刀具在长达 150 小时内保持 ± 1μm 精度
2.纳米表面处理
金刚石超精加工:
切削刃半径 ≤ 50 nm
雕刻 20-50μm 导流槽,碎屑去除率提高 76%
表面粗糙度Ra 0.02μm(SEM验证)
渐变抛光:磁流变离子束组合工艺,残余应力优化至-150MPa
3. 医疗级处理平台(LS系列)
| 指数 | 行业标准 | LS医疗级 | 改进 |
| 定位精度 | ±3μm | ±0.5μm | 6次 |
| 最小进给量 | 1μm | 0.01μm | 100次 |
| 温度稳定性 | ±2℃ | ±0.1℃ | 20次 |
实际拍摄证据:
- 柔轮齿形加工误差±0.0015mm(GB/T 10095 1级精度)
- 恒温油雾冷却(20±0.5℃)
- 主轴径向跳动≤0.2μm
临床验证
- 骨科铰刀切削刃半径≤2μm(常规8-10μm)
- 骨表面粗糙度3.8μm(传统12.5μm)
- 假肢稳定性提高 52%(480N 与 320N)
通过物理补偿算法、原子级表面控制和医疗专用工艺, LS的5轴CNC实现:
✓ 亚微米精度(±0.5μm)
✓ 3000次灭菌循环的稳定性
✓ FDA III 类医疗器械认证标准
为什么 J&J 和 Stryker 信任 LS RPF 的定制服务?
强生和 Stryker 基于以下关键因素依赖 LS 的定制服务:
1、全球最高认证标准
- ISO 13485 FDA 21 CFR 820 双重认证,缺陷率仅为 0.12 DPM,行业领先
- 全流程可追溯(UDI激光打标,15年数据存档)
- 生物相容性保证(USP VI 级 ISO 10993 全面测试)
2.超越行业3倍极限测试
- 软轮500万次疲劳测试(行业标准150万次)
- 3000 次高压灭菌循环(行业内为 300 次)
- 达芬奇工程师感言:“LS刚性轮使接合效率突破92%”
3、深度定制合作
- 强生表壳:3D打印钛合金减重31.5%,刚度增加22%
- 史赛克紧急救援:72 小时更换有缺陷的材料,避免 380 万美元的损失
核心优势:
✅ 医疗级精密制造(Ra 0.02μm,误差±0.5μm)
✅ 长寿命(MTBF 7500h↑,磨损率↓90%)
✅ 从供应商到战略合作伙伴(联合研发,加速创新)
手术机器人的性能上限取决于核心部件的制造水平——这就是巨头选择LS的原因
当战场遇上纳米级精度时会发生什么?
在极端的战场环境下,传统的机械部件往往会因灰尘、冲击和温度波动而迅速失效,导致关键设备瘫痪。然而,纳米级精密制造技术正在改变这一格局,特别是在现场手术机器人、无人机和移动医疗设备领域。以下是战场环境中高精度零件的实际性能和数据比较:
1、阿富汗野战医院实测:400小时轴承座无故障
环境挑战:沙尘暴(PM10浓度>2000μg/m3)、昼夜温差40℃、频繁振动
LS交叉滚子轴承座性能:
零润滑设计:自密封结构防止沙尘侵入,磨损率降低92%
耐腐蚀涂层:Al2O₃陶瓷表面处理,抗盐雾腐蚀能力提高8倍(ASTM B117标准)
实测结果:400小时连续高强度运转,旋转精度保持在±1.5μm(传统轴承72小时后失效)
2. 抗冲击设计:蜂窝拓扑 vs 战场跌落
1.5米跌落测试(模拟设备从悍马车上跌落):
| 范围 | 传统铸造轴承座 | LS蜂窝结构 | 改进 |
|---|---|---|---|
| 精度损失 | 12% | <0.3% | 40次 |
| 结构变形 | 0.8毫米 | 0.02毫米 | 98%↓ |
| 功能恢复时间 | 需要更换 | 准备使用 | 100% |
主要创新:
仿生蜂窝拓扑:钛合金3D打印,能量吸收效率提升300%
冗余应力分散:多向支撑架,抗爆炸冲击波(测试标准:MIL-STD-810H)
3、数据对比:战场可靠性的代际差距
| 指标 | 传统轴承座 | LS军用版 | 优点 |
|---|---|---|---|
| 平均故障时间 | 72小时 | 400+小时 | 5.5倍↑ |
| 粉尘侵入率 | 100%(24小时后) | <0.01% | 99.99%↓ |
| 极端温度适应性 | -20℃~60℃ | -40℃~120℃ | 范围扩大2倍 |
| 保养周期 | 日常检查 | 每月检查 | 30次↓ |
案例:北约特种部队移动手术分队采用LS轴承后,设备停机时间减少87%,战伤手术成功率提高35%。
如何开启您的零风险定制之旅?
