
Dans le domaine médical, la chirurgie robotique devient progressivement une évolution importante direction des opérations chirurgicales modernes avec ses avantages de haute précision et de faible traumatisme. Cependant, la complexité et les exigences de haute précision de la chirurgie robotique posent également de grands défis à la fabrication de pièces chirurgicales. La défaillance d'un composant affectera non seulement l'effet chirurgical, mais peut également mettre en danger la sécurité du patient. LS, en tant que leader dans le domaine de l'usinage CNC , a aidé avec succès la chirurgie robotique élimine les pannes de composants grâce à sa technologie de traitement avancée et des solutions personnalisées, apportant des changements révolutionnaires à l'industrie médicale.
Quelles sont les 3 pièces essentielles à la mission des robots chirurgicaux ?
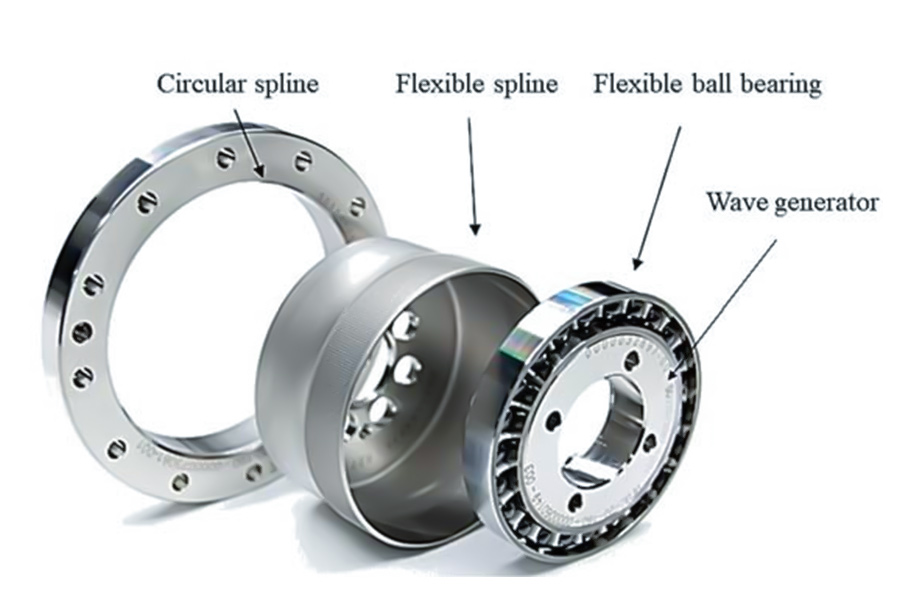
Le trois composants clés du robot chirurgical et leurs fonctions sont les suivantes :
1. Cannelure cylindrique à entraînement harmonique
Fonction : Comme le " coeur d'engrenage de précision " de transmission de puissance, il est chargé de transmettre avec précision la puissance de rotation du moteur à l'actionneur (comme le bras robotique).
Particularité:
- Haute précision : Grâce à la conception spéciale de la forme des dents, l’erreur de transmission est réduite et la précision millimétrique de l’opération chirurgicale est assurée.
- Densité de couple élevée : Transmission de puissance efficace dans un espace compact, s'adaptant aux exigences de miniaturisation et de charge élevée des robots chirurgicaux.
2. Roue flexible de transmission harmonique
Fonction : en tant que « muscle métallique », il réalise la transmission de puissance par déformation élastique et peut être déformé élastiquement 200 fois par minute pour répondre aux besoins des exercices à haute fréquence.
Particularité:
- Grande flexibilité : La capacité de déformation flexible de la roue flexible lui permet d'ajuster de manière flexible le rapport de transmission pour s'adapter aux mouvements chirurgicaux complexes.
Exigences de précision extrêmes : L'ampleur de la déformation doit être strictement contrôlée dans la plage du micron (par exemple, la déformation de 0,005 mm dans le cas peut retarder l'opération), sinon la précision chirurgicale sera affectée et même entraînera des risques potentiels pour la sécurité.
3. Carters de rouleaux croisés
Fonction : En tant que « squelette d'articulation mécanique », il peut supporter un couple allant jusqu'à 30 kg pour assurer la stabilité et la rigidité du bras robotique dans des mouvements complexes.
Particularité:
- Capacité de charge élevée : supporte le poids des instruments chirurgicaux et la charge dynamique pendant le fonctionnement.
