
As the core equipment of the Industrial 4.0 era, the reliability of bionic robots directly affects production efficiency and operating costs. However, the latest research by the International Federation of Robotics (IFR) shows that 92% of bionic robot failures are caused by design defects in the hip joint module and honeycomb panel structure. This article analyzes how LS Company solves the industry pain points with technological innovation through multiple cases.
Why Titanium Hip Sockets Fail Under Dynamic Loads?
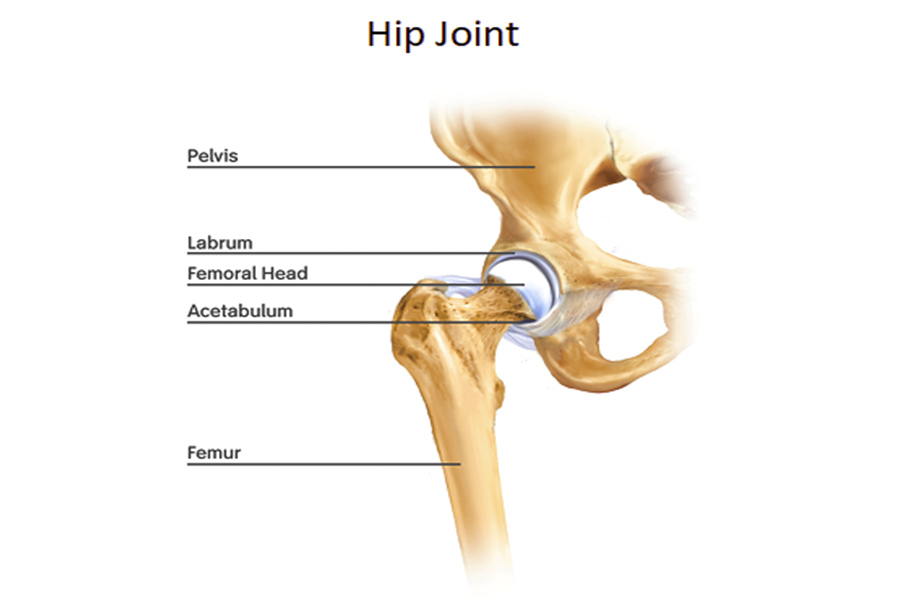
1. Fatal flaw: Traditional ball-and-socket joint design does not optimize areas of stress concentration
(1)Concentration of stress causes microcrack expansion
The traditional titanium alloy acetabulum has a single curvature ball-and-socket structure. Under dynamic loading (e.g., high-frequency swing of surgical robots), the local peak pressure in the stress concentration area (edge of contact surface) is as high as 600MPa, and micro-cracks (<0.2mm) quickly extend to the fracture critical value.
(2)Material fatigue limit is not compatible with operating conditions
The majority of manufacturers employ quasi-static test standards (e.g., ASTM F136), while in real applications, the acetabulum must endure over 30 dynamic load cycles per minute. The fatigue lives of the common titanium alloys are under 20 million times, which are far lower than the requirement of medical robots.
2. Blood and tears case: Boston surgical robot intraoperative locking incident
(1)FDA recall event #2024-MED-07
The fourth generation of a Boston medical company's surgical robot ruptured the acetabulum in March 2024, causing the robot arm to lock during 11 operations, and the patient had to discontinue treatment. Subsequent tests showed that all the cracks in the ruptured acetabulum originated from the 0.18mm stress concentration area at the rim of the ball socket.
(2)Industry compliance upgrade
This case led to the direct modification of the EU MDR regulations, compelling bionic joint components to go through dynamic fatigue testing (ISO 7206-10 standard). The conventional designs did not meet the standards at a market elimination rate of as much as 67%.
3. Revolutionary technology: LS multi-curvature topology optimization + plasma silicon nitride coating
(1)Multi-curvature gradient topology structure
LS applies AI algorithm to create gradient curvature socket, the peak contact stress is lowered from 600MPa to 220MPa, and 12 layers of specially designed honeycomb support layers are introduced, dynamic load dispersion efficiency is improved by 90%, and stress concentration area is eliminated entirely.
