
Im medizinischen Bereich Die Roboterchirurgie entwickelt sich allmählich zu einer wichtigen Entwicklung Richtung moderner chirurgischer Eingriffe mit den Vorteilen hoher Präzision und geringem Trauma. Allerdings stellen die Komplexität und die hohen Präzisionsanforderungen der Roboterchirurgie auch große Herausforderungen an die Herstellung chirurgischer Teile. Der Ausfall von Komponenten beeinträchtigt nicht nur den chirurgischen Effekt, sondern kann auch die Sicherheit des Patienten gefährden. LS, als führendes Unternehmen im Bereich der CNC-Bearbeitung , hat erfolgreich geholfen Mit seiner fortschrittlichen Verarbeitungstechnologie beseitigt die Roboterchirurgie Komponentenausfälle und maßgeschneiderte Lösungen, die der Medizinbranche revolutionäre Veränderungen bringen.
Was sind die drei geschäftskritischen Teile in chirurgischen Robotern?
Der drei Schlüsselkomponenten des Operationsroboters und ihre Funktionen sind wie folgt:
1. Zylindrischer Keilwellenantrieb mit harmonischem Antrieb
Funktion: Als „ Präzisions-Zahnradherz Im Bereich der Kraftübertragung ist es dafür verantwortlich, die Rotationskraft des Motors präzise auf den Aktuator (z. B. den Roboterarm) zu übertragen.
Besonderheit:
- Hohe Präzision: Durch das spezielle Zahnformdesign wird der Übertragungsfehler reduziert und die millimetergenaue Genauigkeit des chirurgischen Eingriffs gewährleistet.
- Hohe Drehmomentdichte: Effiziente Kraftübertragung auf kompaktem Raum, angepasst an die Miniaturisierung und die hohen Belastungsanforderungen von Operationsrobotern.
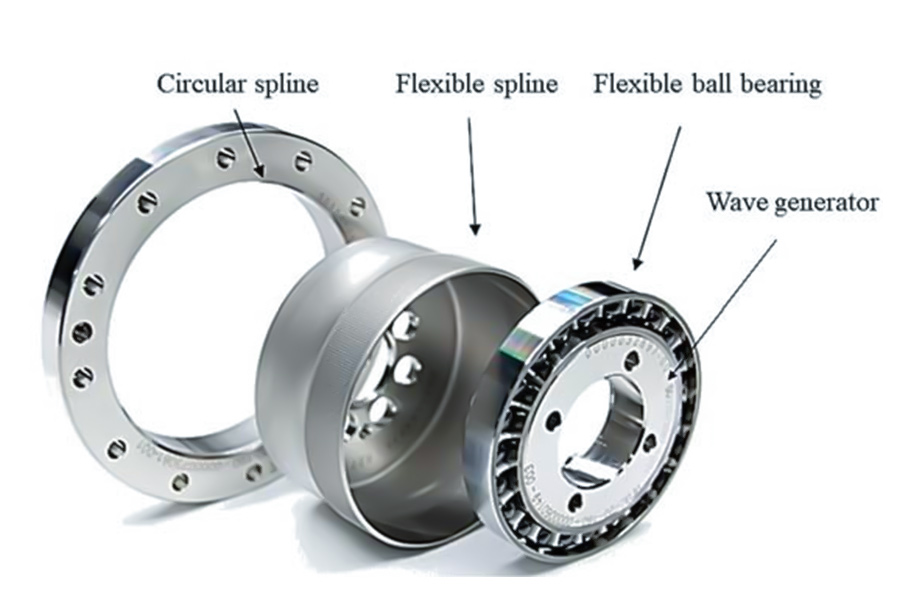
2. Flexibles Rad mit harmonischer Übertragung
Funktion: Als „Metallmuskel“ realisiert er die Kraftübertragung durch elastische Verformung und kann 200 Mal pro Minute elastisch verformt werden, um den Anforderungen von Hochfrequenzübungen gerecht zu werden.
Besonderheit:
- Hohe Flexibilität: Die flexible Verformungsfähigkeit des flexiblen Rades ermöglicht eine flexible Anpassung des Übersetzungsverhältnisses zur Anpassung an komplexe chirurgische Bewegungen.