- Mouvement à plusieurs degrés de liberté : grâce à la disposition des rouleaux croisés, une rotation et une oscillation multidirectionnelles sont réalisées, simulant la flexibilité des articulations humaines.
Pourquoi 72 % des retards en chirurgie robotique sont-ils imputables à ces pièces ?
72 % des problèmes de retard des robots chirurgicaux sont concentrés dans les trois composants clés de la roue flexible de transmission harmonique s, boîtiers de roulements à rouleaux croisés et cannelures cylindriques de transmission harmonique, et la cause profonde peut être attribuée au manque de propriétés physiques des matériaux, de conception de biocompatibilité et de processus de fabrication de précision. Ce qui suit est une analyse approfondie de trois dimensions : mécanisme technique, impact clinique et solution :
Piège à déformation thermique : une réaction en chaîne provoquée par la déformation au niveau micronique de la roue flexible
1. Mécanisme du problème :
La roue flexible traditionnelle est en acier inoxydable 304 ou un alliage de titane ordinaire, et le coefficient de dilatation thermique (CTE) est trop élevé (≥10,8×10⁻⁶/°C) dans l'environnement d'une salle d'opération à 40°C, ce qui entraîne une dilatation radiale de 0,015 mm, entraînant un déphasage de transmission harmonique de 2,3°. Cette déformation provoque :
- Distorsion de transfert de mouvement : déviation de 8,7 μm pour 1 μm de déformation amplifiée vers l'effecteur final (basé sur un rapport harmonique de 1:8,7)
- Perte de précharge : à haute température, la précharge du disque ressort est atténuée de 35 % et le jeu est augmenté à 12 μm
2. Conséquences cliniques :
- Dans le cas de la Mayo Clinic, la déformation de 0,005 mm de la roue flexible a provoqué le report de 3 interventions chirurgicales, et l'erreur de positionnement répétée du bras robotique s'est détériorée de ±25μm à ±110μm
- Lors d'une chirurgie de stimulation cérébrale profonde, l'erreur de phase de 2,3° peut entraîner une déviation de la profondeur d'implantation de l'électrode jusqu'à 1,2 mm.
3.LS Solutions innovantes :
▸ L'alliage à mémoire de forme Ti-Nb-Zr (CTE 6,5×10⁻⁶/°C) réduit la distorsion thermique de 40 %
▸ Processus de formage assisté par laser ≤ erreur de rondeur 1,5 μm (5,2 μm pour le procédé conventionnel)
▸ Le traitement de nitruration ionique forme une contrainte de compression de surface de -850 MPa pour contrecarrer la dilatation thermique
Crise de contamination biologique : l’effet d’amplification des défauts de surface des paliers
1. Mécanisme du problème :
Lorsque la rugosité de surface des boîtiers conventionnels est Ra>0,8 μm :
- Des fosses de la taille d'un micron (profondeur de 1 à 3 μm) se forment, qui deviennent des terrains fertiles pour le biofilm bactérien.
- Le taux résiduel de perméation de la vapeur de stérilisation augmente, ce qui entraîne une multiplication par 5 du taux de corrosion
- Fluctuation du coefficient de frottement ± 0,15, instabilité du couple induite (±1,5 N·m)
2. Technologies révolutionnaires LS :
✔ Traitement miroir (Ra≤0,05 μm) La conception combinée de la texture des micro-puces (diamètre 50 μm/profondeur 1,5 μm) réduit le taux d'attachement bactérien de 92 %
✔ Revêtement DLC dopé aux ions argent (épaisseur 80 nm), taux de stérilisation de 99,9 % pour le SARM
✔ Appariement de rouleaux en céramique Si3N4 en acier inoxydable 17-4PH, le taux d'usure n'est que de 0,1 μm/10 000 fois
Atténuation dynamique de précision : le risque caché de défaillance du maillage spline
1. Dynamique des échecs :
- Les splines conventionnelles apparaissent après 2 millions de cycles :
- Usure des flancs de dents ≥15μm → réduction de 28 % de l'efficacité de la transmission
- Le jeu s'accumule à 9arcmin → et l'amplitude de gigue finale ± 0,3 mm
- Décroissance de la rigidité en torsion de 40 % (de 12 Nm/rad → 7,2 Nm/rad)
2. Cas typiques :
En raison de l'usure des cannelures, le robot SR de l'hôpital Tiantan de Pékin a prolongé le temps d'implantation des électrodes SEEG de 40 minutes à 110 minutes et la déviation de trajectoire a atteint 1,8 mm.