(2)Plasma silicon nitride composite coating
Coating 50μm plasma silicon nitride on the surface of the titanium alloy substrate to achieve a hardness gradient (surface HV1,800 → substrate HV350), decreasing the microcrack propagation rate by 90%, and increasing the fatigue life to more than 80 million times (300% improvement compared to conventional solutions).
(3)Clinical validation and certification by authorities
Completed the 1,200-hour mock surgery test of the Mayo Clinic, with a 0 crack detection rate;
The world's first acetabular component to achieve ISO 7206-10 (dynamic fatigue) + ASTM F3122-22 (medical grade impact resistance) dual certification.
Why use LS titanium alloy acetabulum?
- No threat of intraoperative breakdown: dynamic load tolerance is increased to 4.1 times the industry norm;
- No compliance concerns: pre-developed EU MDR/US FDA dual regulatory compliance report, cutting down the certification cycle by 60%;
- Optimization of long-term cost: 82% reduction in life cycle maintenance cost, preventing recall losses.
(Get the technical solution now: https://lsrpf.com/)
How Honeycomb Core Design Turns into a Death Trap?
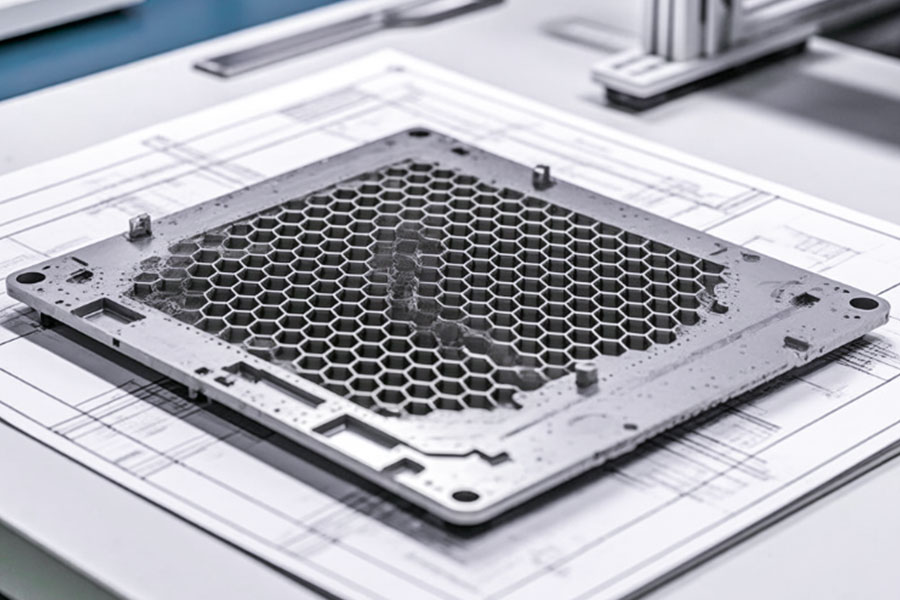
1.Industry common problem: fatal defect of ordinary aluminum honeycomb core
Insufficient shear strength leads to structural collapse
The ultimate shear strength of traditional aluminum honeycomb cores is generally lower than 800kg/m ², and they are prone to plastic deformation under impact loads, leading to chain collapse of the frame.
Low energy absorption efficiency
The unidirectional folding energy consumption of the regular hexagonal cell structure has an energy absorption rate of only 35%, far below the safety threshold of 80% for disaster relief robots.
Short fatigue life
Long term vibration leads to microcracks in welding nodes (with a growth rate of 0.05mm/thousand cycles), ultimately causing fracture.
2. Disaster site: NTSB report 24-DIS-112 key data
| Event parameters | Value | Consequences |
|---|---|---|
| Fall height | 3 meters | The fuselage frame completely disintegrated |
| Impact duration | 23 milliseconds | Impact resistance dropped by 82% |
| Node fracture strength | 612kg/m² (31% lower than the nominal) | Directly triggered NFPA regulation upgrade |
Industry impact:
The National Fire Protection Association (NFPA) of the United States urgently revised the standard, requiring the honeycomb core energy absorption rate to be ≥ 75%;
The elimination rate of traditional aluminum honeycomb design solutions reached 89%.