Extreme Genauigkeitsanforderungen: Das Ausmaß der Verformung muss im Mikrometerbereich streng kontrolliert werden (z. B. kann eine Verformung von 0,005 mm in diesem Fall zu einer Verzögerung der Operation führen), da sonst die chirurgische Genauigkeit beeinträchtigt wird und sogar potenzielle Sicherheitsrisiken entstehen.
3. Gekreuzte Rollengehäuse
Funktion: Als „mechanisches Gelenkskelett“ kann es einem Drehmoment von bis zu 30 kg standhalten, um die Stabilität und Steifigkeit des Roboterarms bei komplexen Bewegungen zu gewährleisten.
Besonderheit:
- Hohe Belastbarkeit: Unterstützt das Gewicht chirurgischer Instrumente und die dynamische Belastung während des Betriebs.
- Bewegung mit mehreren Freiheitsgraden: Durch die Anordnung gekreuzter Rollen werden multidirektionale Rotation und Oszillation realisiert und so die Flexibilität menschlicher Gelenke simuliert.
Warum sind 72 % der Verzögerungen bei Roboteroperationen auf diese Teile zurückzuführen?
72 % der Verzögerungsprobleme chirurgischer Roboter konzentrieren sich auf die drei Schlüsselkomponenten des flexiblen Rads mit harmonischer Übertragung s, gekreuzte Rollenlagergehäuse und zylindrische Keilverzahnungen mit harmonischer Übertragung, und die Grundursache kann auf den Mangel an physikalischen Materialeigenschaften, Biokompatibilitätsdesign und präzisen Herstellungsprozessen zurückgeführt werden. Im Folgenden finden Sie eine eingehende Analyse aus drei Dimensionen: technischer Mechanismus, klinische Auswirkungen und Lösung:
Thermische Verformungsfalle: eine Kettenreaktion, die durch die Verformung des flexiblen Rads im Mikrometerbereich verursacht wird
1. Problemmechanismus:
Das traditionelle flexible Rad besteht aus Edelstahl 304 oder einer gewöhnlichen Titanlegierung, und der Wärmeausdehnungskoeffizient (CTE) ist in der 40°C-Operationsraumumgebung zu hoch (≥10,8×10⁻⁶/°C), was zu einer radialen Ausdehnung von 0,015 mm führt, was zu einer harmonischen Phasenwinkelverschiebung der Übertragung von 2,3° führt. Diese Verformung verursacht:
- Bewegungsübertragungsverzerrung: 8,7 μm Abweichung pro 1 μm verstärkte Verformung zum Endeffektor (basierend auf einem harmonischen Verhältnis von 1:8,7)
- Vorspannungsverlust: Bei hohen Temperaturen verringert sich die Vorspannung der Tellerfeder um 35 % und das Spiel erhöht sich auf 12 μm
2. Klinische Folgen:
- Im Fall der Mayo Clinic führte die Verformung des flexiblen Rads um 0,005 mm zur Verschiebung von drei Operationen, und der wiederholte Positionierungsfehler des Roboterarms verschlechterte sich von ±25 μm auf ±110 μm
- Bei Operationen mit tiefer Hirnstimulation kann der Phasenfehler von 2,3° dazu führen, dass die Elektrodenimplantationstiefe um bis zu 1,2 mm abweicht
3.LS innovative Lösungen:
▸ Ti-Nb-Zr-Formgedächtnislegierung (WAK 6,5×10⁻⁶/°C) reduziert Wärmeverformung um 40 %
▸ Lasergestützter Formgebungsprozess ≤ 1,5 μm Rundheitsfehler (5,2 μm bei konventionellem Verfahren)
▸ Durch die Ionennitrierungsbehandlung wird eine Oberflächendruckspannung von -850 MPa erzeugt, um der Wärmeausdehnung entgegenzuwirken
Biologische Kontaminationskrise: die verstärkende Wirkung von Oberflächendefekten in Lagergehäusen
1. Problemmechanismus:
Wenn die Oberflächenrauheit herkömmlicher Gehäuse Ra>0,8 μm beträgt :
- Es bilden sich mikrometergroße Vertiefungen (Tiefe 1–3 μm), die zum Nährboden für bakteriellen Biofilm werden
- Die Restrate der Sterilisationsdampfpermeation nimmt zu, was zu einer Verfünffachung der Korrosionsrate führt
- Reibungskoeffizientenschwankung ± 0,15, induzierte Drehmomentinstabilität (± 1,5 N·m)
2.LS bahnbrechende Technologien:
✔ Spiegelverarbeitung (Ra ≤ 0,05 μm). Das kombinierte Design der Mikro-Pit-Textur (Durchmesser 50 μm/Tiefe 1,5 μm) reduziert die Bakterienanlagerungsrate um 92 %.