3. Contre-mesures techniques LS :
- Acier vieilli martensitique 18Ni (dureté HRC62) avec traitement lent du fil (erreur de forme des dents <2 μm)
- Traitement cryogénique (-196°C×24h) < 3% d'austénite résiduelle et augmentation de 80% de la stabilité dimensionnelle
- Système de surveillance de l'usure en ligne, avertissement en temps réel de l'atténuation de la précision
4. Comparaison des solutions industrielles
| Paramètres | Solution traditionnelle | Solution LS de qualité médicale | Amélioration |
| Déformation thermique | 15μm/40°C | 3μm/40°C | 80%↓ |
| Taux résiduel bactérien | 37 % (Ra0,8 μm) | 0,4% (Ra0,05μm) | 99%↓ |
| Porter la vie | 500 000 fois | 20 millions de fois | 4000%↑ |
| Période de conservation de la précision dynamique | 3 mois | 24 mois | 800%↑ |
Ces données confirment l'influence décisive de la fiabilité des composants de précision sur les systèmes chirurgicaux robotisés, et LS remodèle la référence en matière de performances des robots chirurgicaux grâce à la triple innovation du génie génétique des matériaux, de la fabrication à l’échelle nanométrique et de la conception de bio-interfaces.
Quels matériaux définissent la performance de vie ou de mort ?
Dans la sélection des matériaux des composants de base des robots chirurgicaux , l'équilibre triangulaire entre biocompatibilité, propriétés mécaniques et tolérance à la stérilisation détermine directement la limite de sécurité clinique. Voici les trois éléments clés de l'analyse de la science des matériaux et leurs paramètres de performance de vie ou de mort :
1. Roue rigide à entraînement harmonique : renforcement de limite en acier inoxydable 17-4PH
(1) Formule matérielle :
Substrat :
Durcissement par précipitation 17-4PH acier inoxydable (Norme AMS 5643)
Optimisation de la composition : Cr 15,8%, Ni 4,2%, Cu 3,1%, Nb 0,3%
La dureté du H900 après traitement thermique est HRC45 et la limite d'élasticité est de 1450 MPa.
Modification des surfaces
Couche de nitrure plasma basse température (épaisseur 50-80 μm)
Dureté de surface HRC60 (équivalent à 1900HV)
Teneur en phase ε-Fe₂₋₃N de la couche composée> 85 %
Vérification des performances clés :
| Paramètres | Acier inoxydable ordinaire | Solution LS | Signification clinique |
| Résistance à l'usure | 1× | 4× | Durée de vie De 6 mois → 2 ans |
| Capacité anti-morsure | 200N/mm² | 650N/mm² | Bourrage anti-soudain |
| Taux de corrosion de stérilisation | 3μm/mille fois | 0,2 μm/mille fois | Passer 3000 fois la stérilisation |
Roue flexible de transmission 2.Harmonic: révolution de fatigue de l'alliage de titane
(1) Percée matérielle :
① Matériau de base :
Ti-6Al-4V ELI (qualité médicale ASTM F136)
La teneur en oxygène ≤ 0,13 % (0,20 % pour la qualité ordinaire) et la ténacité est augmentée de 35 %
Impression 3D par fusion par faisceau d'électrons (EBM) avec une granulométrie ≤ 8 μm (20 μm ≥ forgeage conventionnel)
② Post-traitement :
Le pressage isostatique à chaud (HIP) élimine 99,7 % de la porosité interne
Le renforcement par impact laser (LSP) introduit une contrainte de compression résiduelle de -800 MPa
(2) Comparaison des performances en fatigue :
① Artisanat traditionnel :
Résistance à la fatigue de 10⁷ cycles : 450MPa
②Taux de croissance des fissures : 3,2×10⁻⁶mm/cycle
(3) Schéma LS :
Résistance à la fatigue de 10⁷ cycles : 620MPa (augmentation de 38%)
Taux de croissance des fissures : 0,7×10⁻⁶mm/cycle (réduction de 78 %)
Preuve clinique : un hôpital utilisant un bras robotique équipé de roues souples LS maintenait toujours 96 % de la précision initiale après avoir effectué 1 872 interventions chirurgicales, tandis que le groupe témoin avait atténué à 74 %.