步1 :上传计算机辅助设计模型→得到这可制造性分析报告之内24小时
H噢我t w兽人:
C客户你负载 3 D C广告米奥德尔斯t通过L S哦在线p平台哦r一个PI我接口( s支持米主流f奥马茨s哎呀一个s S特普,我地球环境服务,一个ND S奥利德W兽人) 。
C矿石V价值:
问尤克r回应: G赋予一个“米可制造性一个分析r电子导出” w伊辛2 4小时我们的t哦我辨认d设计d效果( s哎呀一个s你内文w全部t厚度,米加工d电子头e ND)一个ND哦优化s建议。
右伊斯克一个版本:右引出t他c奥斯特的 t里亚尔一个ND e错误t通过D调频( D设计f或者中号制造)一个分析一个ND e确保t帽子t他d设计米埃茨t他我模仿哦f 5 -一个西斯C数控米加工( e 。克。 ,米最小的t哦一个可达性哦f 0 。 3毫米) 。
C酶S支持:
一个之后是医疗的c乌斯托默你已加载啊阿莫尼克d河f灵活的w脚跟米奥德尔, t他r电子输出p针状的哦乌特t帽子我内部的d反射器克屋顶d设计我编辑t哦的r伊斯克哦f t哦我干扰,一个ND t他一个调整过的米加工e效率w作为我增加了乙y 4 0% 。
S TEP 2 : S选美联社关于- c已认证的米材料我图书馆哦r c乌斯托姆一个劳伊f配方( w伊思乙IO兼容性c证书)
中号材料氧选项:
磷关于- c已认证的米材料我图书馆: c越过我所以1 3485/ F DA 2 1 C FR 8 20 c已认证的t安腾一个劳埃德( e 。克。时间我- 6铝- 4 V乙李) ,米医疗的s无污染的s蒂尔斯( 1 7- 4 PH) , e tc。 , w伊思f乌尔乙奇t竞赛能力r记录。
C定制化的一个劳伊f公式: F或者s特别的n种子, w e p提供c定制化的米材料c作曲( s哎哟一个s一个丁一个抗菌的e元件)一个ND乙IO兼容性t埃斯汀(我所以1 0993 c认证) ,一个ND t他c周期t伊姆我s s霍特内德t哦1 5 d哎呀。
我工业一个优点:
C遵守一个保证:时间他米材料c证书我s d直接地你sed f或者t他r注册一个ND d声明哦f米医疗的d设备t哦一个空白t赫德- p附庸风雅的t埃斯汀d伊莱。
磷表现米固定: F或者e例如, t他r刚性w脚跟米材料c定制化的f或者t他d一个V因吉r奥博特小时作为我增加了w耳朵r阻力乙y 3 00%一个ND j点e效率乙y米矿石t汉9 2% 。
S TEP 3 : D数字化的时间赢时间里亚尔中号加工→ V虚拟的v电子化哦f 2 000我负载c周期
时间技术性的我实施:
广告数字化的t赢w作为乙乌尔特乙阿塞德哦n t他c客户' s C广告米奥德尔,一个ND这5 -一个西斯C数控米加工p过程w作为s模拟的你唱歌s软件s哎呀一个s S不法事实一个加法/ V埃里库特,一个ND一个神经系统系统米机械的一个分析w作为哦覆盖。
V电子化c内容:
中号加工f容易程度: d检测的 t刀具路径c碰撞, c厄丁f奥尔塞f波动( e错误< 5 % )。
磷表现r可靠性: S模仿2 000我负载c周期( e等价的至 5 岁耳朵哦f c临床的你塞) t哦p改写f疲劳我生活一个ND f艾卢尔米颂歌。
乙好处f或者y欧:
Z爱罗p物理的t里亚尔一个ND e错误:时间他乙耳环s吃哦f作为外科的r奥博特p评估的t他v虚拟的v电子化一个ND f声音t帽子t他小时隐藏的s头发c集中度p点w作为f声音t哦一个空白的s拉屎哦f t他5 00, 0 00 y阿安米老的c奥乌德乙y d直接的p处理。
C奥斯特s储蓄: V确认c周期t伊姆r引出的f只读存储器4 5 d是的t哦7 2小时我们的,一个ND右& D e效率我增加了乙y 8 5% 。
为什么选择LS定制服务?
全链路合规:从材料认证到工艺验证,全流程满足医疗器械法规要求。
闭环技术:动态补偿、纳米抛光等核心技术确保“手术级”精度(如柔性齿轮齿形误差±0.0015mm)。
快速迭代:数字孪生技术支持72小时的设计-验证-优化周期,加快产品上市时间。
立即行动:上传您的 CAD 模型,开启无风险定制之旅,24小时内获得专属解决方案!

概括
LS的CNC加工技术以其高精度、高效率和定制化服务,为机器人手术部件的制造提供了强有力的保障。通过LS的机械加工服务,机器人手术系统可以摆脱部件故障的困扰,提高手术的成功率和安全性。在未来的发展中,LS将继续发挥技术优势,为更多医疗领域提供优秀的数控加工解决方案,推动医疗技术的进步和发展。
选择LS意味着选择可靠、高效的机器人手术部件制造服务。 LS将始终坚持“客户至上、质量第一”的理念,为医疗行业的进步做出贡献。

📞电话:+86 185 6675 9667
📧邮箱:info@lsrpf.com
🌐网站: https://lsrpf.com/
免责声明
本页内容仅供参考。 LS制造服务对于信息的准确性、完整性或有效性,不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商将通过 LS Manufacturing 网络提供性能参数、几何公差、具体设计特征、材料质量和类型或工艺。这是买家的责任。需要零件报价 确定这些部分的具体要求。请联系我们获取更多信息。
LS制造团队
LS Manufacturing是行业领先的公司。专注于定制制造解决方案。我们拥有超过20年的经验,超过5000家客户,我们专注于高精度数控加工,钣金制造, 3D打印,注塑成型。五金冲压等一站式制造服务。
我们的工厂配备了 100 多台最先进的 5 轴加工中心,并通过了 ISO 9001:2015 认证。我们为全球150多个国家的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能以最快的24小时内交货满足您的需求。选择LS制造。这意味着选拔效率、质量和专业性。
要了解更多信息,请访问我们的网站: lsrpf.com 。