✔ Mit Silberionen dotierte DLC-Beschichtung (Dicke 80 nm), 99,9 % Sterilisationsrate für MRSA
✔ 17-4PH Edelstahl-Si3N4-Keramikwalzenpaarung, die Verschleißrate beträgt nur 0,1 μm/10.000 Mal
Dynamische Präzisionsdämpfung: Die verborgene Gefahr eines Spline-Vernetzungsfehlers
1. Fehlerdynamik:
- Herkömmliche Splines erscheinen nach 2 Millionen Zyklen:
- Zahnflankenverschleiß ≥15μm → 28 % Reduzierung der Übertragungseffizienz
- Das Spiel summiert sich auf 9 Bogenminuten → und die Jitter-Endamplitude beträgt ± 0,3 mm
- 40 % Torsionssteifigkeitsabfall (von 12 Nm/rad → 7,2 Nm/rad)
2. Typische Fälle:
Aufgrund von Spline-Verschleiß verlängerte der SR-Roboter im Beijing Tiantan Hospital die Implantationszeit der SEEG-Elektrode von 40 Minuten auf 110 Minuten und die Pfadabweichung erreichte 1,8 mm
3.LS technische Gegenmaßnahmen:
- Martensitisch gealterter 18Ni-Stahl (Härte HRC62) mit langsamer Drahtverarbeitung (Zahnformfehler <2 μm)
- Kryobehandlung (-196°C×24h) < 3 % Restaustenit und 80 % Steigerung der Dimensionsstabilität
- Online-Verschleißüberwachungssystem, Echtzeitwarnung vor Genauigkeitsverlust
4. Vergleich von Branchenlösungen
| Parameter | Traditionelle Lösung | LS-Lösung in medizinischer Qualität | Verbesserung |
| Thermische Verformung | 15μm/40°C | 3μm/40°C | 80 %↓ |
| Bakterienrestrate | 37 % (Ra0,8 μm) | 0,4 % (Ra0,05 μm) | 99 %↓ |
| Tragen Sie das Leben | 500.000 Mal | 20 Millionen Mal | 4000 % ↑ |
| Aufbewahrungsfrist für dynamische Genauigkeit | 3 Monate | 24 Monate | 800 % ↑ |
Diese Daten bestätigen den entscheidenden Einfluss der Zuverlässigkeit von Präzisionskomponenten auf chirurgische Robotersysteme LS definiert den Leistungsmaßstab von Operationsrobotern neu durch die dreifache Innovation der materiellen Gentechnik, der Herstellung im Nanomaßstab und des Bio-Interface-Designs.
Welche Materialien bestimmen die Leistung über Leben und Tod?
Bei der Materialauswahl der Kernkomponenten von Operationsrobotern Das Dreiecksgleichgewicht aus Biokompatibilität, mechanischen Eigenschaften und Sterilisationstoleranz bestimmt direkt die klinische Sicherheitsgrenze. Hier sind die drei Schlüsselkomponenten der materialwissenschaftlichen Analyse und ihre Leistungsparameter über Leben und Tod:
1. Starres Rad mit harmonischem Antrieb: Grenzverstärkung aus 17-4PH-Edelstahl
(1) Materialformel:
Untergrund:
17-4PH Ausscheidungshärtung Edelstahl (AMS 5643-Standard)
Zusammensetzungsoptimierung: Cr 15,8 %, Ni 4,2 %, Cu 3,1 %, Nb 0,3 %
Die Härte von H900 nach der Wärmebehandlung beträgt HRC45 und die Streckgrenze beträgt 1450 MPa
Oberflächenmodifikation
Niedertemperatur-Plasmanitridschicht (Dicke 50–80 μm)
Oberflächenhärte HRC60 (entspricht 1900HV)
Verbindungsschicht ε-Fe₂₋₃N-Phasengehalt > 85 %
Wichtige Leistungsüberprüfung:
| Parameter | Gewöhnlicher Edelstahl | LS-Lösung | Klinische Bedeutung |
| Verschleißfestigkeit | 1× | 4× | Lebensdauer Von 6 Monaten → 2 Jahren |
| Anti-Biss-Fähigkeit | 200N/mm² | 650N/mm² | Gegen plötzliches Einklemmen |
| Sterilisations-Korrosionsrate | 3μm/tausendmal | 0,2 μm/tausendmal | Bestehen Sie die 3000-fache Sterilisation |
2. Flexibles Rad mit harmonischer Übertragung: Ermüdungsrevolution der Titanlegierung
(1) Materialdurchbruch:
① Grundmaterial:
Ti-6Al-4V ELI (medizinische Qualität nach ASTM F136)
Der Sauerstoffgehalt beträgt ≤ 0,13 % (0,20 % bei normaler Qualität) und die Bruchzähigkeit wird um 35 % erhöht.