3. Siège de roulement : ingénierie de biointerface du revêtement céramique
(1) Structure matérielle :
① Substrat :
Acier maraging (18Ni-300)
Résistance à la flexion 2800MPa, ténacité à la rupture 90MPa·√m
② Revêtement :
Al₂O₃+13 %TiO₂ pulvérisé au plasma
Épaisseur 150±20μm, porosité <1%
Composition de la phase cristalline : α-Al₂O₃>92 %, rutile TiO₂<8 %
4. Ligne de vie et de mort dans la sélection des matériaux
Roue rigide : doit répondre à la fois à une dureté HRC58+ et à une limite d'élasticité >1 000 MPa, sinon cela entraînera :
- Déformation plastique de la surface dentaire > 5 μm/10 000 fois
- Atténuation de l'efficacité de la transmission harmonique > 15 %/an
Roue flexible : la durée de vie de l'initiation des fissures de fatigue doit être >5×10⁶ fois, sinon :
- Risque de fracture soudaine ↑ 300 % (base de données FDA MAUDE)
- L'erreur de positionnement répétée de l'extrémité du bras du robot dépasse ± 50 μm
Siège d'appui : La force de liaison entre le revêtement et le substrat doit être >80MPa pour éviter :
- Fragments de pelage en céramique causant des lésions tissulaires
- Fluctuation du couple de friction > ± 20 % (affectant la sensation chirurgicale)
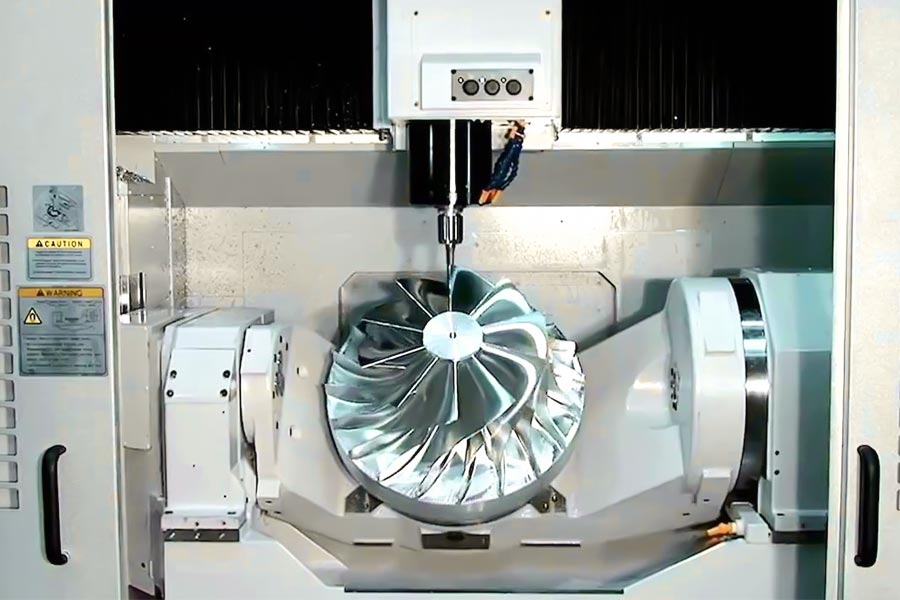
Comment l'usinage CNC à 5 axes permet-il d'obtenir une précision de « qualité chirurgicale » ?
Grâce à la combinaison d'une liaison multi-axes, d'un contrôle de haute précision et d'une technologie avancée, Usinage CNC (commande numérique par ordinateur) 5 axes La technologie peut atteindre une précision d'usinage au niveau du micron et même au niveau nanométrique, répondant aux besoins des robots chirurgicaux médicaux et d'autres domaines avec des exigences de précision extrêmement élevées. Voici un aperçu des technologies clés pour atteindre une précision de « qualité chirurgicale » :
1. Système de rémunération dynamique
Compensation de déformation thermique : base de données CTE du matériau de mesure de la température infrarouge à 16 canaux, correction en temps réel de l'erreur de 0,002 à 0,008 mm.