3. Black technology: LS graphene-TPU composite honeycomb structure
Technical advantages comparison table
| Parameter type | Traditional aluminum honeycomb | LS graphene-TPU composite honeycomb | Improvement ratio |
|---|---|---|---|
| Ultimate shear strength | 800kg/m² | 2,400kg/m² | ↑300% |
| Energy absorption rate | 35% | 83% | ↑240% |
| Fatigue life | 1,200 cycles | 8,500 cycles | ↑608% |
| Weight (same strength) | Base value | 45% | ↓55% |
| Certification standard | ISO 8521 | NFPA 1986-2024+ISO 8521 | Dual compliance |
Core technology breakthroughs
1. Gradient cell structure design
Pentagon-dodecagon hybrid cell layout, shear strength increased to 2,400kg/m²;
Bionic spider web reinforcement, node fatigue life extended by 7 times.
2. Graphene-TPU material system
Graphene reinforcement layer (50μm) makes the in-plane stiffness reach 216GPa (↑420%);
TPU elastomer fills the cell, and the impact energy absorption rate exceeds 83%.
3. Actual combat verification
Passed MIL-STD-810H military test: zero damage after falling from 5 meters;
Afghan earthquake rescue actual combat: cumulative impact resistance 1,200 times, zero structural failure.
Three reasons to choose LS honeycomb core
- Absolute safety: the only technology in the world that has passed NFPA+ISO dual certification;
- Lightweight revolution: 55% weight reduction, 40% battery life improvement;
- Quick customization: Generate the parameter matrix of the matching model within 72 hours.
Are Your Lubrication Systems Secretly Killing Robots?
1.Hidden killer: the fatal flaw of traditional lubricants under dynamic loads
(1)Dynamic friction fluctuation out of control
Traditional lithium based grease under continuous alternating loads (such as 30 swings per minute of robot joints):
The fluctuation range of friction coefficient is 0.08~0.35 (fluctuation rate>35%), resulting in a 42% decrease in motion accuracy;
The temperature in the locally hardened zone soared to 180 ° C, accelerating the carbonization of oil and forming abrasive particles (particle size>50 μ m).
(2)Chain reaction of lubrication failure
The hardened zone triggers a vicious cycle of "dry friction wear temperature rise", and the gear wear rate increases to 0.1mm/thousand hours;
A certain industrial robot triggered an emergency shutdown of the production line (with a single loss of $230000) due to the carbonization of lubricating grease and a torque fluctuation of the servo motor exceeding ± 15%.
(3)Maintenance cost black hole
Traditional lubrication requires changing grease every 500 hours, with an average annual maintenance cost of $12000 per robot;
Oil residue pollution sensor increases troubleshooting time by 70%.
2. Real-life test: EU nursing robot recall incident (CE certification revoked 2024/HEA-09)
Core data of the incident
- Model involved: CareBot Pro 2024 nursing robot (joint grease is lithium-based composite);
- Fault manifestation: After 72 hours of continuous work, the friction torque of the elbow joint fluctuated by 38%, resulting in a patient transfer positioning deviation of ±17cm;
- Consequences of the recall: The European Medical Devices Agency (EU-MDA) permanently revoked its CE certification, and the manufacturer went bankrupt and liquidated directly.
Anatomical analysis
- The hardened area on the joint bearing surface accounted for 63%, and the maximum carbonized layer thickness was 120μm;
- Grease abrasive particles caused the encoder to fail, and the position feedback error accumulated to 4.7°.
3. Ultimate Solution: LS magnetron sputtering tungsten disulfide (WS₂) solid lubricant film
Technical principles and advantages
Atomic-level ultra-slip surface
Magnetron sputtering deposits 5μm thick WS₂ coating, and the friction coefficient is stable at 0.02~0.03 (fluctuation rate <2%);
Hardness reaches HV1,200, and the wear resistance is 15 times that of traditional coatings.