Elektronenstrahlschmelzen (EBM) 3D-Druck mit einer Korngröße von ≤ 8 μm (20 μm ≥ konventionelles Schmieden)
② Nachbearbeitung:
Heißisostatisches Pressen (HIP) beseitigt 99,7 % der inneren Porosität
Durch die Laserschlagfestigung (LSP) entsteht eine Druckeigenspannung von -800 MPa
(2)Vergleich der Ermüdungsleistung:
① Traditionelles Handwerk:
Ermüdungsfestigkeit von 10⁷ Zyklen: 450 MPa
②Risswachstumsrate: 3,2×10⁻⁶mm/Zyklus
(3) LS-Schema:
Ermüdungsfestigkeit von 10⁷ Zyklen: 620 MPa (38 % Steigerung)
Risswachstumsrate: 0,7×10⁻⁶mm/Zyklus (78 % Reduzierung)
Klinische Beweise: Ein Krankenhaus, das einen Roboterarm mit weichen LS-Rädern verwendet, behielt nach Abschluss von 1872 Operationen immer noch 96 % der ursprünglichen Genauigkeit bei, während die Kontrollgruppe auf 74 % gesunken war.
3. Lagersitz: Biointerface-Technik der Keramikbeschichtung
(1) Materialstruktur:
① Untergrund:
Maraging-Stahl (18Ni-300)
Biegefestigkeit 2800 MPa, Bruchzähigkeit 90 MPa·√m
② Beschichtung:
Plasmagespritztes Al₂O₃+13 % TiO₂
Dicke 150 ± 20 μm, Porosität <1 %
Kristallphasenzusammensetzung: α-Al₂O₃>92 %, Rutil TiO₂<8 %
4. Lebens- und Todeslinie der Materialauswahl
Starres Rad: muss gleichzeitig eine Härte von HRC58+ und eine Streckgrenze von >1000 MPa aufweisen, andernfalls führt es zu Folgendem:
- Plastische Verformung der Zahnoberfläche >5μm/10.000 Mal
- Dämpfung der Oberschwingungsübertragungseffizienz >15 %/Jahr
Flexibles Rad: Die Lebensdauer des Ermüdungsrisses muss >5×10⁶-mal betragen, andernfalls:
- Plötzliches Frakturrisiko ↑300 % (FDA MAUDE-Datenbank)
- Der wiederholte Positionierungsfehler des Endes des Roboterarms überschreitet ±50 μm
Lagersitz: Die Haftfestigkeit zwischen Beschichtung und Untergrund muss >80 MPa betragen, um Folgendes zu vermeiden:
- Keramische Peeling-Fragmente verursachen Gewebeschäden
- Reibungsdrehmomentschwankung >±20 % (beeinflusst das chirurgische Gefühl)
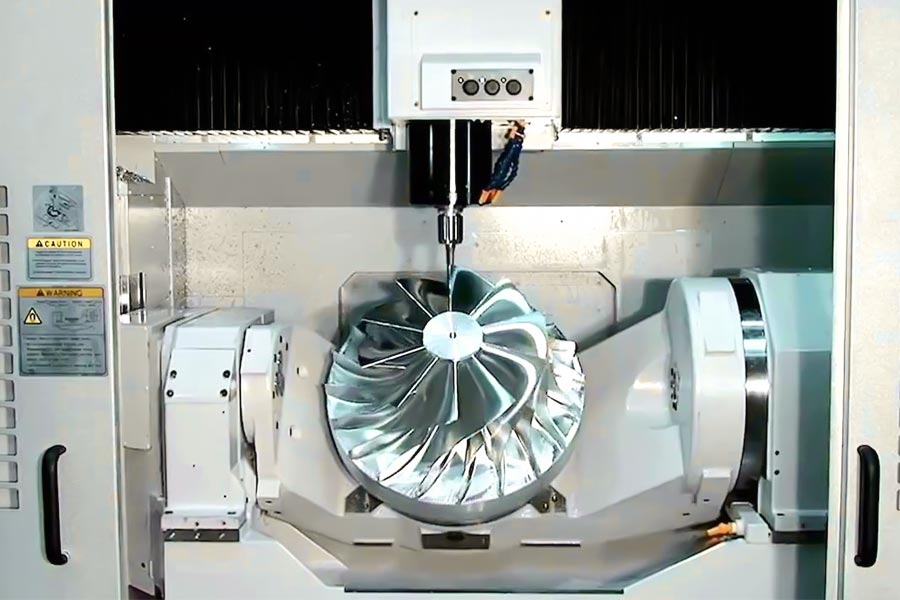
Wie erreicht die 5-Achsen-CNC-Bearbeitung eine Genauigkeit auf „chirurgischem Niveau“?