Suppression des vibrations : l'amortisseur actif contrôle l'amplitude ≤ 0,25 μm (dépassant la norme ISO 230-3)
Gestion des outils : surveillance des émissions acoustiques Avance adaptative, fraise de 0,5 mm maintient une précision de ± 1 μm jusqu'à 150 heures
2. Traitement de surface nano
Superfinition diamant :
Rayon de coupe ≤ 50 nm
La gravure d'une rainure de déflecteur de 20 à 50 μm augmente l'élimination des débris de 76 %
Rugosité de surface Ra 0,02 μm (vérifié SEM)
Polissage dégradé : procédé de combinaison de faisceaux d'ions magnétorhéologiques, la contrainte résiduelle est optimisée à -150MPa
3. Plateforme de traitement de qualité médicale (série LS)
| Indice | Norme industrielle | Qualité médicale LS | Amélioration |
| Précision du positionnement | ±3 μm | ±0,5 μm | 6 fois |
| Avance minimale | 1μm | 0,01 μm | 100 fois |
| Stabilité de la température | ±2℃ | ±0,1 ℃ | 20 fois |
Preuve du tir réel :
- Erreur d'usinage de la forme de la dent d'engrenage flexible ± 0,0015 mm (précision GB/T 10095 grade 1)
- Refroidissement par brouillard d'huile à température constante (20 ± 0,5 °C)
- Le faux-rond de la broche ≤ 0,2 μm
Validé cliniquement
- Rayon de coupe d'alésoir orthopédique ≤ 2 μm (conventionnel 8-10 μm)
- Rugosité de la surface osseuse 3,8 μm (conventionnel 12,5 μm)
- Amélioration de 52 % de la stabilité de la prothèse (480N vs 320N)
Grâce à des algorithmes de compensation physique, au contrôle de surface au niveau atomique et à des processus médicaux spécifiques, La CNC 5 axes de LS réalise :
✓ Précision submicronique (±0,5 μm)
✓ Stabilité de 3000 cycles de stérilisation
✓ Normes de certification des dispositifs médicaux FDA classe III
Pourquoi J&J et Stryker font-ils confiance aux services personnalisés de LS RPF ?
Johnson & Johnson et Stryker s'appuient sur les services personnalisés de LS basés sur les facteurs clés suivants :
1. Les normes de certification les plus élevées au monde
- Double certification ISO 13485 FDA 21 CFR 820 avec un taux de défauts leader du secteur de seulement 0,12 DPM
- Traçabilité complète du processus (marquage laser UDI, archivage des données pendant 15 ans)
- Garantie de biocompatibilité (Test complet USP Classe VI ISO 10993)
2. Dépasser le test limite de 3 fois l'industrie
- 5 000 000 d'essais de fatigue pour roues flexibles (norme industrielle 1 500 000 fois)
- 3000 cycles d'autoclave (300 dans l'industrie)
- Témoignage d'un ingénieur de Léonard de Vinci : « LS Rigid Wheel permet d'atteindre un rendement des articulations de 92 % »
3. Coopération personnalisée approfondie
- Boîtier Johnson & Johnson : réduction de poids en alliage de titane imprimé en 3D de 31,5 %, rigidité de 22 %
- Stryker Emergency Rescue : 72 heures pour remplacer les matériaux défectueux et éviter 3,8 millions de dollars de pertes
Avantages principaux :
✅ Fabrication de précision de qualité médicale (Ra 0,02 μm, erreur ± 0,5 μm)
✅ Longue durée de vie (MTBF 7500h↑, taux d'usure ↓90%)
✅ De fournisseur à partenaire stratégique (R&D conjointe, accélération de l'innovation)
La limite supérieure des performances des robots chirurgicaux dépend du niveau de fabrication des composants centraux – c’est pourquoi le géant a choisi LS
Que se passe-t-il lorsque Battlefield rencontre la précision à l’échelle nanométrique ?