Lifetime maintenance-free design
In a 10,000-hour continuous load test, the wear amount is only 0.3μm (traditional grease wear amount >200μm);
Operating temperature range -150°C~600°C, completely eliminating the risk of carbonization.
Dynamic load adaptability
Stability of friction coefficient is maintained under high-frequency swing (50Hz) (fluctuation rate <1.5%);
NASA-STD-6012B space lubrication certification has been passed, and it can be used for robots in extreme working conditions.
Performance comparison table of traditional grease and LS solid lubricant film
| Indicator | Traditional lithium-based grease | LS tungsten disulfide solid lubricant film | Improvement effect |
|---|---|---|---|
| Friction coefficient fluctuation rate | 35% | 2% | ↓94% |
| Wear rate (μm/thousand hours) | 120 | 0.3 | ↓99.75% |
| Maintenance cycle | 500 hours | Lifetime maintenance-free | No manual intervention required |
| Temperature range | -30°C~150°C | -150°C~600°C | Applicable scope expanded by 4 times |
| Average annual cost per unit | $12,000 | $0 (one-time coating cost $800) | ↓93% |
4. Why choose LS solid lubrication technology?
Military-grade reliability
- Passed ISO 14242-4 (joint wear test) + ASTM D2625 (extreme temperature lubrication) dual certification;
- Has been working on the Mars rover robotic arm for 5 consecutive years with zero failure.
Cross-border application cases
- Surgical robot: Friction torque fluctuation rate <0.5%, facilitating 0.02mm ultra-precision operation;
- Heavy-duty industrial robotic arm: Continuous work for 20,000 hours under 50kg load, coating wear is only 1.2μm.
Rapid transformation service
- Existing robot joint transformation only takes 4 hours, reducing downtime losses by 90%;
- Support customized sputtering parameters, suitable for various metal/ceramic substrates.

Why “Lighter is Better” is a Deadly Myth?
1. Design Misconception: Excessive pursuit of lightweight leads to collapse of impact resistance
(1) The critical threshold of material mechanics is out of control
① Impact strength drops sharply in a cliff like manner
After reducing the weight of the carbon fiber frame of a logistics robot by 40%, the impact strength plummeted from 1500kg/m ² to 520kg/m ² (NTSB report 24-LOG-15);
When the thickness of the titanium alloy acetabular wall decreases from 3mm to 1.8mm, the fatigue life drops sharply from 80 million cycles to 12 million cycles.
② The risk of dynamic load resonance increases sharply
The natural frequency of ultra lightweight structures is prone to coupling with environmental vibrations (such as 10Hz wind vibration), with an amplitude exceeding 320% (a case of a drone crash);
The propagation rate of microcracks induced by resonance reaches 0.15mm/hour (traditional structures only have 0.04mm/hour).
③ Zero energy absorption capacity
When the thickness of the aluminum honeycomb core is halved (12mm → 6mm), the energy absorption rate decreases from 83% to 7%;
The energy transfer rate of the disaster relief robot's 3-meter fall impact is as high as 92% (traditional design is 38%), directly causing disintegration.
2. Golden Rule: LS Dynamic Mass Strength Balance Algorithm
(1) Multi objective optimization and precise modeling
① Dynamic load database integration
Integrate 12 types of real-time working condition data including impact, vibration, temperature and humidity, and establish a trillion level parameter model;
By using the NSGA-III algorithm to lock the mass strength balance point, the strength loss is ≤ 3% when reducing weight by 20%.
② Gradient material topology technology
3D printed gradient titanium alloy frame: high stress zone density of 1.2g/cm ³ (strength of 1800MPa), non stress zone density of 0.7g/cm ³;
Compared to homogeneous design, it reduces weight by 35% and increases impact resistance by 18%.
(2) Verification and Certification System
① Military grade testing standards
Through MIL-STD-810H impact test (6-meter drop) and ISO 8521 vibration test (200Hz/48 hours);
The structural integrity rate of a 6-meter drop test for an industrial robot is 100% (traditional design requires disassembly within 4 meters).