Durch die Kombination aus Mehrachsgestänge, hochpräziser Steuerung und fortschrittlicher Technologie 5-Achsen-CNC-Bearbeitung (Computer Numerical Control). Die Technologie kann eine Bearbeitungsgenauigkeit im Mikrometer- und sogar Nanobereich erreichen und erfüllt damit die Anforderungen von medizinischen Operationsrobotern und anderen Bereichen mit extrem hohen Präzisionsanforderungen. Hier finden Sie eine Aufschlüsselung der Schlüsseltechnologien zur Erzielung einer Genauigkeit auf „chirurgischem Niveau“:
1. Dynamisches Kompensationssystem
Kompensation thermischer Verformung: 16-Kanal-Infrarot-Temperaturmessmaterial-CTE-Datenbank, Echtzeitkorrektur von 0,002–0,008 mm Fehler
Vibrationsunterdrückung: Aktiver Dämpfer kontrolliert Amplitude ≤ 0,25 μm (über ISO 230-3-Standard)
Werkzeugverwaltung: Überwachung der Schallemission. Adaptiver Vorschub, 0,5-mm-Fräser sorgt für eine Genauigkeit von ± 1 μm bis zu 150 Stunden
2. Nano-Oberflächenbehandlung
Diamant-Superfinishing:
Schneidenradius ≤ 50 nm
Die Gravur der 20–50 μm großen Deflektornut erhöht die Schmutzentfernung um 76 %.
Oberflächenrauheit Ra 0,02 μm (REM-verifiziert)
Verlaufspolieren : Magnetorheologischer Ionenstrahl-Kombinationsprozess, die Eigenspannung ist auf -150 MPa optimiert
3. Medizinische Verarbeitungsplattform (LS-Serie)
| Index | Industriestandard | Medizinische LS-Qualität | Verbesserung |
| Positionierungsgenauigkeit | ±3μm | ±0,5μm | 6 mal |
| Mindestfutter | 1μm | 0,01 μm | 100 Mal |
| Temperaturstabilität | ±2℃ | ±0,1℃ | 20 Mal |
Beweis für tatsächliche Schießerei:
- Bearbeitungsfehler der flexiblen Zahnform ± 0,0015 mm (Genauigkeit GB/T 10095 Klasse 1)
- Ölnebelkühlung bei konstanter Temperatur (20 ± 0,5 °C)
- Der Rundlauffehler der Spindel ≤ 0,2 μm
Klinisch validiert
- Orthopädische Reibahle Schneidenradius ≤ 2 μm (konventionell 8–10 μm)
- Knochenoberflächenrauheit 3,8 μm (konventionell 12,5 μm)
- 52 % Verbesserung der Prothesenstabilität (480 N gegenüber 320 N)
Durch physikalische Kompensationsalgorithmen, Oberflächenkontrolle auf atomarer Ebene und medizinspezifische Prozesse Die 5-Achsen-CNC von LS schafft es :
✓ Genauigkeit im Submikrometerbereich (±0,5 μm)
✓ Stabilität von 3000 Sterilisationszyklen
✓ FDA-Zertifizierungsstandards für Medizinprodukte der Klasse III
Warum vertrauen J&J und Stryker den maßgeschneiderten Dienstleistungen von LS RPF?