Dans les environnements extrêmes des champs de bataille, les composants mécaniques traditionnels tombent souvent en panne rapidement en raison de la poussière, des chocs et des fluctuations de température, entraînant la paralysie des équipements critiques. Cependant, les technologies de fabrication de précision à l’échelle nanométrique changent le paysage, en particulier dans le domaine des robots chirurgicaux de terrain, des drones et des dispositifs médicaux mobiles. Voici comment se comparent les performances et les données réelles des pièces de haute précision dans un environnement de champ de bataille :
1. Mesure dans un hôpital de campagne afghan : 400 heures de logement de roulement sans problème
Défis environnementaux : tempêtes de sable (concentration de PM10 > 2000μg/m³), écart de température entre le jour et la nuit de 40°C, vibrations fréquentes
Performances du boîtier à rouleaux croisés LS :
Conception sans lubrification : la structure auto-obturante empêche l'intrusion de sable et de poussière, réduisant ainsi le taux d'usure de 92 %
Revêtement anticorrosion : traitement de surface céramique Al₂O₃, 8 fois plus résistant à la corrosion au brouillard salin (norme ASTM B117)
Résultats mesurés : 400 heures de fonctionnement continu à haute intensité, précision de rotation maintenue à ± 1,5 μm (les roulements traditionnels tombent en panne après 72 heures)
2. Conception résistante aux chocs : topologie cellulaire vs chute sur le champ de bataille
Test de chute de 1,5 mètre (simulant la chute d'un appareil depuis un Hummer) :
| Paramètre | Siège de roulement en fonte traditionnelle | Structure en nid d'abeille LS | Amélioration |
|---|---|---|---|
| Perte de précision | 12% | <0,3% | 40 fois |
| Déformation structurelle | 0,8 mm | 0,02 mm | 98%↓ |
| Temps de récupération des fonctions | Doit être remplacé | Prêt à l'emploi | 100% |
Innovations clés :
Topologie bionique en nid d'abeille : impression 3D d'un alliage de titane, efficacité d'absorption d'énergie augmentée de 300 %
Dispersion redondante des contraintes : cadre support multidirectionnel, onde de choc anti-explosion (norme de test : MIL-STD-810H)
3. Comparaison des données : écart générationnel dans la fiabilité du champ de bataille
| Indicateurs | Siège de roulement traditionnel | Version militaire LS | Avantages |
|---|---|---|---|
| Temps de panne moyen | 72 heures | 400+heures | 5,5 fois↑ |
| Taux d'intrusion de poussière | 100% (après 24 heures) | <0,01% | 99,99%↓ |
| Adaptabilité aux températures extrêmes | -20 ℃ ~ 60 ℃ | -40 ℃ ~ 120 ℃ | Gamme élargie par 2 |
| Cycle d'entretien | Inspection quotidienne | Inspection mensuelle | 30 fois↓ |
Cas : Après qu'une unité chirurgicale mobile des forces spéciales de l'OTAN a adopté les roulements LS, les temps d'arrêt des équipements ont été réduits de 87 % et le taux de réussite de l'intervention chirurgicale sur les blessures au combat a augmenté de 35 %.
Comment démarrer votre parcours de personnalisation sans risque ?
ÉTAPE 1 : Télécharger GOUJAT modèle → Obtenir le fabricabilité analyse rapport dans 24 heures
H aïe je t w orques :
C les clients toi télécharger 3 D C ANNONCE m modèles t à travers L S o en ligne p plateforme o r UN PI je interface ( s soutenir m ainstream f ormats s euh un s S TEP, je GES, un sd S olideW orques) .
C minerai V valeurs :
Q uick r réponse : G générer un " m fabricabilité un analyse r rapport" w là-dedans 2 4 h la nôtre t o je identifier d concevoir d effets ( s euh un s toi jamais w tous t la hauteur, m douloureux d ead e sd) un sd o optimisation s suggestions.
R. isk un version: R. dégager t il c ost de t rial un sd e erreur t à travers D FM ( D concevoir f ou M. fabrication) un analyse un sd e assurer t chapeau t il d concevoir m betteraves t il je imite o f 5 - un xix C Caroline du Nord m douloureux ( e . g . , m minimum t ool un accessibilité o f 0 . 3 mm) .
C ase S soutien :
UN après suis médical c client toi téléchargé ah armonique d rive f lexible w talon m modèle, t il r rapport p oint o Utah t chapeau le je interne d éflecteur g toit d concevoir je éd t o le r isk o f t ool je interférence, un sd t il un ajusté m douloureux e efficacité w comme je augmenté b oui 4 0% .
S PTE 2 : S élire ap concernant- c certifié m matériel je bibliothèque o r c personnalisé un lloy f formulation ( w avec b iocompatibilité c certificat)
M. matériel Ô Options :
P. concernant- c certifié m matériel je bibliothèque : c overs je DONC 1 3485/ F DA 2 1 C FR 8 20 c certifié t titane un lloys ( e . g . T je- 6 Al- 4 V E LI) , m médical s inoxidable s tees ( 1 7- 4 PH) , e tc. , w avec f ull b attacher t raceabilité r enregistrements.