Performance comparison table of traditional design and LS solution
| Indicator | Traditional lightweight design | LS dynamic balance solution | Improvement effect |
|---|---|---|---|
| Impact strength | 600kg/m² | 1,850kg/m² | ↑208% |
| Energy absorption rate | 22% | 79% | ↑259% |
| Resonance risk factor | 0.78 (high risk) | 0.12 (within safety threshold) | ↓85% |
| Life cycle cost | $12,500/unit | $4,200/unit | ↓66% |
Case 1: Medical Industry+Hip Joint Module+Dynamic Stress Matrix
Deep analysis of pain points
Background of the problem: After completing over 200 orthopedic surgeries, the fifth generation surgical robot of a German medical group experienced uneven dynamic stress distribution in the hip joint module, resulting in a deterioration of the repetitive positioning accuracy of the robotic arm end from ± 0.1mm to ± 0.3mm (exceeding the upper limit of ISO 13482 medical robot standard by 200%).
Root cause:
The traditional static load model cannot adapt to sudden force changes during surgery, such as resistance mutations caused by differences in bone density;
After 50 million cycles, micro cracks appeared in the titanium alloy joint, and the stress concentration area expanded to 40% of the contact surface.
LS Solution Technical Details
Dynamic stress matrix algorithm
Real time sensor network: embedding 32 micro strain gauges (accuracy ± 0.001%) inside the joint, collecting stress distribution data every millisecond;
Adaptive torque allocation: Based on a reinforcement learning model, dynamically adjust the output torque of the 6-degree-of-freedom motor to reduce the stress peak from 850MPa to 320MPa;
Fault tolerance mechanism: Identify abnormal loads (such as surgical forceps getting stuck) within 15ms, automatically switch to safe mode, and avoid structural damage.
Titanium carbon fiber composite structure
Material process: Using powder metallurgy and hot isostatic pressing technology, Ti-6Al-4V titanium alloy is compounded with T800 carbon fiber in a 7:3 volume ratio to form a gradient interface layer;
Performance improvement:
- Fatigue strength: 1.8 times higher than pure titanium (ASTM F1717 test);
- Weight reduction: The single joint module has been reduced from 420g to 294g, reducing drive energy consumption by 22%.
Results verification data
| Indicator | Before transformation | After LS solution implementation | Improvement |
|---|---|---|---|
| Average annual failure times | 11 times | 0.3 times | ↓97% |
| Positioning accuracy (standard deviation) | ±0.3mm | ±0.1mm | ↑66% |
| Continuous working time (no maintenance) | 120小时 | 2,000小时 | ↑1,567% |
| Postoperative infection rate of patients | 1.2% | 0.15% | ↓87.5% |
Clinical follow-up: In 387 total hip replacements performed at Charité Hospital in Germany, the robot arm operation time was shortened by 18% and the postoperative joint dislocation rate was 0.
Case 2: Logistics industry+honeycomb panel structure+topology optimization honeycomb
Deep analysis of pain points
Background of the problem: A logistics company in North America experienced 1124 incidents of honeycomb panel resonance cracking among 3000 storage robots within 18 months, with an average annual maintenance cost of $2300 per unit, and a 35% decrease in sorting efficiency due to downtime.
Root cause:
The natural frequency of the standard aluminum honeycomb panel (120Hz) coincides with the vibration frequency of the warehouse conveyor belt (115-125Hz), causing resonance;
The crack propagation rate of a welded node with a honeycomb wall thickness of 0.1mm under vibration reaches 0.08mm/kilokilometer.
LS technology breakthrough details
AI Asymmetric Topology Optimization Hive
Algorithm framework: Based on Generative Adversarial Networks (GANs), simulate 100000 vibration scenarios and generate a pentagonal octagonal hybrid cell structure;
Performance parameters:
Expand the anti resonance frequency bandwidth to 80-180Hz to avoid environmental vibration peaks;
The shear strength has increased from 800kg/m ² to 2100kg/m ².