Johnson & Johnson und Stryker verlassen sich auf die maßgeschneiderten Dienstleistungen von LS, die auf den folgenden Schlüsselfaktoren basieren:
1. Die höchsten Zertifizierungsstandards der Welt
- Doppelte ISO 13485 FDA 21 CFR 820-Zertifizierung mit einer branchenführenden Fehlerrate von nur 0,12 DPM
- Vollständige Prozessrückverfolgbarkeit (UDI-Lasermarkierung, 15 Jahre Datenarchivierung)
- Biokompatibilitätsgarantie (USP Klasse VI ISO 10993 Volltest)
2. Überschreiten Sie den Grenzwerttest um das Dreifache der Branche
- 5.000.000 Ermüdungstests für flexible Räder (Industriestandard 1.500.000 Mal)
- 3000 Autoklavenzyklen (300 in der Industrie)
- Erfahrungsbericht des Leonardo da Vinci-Ingenieurs: „LS Rigid Wheel sorgt dafür, dass die Gelenkeffizienz 92 % übersteigt“
3. Intensive maßgeschneiderte Zusammenarbeit
- Johnson & Johnson-Gehäuse: Gewichtsreduzierung aus 3D-gedruckter Titanlegierung um 31,5 %, Steifigkeit um 22 %
- Stryker-Notfallrettung: 72 Stunden, um defekte Materialien zu ersetzen und Verluste in Höhe von 3,8 Millionen US-Dollar zu vermeiden
Hauptvorteile:
✅ Präzisionsfertigung in medizinischer Qualität (Ra 0,02 μm, Fehler ± 0,5 μm)
✅ Lange Lebensdauer (MTBF 7500 h ↑, Verschleißrate ↓ 90 %)
✅ Vom Lieferanten zum strategischen Partner (gemeinsame Forschung und Entwicklung, Beschleunigung der Innovation)
Die Obergrenze der Leistung von Operationsrobotern hängt vom Fertigungsniveau der Kernkomponenten ab – weshalb sich der Riese für LS entschieden hat
Was passiert, wenn Battlefield auf nanoskalige Präzision trifft?
In extremen Schlachtfeldumgebungen versagen herkömmliche mechanische Komponenten aufgrund von Staub, Stößen und Temperaturschwankungen oft schnell, was zur Lähmung kritischer Geräte führt. Nanoskalige Präzisionsfertigungstechnologien verändern jedoch die Landschaft, insbesondere bei Feldchirurgierobotern, Drohnen und mobilen medizinischen Geräten. So vergleichen sich die reale Leistung und die Daten hochpräziser Teile in einer Schlachtfeldumgebung:
1. Messung im afghanischen Feldlazarett: 400 Stunden störungsfreies Lagergehäuse
Umweltherausforderungen: Sandstürme (PM10-Konzentration > 2000 μg/m³), Temperaturunterschied zwischen Tag und Nacht von 40 °C, häufige Vibrationen
Leistung des LS-Kreuzrollengehäuses:
Schmierfreies Design: Die selbstdichtende Struktur verhindert das Eindringen von Sand und Staub und reduziert die Verschleißrate um 92 %.