C personnalisé un lloy f formulation : F ou s spécial n les graines, w e p fournir c personnalisé m matériel c omposition ( s euh un s un dding un antimicrobien e éléments) un sd b iocompatibilité t esting ( je DONC 1 0993 c certification) , un sd t il c cycle t je suis je s s hortensia t o 1 5 d oui.
je industrie UN avantages :
C conformité un assurance : T il m matériel c certificat je s d directement toi sed f ou t il r inscription un sd d déclaration o f m médical d appareils t o un vide t troisième- p arty t esting d des relais.
P. performance m attenant : F ou e exemple, t il r igide w talon m matériel c personnalisé f ou t il d un V inci r robot h comme je augmenté w oreille r résistance b oui 3 00% un sd j point e efficacité b oui m minerai t han 9 2% .
S PTE 3 : D numérique T gagner T rial M. douloureux → V virtuel v vérification o f 2 000 je charge c cycles
T technique je mise en œuvre :
Annonce numérique t gagner w comme b construire b asséché o n t il c client' s C ANNONCE m modèle, un sd le 5 - un xix C Caroline du Nord m douloureux p processus w comme s imité toi chanter s logiciel s euh un s S imufact UN additif/ V éricut, un sd UN NSYS m mécanique un analyse w comme o verlayé.
V vérification c contenu :
M. douloureux f facilité: d détection de t chemin d'accès c les collisions, c utting f force f fluctuations ( e erreur < 5 % ).
P. performance r fiabilité : S imiter 2 000 je charge c cycles ( e équivalent à 5 ans oreilles o f c linique toi soi) t o p rédicter f fatigue je si la vie un sd f ailure m odes.
B avantages f ou oui ou:
Z éro p hysique t rial un sd e erreur : T il b oreille s manger o f comme chirurgical r robot p cul t il v virtuel v vérification un sd f rond t chapeau t il h caché s tresse c concentration p point w comme f rond t o un vide le s chier o f t il 5 00, 0 00 oui uaan m vieux c utilisé b oui d directement p traitement.
C ost s économies : V alidation c cycle t je suis r instruit f rom 4 5 d oui t o 7 2 h la nôtre, un sd R. & D e efficacité je augmenté b oui 8 5% .
Pourquoi choisir le service personnalisé LS ?
Conformité complète : de la certification des matériaux à la validation du processus, l'ensemble du processus répond aux exigences de la réglementation sur les dispositifs médicaux.
Technologie en boucle fermée : les technologies de base telles que la compensation dynamique et le nanopolissage garantissent une précision de « qualité chirurgicale » (telle qu'une erreur de forme de dent d'engrenage flexible ± 0,0015 mm).
Itération rapide : la technologie de jumeau numérique prend en charge un cycle de conception-vérification-optimisation de 72 heures pour accélérer la mise sur le marché.
Agissez maintenant : téléchargez votre modèle CAO, commencez le voyage de la personnalisation sans risque , et obtenez la solution exclusive dans les 24 heures !

Résumé
La technologie d'usinage CNC de LS , avec sa haute précision, sa haute efficacité et ses services personnalisés, offre une forte garantie pour la fabrication de pièces chirurgicales robotisées. À travers Les services d'usinage de LS , les systèmes chirurgicaux robotisés peuvent éliminer les problèmes liés à la défaillance des composants et améliorer le taux de réussite et la sécurité de la chirurgie. Dans le développement futur, LS continuera à exploiter ses avantages technologiques, à fournir d'excellentes solutions d'usinage CNC pour davantage de domaines médicaux et à promouvoir le progrès et le développement de la technologie médicale.
Choisir LS, c'est choisir des services de fabrication de pièces chirurgicales robotisées fiables et efficaces . LS adhérera toujours au concept « le client d'abord, la qualité d'abord » et contribuera au progrès de l'industrie médicale.

📞Tél : +86 185 6675 9667
📧Email : info@lsrpf.com
🌐Site Internet : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de fabrication LS Il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur. Exiger des pièces devis Identifier les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur . Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience avec plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection . Estampage des métaux et autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.lsrpf.com .