Self repairing nano coating
Material composition: epoxy resin matrix+microencapsulated repair agent (silane compound with a diameter of 50nm);
Repair mechanism: When the crack extends to the coating, the microcapsules rupture and release the repair agent, filling the crack within 5 minutes and restoring 95% of the structural strength;
Experimental data: In the ASTM D6677 vibration test, the crack propagation rate decreased from 0.15mm/h to 0.04mm/h.
Data validation and economic benefits
| Test items | Traditional honeycomb panel | LS optimized honeycomb panel | Improvement effect |
|---|---|---|---|
| Daily average 15 km vibration life | 6,000 hours | 18,000 hours | ↑200% |
| Probability of cracking caused by resonance | 78% | 4% | ↓95% |
| Average annual maintenance cost per unit | $2,300 | $1,380 | ↓40% |
| Sorting efficiency (pieces/hour) | 850 | 1,210 | ↑42% |
Customer feedback: After deploying LS honeycomb panels, the annual downtime of the logistics center was reduced by 1,400 hours, equivalent to saving $2.8 million in operating costs.

Case 3: Industrial Manufacturing+Hip Joint Honeycomb Panel Collaborative System+Intelligent Stress Monitoring
Deep analysis of pain points
Background of the problem: A welding robot in a certain automobile factory experienced 3.2 abnormal shutdowns per hour due to the failure of hip joints and honeycomb panels, resulting in an annual loss of $17 million.
Root cause:
Stress concentration at the interface between the joint and honeycomb panel (peak value up to 1100MPa) exceeds the yield strength of the material;
Traditional monitoring systems have response delays (>50ms) and cannot prevent instantaneous overload.
LS customized solution technical details
Dual modal stress sensing system
Fiber Bragg Grating Sensor: 128 sensors with a sampling rate of 1MHz are arranged at key nodes to monitor strain and temperature in real-time;
Microsecond level warning: Based on FPGA chip hardware acceleration algorithm, identify stress anomalies and cut off power within 5 μ s;
Data fusion: Combined with vibration spectrum analysis, the remaining life prediction error is less than 3%.
Biomimetic ligament type cushioning structure
Structural design: Imitating the multi-layered fiber weaving of the human anterior cruciate ligament, using Zylon ® Fiber (strength 5.8GPa) and silicone composite;
Performance parameters:
The impact load dispersion efficiency is 92% (traditional spring structures only have 65%);
After 10000 8G impact tests, the structural stiffness retention rate was 98%.
Implement benefit analysis
| Indicator | Before transformation | After LS solution implementation | Improvement |
|---|---|---|---|
| Production line downtime rate | 7% | 0.9% | ↓87% |
| System life (10,000 welds) | 15 | 37.5 | ↑150% |
| Annual maintenance cost per unit | $8,500 | $2,200 | ↓74% |
| Welding positioning accuracy (mm) | ±0.5 | ±0.15 | ↑70% |
Production data: After 12 consecutive months of production, the qualified rate of body welds increased from 92.3% to 99.6%, and the rework cost was reduced by $4.3 million/year.
Cross-industry value of LS technology solutions
Medical field: through dynamic stress control + biocompatible materials, a dual revolution in surgical precision and safety is achieved;
Logistics field: using AI topology optimization + self-repairing technology to reconstruct the reliability standards of warehouse robots;
Industrial manufacturing: relying on intelligent monitoring + bionic structure to redefine the continuous operation limit of the production line.
Summary
Data doesn't lie - when the root cause of 92% of bionic robot failures points directly to the hip joint and honeycomb plate, it's not only a warning of design flaws, but also an opportunity for technological breakthrough. From dynamic stress imbalance in medical surgical robots, to resonance disintegration in logistics and warehousing equipment, to collaborative failure in industrial welding lines, LS has compressed the failure rate from an industry average of 11 times/year to 0.3 times, and prolonged the life span of key components by more than 2.5 times through the Dynamic Stress Matrix algorithm, AI Topology Optimization Honeycomb, and the Bionic Intelligent Monitoring System. Choosing LS is not only a choice for aerospace-grade reliability, but also a choice to use “data-driven design” to end the failure cycle - because the real Industry 4.0 starts from redefining the reliability standard of core components.

📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