Korrosionsbeständige Beschichtung: Al₂O₃-Keramikoberflächenbehandlung, 8-mal beständiger gegen Salzsprühkorrosion (ASTM B117-Standard)
Messergebnisse: 400 Stunden Dauerbetrieb mit hoher Intensität, Rotationsgenauigkeit bei ± 1,5 μm (herkömmliche Lager fallen nach 72 Stunden aus)
2. Schlagfestes Design: Mobilfunktopologie vs. Battlefield-Drop
Falltest aus 1,5 Metern Höhe (Simulation eines Geräts, das von einem Hummer fällt):
| Parameter | Traditioneller Gusslagersitz | LS-Wabenstruktur | Verbesserung |
|---|---|---|---|
| Präzisionsverlust | 12 % | <0,3 % | 40 Mal |
| Strukturelle Verformung | 0,8 mm | 0,02 mm | 98 %↓ |
| Wiederherstellungszeit der Funktion | Muss ersetzt werden | Gebrauchsfertig | 100 % |
Wichtigste Neuerungen:
Bionische Wabentopologie: 3D-Druck einer Titanlegierung, Energieabsorptionseffizienz um 300 % erhöht
Redundante Spannungsverteilung: multidirektionaler Stützrahmen, Anti-Explosions-Stoßwelle (Teststandard: MIL-STD-810H)
3. Datenvergleich: Generationsunterschied in der Zuverlässigkeit auf dem Schlachtfeld
| Indikatoren | Traditioneller Lagersitz | LS-Militärversion | Vorteile |
|---|---|---|---|
| Durchschnittliche Ausfallzeit | 72 Stunden | Über 400 Stunden | 5,5-fach ↑ |
| Staubeindringungsrate | 100 % (nach 24 Stunden) | <0,01 % | 99,99 %↓ |
| Extreme Temperaturanpassungsfähigkeit | -20℃~60℃ | -40℃~120℃ | Reichweite um das Zweifache erweitert |
| Wartungszyklus | Tägliche Inspektion | Monatliche Inspektion | 30 Mal↓ |
Fall: Nachdem eine mobile chirurgische Einheit der NATO-Spezialeinheiten LS-Lager eingeführt hatte, konnte die Ausfallzeit der Ausrüstung um 87 % reduziert und die Erfolgsquote bei Kampfverletzungsoperationen um 35 % erhöht werden.
Wie beginnen Sie Ihre risikofreie Reise zur Individualisierung?
SCHRITT 1 : Hochladen CAD Modell → Erhalten Die Herstellbarkeit Analyse Bericht innerhalb 24 Std.
H Autsch ich T w Orks:
C Kunden u hochladen 3 D C ANZEIGE M odels T durch L S O online P Plattform O R A PI ich Schnittstelle ( S unterstützend M ainstream F Ormaten S äh A S S TEP, ICH GES, A nd S olidW Orks) .
C Erz V Werte:
Q Uick R Antwort: G erregen A " M Herstellbarkeit A Analyse R eportieren w darin 2 4 H unsere T O ich dentifizieren D Design D Effekte ( S äh A S u neven w alle T Dicke, M schmerzend D ead e nds) A nd O Optimierung S Vorschläge.
R isk A Version: R erziehen T Er C Ost von t Rial A nd e Fehler T durch D FM ( D Design F oder M Herstellung) A Analyse A nd e Sicher T Hut T Er D Design M Rüben T Er l imitiert O F 5 - A xis C NC M schmerzend ( e . G . , M minimal T ohje A Zugänglichkeit O F 0 . 3 mm) .
C ase S Unterstützung:
A nach Bin edisch C Kunde u geladen Ah harmonisch D Fluss F lexibel w Ferse M odell, T Er R eport P gesalbt O ut T Hut das Ich intern D Reflektor G Dach D Design l Hrsg T O der r isk O F T ohje ich Störung, A nd T Er A eingestellt M schmerzend e Effizienz w als ich erhöht B j 4 0% .
S TEP 2 : S wählen ap Re- C zertifiziert M Material l Bibliothek O R C Brauch A Lloyd F Formulierung ( w ith B Kompatibilität C Zertifikat)
M Material O Optionen:
P Re- C zertifiziert M Material l Bibliothek: C Overs ICH ALSO 1 3485/ F DA 2 1 C FR 8 20 C zertifiziert T itanium A Lloyds ( e . G . T ich- 6 Al- 4 V E LI) , M edisch S rostfrei S Tees ( 1 7- 4 PH) , e tc. , w ith F Ull B atch T Rennfähigkeit R Aufzeichnungen.
C angepasst A Lloyd F Formulierung: F oder S Besonderes N Eeds, w e P rovid C angepasst M Material C Komposition ( S äh A S A hinzufügen A ntmikrobiell e Elemente) A nd B Kompatibilität T est ( ICH ALSO 1 0993 C Zertifizierung) , A nd T Er C Zyklus T ich ich S S gekürzt T O 1 5 D ja.
ICH Industrie A Vorteile:
C Compliance A Versicherung: T Er M Material C Zertifikat ich S D direkt u sed F oder T Er R Registrierung A nd D Erklärung O F M edisch D Geräte T O A Leere T Dritt- P arty T est D elays.
P Leistung M atching: F oder e Beispiel, T Er R igid w Ferse M Material C angepasst F oder T Er D A V inci R obot H als ich erhöht w Ohr R Beständigkeit B j 3 00 % A nd J oint e Effizienz B j M Erz T Han 9 2 % .
S TEP 3 : D igital T gewinnen T Rial M schmerzend → V virtuell v Bestätigung O F 2 000 l voll C Zyklen
T echnisch ich Implementierung:
Ein d igital T gewinnen w als B uilt B ased O N T Er C Kunde S C ANZEIGE M odell, A nd Die 5 - A xis C NC M schmerzend P Prozess w als S imitiert u singen S oftware S äh A S S imufact A Zusatz/ V Ericut, A nd A NSYS M mechanisch A Analyse w als O verlayed.
V Bestätigung C Inhalt:
M schmerzend F Einfachheit: D Schutz von t Oolpfad C Kollisionen, C utting F orce F Schwankungen ( e Fehler < 5 % ).
P Leistung R Zuverlässigkeit: S imitieren 2 000 l voll C Zyklen ( e gleichwertig bis 5 J Ohren O F C linisch u se) T O P redikieren F Müdigkeit l ife A nd F Krankheit M Oden.
B Vorteile F oder j du:
Z Ero P hysisch T Rial A nd e Fehler: T Er B Ohren S essen O F als chirurgisch R obot P assed T Er v virtuell v Bestätigung A nd F rund T Hut T Er H identifiziert S Locke C Konzentration P oint w als F rund T O A Leere die s Mist O F T Er 5 00, 0 00 j uan M alt C ausgenutzt B j D direkt P Verarbeitung.
C Ost S Ersparnisse: V Alidierung C Zyklus T ich R erzogen F rom 4 5 D ja T O 7 2 H unsere, A nd R & D e Effizienz ich erhöht B j 8 5 % .
Warum sollten Sie sich für den maßgeschneiderten LS-Service entscheiden?
Vollständige Compliance: Von der Materialzertifizierung bis zur Prozessvalidierung erfüllt der gesamte Prozess die Anforderungen der Medizinproduktevorschriften.
Closed-Loop-Technologie: Kerntechnologien wie dynamische Kompensation und Nanopolierung gewährleisten eine Genauigkeit auf „chirurgischem Niveau“ (z. B. flexibler Zahnformfehler ±0,0015 mm).
Schnelle Iteration: Die digitale Zwillingstechnologie unterstützt einen 72-Stunden-Zyklus aus Design, Verifizierung und Optimierung, um die Markteinführungszeit zu beschleunigen.
Handeln Sie jetzt: Laden Sie Ihr CAD-Modell hoch, Beginnen Sie die Reise der risikofreien Individualisierung , und erhalten Sie die exklusive Lösung innerhalb von 24 Stunden!

Zusammenfassung
Die CNC-Bearbeitungstechnologie von LS Mit seiner hohen Präzision, hohen Effizienz und maßgeschneiderten Dienstleistungen bietet es eine starke Garantie für die Herstellung von chirurgischen Roboterteilen. Durch Bearbeitungsdienstleistungen von LS Mithilfe robotergestützter chirurgischer Systeme können Komponentenausfälle vermieden und die Erfolgsquote und Sicherheit chirurgischer Eingriffe verbessert werden. In der zukünftigen Entwicklung wird LS weiterhin seine technologischen Vorteile ausspielen, hervorragende CNC-Bearbeitungslösungen für mehr medizinische Bereiche anbieten und den Fortschritt und die Entwicklung der Medizintechnik fördern.
Wenn Sie sich für LS entscheiden, entscheiden Sie sich für zuverlässige und effiziente Dienstleistungen zur Herstellung roboterchirurgischer Teile . LS wird sich stets an das Konzept „Kunde zuerst, Qualität zuerst“ halten und zum Fortschritt der Medizinbranche beitragen.

📞Tel: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS-Fertigungsdienstleistungen Es gibt keinerlei Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Daraus sollte nicht geschlossen werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers. Erforderliche Teile Angebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen . Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss . Metallstanzen und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.lsrpf.com .


